



Wie man Glas per Laser graviert: Ein Produktionsleitfaden zu Wellenlängen, Leistungseinstellungen und Maschinenauswahl
Wenn Sie Glas in großen Stückzahlen lasergravieren möchten – Weingläser, Marken-Trinkgefäße, Auszeichnungen, Schilder, Flaschen – ist die erste Frage nicht, wie, sondern welches Lasersystem geeignet ist. Ein 1064-nm-Faserlaser durchdringt Klarglas ungehindert und graviert nichts. Ein 10-W-Diodenlaser markiert nur zuvor lackiertes Glas. Ein 30-W-CO₂-Laser kann Kalk-Natron-Glas direkt mattieren, und ein 5-W-UV-Laser erzeugt fotorealistische Details, die mit CO₂ nicht möglich sind. Der Unterschied zwischen den Lasern entscheidet darüber, ob es sich um Ausschuss oder eine verkaufsfähige Serie handelt.
Dieser Leitfaden erklärt, wie die Lasergravur auf Glas funktioniert, welche Laserquelle zu welchem Auftrag passt, wie man die tatsächliche Wattzahl versteht, welche Glassorten Widerstand leisten, welche Parameter ein Brechen des Werkstücks verhindern und wie man eine Maschine für den kommerziellen Einsatz und nicht für den Hobbygebrauch am Wochenende auswählt.
Kurzinfo: Glaslasergravur auf einen Blick
| Bester Lasertyp für weichen Frost | CO2 (9.3 oder 10.6 µm), 30–100 W |
| Bester Lasertyp für scharfe Fotodetails | UV (355 nm), 3–10 W |
| Diodenlaser auf Glas anwendbar | Nur mit Lackbeschichtung; 10 W optisch oder höher |
| Faserlaser bei einer nativen Wellenlänge von 1064 nm | Nein – es durchdringt Klarglas |
| CO2-Startparameter | ~10–15 Prozent Leistung, 300–500 mm/s, Defokus 1–2 mm |
| Kompatibles Glas | Natronkalk, Borosilikat, Bleikristall, Quarzglas |
| Mit Sorgfalt gravieren | Gehärtetes Glas – nur Oberflächenmattierung, keine tiefen Einschnitte |
| Typische Defekte | Mikrorisse, Kantenabsplitterungen, thermische Risse |
Wie Lasergravur auf Glas tatsächlich funktioniert

Die Lasergravur auf Glas beruht auf dem kontrollierten Zerkleinern einer dünnen Oberflächenschicht durch absorbierte Photonenenergie. Die Strahlenergie trifft schneller ein, als das Glas sie ableiten kann. Die Oberfläche dehnt sich aus, während das Glasvolumen konstant bleibt. Die entstehende thermische Spannung führt dazu, dass eine dünne Materialschicht in eine mattierte, streuende Textur zerfällt. Das erklärt, warum graviertes Glas vor dunklem Hintergrund weiß und vor hellem Hintergrund klar erscheint – man sieht das gestreute Licht unzähliger winziger Risse und keine gefärbte oder beschichtete Oberfläche.
Ob der Laser tatsächlich etwas graviert, hängt ausschließlich von der Absorption ab. Wellenlängen, die das Glas durchlässt, passieren es nahezu wirkungslos; Wellenlängen, die das Glas absorbiert, deponieren Energie in wenigen Mikrometern der Oberfläche und lösen den Bruchmechanismus aus. Kalk-Natron-Glas absorbiert im sichtbaren und nahinfraroten Bereich kaum, jedoch stark im fernen Infrarot oberhalb von etwa 5 m, was der Grund dafür ist. CO2-Laser bei 9.3 und 10.6 m funktionieren gut, 1064-nm-Faserlaser hingegen nicht. Akademische Untersuchungen zu den optischen Eigenschaften von Glas (siehe beispielsweise …) Vorlesungsreihe „Fortgeschrittener Glaskörperzustand“ der Lehigh University) zeigt, dass die Absorption bei langen Wellenlängen aufgrund von Schwingungsanregungen des Silikatgitters stark ansteigt.
Ätzen vs. Gravieren: Was bedeuten die Begriffe eigentlich?
In der Glasverarbeitung bezeichnet Ätzen üblicherweise eine flache Oberflächenmattierung, die durch Säurebehandlung, Sandstrahlen oder Laserstrahlen mit geringer Leistung erzeugt wird. Gravieren hingegen bezeichnet einen tieferen, dreidimensionalen Schnitt. Der Unterschied liegt in beiden Fällen in der Leistung, nicht in der Maschine: Ein CO₂-Laser mit geringer Leistung erzeugt eine Mattierung, während ein CO₂-Laser mit höherer Leistung und geringerer Geschwindigkeit einen messbaren Schnitt erzeugt. Die meisten im Handel als „geätzt“ verkauften Glaswaren sind in der Regel oberflächlich lasergraviert. Für die Produktion beider Verfahren wird dieselbe Maschine mit unterschiedlichen Parametern verwendet.
