




Hola y bienvenido a este blog dedicado al tema único de la extrusora de un solo tornillo. Este equipo es crucial para el procesamiento de polímeros, pero ¿cómo funciona? Estas son algunas de las preguntas que abordará esta publicación de blog completa: ¿Qué es una extrusora de un solo tornillo? ¿Cuáles son sus partes principales y principios de funcionamiento? ¿Cuáles son las ventajas de esta máquina? Su contraparte de extrusión de doble tornillo se puede comparar con la extrusión de plástico; ¿cómo funciona una extrusora de un solo tornillo y cuáles son las mejores condiciones de uso? Por último, analizaremos las tendencias modernas en la industria de la extrusora de un solo tornillo y especularemos sobre su futuro. Además, si recién está comenzando su carrera en el procesamiento de polímeros, esta guía lo ayudará. Así que tómese un tiempo y permítanos guiarlo a través de este recorrido técnico informativo y, juntos, desbloquearemos el potencial de los componentes clave en los modos avanzados de fabricación de plástico.
¿Qué es una extrusora de un solo tornillo y cómo funciona?
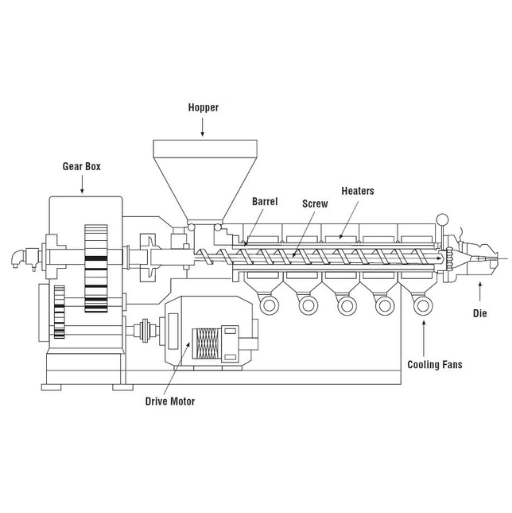
Una extrusora monotornillo es un equipo industrial fundamental para procesar plásticos durante el trabajo de fabricación. Es una máquina que funde, mezcla y da forma de forma continua a una determinada masa plástica. El principio de funcionamiento de una extrusora monotornillo se puede describir de la siguiente manera: el material plástico se carga en el barril calentado y un tornillo giratorio empuja el material hacia adelante en el barril y lo funde simultáneamente. Luego, la masa fundida pasa a través de una matriz para darle la forma y el tamaño requeridos. Esto se logra mediante la energía mecánica resultante de la rotación del tornillo.
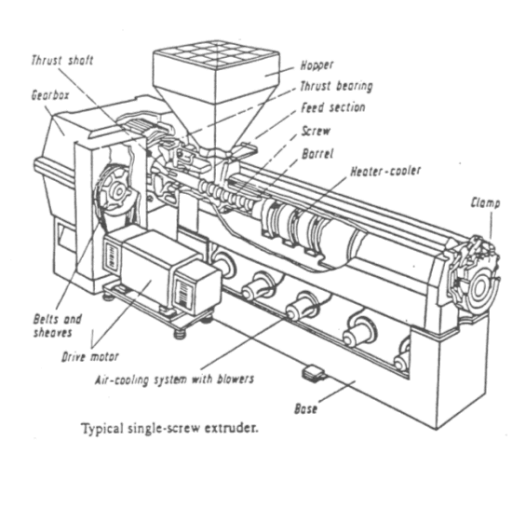
Las partes principales de una extrusora de un solo tornillo son el tornillo y el cilindro. El tornillo se utiliza para transportar, fundir y mezclar los gránulos de polímero. Un cilindro realiza la función de calentamiento y amalgama de presión. El tornillo y el cilindro pueden diseñarse para satisfacer necesidades de procesamiento especiales.
Algunas de las ventajas de la extrusión monohusillo son su configuración más sencilla, la reducción de costes y la flexibilidad. La extrusora monohusillo se utiliza en muchas industrias para la producción de distintos tipos de tubos de plástico, perfiles de plástico, láminas, películas, etc.
Las extrusoras de un solo tornillo son relativamente fáciles de fabricar en comparación con las de dos tornillos, que no se mezclan bien o requieren tratamientos especiales. Según la aplicación, un modelo en particular puede ser más adecuado que los demás, por ejemplo, debido a su mayor tasa de polímero fundido liberado a través de la boquilla.
