



Laserschneiden von Plexiglas: Ein vollständiger Leitfaden zu Einstellungen, Schnittqualität und Geräteauswahl
Ob Plexiglas, Lucite oder Perspex – Plexiglas lässt sich in der Fertigungshalle schneller, sauberer und präziser laserschneiden als fast jeder andere Kunststoff. Das Problem: Fast jeder Fehler beim Gießen oder Extrudieren, jede unsaubere Handhabung der Laserdämpfe und jeder Reflex, beim Metallschneiden mehr Luftunterstützung zu verwenden, zerstört die optische Klarheit, die das Material überhaupt erst so wertvoll macht. Dieser Leitfaden vereint die Physik der Wellenlängen, Sicherheitsdaten nach OSHA-Standard, praktische Werkstattbedingungen und die überraschenden Tricks zur Verbesserung der Schnittkantenqualität, die in den kommerziellen Suchmaschinen selten so umfassend behandelt werden.
Kurzinfo: Laserschneiden von Plexiglas auf einen Blick
Kurzübersicht
| Bester Lasertyp | CO₂ bei 10.6 μm (10,640 nm) — versiegeltes Glasrohr oder HF-angeregt |
| Empfohlenes Datenblatt | Gegossenes Acryl (PMMA) für saubere Schnitte; extrudiert für kostengünstige Projekte |
| Praktische Dicke | 1.5 mm bis 25 mm in einem einzigen Durchgang bei 60–150 W Systemen |
| Startereinstellung (60 W auf 6 mm Guss) | 12 mm/s, 80 % Leistung, Fokus 3 mm in die Folie, 1.5–2.5 mm Luftunterstützungsdüse an niedrig |
| Typische Schnittfugenbreite | 0.1–0.3 mm — Versatz der CAD-Geometrie um die halbe Schnittfuge für Presspassungen |
| Grenzwert für die Rauchexposition | OSHA PEL 100 ppm Methylmethacrylat (8-Stunden-TWA) – aktive Extraktion erforderlich |
| Niemals schneiden | PVC (setzt Chlorwasserstoffgas frei), Polycarbonat (flammen + Ruß), ABS (Spuren von Cyanid) |
Was ist Plexiglas und warum ist die Materialart beim Laserschneiden wichtig?

Plexiglas ist ein Markenname; das Polymer unter jeder Plexiglas-, Lucite-, Perspex- und Acrylitplatte ist dasselbe: Polymethylmethacrylat – PMMA, Formel (C₅H₈O₂)ₙ, CAS 9011-14-7. Drei Markennamen, aber eine chemische Zusammensetzung. Diese Tatsache beantwortet eine Frage, die in jedem Suchergebnis auftaucht: „Was ist der Unterschied zwischen Plexiglas und Acryl?“ In der Praxis gibt es keinen – der Unterschied liegt im Herstellungsprozess, der aus PMMA-Granulat Platten fertigt.
PMMA ist aufgrund dreier messbarer Eigenschaften für das Laserschneiden von Bedeutung. Erstens liegt seine Glasübergangstemperatur für ataktisches PMMA bei etwa 105 °C, während kommerzielle Sorten laut veröffentlichten Materialdaten zwischen 85 und 165 °C liegen. PMMA-ReferenzseiteDie niedrige Glasübergangstemperatur (Tg) bewirkt, dass die Schnittzone nahezu sofort schmilzt und wieder fließt, wodurch die glänzende Kante entsteht, die Acrylglas optisch so einzigartig macht. Zweitens beträgt die Dichte 1.17–1.20 g/cm³ – etwa die Hälfte des Gewichts von vergleichbarem Glas. Aus diesem Grund wurde PMMA für Displays, Beschilderungen und Maschinenschutzvorrichtungen bereits vor Jahrzehnten eingesetzt. Drittens erreicht die Lichtdurchlässigkeit im sichtbaren Bereich bei 3 mm Dicke 92 %, während dieselbe Platte im fernen Infrarotbereich stark absorbiert. Diese Asymmetrie ist der Grund dafür, dass ein 10.6 μm CO₂-Laser Plexiglas sauber schneidet, während ein 450 nm Diodenlaser es ungehindert durchdringt.
Wissen die PMMA-Polymerchemie Hinter den Markennamen verbirgt sich die Art und Weise, wie Sie einen Auftrag spezifizieren. Die darauf folgenden Entscheidungen – Gießen vs. Extrudieren, CO₂- vs. Dioden-Schweißen, Einstellungen, Kantenqualität, Sicherheit – all das ergibt sich aus dem Polymer, nicht aus dem Markennamen auf der Schutzfolie.