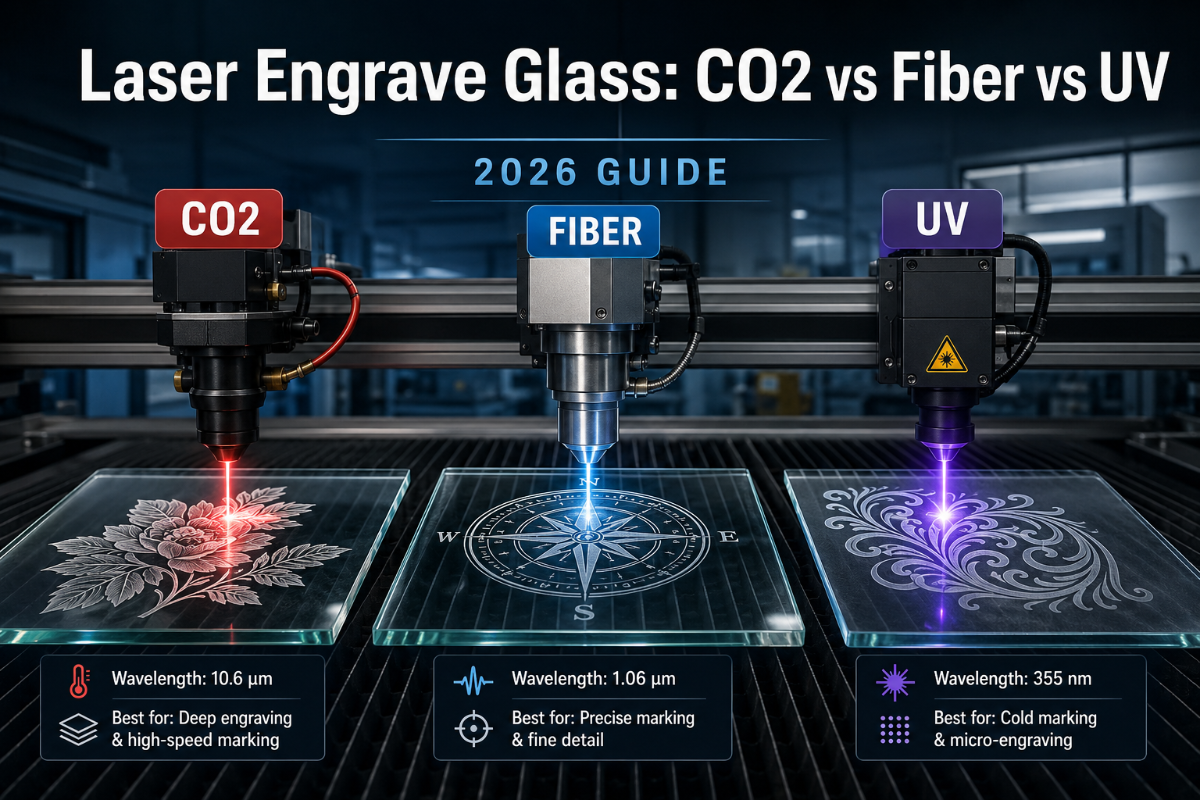
CO2 vs. Faser vs. Diode vs. UV: Welcher Lasertyp graviert Glas?
In diesem Zusammenhang werden vier gängige Laserquellen verwendet. Nur drei davon eignen sich zur direkten Markierung von Glas, und lediglich zwei sind schnell genug für die Serienfertigung. Entscheidend ist die Wellenlänge, nicht die Leistung.
| Laserquelle | Wellenlänge | Glasergebnis | Typische Wattzahl |
|---|---|---|---|
| CO2 | 9.3 oder 10.6 µm | Weiche, mattierte Oberfläche, schnell, Produktionsstandard | 30–100 W |
| UV | 355 nm | Schärfste Details, Fotoqualität, Premium-Sortiment | 3–10 W |
| Diode (blau) | 450 nm | Nur mit einer Beschichtung; Glas für den sichtbaren Spektralbereich ist transparent | 10 W optisch und mehr |
| Faser (Yb) | 1064 nm | Der Strahl durchdringt Klarglas; nicht praktikabel | N / A |
Die 9.3-µm-Regel: Der Absorptionsbereich des CO₂-Lasers von 9.3 bis 10.6 µm ist der optimale Bereich, in dem Natronkalkglas von transparent zu undurchsichtig wechselt. Dieser Wert ist der Grund, warum CO₂-Laser gegenüber Glas überlegen sind, Glasfasern jedoch nicht.
— Feldregel, die von Industrielaseringenieuren verwendet wird
Kann man mit einem Faserlaser Glas gravieren?
Fast nie auf Klarglas. Standardmäßige Ytterbium-Faserlaser emittieren bei 1064 nm, was in einen Bereich fällt, in dem Natronkalkglas, Borosilikatglas und die meisten optischen Gläser transparent sind. Mehrere Veröffentlichungen der Stanford Applied Physics Group verweisen darauf. Borosilikatglas mit einem sehr schwachen linearen Absorptionskoeffizienten im nahen Infrarot- und sichtbaren WellenlängenbereichUnd genau dort ist der Platz für einen Faserlaser.
