




Taladradoras: La guía completa sobre tipos, selección y mantenimiento.
Hoy en día, la taladradora sigue siendo una de las herramientas más populares para trabajar metales en talleres de fabricación, construcción y mantenimiento en todo el mundo. Ya sea para taladrar una sola vez un soporte de acero o para desbarbar miles de orificios idénticos en una culata, elegir la taladradora adecuada garantiza precisión, productividad y un coste razonable por orificio. La siguiente información abarca todas las taladradoras que aún se fabrican, explica cómo elegir la más adecuada y describe las rutinas de mantenimiento que prolongan la vida útil de los cojinetes del husillo mucho más de lo que la mayoría de los operarios esperan.
Especificaciones rápidas: Descripción general de la máquina perforadora
| Rango de velocidad del husillo | 150 – 15,000 RPM (variable según el tipo) |
| Rango de diámetro del agujero | 3 mm – 200 mm+ (perforación escalonada para diámetros mayores) |
| Potencia del motor | 0.25 kW (banco) – 7.5 kW (radial) |
| Materiales Comunes | Acero dulce, aluminio, hierro fundido, madera, plásticos, materiales compuestos |
| Valor del mercado global (2024) | $ 26 - $ 31 mil millones |
| Estándares clave | ISO 73.100.30,ISO 20770-1, OSHA 29 CFR 1910.213 |
¿Qué es una máquina perforadora?
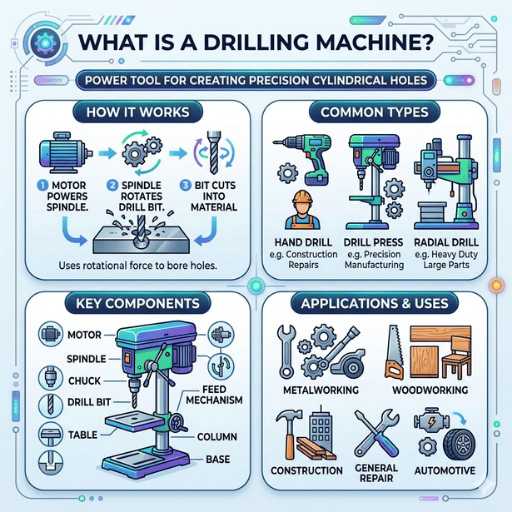
Una taladradora es un centro de mecanizado que (a) tiene la potencia necesaria para hacer girar una herramienta de corte, generalmente una broca helicoidal, y (b) es lo suficientemente rígida como para mover dicha herramienta de forma controlada contra una pieza de trabajo fija para mecanizar orificios cilíndricos de una sección transversal y profundidad determinadas. Esta definición indica que puede ofrecer tres condiciones que las taladradoras manuales simplemente no pueden: velocidad constante del husillo, movimiento axial controlado y alineación precisa entre la ranura de la broca y la superficie de la pieza. Estas tres variables, por sí solas, determinan la calidad del orificio mecanizado en términos de perpendicularidad a la superficie de la pieza, precisión dimensional y acabado interior.
Además de perforar agujeros, el proceso de perforación se utiliza para escariar, avellanar, roscar, refrentar y escariar. En términos de tiempo de operación, es una de las herramientas de taller más utilizadas; la taladradora pasa rápidamente de una operación a otra.
La taladradora tiene su origen en la máquina perforadora de John Wilkinson, construida originalmente en la década de 1770 para producir cañones. Este modelo fue modificado para fabricar cilindros con las dimensiones adecuadas para los motores de pistón de James Watt, lo que marcó el inicio del uso de las taladradoras en los talleres mecánicos modernos. Las configuraciones de brazo radial aparecieron alrededor de 1861, inventadas por James Nasmyth, lo que permitía que el husillo accediera a todas las partes de una pieza de trabajo fija para realizar diversas operaciones, sin necesidad de volver a sujetar la pieza.
Las empresas de investigación de mercado estiman que el mercado de taladros de columna alcanzará entre 26 y 31 millones de dólares en 2024, con una previsión de crecimiento anual de entre el 4.9 % y el 6 % hasta 2032. Los proyectos de infraestructura en Asia-Pacífico impulsan parte de este crecimiento, mientras que las iniciativas de relocalización de la producción en Norteamérica, junto con la continua automatización progresiva mediante controles CNC, generan gran parte del crecimiento de este mercado. La construcción acapara la mayor parte de los ingresos, pero la producción aeroespacial y de dispositivos médicos también contribuye significativamente a la obtención de beneficios.
Las normas de clasificación para máquinas perforadoras se publican bajo las normas ISO 73.100.30 (equipos para minería y canteras: herramientas de perforación) e ISO 20770-1 (seguridad de máquinas herramienta: máquinas perforadoras). Esta especificación abarca los conos del husillo, las emisiones de ruido y los índices de compatibilidad electromagnética que toda maquinaria de perforación debe cumplir antes de llegar a los puertos de consumo.
Tipos de máquinas perforadoras

La construcción de una taladradora depende de la posición de su husillo, el tamaño de la pieza que está diseñada para taladrar y el grado de automatización integrado en su diseño. Taladros de banco, taladros de columna y taladros de brazo radial son algunos de los nombres comunes que se ven en los talleres, pero existe un sistema de nomenclatura completo con clasificaciones basadas en estas variables.