Gegossenes vs. extrudiertes Acryl: Die entscheidende Wahl für das Laserschneiden
Beide Arten bestehen aus PMMA, verhalten sich aber unter einem Laserstrahl aufgrund der unterschiedlichen Polymerkettenstruktur verschieden. Gegossenes Acrylglas wird zwischen zwei flache Glasformen gegossen und über Stunden oder Tage langsam polymerisiert. Das Ergebnis: eine höhere und breitere Molekulargewichtsverteilung – Millionen g/mol – und dieses langkettige Netzwerk schmilzt beim Laserschneiden sauber zu einer flammpolierten Oberfläche zurück. Extrudiertes Acrylglas wird in kontinuierlichen Längen durch eine beheizte Düse gepresst. Die Ketten sind kürzer und gleichmäßiger (ca. 150,000 g/mol), daher neigt extrudiertes Acrylglas beim Kontakt mit demselben Laserstrahl dazu, weicher zu werden, sich leicht zu verformen und eine matte Kante zu hinterlassen.
In der Praxis kommt es den meisten Verarbeitern beim Vergleich auf Folgendes an: Kantenqualität, Gravurklarheit, Kosten und Konsistenz.
| Eigenschaft | Gegossenes Acryl (GS) | Extrudiertes Acryl (XT) |
|---|---|---|
| Industrie | Zellguss zwischen Glasplatten | Kontinuierliche Extrusion durch die Düse |
| Molekulargewicht | >1,000,000 g/mol | ~150,000 g/mol |
| Lasergeschnittene Kante | Kristallklar, flammpoliert | Leicht bereift, gelegentlich gewellt |
| gravierte Oberfläche | Heller, mattweißer Kontrast | Weniger Kontrast, kann eher schmelzen als verdampfen |
| Frequenzeinstellung (CO₂) | 5,000–20,000 Hz toleriert | ≤5,000 Hz, um ein Zurückschmelzen zu vermeiden |
| Gleichmäßige Dicke | ±10 % über die gesamte Breite | ±5% (engerer – Extrusionsvorteil) |
| Kosten | Referenzpreis | ~30–50 % niedriger |
Die Regel „Guss zuerst“: Wenn die Schnittkante sichtbar ist – z. B. bei Displaytafeln, Ladenschildern, Leuchtbuchstaben oder Lichtleitern – wählen Sie immer Guss. Extrudiertes Material ist nur dann die richtige Wahl, wenn die Kante verdeckt ist, das Budget knapp ist oder Sie eine mattierte, gravierte Optik wünschen. Diese eine Entscheidung erspart Ihnen mehr Nacharbeiten an Ihrem Acrylprojekt als jede andere.
Lieferanten in Europa kennzeichnen Guss üblicherweise als GS und extrudiert als XTEine mit „Plexiglas XT“ gekennzeichnete Platte wird also unabhängig von der Marke des Abdeckpapiers extrudiert. Prüfen Sie daher vor der Angebotserstellung für Aufträge mit hoher optischer Klarheit immer den Gütecode auf dem Werkszeugnis.
Welcher Lasertyp kann Plexiglas schneiden? CO₂-Laser vs. Faserlaser vs. Diodenlaser
Ist Acryl laserschneidbar? Das ist eine Fangfrage, denn es hängt allein von der Wellenlänge des Lasers ab. PMMA ist für den größten Teil des sichtbaren und nahinfraroten Lichts transparent, während das ferne Infrarotspektrum vollständig blockiert wird. Ob der Laserstrahl im Inneren der Platte in Wärme umgewandelt wird oder sie durchdringt, hängt ausschließlich von seiner Wellenlänge und dem molaren Absorptionskoeffizienten bei dieser Wellenlänge ab.
An optische Absorptionsstudie, indexiert in PubMed Der Absorptionskoeffizient von PMMA wurde bei der CO₂-Wellenlänge von 10.6 μm mit α ≈ 502 cm⁻¹ gemessen – ein Wert, der so hoch ist, dass nahezu die gesamte Strahlenergie in den ersten Mikrometern der Schnittzone absorbiert wird. Im Vergleich dazu würden dieselben Kunststoffe bei einer Dicke von 3 mm etwa 92 % der sichtbaren Photonen durchlassen. Daher sieht eine scheinbar transparente Platte im Licht einer Leuchtstoffröhre wie eine Glasscheibe aus und lässt sich mit einem blauen Diodenlaser nicht schneiden.
| Laser-Art | Wellenlänge | PMMA-Verhalten | Urteil |
|---|---|---|---|
| CO₂ (versiegelt oder RF) | 10.6 µm | Starke Absorption (α ≈ 502 cm⁻¹), saubere Verdampfung | ✔ Beste Qualität – klar und farbig bis 25 mm |
| Faser | 1.06 µm | Der Strahl wird mit minimaler Absorption übertragen; die Wärme gelangt zur Linse, nicht zum Werkstück. | ✘ Vermeiden – Risiko von Optikschäden |
| Diode (blau) | 450 nm | Transparentes PMMA lässt ca. 92 % durch; opake/schwarze Sorten absorbieren an der Oberfläche. | ⚠ Nur undurchsichtig, langsam, Mehrfachdurchgang |
| Diode (IR-unterstützter Hybrid) | ~1064 nm + sichtbares Licht | Das gleiche Transparenzproblem bei Fasern tritt auch bei klarem PMMA auf. | ✘ Nicht für klare Schnitte geeignet |
Warum kann ein Diodenlaser kein durchsichtiges Acryl schneiden?