Besitzer von Faserlasern glauben oft, dass diese jedes Material mühelos durchtrennen können. Silberne Rückseiten zeigen eindeutig die Funktionsfähigkeit an, und selbst ein dickes, klares Glas würde vom Faserlaser markiert werden – so hell ist er, dass er das Glas beeinflusst. Häufig verschweigt der Hersteller diese Tatsache jedoch, und man erwartet, dass selbst ein klares Glasstück vom Laser erfasst wird, einfach weil die Photonen ungehindert hindurchdringen und das darunterliegende Material gravieren. Wie sieht es mit farbigem oder beschichtetem Glas aus?
Kann man mit einem Diodenlaser Glas gravieren?
Erst nach der Vorbehandlung des Werkstücks. Blaue Diodenlaser (um 450 nm) liegen im sichtbaren Spektrum, wo Klarglas keine Absorptionseigenschaften aufweist. Eine der praktikableren Methoden besteht darin, die Gravurfläche mit einem dünnen Film aus schwarzem Acrylglas zu besprühen oder mit Abdeckfolie abzudecken, den Laser zu aktivieren, um die Oberfläche im gewünschten Muster abzutragen, und darauf zu vertrauen, dass die lokalen Hotspots des verbrannten Films das darunterliegende Glas brechen.
Auf verglastem Glas mit aktivierter Beschichtung führt eine 10-Watt-Optikdiode bei etwa 40 % Leistung (im 4-Watt-Bereich) und einer Entwicklungsgeschwindigkeit von ca. 1000 mm/min zu einer dichten Mattierung des Glases. Eine Verdopplung der Belichtungszeit mit einer 20-29-Watt-Diode verkürzt die Laufzeit erheblich. Die Entwicklung ohne Beschichtung ergibt kein sichtbares Ergebnis.
Kann man mit einem UV-Laser Glas gravieren?
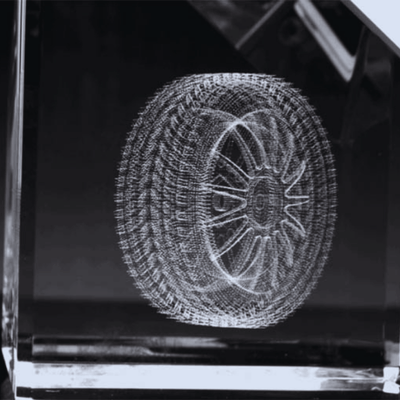
Ja, übrigens, und zu einem höheren Preis ist es das sauberste Verfahren, das es derzeit gibt. (I)Infrarot-UV-Laser mit 355 nm führen der Glasoberfläche durch nichtlineare Absorption Energie zu und erzeugen so eine Oberflächenschicht, die mit einer herkömmlichen CO₂-Quelle nicht zu erzeugen ist. Das Ergebnis sind schärfere Kanten, feinere Farbverläufe und die Möglichkeit, Bilder in höchster Galeriequalität zu erzeugen. Nachteile der Laserabsorption sind die geringere Produktionsgeschwindigkeit und die höheren Anfangsinvestitionen.
Für einmalige Auszeichnungen, Erinnerungsfotos, Markenparfümflakons oder alles, was vom Kunden genau geprüft werden muss, ist UV-Licht die optimale Lösung. Bei großen Mengen an Trinkgefäßen oder Tausenden von Flaschen pro Woche ist die CO₂-Desinfektionsanlage jedoch weiterhin die beste Wahl.
Wie viele Watt benötigen Sie? Realitätscheck: 5 W bis 100 W
Es gibt keine branchenweit einheitliche Mindestanforderung für Gravuren, da die tatsächliche Mindestanforderung vom Lasertyp abhängt. Ein 5-W-UV-Laser graviert ein Weinglas genauso gut wie ein 60-W-Diodenlaser. Die folgenden realistischen Antworten sind nach Lasertyp unterteilt.
Kann ein 5-Watt-Laser Glas gravieren?
Theoretisch kann ein 5-W-UV-Laser, ja, eine 5-W-Diode, nein, und eine 5-W-CO₂-Laser (sehr selten in kommerziellen Geräten) nur eine sehr leichte Markierung erzeugen. Mit einem UV-System kann ein 5-W-Laser bei einer bestimmten Geschwindigkeit handelsübliche Glaswaren bearbeiten; Herstellerangaben zufolge beträgt die Pulsdauer etwa 1 Sekunde, die Frequenz etwa 50 kHz und die Vorschubgeschwindigkeit etwa 250 bis 500 mm/s für eine leichte Mattierung. Mit einer Diode gleicher Wattzahl erzeugt man auf klarem Glas keine Markierung und auf stark lackiertem Glas nur eine leichte.
Kann ein 40-W-Laser Glas ätzen?
Das Ätzen von Glas mit einem 40-W-CO2-Laser erfordert keine Vorbehandlung. (Diese Leistungsklasse ist der Standard für die industrielle Fertigung: ausreichend, um Weingläser in einem Rotationslaser mit praktischem Durchsatz zu bearbeiten, aber gleichzeitig niedrig genug, um luftgekühlt und nicht ausschließlich wassergekühlt zu arbeiten. Selbst ein 40-W-Diodenlaser (optisch) kann zwar durch eine Lackschicht hindurchscheinen, aber die Oberfläche nicht direkt ätzen, da die Wellenlänge unabhängig von der zugeführten Leistung nicht geeignet ist.)