Aquí se presenta una tabla comparativa de diez tipos que actualmente se encuentran en producción/venta. Los rangos de precios se basan en observaciones del mercado de 2024 para equipos nuevos de fabricantes de gama media y deben considerarse orientativos, no como precios de cotización.
| Tipo | Diámetro máximo del orificio. | Eje de velocidad | Potencia del motor | Precio típico (USD) | Ideal Para |
|---|---|---|---|---|---|
| Prensa de taladro de banco | 16 mm | 500 - 3,100 RPM | 0.25-0.75 kW | $150 - $800 | Piezas pequeñas, creación de prototipos, afición |
| Taladradora de columna (de suelo) | 32 mm | 150 - 2,500 RPM | 0.75-2.2 kW | $800 - $4,000 | Fabricación general, piezas medianas |
| Taladro de brazo radial | 75 mm | 40 - 2,000 RPM | 2.2-7.5 kW | $5,000 - $45,000 | Piezas de trabajo grandes/pesadas, construcción naval |
| Perforación en grupo | 25 mm por husillo | 500 - 3,000 RPM | 0.5 kW × 4–6 cabezales | $3,000 - $12,000 | Operaciones secuenciales, ciclos de producción |
| Taladro multihusillo | 20 mm por husillo | 600 - 4,000 RPM | 2.2-5.5 kW | $8,000 - $35,000 | Producción en serie, patrones de pernos de brida |
| Taladro magnético | 50 mm (fresa anular) | 250 - 750 RPM | 1.1-1.8 kW | $900 - $3,500 | Estructuras de acero, trabajos en obra. |
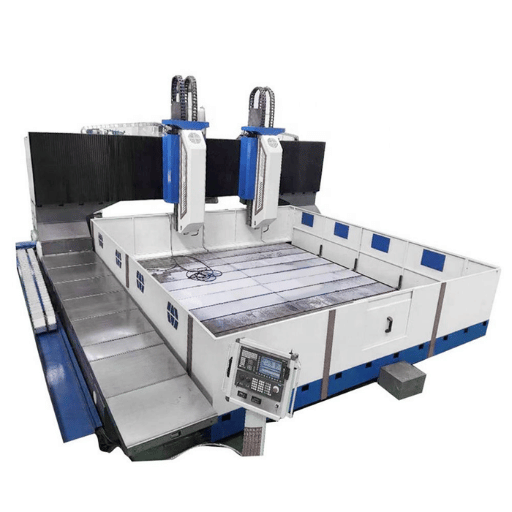
| Taladradora CNC | 40 mm o más (dependiendo de la herramienta) | 100 - 15,000 RPM | 3.7-7.5 kW | $ 25,000 - $ 200,000 + | Aeroespacial de alta precisión y gran volumen |
| Perforación profunda / Perforación con cañón | 3-50 mm | 1,000 - 8,000 RPM | 5.5-15 kW | $50,000 - $400,000 | Relaciones L/D >10:1, cañones de rifle, moldes |
| Taladro de columna portátil (magnético) | 35 mm | 350 - 750 RPM | 1.1 kW | $600 - $2,500 | Servicio de campo, trabajos de tuberías |
| Centro de perforación y roscado | Broca de 25 mm / Macho de roscar M20 | 200 - 10,000 RPM | 3.7-5.5 kW | $18,000 - $80,000 | Perforación y roscado en una sola configuración. |
El humilde taladro de banco. El fiel caballo de batalla de los pequeños talleres de fabricación. Se fija a un banco de trabajo y maneja una gama de diámetros de orificio de hasta aproximadamente 16 mm. Los modelos con transmisión por correa tienen un sistema de poleas escalonadas donde la correa se mueve de una polea a otra para cambiar de velocidad; esto resulta algo engorroso si se cambian las velocidades con frecuencia, pero proporciona un funcionamiento mecánico sin problemas durante muchas décadas. Las versiones electrónicas de velocidad variable con control de velocidad eliminan por completo el engorro de la correa, pero tienen un precio entre un 30 % y un 40 % superior.
Un taladro de columna de velocidad fija con cabezal de engranajes. Con un tamaño similar al de un taladro de banco sobre una columna más alta, este modelo se atornilla al suelo del taller. Su mayor altura permite que piezas de trabajo de mayor tamaño queden entre la mesa y el husillo. Los conjuntos de cabezal de engranajes proporcionan un par constante independientemente de la velocidad del husillo seleccionada, algo fundamental al taladrar agujeros de gran diámetro en acero. Este modelo es el taladro de columna arquetípico utilizado para demostrar las capacidades de la máquina en aplicaciones industriales. En los catálogos generales, los términos "taladro de columna" y "máquina perforadora" (que significa máquina utilizada para hacer agujeros) son intercambiables, pero el primero es un término taxonómico que describe una subcategoría del segundo.
Un taladro de brazo radial de alta resistencia. El brazo puede girar alrededor de su columna vertical hasta 180° y moverse hacia adentro y hacia afuera. Esto significa que el eje central del husillo puede acceder a cualquier punto dentro de un radio considerable sin necesidad de mover la pieza. Los montadores de estructuras de acero, los caldereros y los astilleros utilizan este tipo de máquina para piezas demasiado grandes o difíciles de mover al taller. Mantener el brazo firmemente apoyado contra el cojinete de la columna una vez posicionado es esencial para coordinar la precisión de la ubicación del orificio con el proceso.
Taladradora multihusillo. Este conjunto cuenta con varios husillos montados sobre una mesa común. Las piezas pasan entre los husillos para realizar múltiples operaciones (taladrar, escariar, roscar, avellanar, etc.) sin necesidad de cambiar de herramienta. Gracias a este sistema, se ahorra mucho tiempo de producción, logrando una reducción del tiempo de ciclo del 40 al 60 % en comparación con una serie de taladradoras monohusillo al taladrar piezas muy repetitivas.
Taladradora multihusillo. Esta máquina permite que todos los husillos se alimenten simultáneamente. Esto significa que se pueden taladrar varios agujeros a la vez, generalmente agujeros para tornillos en el mismo círculo de tornillos. La configuración es lenta, por lo que solo resulta rentable cuando el tamaño del lote se acerca o supera las 200 piezas. Es preferible sujetar las piezas con abrazaderas, ya que cualquier ranura en el sistema de transmisión de los husillos provocará errores de precisión de posicionamiento.
Una máquina perforadora magnética. Utiliza una superficie de sujeción integrada basada en un electroimán para acercar la máquina a la pieza de trabajo en lugar de al revés; útil para armamento, componentes de acero estructural y similares, cuando la pieza de trabajo no se puede mover. Utiliza una broca anular (también llamada broca de núcleo), una broca helicoidal hueca, que produce agujeros de gran diámetro con relativamente poco esfuerzo de preparación. Para quienes trabajan con metales, una pequeña Grabadora láser portátil para metal La técnica para marcar la posición de los agujeros antes de perforar merece ser investigada.
Taladradora CNC. El control numérico computarizado reemplaza la mano del operario en la palanca de avance y el posicionamiento de la mesa. Cada máquina ejecuta un programa de código G que se desplaza rápidamente a cada posición de perforación, realiza el avance a la velocidad programada, retrocede y repite cientos o miles de posiciones sin intervención humana.