Los principios y métodos de funcionamiento de las extrusoras monohusillo son una valiosa información tanto para los especialistas como para los principiantes en la extrusión de polímeros. Además, el conocimiento de la extrusión monohusillo permite comprender mejor el papel de este tipo de extrusión en las operaciones posteriores de fabricación de diversos artículos plásticos.
El principio de funcionamiento de una extrusora de un solo tornillo
Los componentes individuales de una extrusora de un solo tornillo desempeñan funciones específicas y, para comprenderlas de manera eficaz, es fundamental saber cómo funciona esta máquina durante el procesamiento de polímeros. Una extrusora de un solo tornillo se utiliza ampliamente en el procesamiento de polímeros para convertir materias primas en productos plásticos terminados. Crea productos totalmente terminados moviendo, calentando y formando material plástico utilizando un solo tornillo dentro de un cilindro que no gira.
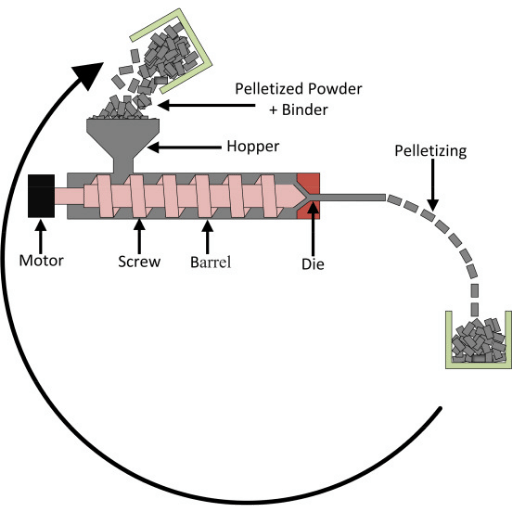
Este proceso comienza con la carga de materias primas, generalmente en forma de tapones sólidos o pellets, en la tolva situada en la parte superior de la extrusora. La rotación del tornillo facilita el movimiento del material en una trayectoria circular a lo largo del cilindro. La cámara formada por el tornillo y el cilindro disminuye en área paso a paso, lo que hace que el material se comprima y se genere energía térmica a medida que avanza.
Debido a una combinación de estos factores, cuando el material plástico se introduce en el tornillo, sufre una dilatación térmica debido a la fuerza mecánica de corte y la fricción, junto con la presión. Esto mejora la fusión del polímero y lo convierte en un estado líquido viscoso. El polímero que ya se ha fundido se hace pasar a través de una matriz, que le da al polímero un conjunto de dimensiones y forma precisas.
Varios componentes contribuyen a la eficacia y el rendimiento de la extrusión de un solo tornillo, como la geometría del tornillo, la temperatura y otras características, junto con el tiempo. La mejora de estos factores clave permite una fusión uniforme, una amalgamación adecuada y un buen conformado del polímero.
Conocer el funcionamiento de una extrusora monotornillo es de gran utilidad tanto para profesionales como para principiantes en la industria del procesamiento de polímeros, ya que sirve para desmitificar esta tecnología. Esto les permite utilizar estas máquinas y llevar a cabo la extrusión monotornillo de manera eficaz para producir productos plásticos de calidad.
Componentes clave: tornillo y cilindro
El tornillo y el cilindro son dos partes importantes de una extrusora de un solo tornillo que juntas hacen posible de manera realista el procesamiento preciso y efectivo de diversos materiales plásticos.
Tornillo:
Un tornillo es un eje que tiene forma helicoidal en espiral, y en este caso, es de metal y gira en el cilindro de la extrusora. También funciona en el transporte, la fusión y la mezcla del material plástico. La acción del tornillo, que gira sobre el eje, empuja el plástico que está encerrado en el cilindro hacia la salida. La profundidad de la ranura, el paso y la relación de compresión del tornillo se pueden ajustar de acuerdo con los requisitos del material. Este nivel de control mejora el rendimiento de la fusión, la mezcla y la homogeneización del plástico fundido.