Blaue Diodenlaser arbeiten im Bereich um 450 nm, tief im sichtbaren Spektrum, wo Acrylglas idealerweise transparent hergestellt wird. Nur bei Absorption des Laserlichts wird Wärmeenergie freigesetzt. Anwender im Subreddit r/lasercutting berichten regelmäßig, dass 10-W- und 20-W-Diodenlaser bei keiner Kombination aus Geschwindigkeit und Durchgangsanzahl klares Acrylglas ritzen können, aber sofort erfolgreich sind, sobald sie auf einen anderen Laser umsteigen. CO₂- versus Diodenvergleich Bei der Bearbeitung von Schneidemaschinen wird als Notlösung für Hobbyprojekte die Rückseite der Platte mit mattschwarzer Farbe oder einer Schutzkarte abgedeckt, damit der Strahl seine Energie irgendwo abladen kann. Dies erfordert jedoch zusätzliche Arbeitsschritte und liefert selten die optische Kantenqualität, die die Wahl von PMMA ursprünglich gerechtfertigt hat.
Kann man Plexiglas mit einem Faserlaser schneiden?
Faserlaser arbeiten bei 1.06 μm und wurden für Metalle entwickelt, da der Absorptionskoeffizient dort günstig ist. PMMA hingegen lässt bei 1.06 μm den größten Teil der einfallenden Energie durch, und die Wechselwirkung findet aufgrund der fehlenden Oberflächenabsorptionsschicht meist in unkontrollierten Tiefen statt. Das Ergebnis ist ein unvollständiger Schnitt mit geschmolzenen Hohlräumen, Rauchspuren und dem Risiko, dass der nicht absorbierte Strahl auf die Schutzlinse des Schneidkopfes fokussiert wird – ein kostspieliger Fehler. Für Acrylglas empfiehlt sich daher eine CO₂-Lasermaschine, wie sie beispielsweise um die 1000-V-Laser von PMMA gefertigt wird. industrielle CO₂-Lasersysteme anstatt einen Faserschneider umzufunktionieren.
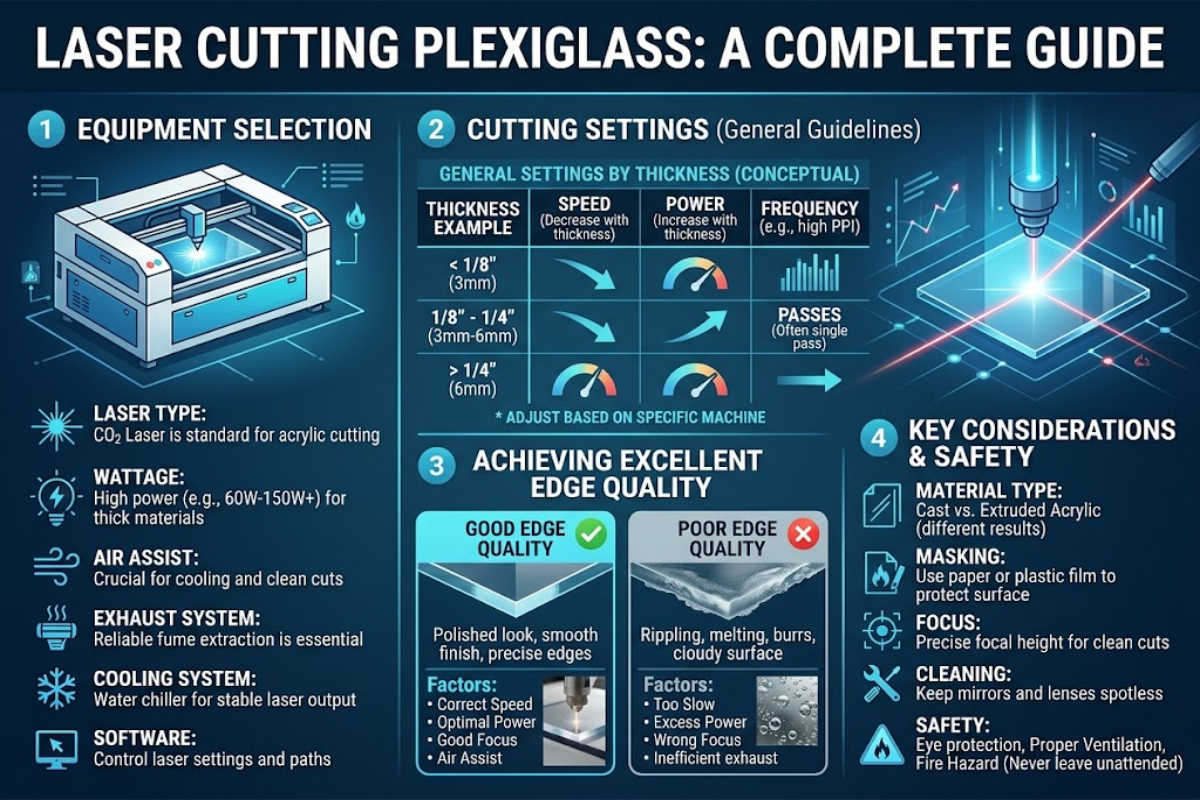
Laserschneideinstellungen: Leistung, Geschwindigkeit und Fokus in Abhängigkeit von der Materialstärke
Die Leistung der Laserröhre und die Plattendicke bestimmen den Arbeitsbereich; Geschwindigkeit und Fokus optimieren das Ergebnis. Eine gute Faustregel, die den Herstellerangaben (Trotec, Epilog, OMTech, xTool) entnommen wurde, ist eine Laserleistung von 10 W für 1 mm Acrylglas bei einem Schnitt in einem Durchgang. Das bedeutet, dass eine 60-W-Röhre problemlos bei 6 mm und eine 100-W-Röhre bei 10 mm Materialstärke eingesetzt werden kann. Die unten aufgeführten Werte sind Richtwerte; jede Maschine, Linse und Plattencharge kann zu geringfügigen Abweichungen führen. Führen Sie vor Produktionsbeginn einen kurzen Testlauf an Restmaterial durch.