Kann ein 100-Watt-Laser Glas schneiden?
Das Ätzen von Glas mit einem 100-W-CO₂-Laser graviert es zwar schnell und brauchbar, kann es aber nicht sauber schneiden. Es gibt keinen klar definierten Schmelzpunkt wie bei Polymeren: Der thermische Spannungsmechanismus, durch den der Laser eine undurchsichtige Mattierungsschicht erzeugt, neigt dazu, Risse zu verursachen, wenn der Strahl versucht, die gesamte Dicke des Werkstücks zu durchdringen. Das ist das Gebiet von sauber-mechanischen, kongruenten Ritzverfahren mit Dedbo, Sand oder speziellen Ultrakurzpulslasern – nicht von herkömmlichen industriellen CO₂-Gravierern.
Glassorten, die sich lasergravieren lassen – und solche, die sich nicht lasergravieren lassen
Die meisten Alltagsgläser lassen sich gut gravieren. Einige Kategorien lehnen das Verfahren jedoch aktiv ab. Beispiele hierfür finden sich in der untenstehenden Tabelle.
| Glasart | Lasergravierbar? | Notizen |
|---|---|---|
| Soda-Kalk (Trinkgefäße, Flaschen) | Ja | Standardeinstellung für Produktionsläufe; am günstigsten und einfachsten |
| Borosilikat (Pyrex, Laborwaren) | Ja | Hitzebeständig; verträgt aggressivere Parameter |
| Bleikristall | Ja – vorsichtig | Strahlender Frost auf Auszeichnungen; zerbrechlich, Hitze beachten |
| Quarzglas | Ja | Sehr feine Details; UV-Laser bevorzugt |
| Farbglas / Floatglas | Ja | Farbpigmente verändern die Wärmeabsorption; vorher testen |
| Spiegelglas | Ja | Gravieren Sie die Rückseite durch die Versilberung hindurch, um einen klaren Effekt zu erzielen. |
| Gehärtetes Glas | Nur Oberflächenfrost | Die Kompressionsschicht kann sich lösen; niemals tief schneiden. |
| Beschichtetes optisches / dichroitisches | Vermeiden | Die Abtragung der Beschichtung ist unvorhersehbar; sie beschädigt das Substrat. |
Kann ich auch gebogenes oder unregelmäßig geformtes Glas gravieren?
Ja, mit einer Drehvorrichtung, die das Werkstück dreht, während der Laser entlang einer Linie fixiert bleibt. So werden beispielsweise Weingläser, Bierkrüge und Flaschen bei der Personalisierung graviert. Die Drehvorrichtung dreht das Werkstück gegen den Laserkopf, und der Fokusabstand wird beibehalten, indem der höchste Punkt der Oberfläche auf den Strahlfokus ausgerichtet wird. Stark unregelmäßige Formen – wie Krüge mit Schultern oder Dekanter mit Stiel – erfordern eine Spannvorrichtung (die das Werkstück am Boden fixiert) anstelle einer Rollenvorrichtung (die sich auf dem Zylinder dreht). Das Design wird dann von der Gravursoftware auf die zylindrische Projektion projiziert.
Welche Glassorten lassen sich nicht ätzen?
Zwei Kategorien bereiten immer wieder Probleme: gehärtetes Glas, dessen Oberfläche tiefer als die Mattierungsschicht ist (da es sich in einen Splitterregen auflösen kann), und beschichtetes optisches oder dichroitisches Glas (die Unterscheidung zwischen einer feuerfesten dielektrischen Schicht und dem Glasarchitrav ist für Anfänger eine knifflige Angelegenheit). Tempo-Gravuren ermöglichen flache Logos bei reduzierter Leistung und kurzer Verweilzeit, jedoch keine Tiefengravuren. In einem Expertenforum auf Sawmill Creek wird berichtet, dass manche Betriebe täglich problemlos mit Tempo-Gravuren arbeiten, während andere unabhängig von den Parametern zerbrechen; der Unterschied liegt in den Parametern und dem Randabstand, nicht im Material.
Schritt für Schritt: So gravieren Sie Glas mit dem Laser
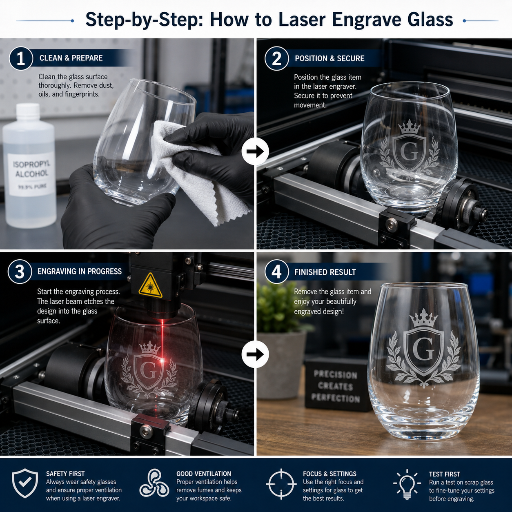
Das untenstehende Produktionsablaufdiagramm geht von einem CO₂-Lasergravierer mit Rotationsaufsatz aus, der gängigsten Konfiguration für Marken-Trinkgefäße und -Flaschen. Dioden- und UV-Systeme durchlaufen die gleichen Prozesse, wobei die jeweiligen Modifikationen in jedem Schritt angegeben sind.