Barril:
El cañón es una pieza cilíndrica hueca de tubo que contiene el conjunto de cuchillas del tornillo. Su función principal es proporcionar el calor y la presión necesarios a través de medios mecánicos requeridos para procesar un material plástico. El cañón tiene una sección de extrusión con zonas de calentamiento o enfriamiento para proporcionar el perfil térmico deseado a lo largo de toda la elongación del cofre. El cofre de extrusión calentado tiene una sección de alimentación que transforma el material de alimentación mediante esfuerzos de corte y compresión. Su baja conductividad térmica y alta resistencia al desgaste permiten que los cañones hechos de aleaciones especiales resistan entornos de procesamiento hostiles.
El tornillo de trabajo y el cilindro funcionan juntos sin problemas para fundir, mezclar y dar forma uniforme a la sustancia plástica: este conjunto de componentes también es esencial si se requiere lograr procesos de extrusión sólidos y uniformes.
*Nota: La información anterior se basa en el conocimiento y la experiencia de la industria.
Ventajas de la extrusión de un solo tornillo
En el procesamiento de materiales plásticos, la extrusión monohusillo presenta numerosas ventajas. Algunas de ellas son las siguientes:
- Rentabilidad: en comparación con una extrusora de doble tornillo, una extrusora de un solo tornillo es relativamente fácil de diseñar y construir, lo que la hace más económica. También implica menos gastos operativos y de mantenimiento, lo que permite reducir los costos de producción.
- Adecuadas para diversos materiales de partida: las extrusoras de un solo tornillo son versátiles y pueden manipular muchos termoplásticos comunes, como PE, PP y PS, entre otros. Esta flexibilidad facilita la fabricación de una variedad de productos plásticos para diversas aplicaciones.
- Plásticos de buena calidad: la extrusora de un solo tornillo permite fundir y mezclar plásticos de manera uniforme y eficaz, lo que mejora la calidad general del producto final. Esto es posible gracias a que el tornillo y el cilindro trabajan en conjunto de manera eficaz.
- Producción mejorada: una de las principales ventajas que ofrece la extrusión monohusillo es la alta precisión en la conformación del termoplástico. La estructura y la geometría de la hélice ayudan a lograr las dimensiones y tolerancias deseadas en el producto final.
- Pueden adaptarse a diferentes volúmenes de producción: la extrusión de un solo tornillo está diseñada para adaptarse a diferentes tasas de producción; también es operativa desde volúmenes de producción bajos hasta altos. Esta capacidad del sistema de extrusión permite su uso para una variedad de aplicaciones, desde un solo voltio hasta varios cientos de lotes que funcionan en uno o más extrusoras de doble tornillo.
- El aumento de la longitud en un sistema de extrusión permite realizar adaptaciones eficientes a la producción. La extrusora continua de un solo husillo tiene la ventaja de que permite realizar el aumento de la longitud de la producción de forma especialmente sencilla. Modificaciones en la longitud y el diámetro de los husillos permiten aumentar la producción sin grandes cambios ni inversiones en otras tecnologías.
- Bajo requerimiento de consumo de energía: si lo consideramos desde el punto de vista de la cabeza de una matriz, una extrusora de un solo tornillo consume menos energía que una extrusora de doble tornillo. Las economías que se obtienen a través de esta eficiencia energética también tienen el potencial de generar beneficios ambientales.
Es fundamental recordar que deben hacerse generalizaciones sobre las ventajas mencionadas anteriormente y considerar que otros procesos de extrusión pueden ser más apropiados para algunas aplicaciones específicas.
¿Cómo se compara una extrusora de un solo tornillo con una extrusora de doble tornillo?
Extrusora vs. Extrusora de doble tornillo: Diferencias clave
Los dos tipos de equipos que se utilizan en el proceso de torsión de plásticos son la extrusora y la extrusora de doble tornillo. A continuación, explicaré estos dos términos, ya que estoy familiarizado con su trabajo como profesional en este campo.
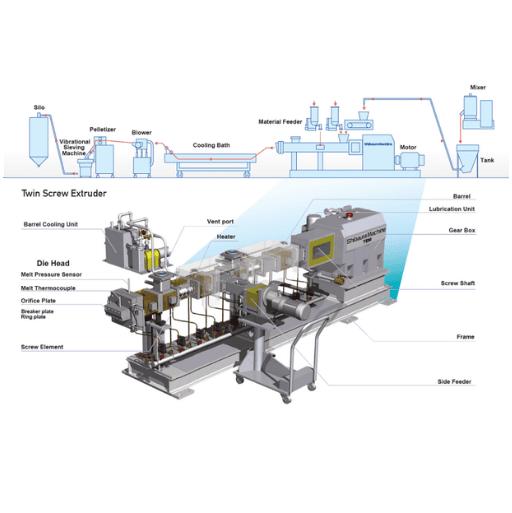
A una extrusora también se la denomina extrusora de un solo tornillo, simplemente porque tiene un solo tornillo, que mezcla, funde y empuja los plásticos por todo el cilindro. Por otro lado, la extrusora de doble tornillo tiene dos tornillos entrelazados y realiza las mismas funciones que la extrusora de un solo tornillo, o mejor dicho, de doble tornillo.