| Materialstärke | 40-W-Röhre | 60-W-Röhre | 100-W-Röhre | 150-W-Röhre |
|---|---|---|---|---|
| 3 mm Guss | 25 mm/s, 80 %, 1 Durchgang | 35 mm/s, 65 %, 1 Durchgang | 55 mm/s, 50 %, 1 Durchgang | 80 mm/s, 40 %, 1 Durchgang |
| 6 mm Guss | 8 mm/s, 95 %, 1 Durchgang | 12 mm/s, 80 %, 1 Durchgang | 25 mm/s, 65 %, 1 Durchgang | 40 mm/s, 55 %, 1 Durchgang |
| 10 mm Guss | 3 mm/s, 100 % (zwei Durchgänge) | 6 mm/s, 95 %, 1 Durchgang | 12 mm/s, 80 %, 1 Durchgang | 20 mm/s, 70 %, 1 Durchgang |
| 12 mm Guss | Nicht empfehlenswert | 3 mm/s, 100 % (zwei Durchgänge) | 8 mm/s, 90 %, 1 Durchgang | 15 mm/s, 75 %, 1 Durchgang |
| 19 mm Guss | Nicht empfehlenswert | Nicht empfehlenswert | 3 mm/s, 100 %, zwei Durchgänge | 6 mm/s, 95 %, 1 Durchgang |
| 25 mm Guss | Nicht empfehlenswert | Nicht empfehlenswert | Zwei Pässe, langsam | 3 mm/s, 100 %, 1 Durchgang |
Drei Parameter sind genauso wichtig wie die oben genannten Blechwerte. Stellen Sie die Fokustiefe auf etwa die halbe Blechdicke ein – bei 6 mm sind das 3 mm unterhalb der Oberfläche, nicht auf der Oberfläche –, damit der Laserstrahl mittig im Schnitt liegt und die Schnittfuge parallel bleibt. Wählen Sie die passende Brennweite für die Blechdicke. Ein leitender Anwendungstechniker von Trotec wies im Subreddit r/lasercutting darauf hin, dass bei Materialstärken ab 19 mm eine 2.5-Zoll- oder 4-Zoll-Brennweite besser ist als die standardmäßige 1.5-Zoll-Brennweite. Andernfalls divergiert der Strahl, bevor er den Schnittgrund erreicht. Bezüglich der Frequenz: Die technischen Richtlinien von OMTech erlauben für gegossenes PMMA Frequenzen von 5,000–20,000 Hz, während extrudiertes PMMA bei maximal 5,000 Hz bleiben sollte, um ein Rückschmelzen durch Pulsüberlappung zu verhindern.
📐 Technischer Hinweis – SchnittfugenkompensationDie gemessene CO₂-Schnittfuge bei gegossenem PMMA liegt je nach Röhrenleistung, Brennweite der Linse und Anpressdruck im Bereich von 0.10–0.30 mm. Bei ineinandergreifenden Verbindungen, Schlitzbreiten und Schnappverbindungen sollte die CAD-Geometrie um die halbe Schnittfuge im Werkzeugweg versetzt werden; bei Teilen, die einfach eingesetzt werden müssen, ist das Nennmaß in der Regel ausreichend. Vor der Serienfertigung sollte stets ein 5 mm langes Testmuster geschnitten und mit einem Messschieber gemessen werden – derselbe Werkzeugweg kann bei einer 60-W-Glasröhre im Vergleich zu einer 60-W-HF-angeregten Röhre eine Schnittfugenverschiebung von 0.05 mm aufweisen.