- Reinigen Sie das Glas mit fusselfreien Tüchern und Isopropylalkohol, um Staub, Fingerabdrücke und Verpackungsetiketten zu entfernen. Fingerabdrücke, Staub und Etikettenfett absorbieren die Laserenergie weniger als das blanke Glas und führen zu unschönen Flecken. Lassen Sie die Oberfläche trocknen.
- Prüfen Sie, ob das verwendete Glas beschichtet ist. Bei einem CO₂-Laser muss der Prozessbereich freigehalten werden. Bei einem Dioden- oder UV-Laser ist wie beim Zeichnen eine zusätzliche Schutzmaßnahme erforderlich: Sprühen Sie hochdeckende Emaille- oder Temperafarbe über das Gemälde oder kleben Sie vorgeformtes Laser-Abklebeband auf die Oberfläche. Nagellack ist nicht wasserfest.
- Achten Sie beim Einspannen der Feile darauf, dass das Werkstück mittig in den Rollen oder im Spannfutter sitzt. Das Werkstück sollte sich am höchsten Punkt gleichmäßig und ohne zu wackeln drehen. Ein Wackeln von mehr als einem halben Millimeter führt zu einer unscharfen Gravur auf einer Seite.
- Fokus einstellen und Defokussierung berücksichtigen. Ein Standard-Fokuspunkt liefert die schärfste Kante. Eine gezielte Defokussierung um 1–2 mm führt zu einer Abschirmung des Strahls und einem weicheren Mattierungsprofil mit gleichmäßigerer Kante und weniger Kantensplittern. Die meisten Hersteller verwenden eine Defokussierung der Brillengläser.
- Entwerfen Sie den Rahmen und führen Sie eine Einzellinienverfolgung durch. Die Rahmensoftware steuert den Lesekopf innerhalb der vorgegebenen Grenzen mit reduzierter Leistung. Ein Verfolgungsdurchlauf mit 1 % Leistung ermöglicht es dem Bediener, vor dem eigentlichen Lauf zu überprüfen, ob das Design auf dem Werkstück abgebildet ist.
- Gravur einarbeiten, anschließend abkühlen lassen und reinigen. Die Datei ausführen und das Werkstück auf Raumtemperatur abkühlen lassen, bevor es weiterverarbeitet wird – Kühlung mit Leitungswasser kann zu Rissen im Glas entlang der Gravurlinie führen. Mit einem feuchten Tuch abwischen, um Staub und eventuelle Rückstände der Beschichtung zu entfernen.
Vor dem Gravieren die Rückseite einer flachen Platte mit einem feuchten Papiertuch umwickeln. Die Feuchtigkeit absorbiert die Hitze und reduziert bei dünnerem Glas die Rissbildung an den Kanten erheblich. Spülmittel, feuchtes Kreppband oder andere nicht brennbare Lösungen eignen sich genauso und sind die erste Wahl, wenn Risse entstehen.
Muss Glas vor der Lasergravur lackiert werden?
Falls die Wellenlänge für die direkte Absorption nicht geeignet ist, wird ein CO₂-Laserstrahl mit 9.3 oder 10.6 µm direkt auf unbeschichtetes Glas gerichtet, wodurch eine matte Markierung entsteht. Blaue Diodenlaser mit 450 nm benötigen eine Opferschicht, da das Glas bei dieser Wellenlänge transparent ist.
Lackbeschichtungen absorbieren die Laserleistung, leiten die entstehende Hitze in die Glasoberfläche und verursachen lokale thermische Schockrisse unter der Lackschicht. Ohne Lack durchdringt der Diodenlaserstrahl das Werkstück ungehindert und hinterlässt keine Spuren. UV-Laser nehmen eine Zwischenstellung ein: Sie gravieren direkt auf unbeschichtetes Glas, weshalb in den meisten industriellen Umgebungen keine Beschichtung aufgebracht wird.
Leistungs- und Geschwindigkeitseinstellungen, die das Glas nicht zum Zerspringen bringen
Nachfolgend sind die Ausgangsparameter aus den Datenblättern der verschiedenen Hersteller und den veröffentlichten Produktionsrichtlinien aufgeführt. Betrachten Sie diese als Richtwerte für ein Testraster und nicht als absolute Vorgaben – jede Maschine, jede Optik und jede Glascharge ist in gewisser Weise anders, und ein fünfminütiger Testlauf mit Ausschussmaterial spart später Nacharbeitsstunden.