Un artículo más reciente sobre Maquinaria CNC Se trata de la incorporación de cambiadores de herramientas, sistemas de sondeo y refrigeración a través del husillo para un funcionamiento sin supervisión.
Máquina de perforación profunda / de cañón. Las máquinas de perforación de cañón utilizan brocas de un solo labio con refrigerante interno de soplado frontal que transporta las virutas desde la cara de corte hasta la salida del orificio. Si bien la perforación de cañón se limitaba antiguamente a la fabricación de cañones de rifle, también se utiliza para crear orificios de cilindros hidráulicos, circuitos de refrigeración de moldes o sistemas de combustible aeroespaciales.
Este proceso permite proporciones superiores a 10:1.
Taladro portátil. Máquina portátil ligera con base magnética, ideal para trabajos en campo, como bridas de tuberías, conexiones estructurales y reformas donde no es posible trasladar la pieza al taller. Menor capacidad que las máquinas fijas, indispensable en obra.
Centro de Perforación y Roscado. Máquina CNC diseñada principalmente para operaciones de perforación y roscado de alta velocidad, donde se pueden alcanzar velocidades de 40 a 60 metros por minuto y tiempos de ciclo de mecanizado inferiores a 2 segundos. Estas máquinas representan, en esencia, un punto intermedio entre una perforadora especializada y un centro de mecanizado en términos de costo y tamaño.
P: ¿Cuáles son los cuatro tipos principales de perforación?
Ver respuesta
En la formación en fabricación, los cuatro tipos principales de perforación que se distinguen con mayor frecuencia son: (1) perforación estándar o convencional (brocas helicoidales en un taladro de columna), (2) perforación de agujeros profundos (longitudes de orificio mayores a 10 veces el diámetro), (3) perforación con control numérico programado (CNC) y (4) perforación radial (con brazo oscilante) para piezas de gran tamaño. Algunas taxonomías reemplazan la perforación profunda como el cuarto tipo de perforación de agujeros profundos y añaden la perforación magnética. Estas taxonomías están determinadas por el tipo de máquina, la geometría de la herramienta de corte o las limitaciones de la pieza de trabajo.
Por lo general, para la clasificación de talleres, la característica dominante es lo que se posee: un operario de prensa de banco considera "banco frente a suelo", un ingeniero de producción considera "manual frente a CNC".
Partes clave y cómo funcionan

Todas las taladradoras —ya sean de sobremesa, eléctricas o de brazo radial— utilizan un conjunto idéntico de subsistemas funcionales. Un usuario experimentado puede identificar qué componente requiere mantenimiento, en parte por sus diferencias con respecto a la configuración estándar, siempre que comprenda a fondo la función de cada subsistema de la máquina. Las diferencias entre una taladradora de sobremesa de 400 dólares y una de pie de 4,000 dólares rara vez se deben a alguna característica adicional, sino a la rigidez relativa de cada subsistema.
Sistema de transmisión
Motor. La mayoría de los taladros de banco y de pie utilizan motores de inducción monofásicos (0.25 – 1.5 kW, ¾ – 2 HP). Las máquinas más grandes (1.5 – 7.5 kW, 2-10 HP) utilizan motores trifásicos, que pueden controlarse mediante variadores de frecuencia (VFD).
Los motores están montados en la parte superior trasera del conjunto del cabezal.
Transmisión. Los sistemas de correa y polea con poleas escalonadas ofrecen de 4 a 12 velocidades. Las transmisiones con engranajes proporcionan velocidades variables continuas bajo carga, lo cual es importante en operaciones de perforación donde la velocidad superficial debe ser constante.
En las máquinas perforadoras CNC, el servomotor está acoplado directamente al husillo mediante una correa dentada o un sistema de reducción de engranajes.
Conjunto de husillo y mandril
El husillo es un eje de acero templado y rectificado que gira dentro de un par de rodamientos de precisión (generalmente rodamientos de bolas de contacto angular o rodamientos de rodillos cónicos). Cada extremo admite un portabrocas con o sin llave (hasta 16 mm de capacidad en los modelos de sobremesa) o un manguito cónico Morse para sujetar herramientas de mayor tamaño. La excentricidad del husillo (la oscilación en la punta) debe ser inferior a 0.02 mm si la máquina recibe el mantenimiento adecuado. Por encima de ese nivel de oscilación, la precisión del diámetro del orificio se ve afectada y las brocas se desgastan y se rompen.
Husillo. Un manguito hueco que aloja el husillo puede moverse verticalmente dentro del cabezal. Un sistema de cremallera y piñón con topes de profundidad convierte la fuerza axial que ejerce el operario sobre la manivela de avance en un desplazamiento vertical controlado. Un sistema de retorno por resorte eleva el husillo cuando se desacopla la manivela. El recorrido del husillo puede ser de tan solo 50 mm en taladros de sobremesa y de más de 300 mm en taladros de brazo radial.
Sujeción de piezas y mesa
Mesa. De hierro fundido, con nervaduras en la base para mayor resistencia. Los modelos de suelo incluyen un soporte para ajustar la altura en la columna, lo que permite adaptar el taladro a diferentes alturas de trabajo. Los modelos de gama media permiten inclinar el cabezal hasta 45° para taladrar en ángulo.
Tornillo de banco. Sujeta la pieza de trabajo a la mesa. Debe atornillarse mediante ranuras en T; intentar sujetarlo con la mano puede provocar lesiones graves. Para piezas de forma irregular, se pueden utilizar bloques escalonados, bloques en V y abrazaderas de correa como alternativas.
Adiciones CNC
Las taladradoras CNC incluyen además una mesa servoaccionada (con movimiento en los ejes XY), un avance programable del husillo (eje Z), un cambiador automático de herramientas y un controlador (siendo Fanuc, Siemens, Mitsubishi o Haas los más comunes). Este controlador recibe código G, admite programas conversacionales y gestiona el husillo, el refrigerante, la velocidad de avance y las herramientas. Los codificadores en los ejes proporcionan información de posición, lo que permite que, con un equipo bien mantenido, las posiciones se repitan con una precisión de 0.005 mm.