Esto se debe a que difieren en lo que pueden hacer y dónde se pueden utilizar. Por ejemplo, la extrusora es más barata y más eficiente, ya que es fácil producir tubos, perfiles o incluso láminas con una extrusora de un solo tornillo. Las máquinas gemelas necesitan un mayor control sobre la mezcla y la dispersión, lo que significa que están más controladas y se pueden utilizar para aplicaciones específicas, perfectas para procesos complicados como la preparación de aditivos y la mezcla de materiales.
Al seleccionar una extrusora de doble tornillo en lugar de una extrusora de un solo tornillo, la naturaleza de la aplicación es siempre primordial. ¿Cuáles son las propiedades deseadas del producto? ¿Cuáles son las características del material? ¿Cuál es la producción y el presupuesto esperados?
Cabe señalar que, si bien la información anterior contiene las diferencias clave entre los dos tipos de extrusoras, debe relacionarse con la suya para evaluar las necesidades de la aplicación.
Extrusora de un solo tornillo vs. de doble tornillo: ¿cuál elegir?
Como profesional de la industria, sé que la decisión entre una extrusora de un solo tornillo y una de doble tornillo no es sencilla. Todo depende de los requisitos de la aplicación. Para actividades de procesamiento sencillas que impliquen una cantidad limitada de materiales, una extrusora de un solo tornillo puede ser suficiente. Sin embargo, para aplicaciones que requieren una tolerancia estricta, una mejor mezcla y un amplio espectro de materiales a procesar, una extrusora de doble tornillo sería ideal. Si tiene en cuenta parámetros como las características del producto, los requisitos de material, la capacidad de producción y el coste, se asegurará de tener la información adecuada para realizar una selección. También es fundamental tener en cuenta que una evaluación adecuada de los requisitos de la aplicación ayudará en gran medida a seleccionar el mejor tipo de extrusora para el trabajo.
Aplicaciones para extrusoras de husillo simple y doble
Las extrusoras de uno o dos husillos son máquinas versátiles. Esta definición es suficiente para los propósitos actuales. El husillo que mejor se adapta a una tarea en particular depende de la lógica que se utilice para aplicar el equipo. A continuación, se indican algunas aplicaciones comunes para ambos tipos:
Extrusoras de un solo tornillo:
- Según la definición anterior, se esperaría que las extrusoras de un solo tornillo prevalecieran en la mayoría de las áreas donde la industria requiere un estado relativamente estable y una alteración constante de diferentes materiales plásticos. Sin embargo, hay algunas aplicaciones que parecen tener una clara ventaja sobre otras. Algunas aplicaciones clave incluyen:
- Producción de películas: Esto es cierto: dada la creciente demanda de películas de diversos polímeros, los tornillos individuales también deben estar en escena para suministrar películas plásticas, como las relacionadas con el mundo del embalaje, los fines agrícolas y el encogimiento.
- Extrusión de tubos y perfiles: Esta demanda podría satisfacer fácilmente sus necesidades, como las del sector de la construcción, la agricultura, la industria automotriz y son más adecuadas para producir tubos, tuberías y cualquier tipo de perfiles.
- La extrusión de láminas es un proceso en el que el tornillo extrusor realiza la función de crear una lámina continua de material: En otros casos también se utilizan extrusoras de un solo tornillo para la producción de láminas de plástico para usos generales, por ejemplo, embalajes, aplicaciones automotrices y materiales de construcción de edificios.
- Recubrimiento de Alambres y Cables: Considerando el papel que juegan las extrusoras de un solo tornillo, las mismas se desempeñan en alambres y cables, aislándolos y luego recubriéndolos con algún tipo de plástico; pueden ser instrumentales en este tipo de procesos, integrando otros aspectos.