Wie man Acryl per Laser schneidet, ohne es zu schmelzen
Geschmolzene Kanten an Plexiglas sind ein Problem der Wärmeableitung, nicht der Stromversorgung. Abhilfemaßnahmen: Reduzieren Sie den Druck des Hilfsgases (oder schalten Sie es ganz ab – siehe nächster Abschnitt), fokussieren Sie in die Platte hinein statt darauf und wählen Sie einen einzigen Durchgang mit hoher Leistung anstelle mehrerer langsamer Durchgänge, die die Schnittfugenwand erneut erhitzen. Wenn die Platte weiterhin schmilzt, liegt die Ursache meist in einer verschmutzten Linse oder einem nicht optimal angepassten Strahlengang, der Energie außerhalb der optischen Achse abgibt. Reinigen Sie die Optik mit Isopropylalkohol auf einem fusselfreien Wattestäbchen und führen Sie eine Ausrichtungsprüfung durch, bevor Sie die Leistung erhöhen.
Flammenpolierte Kanten erzielen: Die kontraintuitive Anleitung für optimale Kantenqualität

Der größte Vorteil beim Schneiden von Plexiglas mit einem CO₂-Laser: Die Schnittkante poliert sich quasi von selbst. Das PMMA an der Schnittfugenwand schmilzt, die Oberflächenspannung lässt es wieder verfließen, und die freiliegende Fläche kühlt zu einem glänzenden Finish ab, das dem Flammpolieren ähnelt – vorausgesetzt, der Prozess ist so eingestellt, dass dieses Finish nicht beschädigt wird. Die meisten Reklamationen bezüglich der Kantenqualität in der Produktion resultieren aus einem einzigen Fehler: Acrylglas wird wie Blech behandelt.
„Die Luftunterstützung sollte auf ein Minimum beschränkt werden, da sie dazu neigt, die Kanten zu vereisen.“
— Laser Dave, Anwendungsingenieur bei Trotec, gab auf r/lasercutting einen Ratschlag.
Diese Tatsache erklärt, warum die Suchergebnisse so oft voll von Beschwerden der Art sind: „Ich habe die Anweisungen befolgt, und meine Kanten sind weiß und wellig.“ Die Druckluftunterstützung kühlt die Schnittfugenwand so schnell ab, dass die Oberflächenspannung des Polymers (genauer gesagt der Kohlenwasserstoffmoleküle) nicht ausreicht, um die Oberfläche zu glätten, bevor sie zu einem eisartigen Netz aus Mikrorauhigkeit erstarrt. Bei schweißbaren Metallen – also wenn ein Schweißbrenner mit 6–15 bar immer mehr Sauerstoff oder Stickstoff einbläst, um die heiße Schlacke aus dem Schmelzbad zu entfernen – ist diese Durchflussrate entscheidend.
Bei unsichtbarem PMMA ist es schädlich. Ein mittlerweile übliches Dreistufenverfahren sieht folgendermaßen aus: 0–1.5 bar ausgeschaltet für dauerhaftes Flammpolieren, 1.5–2.5 bar im Druckbehälter zum Abführen des Rauchs ohne Oberflächenbeeinträchtigung, 2.5–4 bar nur bei extrudiertem und pigmentiertem Material, dessen Kanten bereits geschädigt sind.
- Geben Sie an, dass gegossenes Acryl – extrudiertes Acryl bildet unabhängig von den Einstellungen immer eine Frostschicht an der Schnittfläche.
- Die Schärfentiefe sollte auf etwa die Hälfte der Blechdicke eingestellt werden, nicht auf die Oberfläche.
- Schalten Sie die Luftunterstützung aus oder stellen Sie sie auf das Minimum, das den Rauch noch von der Linse entfernt.
- Entfernen Sie die Papierabdeckungen an der Unterseite. Lassen Sie die Papierabdeckungen an der Oberseite zur besseren Handhabung dran.
- Durch einen einzigen Durchgang mit hoher Leistung schneiden; mehr als ein Durchgang erhitzt die Schnittfuge erneut und stumpft den Glanz ab.
- Verwenden Sie einen Absaugtisch mit nach unten gerichteter Absaugung oder einen nach hinten gerichteten Tisch; blasen Sie die Abluft nicht nach unten auf das Werkstück.
- Klemmen Sie die Teile mindestens 2-3 mm von der Klemme entfernt ein, um ein Aufhellen durch mechanische Spannungen zu verhindern.
Diese sieben Regeln verwandeln einen standardmäßig lasergeschnittenen Schnitt in eine saubere Kante, die keiner Flammpolitur bedarf. Unterschied zwischen einem Teil in der Verpackung und einem Teil auf der Werkbank.