📐 Nota técnica: Cálculo de la velocidad del husillo
Utilice esta fórmula para calcular las RPM del taladro:
RPM = (Velocidad de corte × 1000) / (π × Diámetro de la broca)
Ejemplo: perforación de acero dulce (velocidad de corte 25 m/min) con una broca helicoidal HSS de 1/2″ (12.7 mm):
RPM = (25 × 1000) / (3.1416 × 12.7) = 25 000 / 39.9 ≈ 627 RPM
Redondeando al valor disponible más cercano: 640 RPM en una configuración típica de poleas de 12 velocidades.
Velocidad de avance: Avance = RPM × Avance por revolución. A 640 RPM con un avance de 0.15 mm/rev: 640 × 0.15 = 96 mm/min de velocidad de avance axial.
Fuente: Manual de Maquinaria, 31.ª edición, Tabla 2a - Velocidades y avances para perforación.
P: ¿Cuál es la función del husillo en la perforación?
Ver respuesta
El husillo es el eje central de rotación que sujeta la pieza de trabajo. El husillo también acciona la broca. El par motor se transmite a través del husillo a la broca, provocando su rotación. El husillo debe mantener la línea de entrada del orificio en una posición constante con respecto a la pieza de trabajo para obtener dimensiones y acabados superficiales precisos. Si se utilizan rodamientos de alta calidad, la excentricidad (la desviación del eje del husillo) no debe superar los 0.03 mm. Cuando la desviación de los rodamientos del husillo supera los 0.03 mm, la vida útil de las brocas se reduce notablemente y los orificios pueden desviarse del centro.
En los foros de Practical Machinist, los maquinistas experimentados comparten un truco de centrado que vale la pena probar: bajar la broca hasta la pieza con el husillo girando en sentido inverso (en sentido antihorario para un taladro de mano derecha). La broca se asienta en la marca del punzón sin cortar. Una vez centrada, girar el husillo hacia adelante y comenzar a taladrar. Esto reduce notablemente la desviación en taladros de mano, especialmente para agujeros de más de 10 mm de diámetro.
Cómo elegir la máquina perforadora adecuada
La elección de una taladradora se reduce a encontrar la que mejor se ajuste a las necesidades: tamaño de la pieza, especificaciones del orificio, volumen de producción y espacio disponible. En lugar de buscar la máquina más grande del catálogo, elija la que se adapte a la carga de trabajo real del taller sin que permanezca inactiva la mayor parte del día.
Matriz de selección de 5 factores para máquinas perforadoras
| Factor | Press de Banca | Prensa de piso | Brazo radial | Taladro CNC | Taladro magnético |
|---|---|---|---|---|---|
| 1. Diámetro máximo del orificio | 16 mm | 32 mm | 75 mm | 40mm+ | 50 mm (anular) |
| 2. Límite de peso de la pieza de trabajo | 25 kg | 150 kg | 2,000kg+ | 500 kg | Sin límite (base magnética) |
| 3. Precisión de la posición | ±0.5 mm (manual) | ±0.3 mm (manual) | ±0.2 mm (manual) | ±0.01 mm (servo) | ±0.5 mm (dependiendo del diseño) |
| 4. Rendimiento (agujeros/hora) | 30 – 60 | 40 – 80 | 20 – 50 | 200 – 1,200 | 15 – 30 |
| 5. Espacio necesario en el suelo | 0.3 m² | 0.8 m² | 6 - 15 m² | 4 - 12 m² | Portátil (0 m²) |
Lógica de decisión en la práctica
SI el diámetro máximo del orificio es ≤ 16 mm Y el tamaño del lote es < 50 piezas → taladro de banco.
SI el diámetro del orificio es ≤ 32 mm Y la pieza de trabajo cabe en una mesa de 300 × 300 mm → taladro de columna.
SI la masa de la pieza de trabajo supera los 200 kg O se debe acceder a múltiples posiciones de perforación sin volver a sujetarla → taladro de brazo radial.
SI el tamaño del lote > 100 piezas idénticas Y la tolerancia ≤ ±0.05 mm → máquina perforadora CNC.
SI la pieza de trabajo no se puede trasladar al taller → máquina perforadora magnética o taladro de columna portátil.
Escenario: Un pequeño taller de fabricación produce soportes de acero por encargo en lotes de 10 a 30 unidades. Los orificios interiores son de 8 a 12 mm, posiblemente una serie de orificios de 20 mm. Cantidad anual: 3,000 soportes. Un taladro de columna con cabezal dentado y carro transversal para sujetar las piezas. Los cabezales dentados mantienen el par para los orificios de 20 mm, y el carro transversal ahorra tiempo de posicionamiento. (No hay forma de que el taller pueda justificar una inversión en CNC para este volumen...). A este nivel, los precios de las taladradoras superan los $1,500 - $3,000, el precio de entrada al CNC.
Un error común de principiante: demasiada fuerza hacia abajo a alta velocidad, con una mala relación entre la velocidad de avance y la velocidad de corte. Todos los indicadores apuntan en la dirección opuesta: una presión suave con la velocidad de corte adecuada produce agujeros limpios, menos calor y una mayor vida útil de la broca. Esa necesidad de presionar con más fuerza suele deberse a brocas desafiladas. En su lugar, basta con usar una broca afilada del tamaño adecuado, y cortará acero dulce con un mínimo esfuerzo. Los usuarios del foro Prac Mach recomiendan una broca HSS afilada para obtener una viruta espiral continua, aunque se formarán polvo o virutas si el diámetro o la velocidad son incorrectos.
Antes de comprar: Lista de verificación de 7 puntos
- Identifique el tamaño de la pieza regular más grande y, a continuación, compruebe el tamaño de su mesa y la profundidad de garganta teniendo en cuenta el espacio de sujeción.
- Segundo… conozca su material más duro: el acero inoxidable o el titanio requieren cabezales con engranajes de alto par y bajas velocidades.
- En tercer lugar…cuenta los cambios de velocidad del husillo por turno -> 10 cambios/día suena a variador de velocidad.
- En cuarto lugar… compruebe el suministro eléctrico: monofásico: potencia máxima 2.2 kW, trifásico 20+ kW.