Extrusoras de doble tornillo:
- La necesidad de tecnología avanzada y excelentes características de mezcla en requisitos de procesamiento complejos se satisface con extrusoras de doble tornillo y muchas aplicaciones notables, incluidas las siguientes:
- Compounding: Una de las aplicaciones más comunes de las extrusoras de doble tornillo es el Compounding, que implica mezclar diferentes materiales, aditivos y rellenos para producir compuestos especializados para las industrias automotriz, electrónica y de bienes de consumo.
- Mezcla de polímeros: mezcla y homogeneiza múltiples polímeros y posteriormente puede producir una variedad de mezclas de polímeros con características específicas.
- Formación de espuma: Las extrusoras de doble tornillo se emplean en los plásticos espumados que se utilizan para espumas de aislamiento, embalaje y construcción.
- Producción de masterbatch: Los modelos de extrusoras de doble tornillo contrarrotativos se utilizan ampliamente para preparar masterbatch, que son mezclas altamente concentradas de pigmentos y aditivos que aíslan el color y las propiedades de ciertos plásticos.
Conocer los diferentes usos de Extrusoras de uno y dos husillos Le permite seleccionar el equipo correcto para satisfacer las necesidades de sus requisitos de producción y sus especificaciones de procesamiento de materiales.
¿Cómo se procesa el plástico en una extrusora de un solo tornillo?
El proceso de extrusión explicado
El sector de los plásticos contiene técnicas destacables llamadas proceso de extrusión, que supone una revolución en la línea de producción, a través de la cual se puede realizar la conversión de material polimérico base en bienes y piezas, donde la extrusora de tornillo rotativo juega un papel importante. Se puede hablar del intrincado proceso impulsado por una extrusora de un solo tornillo.
- Carga de material: El proceso de extrusión comienza después de que la materia prima plástica, generalmente pellets o polvos, se carga en la tolva de la extrusora.
- Calentamiento y aplicación de diferentes fuerzas de giro: Se aplican altas cantidades de calor externo a la extrusora junto con la rotación de un tornillo; esto provoca fricción que aumenta la fusión del material plástico en el lado interior de la extrusora. Luego se crea una forma fundida de polímero a medida que el material fusionado pasa por un proceso de fusión junto con otros tornillos para lograr una mezcla adecuada.
- Aumento de la presión: al llegar al centro del tornillo, el espacio a su alrededor se vuelve cada vez más reducido, lo que provoca aún más fricción. Esta mayor cantidad de fricción aumenta gradualmente la presión dentro del extrusor, lo que ayuda a reducir el espacio entre el tornillo y la cadena de polímero.
- Formación de matrices: el polímero fundido se inyecta en la matriz a medida que ingresa a la boquilla hacia la punta de la cadena de polímero. La matriz regula la cantidad de polímero perdido, ya que solo se utilizan las cantidades suficientes, al mismo tiempo que regula el espesor. Se pueden producir diferentes formas a través de muchos orificios de matriz o combinadores.
- Enfriamiento y solidificación: al salir de la matriz, el producto o la pieza de plástico recién formado se enfría lo más rápido posible para garantizar que se solidifique en la forma correcta. Según el sistema de extrusión empleado, las técnicas de enfriamiento pueden diferir entre métodos de aire, agua o pulverización.
- Corte y acabado: después del proceso de enfriamiento y solidificación, los fabricantes suelen cortar el producto plástico según sus especificaciones o dimensiones preestablecidas. Se pueden realizar otras operaciones de acabado, como operaciones secundarias o tratamientos de superficie, en función de los requisitos finales del uso final o del producto final.
El proceso de extrusión es bastante flexible y eficiente para producir todo tipo de productos plásticos, desde formas básicas de perfil y tubo hasta tipos avanzados y complejos de perfil, láminas y películas de estambre. Varias consideraciones pueden influir en el rendimiento y la calidad del resultado del proceso, incluido el tipo de polímero utilizado, el tipo de extrusor utilizado, los parámetros de procesamiento, el diseño del tornillo y el tipo de operaciones de posprocesamiento realizadas.
En particular, las siguientes secciones pretenden abordar aspectos fundamentales de los problemas de procesamiento de polímeros junto con la importancia del diseño y la velocidad del tornillo, así como algunos otros elementos, incluidos los avances y perspectivas recientes de la extrusora de un solo tornillo de agua.