Sicherheitshinweise: Dämpfe, Feuer und warum man PVC oder Polycarbonat niemals schneiden darf
Die Dämpfe beim Laserschneiden von Plexiglas sind zwar unangenehm, aber gut erforscht, es gibt Expositionsgrenzwerte und die Kontrollmaßnahmen sind unkompliziert – vorausgesetzt, das falsche Material gelangt nicht auf die Schneidefläche. Ein größeres Sicherheitsrisiko stellt nicht PMMA selbst dar, sondern die ähnlich aussehenden Platten, die damit verwechselt werden.
Beim Laserschneiden von PMMA depolymerisiert das Polymer in umgekehrter Richtung zu diesem Monomer, Methylmethacrylat (MMA), plus Kohlendioxid, Wasserdampf, Kohlenmonoxid und Spuren von Formaldehyd. OSHA-Chemikaliendatenblatt für Methylmethacrylat schlägt einen zulässigen Expositionsgrenzwert (PEL) von 100 ppm im Durchschnitt über eine achtstündige Schicht vor, und die NIOSH Pocket Guide für chemische Gefahren hat denselben empfohlenen Expositionsgrenzwert (REL) von 100 ppm. Die American Conference of Governmental Industrial Hygienists (ACGIH) ist restriktiver und setzt einen Schwellenwert von 50 ppm mit einer kurzfristigen Expositionsgrenze von 100 ppm.
Eine geschlossene Kabine mit aktiver Absaugung bei einer Vorschubgeschwindigkeit von 3-5 m/sec in einen HEPA-Filter plus Aktivkohlefilter liegt bei normalen Schneidvolumina weit unter allen drei Werten.
- PVC und Vinyl — setzt Chlorwasserstoff (HCl) und Chlorgas frei; korrodiert bereits beim ersten Schnitt das Laserrohr und die Abgasleitung und vergiftet anschließend den Bediener
- Polycarbonat (PC) — brennt heftig, hinterlässt schwarzen Ruß und schneidet selten sauber durch, da es bei 10.6 μm schlecht absorbiert.
- ABS — setzt Spuren von Cyanwasserstoff und aromatische Carbonyle frei
- Kohlenstofffaserverbundwerkstoffe — setzt lungengängige Graphitpartikel frei und zersetzt die Kohlenstoffmatrix in schädliche Nebenprodukte.
- Behandelte Hölzer, MDF-Bindemittel, vinylbeschichtete Stoffe — Gehen Sie von einem chlorierten oder formaldehydhaltigen Bindemittel aus, bis ein Sicherheitsdatenblatt etwas anderes angibt.
Eine schnelle Materialprüfung, die in Werkstätten üblich ist: Halten Sie ein kleines Reststück an einen heißen Lötkolben und riechen Sie am Rauch. PMMA riecht leicht süßlich, ähnlich wie Modellbaukleber. PVC riecht wie ein chloriertes Schwimmbad, und der Rauch ist stechend. Polycarbonat riecht nach verbranntem Haar. Verwechslungen von Acryl und PVC sind nach wie vor der teuerste Fehler in der Laserindustrie – siehe die Referenzliste auf ud-machine.com. Materialien, die niemals lasergeschnitten werden dürfen und der technische Vergleich von Eigenschaften von Polycarbonat für weiteren Kontext.
Im Bereich der Lasergeräte ist jeder CO₂-Laserschneider, der Acryl schneiden kann, ein System der Klasse 4. ANSI Z136.1-2022Dies erfordert ein verriegeltes Gehäuse, Strahlstopper und einen benannten Laserschutzbeauftragten für industrielle Anwendungen. Ein korrekt spezifiziertes Auswahl der Rauchabsaugung Das System filtert sowohl Partikel als auch MMA in einem einzigen Kamin – ein typischer Fehler ist die Unterdimensionierung des Kabinenvolumens. Dadurch kann sich der Dampf über dem Arbeitsbereich schichten und die Strahlenbelastung des Bedieners erhöhen, selbst wenn ein Abluftkanal vorhanden ist. Beachten Sie, dass sich die Strahlenschutzbestimmungen weiterentwickeln. Prüfen Sie daher vor der endgültigen Konformitätsfreigabe die jeweils aktuelle Fassung der Norm bei der ausstellenden Stelle.
Laser vs. Säge, Oberfräse und CNC-Fräse: Die richtige Schneidmethode auswählen
Laserschneiden ist daher oft die richtige Lösung, aber nicht immer – dies hängt von den geometrischen Details, der Passgenauigkeit, den erforderlichen Kanten und dem Arbeitsaufwand ab. Herstellerseitige Toleranzen und Oberflächengüten, die häufig anhand von Vergleichstabellen ermittelt werden, ermöglichen ein einfach anwendbares Verfahren.