| Konfiguration | Tuning | Schnelligkeit | DPI / Frequenz |
|---|---|---|---|
| CO2 55 W auf 4 mm Natronkalk | 10 bis 15 Prozent | 300 mm / s | 300 DPI |
| CO2 80 W Glasrohr auf Flasche | 10–80 Prozent (abhängig vom Logo) | 500 mm / s | 300 DPI |
| UV 5 W auf Flachglas | Hersteller voreingestellt | 250–500 mm/s | 50 kHz, 1 µs Impuls |
| 10-W-Diode auf lackiertem Glas | 40 Prozent | 1000 mm / min | Einzelpass |
📐 Technischer Hinweis
Durch eine Defokussierung des Strahls um 1 bis 2 mm lässt sich die Energiedichte an der Oberfläche leicht reduzieren, die Gesamtenergie bleibt jedoch gleich. Dies führt zu einem deutlich weicheren Frost mit wesentlich weniger Mikrorissen und deutlich weniger Kantenabsplitterungen. Bei dickem Glas (> 5 mm) sollte die Leistung auf etwa 60 % des Wertes reduziert werden, den man bei einer 2 mm dicken Scheibe mit 300 mm/s verwenden würde – die Wärmeleitfähigkeit ändert sich mit der Dicke, und eine zu hohe Leistung bei dickem Glas kann zu durchgehenden Rissen führen.
Bei unebener oder rissiger Oberfläche ist mehr Leistung selten die Lösung. Versuchen Sie zunächst Folgendes (in dieser Reihenfolge): Fokus um 1–2 mm defokussieren, Leistung um 25 % reduzieren und ein feuchtes Papiertuch oder Klebeband auf der Rückseite anbringen. Die Erfahrungen von Anwendern im Tyvok-Entwicklungsblog haben durch Ausprobieren gezeigt, dass eine niedrigere Wattzahl in mehreren Durchgängen das beste Ergebnis liefert, anstatt einer höheren Wattzahl in einem Durchgang.
Anwendungsbereiche: Trinkgefäße, Flaschen, Dekorationsartikel und Produktionslogos

Für Hobbybastler ist ein kleines Glasobjekt, das auf den Arbeitsplatz passt, durchaus geeignet; der Großteil der kommerziellen Nachfrage entfällt jedoch auf wenige Kategorien. Die Suchanfragen nach „Lasergravur Weinglas“ stiegen von 110 pro Monat im Mai 2025 auf 1,000 pro Monat im August – ein Anstieg im dritten Quartal, der den Produktionstrends für Firmengeschenke und Hochzeiten entspricht. Die unten aufgeführten Anwendungsbereiche sind die am häufigsten ausgebuchten Produktionskapazitäten.
- ✔
Personalisierte Trinkgefäße. Weingläser, Champagnerflöten, Bierkrüge, Whiskygläser. Eine 60-W-CO2-Maschine mit Rollengriffen graviert 100 Gläser pro Schicht in einem 30-Sekunden-Zyklus. - ✔
Markenflaschen – Wein, Spirituosen, Öle und Essige – tragen eingravierte Logos für Restaurantkeller, Eigenmarken und Firmengeschenke, die jeden Schluck individuell gestalten. Zylindrische Drehvorrichtungen gehören zur Standardausstattung. - ✔
Auszeichnungen und Trophäen, darunter Bleikristall-Auszeichnungen, Quarzglas-Einsätze und gerahmte Glasplaketten. Hochwertige Stücke werden üblicherweise mit UV-Licht bei niedriger Geschwindigkeit graviert, um eine besonders scharfe Schrift zu erzielen. - ✔
Fotogedenkstücke und -geschenke – Halbtonbilder auf flachen Glasscheiben – eine Anwendungskategorie, bei der UV-Licht aufgrund der feineren Punktauflösung CO2 überlegen ist. - ✔
Weihnachtsschmuck – Glaskugeln und flache Rohlinge. Die saisonale Nachfrage bestimmt die Kapazitätsauslastung im vierten Quartal; viele Betriebe schaffen sich eine zweite Maschine speziell für die November-Dezember-Saison an. - ✔
Architektonische Beschilderung. Gravierte Glastrennwände im Innenbereich, geätzte Adresstafeln, Sichtschutz durch Milchglasstreifen – üblicherweise großformatige CO2-Drucker mit festem Bett.
Hier ein hypothetisches Szenario: Ein Firmenkunde bestellt 200 Whiskygläser mit Firmenlogo als Werbegeschenke für das vierte Quartal und hat dafür vier Wochen Zeit. Eine 60-W-CO₂-Druckmaschine mit einer Walze (500 mm/s) und ca. 60 % der Leistung eines 4 mm großen Logos produziert im Dauerbetrieb alle 35 Sekunden ein Glas. Das Be- und Entladen dauert zusätzlich 20 Sekunden – die gesamte Produktion benötigt also etwa eine Minute pro Glas. Zwei Mitarbeiter können die Produktion in einer Acht-Stunden-Schicht abschließen, wobei eine zusätzliche Schicht für Nachbestellungen oder Ausschussware bereitsteht.
Wie man eine Glaslasergravurmaschine für die Produktion auswählt
Produktionsbetriebe und Hobbybastler legen Wert auf unterschiedliche Dinge. Bei Großprojekten sind Stundenausstoß, Verfügbarkeit und Lagerbestand entscheidend, während bei Wochenendprojekten Platzbedarf und Kosten pro Stück im Vordergrund stehen. Fünf Kriterien bewerten den Produktionsfall – ein Standard, den jeder B2B-Betrieb bei der Bewertung von Investitionsgütern anwendet.