- En quinto lugar… necesitarás soportes para las piezas además de la máquina. Los taladros de columna económicos son básicos; la mordaza especial para ranuras en T que compres cuesta entre un 20 y un 30 % más.
- Por último, fíjate en el tamaño del cono del husillo (MT2 es común para prensas de banco, MT3 para todo el taller, MT4 o MT5 para taladros de brazo radial). Necesitarás las herramientas si quieres la máquina.
- Compruebe el recorrido del husillo: uno de los problemas al taladrar agujeros profundos es conseguir un agujero lo suficientemente profundo como para contener el avance del husillo, por lo que si el agujero más profundo supera la carrera del husillo, tendrá que bajar la mesa a la mitad del corte, lo que reduce drásticamente la precisión en los agujeros pasantes.
Un error común es comprar un taladro de brazo radial enorme para un taller pequeño. Un taladro de brazo radial de 40 mm pesa entre 1,500 y 3,000 kg, requiere una base de hormigón específica (lo cual es costoso), consume energía trifásica (lo cual también es costoso), tiene una velocidad máxima de avance de 4 pulgadas por hora y su velocidad mínima es demasiado alta para brocas de diámetro pequeño. Si el 90 % de los agujeros tienen un diámetro de entre 6 y 16 mm, un taladro de columna de buena calidad, que cuesta una décima parte, superará al taladro de brazo radial en tiempo de ciclo, ya que el tiempo de preparación es menor y el avance del husillo es más rápido.
Aplicaciones en todas las industrias

Las taladradoras son el tipo de taladro más común en todas las industrias manufactureras y de la construcción del mundo. Las aplicaciones de perforación, las herramientas y los tiempos de ciclo de operación son muy diferentes para un fabricante de estructuras de acero que para un fabricante de circuitos impresos. Cinco industrias, que se muestran a continuación, cuentan con las mayores bases instaladas de equipos de perforación en el mundo.
| Experiencia | Tipo de máquina dominante | Campo de tiro común | Se requiere tolerancia | Herramientas clave |
|---|---|---|---|---|
| Fabricación de metales | Taladradora de piso, brazo radial | 6-50 mm | ±0.1 – ±0.3 mm | Brocas helicoidales HSS, cortadores anulares |
| Construcción | Taladro magnético, prensa portátil | 12-40 mm | ±0.5 mm | Cortadores anulares, brocas TCT |
| Tratamiento de la madera | Taladro de banco | 3-35 mm | ±0.5 mm | Puntas de centrado, puntas Forstner |
| Electrónica / PCB | Microtaladro CNC | 0.1-3 mm | ±0.025 mm | Microbrocas de carburo |
| Motorium | Taladradora CNC, multihusillo, taladro de cañón | 3-75 mm | ±0.01 – ±0.05 mm | Brocas de carburo, plaquitas indexables |
Fabricación de metales
Los fabricantes utilizan la mayor cantidad de taladros de columna de cualquier industria en el mundo. La mayoría de los talleres de fabricación de uso general tienen entre dos y cinco taladros de columna: un pequeño taladro de banco para piezas ligeras a medianas, un taladro de piso más grande para algunas piezas medianas y posiblemente un taladro de brazo radial para estructuras y trabajos de chapa pesados y grandes. Estas empresas trabajan con un flujo de trabajo simple de trazado, punzonado central, perforación y desbarbado, pero la gran cantidad de piezas suma una cantidad considerable de agujeros. Un taller de fabricación de uso general con mucho trabajo puede perforar entre 500 y 2,000 agujeros con todos sus taladros de columna cada día. Muchos talleres están optando por agregar centros de mecanizado CNC para su planta de producción, para complementar las taladradoras manuales que requieren mucha mano de obra en piezas de alto volumen y alta tolerancia.
Construcción y acero estructural
En la construcción, el taladro magnético es la herramienta principal en obra. Los operarios del acero sujetan la máquina a una viga o vigueta, perforan y pasan al siguiente agujero. Es más económico perforar con brocas anulares que con brocas helicoidales, ya que las brocas anulares eliminan la menor cantidad de material en cada pasada, generan menos calor y ejercen menos fuerza. Una broca anular puede perforar entre 50 y 80 agujeros en acero estructural antes de necesitar ser afilada, una cantidad comparable a la de una broca helicoidal de acero rápido (HSS), pero menor.
Las taladradoras magnéticas y las fresas anulares superan a las sierras de corona convencionales en aplicaciones exigentes, como la perforación de tuberías de hierro dúctil, con una ventaja promedio del 60 al 70 por ciento. Si se sujetan contra una superficie de acero en lugar de utilizarlas como herramienta manual, las taladradoras magnéticas no se desvían y su base magnética proporciona la rigidez necesaria para una perforación rápida y precisa.
Tratamiento de la madera
Los carpinteros utilizan taladros de banco para realizar uniones con espigas, ranuras para bisagras y perforaciones pasantes en la fabricación de muebles. Las brocas Forstner producen orificios de fondo plano necesarios para las bisagras ocultas de estilo europeo, mientras que las brocas de punta de centrado permiten una entrada limpia en la veta transversal de la madera dura sin desviarse. La velocidad de rotación para madera es mucho mayor que para metal: normalmente de 1,500 a 3,000 RPM para maderas duras, en comparación con 300 a 800 RPM para acero. Los joyeros y artesanos también utilizan pequeños taladros de banco para perforar cuentas en materiales delicados como conchas, huesos y piedras semipreciosas.
Fabricación de electrónica y PCB
Las máquinas perforadoras de PCB son sistemas de microperforación controlados por CNC capaces de producir orificios pasantes de entre 0.1 mm y 25 mm a velocidades de husillo de 80 000 a 150 000 RPM. Las microbrocas de carburo son consumibles: se pueden perforar entre 3,000 y 5,000 orificios con una sola broca antes de tener que cambiarla. Sin duda, no es una industria donde se pueda escatimar en automatización; es común encontrar más de 10 000 orificios por PCB multicapa y exigencias de precisión de posicionamiento a nivel micrométrico.