| Methodik | Kantenqualität | Typische Toleranz | Am besten geeignet, |
|---|---|---|---|
| CO₂-Laser | auf Guss flammpoliert | ± 0.10 mm | Komplexe Formen, Löcher, Details, Serienteile ≤ 25 mm Dicke |
| CNC-Fräse (O-Nut-Fräser) | Sauber bearbeitete Kante | ± 0.50 mm | Dickeres Material (25 mm+), Gewindebohrungen, große Platten |
| Tischkreissäge mit Kunststoffblatt | Gerade, maschinell bearbeitete Kante | ± 1.00 mm | Gerade Längsschnitte in starren Platten |
| CNC-Fräsmaschine (vertikal) | Bearbeitungsspuren (sichtbare Vibrationen) | ± 0.05 mm | Taschen, Gewinde, strukturelle Acrylteile |
| Punkte erzielen und sofort wieder anspielen | Rau, oft abgesplittert | ± 2.00 mm | DIY-Einzelstücke ≤ 5 mm, keine Details erforderlich |
Als Faustregel gilt: Alle Merkmale unter 3 mm, gebogene Teile oder solche mit ungeschliffenen, sichtbaren Kanten werden per Laser bearbeitet. Teile ab 25 mm Dicke, tragende Bauteile, Teile mit Gewindebohrungen oder einfache Teile können gefräst werden. Ab einer Stückzahl von etwa 50 identischen Teilen auf 6 mm starkem Gussmaterial ist die Laserbearbeitung pro Stück günstiger als das Anritzen und Brechen oder Fräsen. Darüber hinaus ist die Laserbearbeitung günstiger. Leitfaden für laserschneidbare Materialien Das trifft zu und ein CO₂-System amortisiert sich schnell.
Anwendungsbereiche in der Praxis: Beschilderung, Displays, Prototypenbau und kundenspezifische Teile
Die Anwendung bestimmt die Blechspezifikation, nicht umgekehrt. Dadurch ergeben sich fünf Gruppen für den Laserschnitt der gängigsten Anwendungen im Jahr 2026.
- Beschilderung für Einzelhandel und Architektur: 3 mm-6 mm gegossenes klares/farbiges Material, wobei an den sichtbaren Kanten der Oberflächenglanz erhalten bleiben muss – eine höhere Maßgenauigkeit ist dem Glanz nachrangig.
- Verkaufsdisplay & Verpackung von Ausstellungsstücken: 5 mm-10 mm Guss bei Verwendung von Schnappverbindungen; CAD muss den Laserabstandsschnitt für eine optimale Passform kompensieren.
- Prototypen von Gehäusen für Labor- und medizinische Umgebungen: 3 mm bis 6 mm transparent, mit engeren Toleranzen für die Fensterpassung über den Instrumenten, wobei die Gussausführung aus Kostengründen für Chemikalien vorzuziehen ist.
- Geräteabschirmung und Inspektionsfenster: 6 mm-12 mm schlagfestes PMMA, wo der Techniker eine Sichtlinie in die gefährliche Anlage benötigt.
- Personalisierte Produkte & Dekorationsartikel: 1.5 mm-3.0 mm im Farbstapel (mehrere Anzeigeebenen), der größte Durchbruch im Trendbericht 2026.
Ein einfaches Beispiel: Ein regionaler Schilderhersteller in der Nähe von Atlanta ersetzte eine CNC-Fräse für 200 Teile, die für das Rebranding von Restaurants benötigt wurde, durch einen 100-W-CO₂-Laser. Die Schnittzeit pro Teil sank von 14 auf etwa 4 Minuten, die flammpolierten Kanten ersetzten dank der intrinsisch polierten Kanten des Lasergusses das nachträgliche Polieren, und die Ausschussquote bei denselben Schnittpfaden fiel von 18 % auf unter 6 %. Die Umstellung des Acrylglaszuschnitts auf das eigene Haus anstatt auf Outsourcing amortisierte den Laser bereits nach 11 Monaten bei einem einzigen Kunden.
Branchenausblick: Wohin die Entwicklung des Acryl-Laserschneidens bis 2030 geht
Drei relevante Kennzahlen für die Ausrüstungsplanung der nächsten fünf Jahre stammen aus Branchenkreisen und von Marktanalysten. Sie werden jeweils von der Branche (Tier 3) und nicht von Regierungsbehörden veröffentlicht und sollten daher eher als Richtwerte denn als exakte Schätzungen verwendet werden.