Checkliste zur Produktionsauswahl anhand von fünf Kriterien
- Laserquelle. Für die Massenproduktion von Getränken und Flaschen ist CO₂ optimal; für Details in Fotoqualität oder hochwertige Auszeichnungen UV-Laser. Vermeiden Sie Faserlasertechnologie bei der direkten Gravur auf Glas.
- Leistungsbereich. Eine 30-60-W-CO2-Lampe eignet sich für kleinere Studioprojekte; 80-150-W-Lampen sind für den täglichen Druck kleiner Logos geeignet; 5-W-UV-Lampen können für hochwertige Bildqualität verwendet werden.
- Verschiedene Drehlageroptionen sind erforderlich. Sowohl Drehlager mit festem Fuß als auch mit Rollen (zylindrisch) werden benötigt. Flexibilität bei der Drehlagerung ist für die Arbeit mit Dekantern und Flaschen mit Stiel unerlässlich.
- Größe des Arbeitsbereichs und Durchreicheanforderungen. Eine 600 x 400 mm große Arbeitsfläche mit passender Stellfläche bietet Platz für die meisten Trinkgefäße; Durchreichetüren ermöglichen die Anbringung größerer architektonischer und geschäftlicher Schilder.
- Anforderungen an Kühlung und Gehäuse. CO₂-Systeme mit einer Leistung über 80 W benötigen einen separaten Kaltwassersatz. Gehäuse müssen der Schutzklasse IV entsprechen und über Verriegelungen verfügen, wenn sie in gewerblichen Umgebungen eingesetzt und gemäß den geltenden Vorschriften betrieben werden. OSHA-Leitfaden zu Lasergefahren (zur Zusammenarbeit mit menschlichen Bedienern).
| Volumenstufe | Empfohlene Maschine | Warum |
|---|---|---|
| Hobbyist (<10 Stücke pro Woche) | 30–40 W Desktop-CO2 | Geringer Kapitalbedarf, kein Kühler, einfache Wartung |
| Kleines Studio (10–100 pro Woche) | 60–80 W CO2 plus Rotationskollektor | Durchsatz für Trinkgefäße, noch luftgekühlt |
| Produktionswerkstatt (über 100 Stück pro Tag) | 100 W+ CO2 mit Kühler und Schutzklasse IV | Dauerhafter Arbeitszyklus, Einhaltung gesetzlicher Vorschriften |
| Premium / Fotoqualität | 3–10 W UV, optional mit CO2-Zweite Station | Schärfste Details; UV-Durchsatz langsamer als CO2 |
Wenn ein gewerblicher Käufer Folgendes betrachtet Industrielle Lasergravurmaschinen Bei der Serienfertigung ist die Wattzahl selten ausschlaggebend; entscheidend ist vielmehr, ob der Lieferant Rotationsmaschinen, Kühler, Ersatzröhren und Verbrauchsmaterialien regelmäßig liefert. Billigere Anlagen ohne ein solches Ersatzteilnetz verursachen längere Ausfallzeiten als die Kosteneinsparungen.
Haltbarkeit: Ist lasergraviertes Glas spülmaschinenfest und dauerhaft?

Der Laser erzeugt keine Beschichtung auf dem Glas, sondern bewirkt eine physikalische Veränderung der Oberfläche. Dies ist von Bedeutung, denn: Unabhängig davon, wie lange es dauert, die Markierung zu entfernen, dauert es genauso lange, bis das blanke Glas durch die Markierung abgetragen ist.
Ist lasergraviertes Glas spülmaschinenfest?
Ja. Da die Ätzung auf der Glasoberfläche liegt, kann sie weder durch Spülmaschinentemperatur, Wasser noch Seife entfernt oder abgeschwächt werden. Die Bedenken hinsichtlich der Langlebigkeit sind rein mechanischer Natur.
Mit einem rauen Spülschwamm lässt sich die Stelle zwar mit der Zeit so lange bearbeiten, bis die Frostschicht verschwindet, aber der normale Gebrauch in der Spülmaschine im Haushalt wird die Gravur im Laufe einer durchschnittlichen Lebensdauer nicht beschädigen. Auch die gewerbliche und private Nutzung, selbst mit leistungsstarken, hochtemperierten gewerblichen Spülmaschinen, hat keinen Einfluss darauf.
Ist die Ätzung von Glas dauerhaft?
In der Praxis sind sie dauerhaft. Lichtstreuende Mikrorisse lassen sich durch keine gängige Reinigung, Politur oder Auffüllung beseitigen. Langjähriges Polieren mit Ceroxid kann zwar einen leichten Belag nach vielen Arbeitsstunden entfernen, aber kein Verfahren, das in Spas oder für den privaten Gebrauch angewendet wird, kann die Oberfläche wiederherstellen.
Auf die Frage eines Kunden, ob die Gravur auf seinem Becher verblassen wird, lautet die Antwort: Nein.