Motorium
La fabricación de automóviles emplea todo el espectro de herramientas de perforación. Los bloques de motor requieren perforación profunda para conductos de aceite (relaciones longitud-diámetro de 20:1 o superiores), perforación multihusillo para patrones de pernos y mandrinado CNC para orificios de cilindros. La industria tiene altas necesidades de automatización en piezas mecanizadas como carcasas de transmisión, pinzas de freno y componentes de suspensión. El vehículo eléctrico ha desplazado parte de la demanda de la perforación tradicional de bloques de motor hacia la perforación de bandejas de baterías y carcasas de motor, pero aún así el número total de orificios es de varios miles por vehículo. Los proveedores de nivel automotriz emplean máquinas de marcado láser en autopartes simultáneamente con estaciones de perforación. Los procesos de fabricación relacionados incluyen frío y calor. máquinas de extrusión para la producción de perfiles de aluminio y maquinaria de procesamiento de plástico para componentes interiores de automóviles.
“Los talleres de tamaño mediano aceleraron su migración al taladrado CNC después de 2020. Los talleres que retrasaron la automatización vieron cómo aumentaban los pedidos pendientes a medida que se alargaban los plazos de entrega. La disponibilidad de mano de obra para el taladrado manual se convirtió en un cuello de botella constante; el CNC resolvió ambos problemas simultáneamente.”
— Adaptado de Global Market Insights, Análisis del mercado de máquinas perforadoras, 2024
Taladradoras CNC: Precisión y automatización
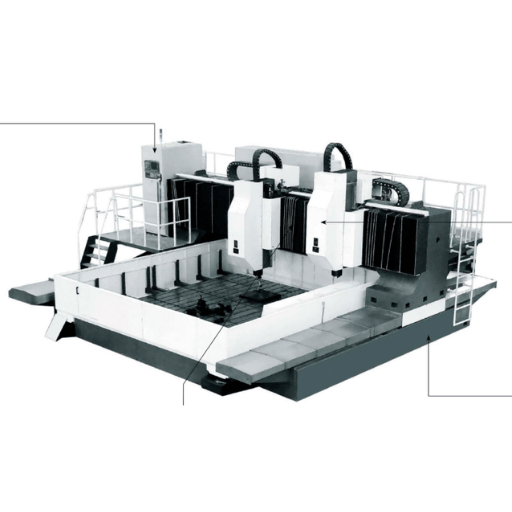
Las taladradoras CNC eliminan el posicionamiento manual, el ajuste de velocidad y el control de avance. Los operarios cargan la pieza, seleccionan un programa y pulsan el botón de inicio del ciclo. A partir de ese momento, el controlador gestiona los cambios de herramienta, las rampas de velocidad del husillo, los ciclos de perforación intermitente para agujeros profundos y el suministro de refrigerante. Para series de producción que superan los 100 agujeros idénticos al día, las ganancias de productividad son sustanciales. Sin embargo, la inversión inicial exige un análisis cuidadoso, ya que no todos los talleres se benefician de la tecnología CNC.
✔ Ventajas
- Precisión de posicionamiento ±0.01 mm (frente a ±0.3 mm en modo manual)
- Repetibilidad en más de 1,000 piezas sin desviación
- Funcionamiento sin supervisión con cambiador automático de herramientas.
- Perforación intermitente, roscado y escariado en una sola operación.
- Capacidad de procesamiento: 200 – 1,200 agujeros/hora
- Registros digitales para la trazabilidad de la calidad
⚠ Limitaciones
- Costo de entrada: $25,000 – $200,000+ (10 – 50 veces manual)
- Se requiere programador/operador capacitado.
- El tiempo de configuración para trabajos puntuales supera el tiempo de configuración manual.
- Costes de mantenimiento: servomotores, codificadores, tarjetas de control
- Espacio ocupado de 4 a 12 m² frente a 0.8 m² para una prensa de suelo manual.
- Requisitos de alimentación: circuito trifásico dedicado
| Métrico | Taladro manual de suelo | Taladradora CNC |
|---|---|---|
| Tolerancia de posición del orificio | ±0.3 mm (operador cualificado) | ±0.01 mm (retroalimentación del servomotor) |
| Tiempo de preparación (primera parte) | 2 - 5 minutos | 15 – 45 minutos (programa + aparato) |
| Tiempo de ciclo por agujero | 8-15 segundos | 2-5 segundos |
| Atención del operador | 100% (mano en la palanca de alimentación) | 10 – 20% (solo carga/descarga) |
| Tamaño del lote de equilibrio | 1 – 50 piezas | De 50 a más de 200 piezas (depende de la complejidad) |
| Costo de mantenimiento anual | $100 – $300 (correas, rodamientos) | $1,500 – $5,000 (servos, codificadores, sistema de refrigeración) |
El retorno de la inversión (ROI) no siempre mejora con el mecanizado CNC. Cuando los talleres realizan menos de 100 perforaciones al día con poca variedad (mismo tamaño, mismo material), una prensa manual de piso con visualizador digital de coordenadas (DRO) y mordaza de carro transversal suele ofrecer un mejor ROI. El costo (máquina + DRO + mordaza) oscila entre $3,000 y $5,000, en comparación con los más de $25,000 que cuesta incluso una taladradora CNC básica hasta que el volumen supere las 100 perforaciones al día o las tolerancias disminuyan por debajo de 0.1 mm.
Escenario: Fabricante de metal de tamaño mediano, 30-50 pedidos personalizados/mes, 8-20 agujeros/placa de acero (6-25 mm de espesor) por pedido, 5-200 piezas/pedido. La gerencia compara Taladro CNC Para la taladradora manual existente. Análisis: con 50 pedidos; 14 agujeros/promedio, 100 piezas/promedio = 70000 agujeros/mes, la CNC se amortiza en 8-14 meses, ahorrando tiempo al operario y reduciendo el desperdicio al evitar agujeros mal posicionados. Lotes pequeños; menos de 20 piezas; la adición del tiempo de configuración de la CNC a cada pedido elimina la ventaja comparativa; la taladradora manual con DRO puede ser la mejor opción hasta que el volumen de producción sea rentable.