Drei spezifische Veränderungen zeichnen sich in diesen Daten ab. Erstens: Hochfrequenzangeregte CO₂-Röhren ersetzen in Produktionsanlagen mit hoher Leistung zunehmend gleichstromangeregte Glasröhren. Grund dafür ist die um 40 % höhere Netzstromeffizienz und die etwa doppelt so lange Lebensdauer der Röhren – relevant für jeden Betrieb mit mehr als 20 Stunden pro Woche. Zweitens: Der Anstieg importierter, kundenspezifischer Laserzuschnitte (z. B. für Sonderveranstaltungen, Auszeichnungen, Kunstdekorationen) verlagert die Nachfrage von leistungsstärkeren, offenen Industrieanlagen der Klasse 4 hin zu kleineren, geschlossenen Lasersystemen der Klasse 1. Dadurch wird die Einhaltung der Lasersicherheitsnorm ANSI Z136.1 für Bauunternehmen deutlich einfacher und somit auch für kleinere Betriebe einfacher. Drittens: Umweltbewusste Kunden suchen vermehrt nach Acrylglas mit Recyclinganteil und Bio-PMMA-Mischungen. Da sich die Schneidverfahren für diese Materialien von denen für Neuware unterscheiden, sollte die Produktionsplanung für 2026 ein moderates Budget für die Materialqualifizierung vorsehen. Wenn Sie Anlagen für das Jahr 2026 und darüber hinaus planen, sollten Sie Testschnitte an mindestens einer Bio-PMMA-Sorte durchführen und die Extraktorausbeute anhand der neuesten ACGIH-Richtlinien überprüfen – beides wird länger halten als die Verarbeitungsanlagen selbst.
Häufig gestellte Fragen

F: Kann Plexiglas mit einem Laser geschnitten werden?
Antwort anzeigen
F: Ist lasergeschnittenes Acryl lebensmittelecht?
Antwort anzeigen
F: Soll ich die Schutzfolie vor dem Laserschneiden entfernen?
Antwort anzeigen
F: Welche Schnittfugenzugabe sollte ich bei der Konstruktion einplanen?
Antwort anzeigen
F: Kann ein 10-W-Diodenlaser Plexiglas schneiden?
Antwort anzeigen
F: Wie lange dauert das Zuschneiden einer typischen Acrylglasplatte?
Antwort anzeigen
Acrylglaszuschnitt im eigenen Haus
Steigen die Kosten für wiederkehrende Outsourcing-Aufträge oder verlängern sich die Lieferzeiten, amortisiert sich ein geschlossener CO₂-Laser bei Branding, Displays und Prototypenfertigung sehr schnell. UDTECH fertigt CNC-Lasersysteme in Größen von industriellen Produktionslinien bis hin zu kleinen Werkstätten, die einige hundert Teile pro Monat bearbeiten.
Über diese Analyse
Dieser Leitfaden fasst die Einstellungstabellen, Schnittfugenbereiche und Hinweise zur Luftunterstützung aus technischen Dokumenten der Hersteller (Trotec, OMTech, xTool), aus auf PubMed veröffentlichten, von Experten begutachteten PMMA-Absorptionsdaten sowie aus Nutzerfeedbacksystemen von r/lasercutting (2023–2026) zusammen. Die Expositionsdaten von OSHA, NIOSH und ACGIH werden wörtlich aus den verfügbaren Regierungsquellen übernommen. Die Einstellungen variieren je nach Maschine – führen Sie daher vor Produktionsbeginn immer einen Kalibrierungstest mit dem tatsächlichen Plattenmaterial durch. Eine ähnliche Überprüfung wurde vom Ingenieurteam von UDTECH durchgeführt.
Referenzen & Quellen
- OSHA-Chemikaliendatenblatt – Methylmethacrylat (Grenzwert 100 ppm) — US-Arbeitsschutzbehörde
- NIOSH-Taschenleitfaden zu chemischen Gefahren – Methylmethacrylat — Zentren für Krankheitskontrolle und Prävention
- Gefahrenzusammenfassung für Methylmethacrylat – ACGIH TLV 50 ppm — New Jersey Department of Health, Right to Know Program
- Optischer Absorptionskoeffizient von PMMA bei einer CO₂-Laserwellenlänge von 10.6 μm — PubMed-Peer-Review-Indexierung
- Poly(methylmethacrylat) — Materialreferenz - Wikipedia
- ANSI Z136.1-2022 — Sichere Verwendung von Lasern — Amerikanisches Nationales Normeninstitut
- OSHA-Technisches Handbuch — Abschnitt III, Kapitel 6: Lasergefahren — US-Arbeitsministerium
- Markt für Laserschneidmaschinen 2026–2035 (CAGR 7.6 %) — Branchenprognose von Global Market Insights
Ähnliche Artikel
- Die 15 führenden Hersteller von CO2-Laserschneidmaschinen im Jahr 2025 — Vorauswahl der Ausrüstung für Acrylarbeiten im Haus
- Faserlaser vs. CO2-Laser – Wellenlänge, Materialien, Kosten — Warum CO₂ die Lösung für Kunststoffe bleibt
- Vollständiger Leitfaden für laserschneidbare Materialien — Querverweis für Projekte mit gemischten Materialien
- Eigenschaften von Methylmethacrylat (PMMA) — die Chemie hinter den Markennamen
- Auswahl von Rauchabsauganlagen für Laserkabinen — Dimensionierung für einen OSHA-konformen Betrieb
- Wie man die Laserleistung zum Markieren, Gravieren und Schneiden auswählt — Regeln zur Kraftdicke für verschiedene Materialien