Papel del termoplástico en la extrusión
Los materiales termoplásticos tienen una importancia significativa en el proceso de extrusión. Estos materiales son fáciles de trabajar porque cuando se calientan, se vuelven líquidos y cuando se enfrían, se vuelven sólidos. Por lo tanto, los termoplásticos son muy adecuados para moldearlos mediante el proceso de extrusión. Debido a sus buenas propiedades de flujo de fusión, los termoplásticos son fáciles de procesar y se pueden producir muchos artículos de plástico. El material termoplástico se funde y se fuerza a través de una matriz para producir la sección transversal requerida del producto durante la extrusión. Cada material termoplástico se selecciona según las necesidades de la aplicación, por ejemplo, resistencia requerida, flexibilidad, exposición a productos químicos, apariencia, etc. Al utilizar el material termoplástico adecuado para la extrusión, los fabricantes pueden lograr el rendimiento y las propiedades necesarias del producto.
Pasos en la extrusión de plástico
La extrusión de plástico incluye procesos de fabricación que se utilizan para fabricar numerosos productos plásticos mediante el proceso de extrusión. Estos son los pasos:
- Preparación del material: Los materiales termoplásticos se seleccionan para el proceso de fabricación en función de las necesidades de la aplicación, como resistencia a la tracción, flexibilidad, rugosidad química y estética.
- Fusión: El material termoplástico seleccionado se calienta en una máquina extrusora para eliminar el calor. De esta manera, el material sólido ahora es dispersable para los pasos posteriores.
- Extrusión: el plástico fundido calentado se empuja a través de una matriz para darle forma al material. La matriz regula la forma, el espesor y las dimensiones del material extruido.
- Enfriamiento y Solidificación: El plástico troquelado penetra en un sistema termorregulador; baños de agua o enfriamiento por aire facilitan una rápida solidificación del plástico cortado, aumentando su geometría precisa y su resistencia.
- Corte y acabado: A medida que el plástico se ha enfriado y se ha vuelto sólido, se corta a la longitud o forma deseada del producto final y luego se realiza un tratamiento de acabado, que incluye tratamiento de superficie, eliminación del exceso de material, corte, etc.
Siguiendo estos procesos, los fabricantes pueden producir diversos productos plásticos con el rendimiento y las características requeridas. Cada uno de ellos es importante en el proceso de extrusión del componente fabricado para la calidad del extruido.
¿Cuáles son los factores clave del procesamiento de polímeros a tener en cuenta?
Importancia del diseño y la geometría de los tornillos
La construcción y la geometría del tornillo son importantes y prerrequisitos para el sistema de extrusión de un solo tornillo. Son cruciales para garantizar la eficiencia en el movimiento del plástico caliente y la mezcla del material polimérico para cumplir con los estándares requeridos para el extruido resultante. A continuación, se presentan los puntos esenciales que un ingeniero debe considerar con respecto al diseño y la geometría del tornillo y el cilindro de la extrusora.
- Profundidad y paso de paso: la profundidad y el paso de paso del tornillo definen la capacidad de reubicar y fundir el material plástico en la extrusora. Una combinación adecuada de los dos parámetros garantiza que se transporte suficiente materia prima, se caliente y se mezcle.
- Relación de compresión: Vale la pena señalar que la relación de compresión de un tornillo influye significativamente en la fusión del plástico. Es la relación entre la profundidad del canal de la sección de alimentación y la del troquel dentro del cilindro. Una mayor relación de compresión da como resultado fuerzas de presión y cizallamiento elevadas, que mejoran la mezcla y la fusión de los polímeros.
- Geometría del canal del tornillo: Las características del canal del tornillo, como la disposición y la forma de las paletas, afectan los procesos de fusión, mezcla y presurización en el barril. Para necesidades de procesamiento específicas, se utilizan diversas geometrías de los canales, como los tornillos de una sola paleta, de doble paleta y de barrera.
- Material y recubrimientos de los tornillos: la selección del tipo de material de los tornillos y sus recubrimientos tiene el potencial de aumentar la resistencia al desgaste, la resistencia a la corrosión y la durabilidad. La aplicación de materiales y recubrimientos avanzados garantiza una mayor expectativa de vida de los tornillos y un estándar constante de las operaciones de extrusión.