Parámetros de referencia de rendimiento en perforación CNC
| Tolerancia de posición | ±0.01 mm (con escalas lineales) |
| repetibilidad | ±0.005 mm |
| Travesía rápida | 40 – 60 m/min (centros de perforación/roscado) |
| Tiempo de chip a chip | 1.3-2.5 segundos |
| Capacidad de la herramienta | 12 – 30 herramientas (revista ATC) |
Nuestra perspectiva sobre la tecnología de perforación
UDTECH desarrolla máquinas CNC, no taladradoras. Este artículo se escribe simplemente porque las operaciones de taladrado son tan comunes en la fabricación que es probable que, al buscar taladradoras, los talleres consideren otras opciones CNC. Toda la información presentada se ha copiado y citado de sitios web de proveedores, datos generales de fabricantes u otras fuentes; no se trata de promoción de productos. El producto se entrega con referencias a las funciones de taladrado CNC.
Mejores prácticas de mantenimiento y seguridad
Un taladro de columna que recibe mantenimiento programado semanal o diario durará más, costará menos operar y proporcionará resultados más precisos. El costo adicional puede ser sorprendente. Por ejemplo, un solo juego de rodamientos nuevos para el husillo de un taladro de columna cuesta entre $80 y $200, mientras que la cantidad de horas para reemplazarlos, desmontarlos, quitar los viejos, instalar los nuevos, realinear el husillo y volver a ajustarlo puede consumir la mayor parte de ese dinero. El rendimiento, la seguridad y la durabilidad se obtienen al no posponer el mantenimiento. No hay excepciones a las recomendaciones de diseño de seguridad y protección; parte de la seguridad de un taller es evitar accidentes graves.
| Intervalo | Task | Detalles |
|---|---|---|
| Diarios | Limpiar las virutas y el refrigerante | Retire las fichas de las ranuras en T de la mesa y del área de la pluma; limpie la columna. |
| Diarios | Comprobar el nivel de líquido refrigerante | Rellene el depósito de refrigerante; compruebe la concentración con un refractómetro (6-8%). |
| Noticias | Lubricar el huso y la columna | Aplique aceite lubricante a la cremallera de la manivela; en los modelos de piso, lubrique la cremallera de la columna. |
| Noticias | Inspeccione la tensión y el estado de la correa. | Compruebe si hay grietas, vitrificación o deshilachamiento; ajuste la tensión según las especificaciones del fabricante. |
| Mensual | Comprobar la excentricidad del husillo | Indicador de cuadrante en la punta del husillo; reemplace los cojinetes si la excentricidad supera los 0.03 mm. |
| Mensual | Inspeccione los portabrocas. | Compruebe el desgaste de las mordazas y la desviación de concentricidad; reemplácelas si la desviación total indicada es > 0.05 mm. |
| Trimestral | Tram la mesa | Verifique la perpendicularidad de la mesa con respecto al eje del husillo dentro de 0.02 mm en todo el recorrido. |
| Trimestral | Reemplace el refrigerante | Vaciar el depósito, limpiarlo y rellenarlo con refrigerante nuevo para evitar el crecimiento bacteriano. |
- Sujeta todo con abrazaderas. No sujetes las piezas con las manos sobre la mesa del taladro. Una vez que esté girando, el taladro puede enganchar una pieza y golpearla con la fuerza suficiente como para romper dedos o algo peor.
- Usa gafas de seguridad incluso cuando solo se requieran gafas protectoras (para adultos). Las patatas fritas que salen disparadas hacia los lados ya son bastante peligrosas sin tener que lidiar con patatas fritas calientes que salen disparadas por los conductos de ventilación o que impactan en las tazas de otras personas. Directrices de OSHA sobre protección de maquinaria requieren protectores laterales.
- Recójase el cabello. Quítese las joyas sueltas. No use corbatas ni manipule joyas colgantes cerca de un huso en funcionamiento: la exposición a objetos que se envuelven en ellas suele provocar lesiones oculares y episodios de fuga.
- Utilice protectores de mandril. El husillo de la broca puede proyectar virutas del tamaño de hilos de seda, lo suficientemente fuertes como para causar lesiones oculares. El mecanismo OSHA/ANSI Z-87 para el ensamblaje ANSI con forma de carcasa es un requisito parcial, pero económicamente compatible, para la mayoría de los procesos de mecanizado de alta resistencia.
- Aísle al operario. No intente alcanzar las virutas que salen disparadas hacia abajo ni entre una broca completamente insertada y una pieza de trabajo fija. El husillo no se detiene hasta que el motor se apaga, por lo que la fuerza del impacto puede transmitirse a cualquier prenda o pieza suelta.
La norma ISO 20770-1 “enfatiza los protectores de punto de operación” y los “protectores de barrera” como OSHA La norma establece las mejores prácticas y, además, exige dispositivos de control a dos manos y/o barreras de protección con activación automática; también abarca el funcionamiento remoto, las paradas de emergencia, los límites de ruido (normalmente < 85 dBA en el punto de funcionamiento) y los requisitos de seguridad eléctrica en las instalaciones CNC.
La falta de mantenimiento del refrigerante es la principal causa de fallas prematuras en los cojinetes del husillo de las taladradoras industriales: cuando el nivel de refrigerante disminuye o se diluye, las temperaturas de corte aumentan, el calor se transfiere al husillo y la grasa del cojinete se deteriora. Los talleres que mantienen concentraciones de refrigerante entre el 6 y el 8 % (medidas semanalmente con un refractómetro) tienen una vida útil de los cojinetes de 5 a 8 años, en contraste con los talleres que descuidan la concentración del refrigerante, cuya vida útil es de 1 a 3 años.