Ausblick für die Glaslasergravur bis 2026
Zwei Trends werden die Kapazitäten für Glasgravuren im Jahr 2026 verändern. Erstens steigt die Nachfrage über Suchmaschinen. Die monatlichen Google-Suchanfragen nach „Glas lasergravieren“ stiegen von 2,400 im April 2025 auf 2,900 im September 2025 – ein Anstieg von 21 % im Vergleich zum Vorjahr, der mit den sich verändernden Weihnachtsgeschenkzyklen vom dritten zum vierten Quartal übereinstimmt.
Die Suchanfragen nach Begriffen rund um Weingläser haben sich im gleichen Zeitraum fast verzehnfacht. Die Kapazitäten, die vor Oktober 2026 in Betrieb genommen werden können, werden auf den nächsten Weihnachtszyklus abgestimmt sein; die nach August bestellten Kapazitäten werden hinter dem Weihnachtszyklus zurückliegen.
Zweitens gewinnen UV-Laser zunehmend Marktanteile gegenüber CO2-Lasern. Neben ihren Kernanwendungen sehen unabhängige Branchenanalysten bei Bericht von Mordor Intelligence zum Markt für Lasermarkierung bis 2026 Prognosen zufolge wird der Markt für Lasermarkierung von 1.38 Milliarden US-Dollar im Jahr 2025 auf 1.61 Milliarden US-Dollar im Jahr 2026 und 3.11 Milliarden US-Dollar im Jahr 2031 wachsen. UV-Laser ist dabei mit einer durchschnittlichen jährlichen Wachstumsrate (CAGR) von fast 12 Prozent das am schnellsten wachsende Segment. Dieses Wachstum wird durch UV-Laser mit einer Wellenlänge von 355 nm angetrieben, der für wärmeempfindliche Kunststoffe, Elektronik und detaillierte Glasbearbeitungen eingesetzt wird, wo CO₂-Laser nicht ausreichen.
Für die Produktionsplanung bis 2026 rät der Autor, CO2 als Grundlage für die Massenproduktion von Trinkgefäßen beizubehalten und zusätzlich eine UV-Station für Foto- und Premium-Aufträge einzuführen; man sollte nicht das eine zugunsten des anderen entfernen.
Wenn die Produktion für das Weihnachtsgeschäft 2026 in der Roadmap berücksichtigt wird, ist eine Vorlaufzeit bis zum zweiten Quartal 2026 für die Beschaffung von CO₂- und Rotationskapazitäten angemessen. Investitionsaufträge, die im dritten Quartal eingehen, werden bis zum Weihnachtsgeschäft (viertes Quartal) nicht rechtzeitig in Betrieb genommen und ausgeliefert werden können.
Häufig gestellte Fragen
F: Kann ein MOPA-Faserlaser Glas gravieren?
Antwort anzeigen
F: Wie tief ist die Laserätzung in Glas?
Antwort anzeigen
F: Was wird zum Lasergravieren von Glas benötigt?
Antwort anzeigen
F: Welche Materialien können nicht lasergraviert werden?
Antwort anzeigen
F: Kann man mit einem Infrarotlaser Glas gravieren?
Antwort anzeigen
F: Wie wird lasergeätztes Glas industriell hergestellt?
Antwort anzeigen
Ähnliche Artikel
- Industrielle CO2- und UV-Lasergravurmaschinen für die Serienfertigung
- Wie man einen Drehaufsatz für zylindrische Trinkgefäße auswählt
- UV-Laser versus CO2-Laser: Ein Vergleich für die Kennzeichnung von Premiumglas
- Sicherheitsvorkehrungen bei der Lasergravur: Schutzgehäuse, Rauchabsaugung und Einhaltung der Schutzklasse IV
Referenzen & Quellen
- Kohlendioxidlaser – Wikipedia (Hauptwellenlängenbereiche bei 9.6 und 10.6 µm)
- Fortgeschrittener glasartiger Zustand: Die physikalischen Eigenschaften von Glas – Lehigh University, International Materials Institute (Glasabsorption als Funktion der Wellenlänge)
- Femtosekundenlaser-Ablationseigenschaften von Borosilikatglas – Stanford University Angewandte Physik
- Alternative Wellenlängen für CO2-Laser — Novanta Photonics Whitepaper (Absorptionsspitzen bei 9.3, 10.2, 10.6 µm)
- Gefahren durch Laser – US-Arbeitsschutzbehörde
- Bericht über Größe, Prognose und Trends der Lasermarkierungsindustrie 2026-2031 — Mordor-Geheimdienst
Über diese Analyse
Diese Sammlung umfasst Quellen zur Laserphysik, wellenlängenspezifische Herstellerdatenblätter für CO₂-, UV- und Diodenlaser sowie Suchvolumendaten für den Zeitraum April 2025 bis September 2025 zum Stichwortcluster „Lasergravur von Glas“. Die angegebenen Wattzahlen, die Kompatibilität mit verschiedenen Glassorten und die Kriterien für die Maschinenauswahl basieren nicht auf theoretischen Annahmen von Hobbyanwendern, sondern auf realen Produktionserfahrungen. Sie sollten daher nur als Richtlinie dienen. Es wird dringend empfohlen, jeden Parameter mit dem Maschinenhersteller abzuklären und einen Testlauf mit Restmaterial durchzuführen.