Problemas y soluciones comunes en la perforación
| Primaria | Causa probable | Solución: |
|---|---|---|
| Agujeros de gran tamaño | Desviación del husillo > 0.03 mm o longitudes de labios desiguales en la broca | Comprobar/sustituir los cojinetes; reafilar la broca con un calibre de longitud de labio. |
| Rotura de la broca | Velocidad de avance excesiva, broca desafilada o movimiento de la pieza de trabajo. | Reduzca el avance; afile o reemplace la broca; verifique la sujeción. |
| marcas de vibración en el interior del agujero | Rigidez insuficiente o RPM en el rango de resonancia | Apriete todas las guías; cambie las RPM en ±15%; compruebe la tensión de la correa. |
| El agujero se desvía del centro. | Sin punzón central, filo de cincel desafilado o husillo desalineado | Siempre marque el centro con un punzón; utilice primero una broca de centrado para agujeros de más de 6 mm. |
| Exceso de rebabas en la salida | Alta velocidad de avance al inicio del proceso, bordes de corte desafilados | Reduzca la alimentación durante los últimos 2 mm de profundidad; soporte posterior con placa de desecho |
Dos parámetros geométricos afectan significativamente la fiabilidad de la broca y suelen olvidarse durante el afilado:
Ángulo de holgura del labio: Para brocas helicoidales HSS de uso general, este ángulo debe estar entre 9 y 15 grados. Si es menor de 9 grados, la broca roza en lugar de cortar, lo que genera calor y acelera el desgaste. Si es mayor de 15 grados, el filo de corte se vuelve quebradizo y se astilla bajo las fuerzas de avance típicas. Los afiladores profesionales de herramientas y fresas verifican esta dimensión con un calibrador de puntas de broca después de cada pasada.
Regla del punzón: Para brocas de más de 6 mm de diámetro, utilice siempre primero un punzón o una broca de centrado. Los bordes de cincel de las brocas helicoidales no se autocentran en diámetros mayores; la broca se desplazará hasta encontrar un ajuste preciso, a menudo lejos de la posición deseada. Los perforadores experimentados afirman que no usar el punzón es la causa más frecuente de agujeros imprecisos al taladrar manualmente.
Escenario: Un taller de mantenimiento descubre que la vida útil promedio de las brocas es de solo 2 a 3 días en lugar de 2 semanas. Una investigación muestra que no se ha realizado ninguna limpieza ni eliminación de aceite del depósito de refrigerante durante más de 6 meses; la contaminación bacteriana ha reducido drásticamente la estabilidad de la emulsión lubricante en un 40-50%. Después de drenar y limpiar el depósito, rellenarlo con refrigerante nuevo a una concentración del 7% y reemplazar las brocas desgastadas existentes, la vida útil de la herramienta volvió a la normalidad. Costo de la solución: $120 en refrigerante, 2 horas de trabajo. Costo de ignorar: $800/mes en brocas defectuosas. Si está considerando un proceso para la limpieza de la superficie después de perforar, considere el uso de tecnología de limpieza láser Para eliminar el fluido de corte y los residuos de la superficie sin dejar residuos químicos.
Preguntas frecuentes sobre máquinas perforadoras

P: ¿Cuáles son los tres tipos de máquinas perforadoras?
Ver respuesta
En la mayoría de la literatura sobre talleres se describen tres categorías de taladradoras: la taladradora de banco (pequeña y fija a un banco de trabajo, con capacidad de 16 mm), la taladradora de columna o de suelo (de gran tamaño, con capacidad de 32 mm) y la taladradora de brazo radial (de brazo oscilante, para piezas pesadas, con capacidad de 75 mm). Este grupo aparece en la mayoría de los programas de formación profesional y representa aproximadamente el 80 % de las máquinas en los talleres de fabricación de servicios generales.
P: ¿Cómo funciona una máquina perforadora?
Ver respuesta
Un motor hace girar el husillo mediante un engranaje o una correa. Un operario (o un programa informático) introduce la broca giratoria en el material a lo largo del eje del husillo. Los filos cortantes de la broca cortan el material, y las estrías helicoidales extraen las virutas del orificio.
P: ¿Qué operaciones se pueden realizar con una máquina perforadora?
Ver respuesta
Además del taladrado simple, una taladradora puede realizar escariado (agrandar un orificio a un tamaño exacto con un acabado superficial liso), avellanado (agrandar un orificio de fondo plano para la cabeza de un perno), avellanado (perforar con aire comprimido un orificio en ángulo para un tornillo de cabeza plana), roscado (un proceso en el que un macho de roscar sujeto al husillo corta roscas internas), refrentado (una operación en la que se mecaniza una superficie plana alrededor de un orificio en una pieza fundida en bruto) y mandrinado (agrandar un orificio existente con una barra de mandrinar de un solo punto para trabajos de alta precisión). Todas estas operaciones son más precisas con un husillo rígido y un avance controlado que con un taladro manual.
P: ¿Cómo influye la dureza del material en los parámetros de perforación?
Ver respuesta
Para los materiales más duros, las herramientas deben mecanizarse más lentamente y requieren presiones de avance más altas. El acero dulce (120-180 HB) generalmente se perfora a una velocidad superficial de alrededor de 25 m/min, mientras que el acero inoxidable (200-280 HB) reduce la velocidad superficial a 10-15 m/min. El acero para herramientas endurecido (45+ HRC) puede requerir herramientas de carburo a una velocidad de 5-8 m/min, empleando una sujeción rígida de la pieza y refrigeración por inundación.
P: ¿Qué materiales se pueden procesar con una máquina perforadora?
Ver respuesta
En un taller mecánico, las taladradoras se utilizan principalmente para: metales (hierro, estaño, hierro fundido, aluminio, bronce), madera, plásticos, materiales compuestos (fibra de carbono, fibra de vidrio), cerámica (fresas con recubrimiento de diamante) y piedra. Las herramientas y los parámetros se seleccionan según el material.
¿Busca automatización CNC para sus operaciones de perforación?
UDTECH ofrece equipos CNC para el mecanizado de precisión de metales en taladrado, fresado y mecanizado multieje.
Referencias y fuentes
- Herramienta electrónica de protección de maquinaria: Operaciones de perforación — Administración de Seguridad y Salud Ocupacional de EE. UU. (OSHA)
- ISO 20770-1: Seguridad en máquinas herramienta — Taladradoras — Organización Internacional de Normalización
- ISO 73.100.30: Clasificación de herramientas de perforación — Organización Internacional de Normalización
- Tamaño del mercado de máquinas perforadoras y análisis de la industria — Perspectivas del mercado global, 2024
- Manual de maquinaria31.ª edición — Prensa industrial (tablas de velocidades/avances, especificaciones de geometría de brocas)
Artículos Relacionados
Revisado por el equipo de ingeniería de UDTECH, que cuenta con una amplia experiencia en todos los aspectos de las herramientas CNC y los equipos de mecanizado de precisión.



![¿Qué es el plástico ABS? Propiedades, usos y guía de reciclaje [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