- Zonas de calentamiento y enfriamiento: La división eficaz del tornillo en zonas de calentamiento y enfriamiento y su mejor regulación durante la rotación del tornillo constituyen una piedra angular para lograr velocidades adecuadas de calentamiento y enfriamiento del gas durante las etapas de fusión y enfriamiento. Esto contribuye al mantenimiento de la temperatura de fusión y la calidad del producto.
Los factores mencionados anteriormente junto con el diseño y la geometría del tornillo mejoran el rendimiento del tornillo en la fusión, mezcla y transporte de plásticos, de modo que se pueden producir productos extruidos de alta calidad con buena precisión dimensional y geometría especificada.
Impacto de la velocidad del tornillo en la eficiencia
La eficiencia de una extrusora de un solo tornillo está influenciada por su velocidad, también llamada velocidad del tornillo. El proceso de extrusión de plástico implica fundir, mezclar y empujar el plástico, todo lo cual se ve afectado por la velocidad del tornillo. Una mayor velocidad del tornillo también puede ayudarnos a mejorar la productividad, reducir los costos de energía y mejorar la calidad del producto. A continuación, se presentan algunas consideraciones clave al evaluar el impacto de la velocidad del tornillo en la eficiencia de la extrusora:
- Esto se puede dividir en dos partes: extracción y enfriamiento del aire ambiente; una vez que el aire ambiente se enfría, hay un aumento en las concentraciones de varios productos químicos y gases en la región mientras que el área circundante se despresuriza. Las velocidades más altas del tornillo generalmente conducirán a tiempos de contacto más cortos en el barril y, por lo tanto, promoverán una fusión y mezcla más rápidas del plástico. Pero nuevamente, demasiada velocidad también sería perjudicial, ya que generaría un calor de corte excesivo, lo que probablemente conduciría a la degradación. Existe una velocidad del tornillo a la que el corte mecánico es más que suficiente para una fusión y mezcla completas.
- La consistencia con la que fluye el material fundido del extrusor de tornillo está determinada por la velocidad del tornillo. Tener una velocidad óptima del tornillo es ventajoso, ya que ayuda a lograr un caudal volumétrico turbio y, al mismo tiempo, minimiza el riesgo de hundimiento o extrusión indebida. Hay que tener en cuenta que el extrusor puede moverse sin generar contrapresión, por lo que una velocidad del tornillo que pueda mover el material preferiblemente sin contraflujo o contrapresión sería ideal.
- Consumo de energía: el consumo de energía de la extrusora se ve influenciado por la velocidad del tornillo. Una mayor velocidad del tornillo tiende a aumentar el requerimiento de energía para el motor de la máquina de extrusión. Por otro lado, es igualmente importante la forma en que se puede minimizar el consumo de energía mientras se intenta maximizar la producción para aumentar la efectividad general del proceso.
Las velocidades de los tornillos son factores importantes, pero las velocidades adecuadas de los tornillos son mejores cuando se toman en cuenta otros parámetros de la extrusión, como las temperaturas del cilindro, la geometría del tornillo y los materiales que se extruyen. Las características y los requisitos del proceso de extrusión de un solo tornillo para lograr la energía y la calidad del producto requeridas ayudan a determinar la selección de la velocidad del tornillo y su ajuste en función de los requisitos del lote.
Optimización del rendimiento del extrusor
La implementación de la extrusión con bomba de tornillo requiere la atención de un conjunto de parámetros y el uso de conceptos o ideas básicas de ingeniería sofisticados. Esto permite a los fabricantes diseñar máquinas e implementarlas en sus plantas para optimizar la eficiencia, la productividad y la calidad del producto final. A continuación se describen algunos de los conceptos que se deben considerar en la optimización de los parámetros operativos de la extrusora;
- Optimización de los parámetros del proceso: además de la velocidad del tornillo, la presión y la fricción también afectan significativamente el caudal másico de la materia prima extruida y afectan indirectamente el volumen del producto final establecido. Si nos centramos en estos parámetros en el sistema de extrusión, se podrá alcanzar el volumen y la calidad de salida deseados.
- Diseños de husillo avanzados: A pesar de esto, los elementos de mezcla también provocan cambios considerables en la calidad del material extruido. Esto permite un mejor control del proceso de fusión y garantiza que la calidad del material fundido sea uniforme, lo que permite que todo el extrusor funcione a un nivel óptimo en relación con su diseño.
- Sistemas de calentamiento y enfriamiento de barriles: Los sistemas de calentamiento y enfriamiento son parte integral del sistema de extrusión. Estos sistemas proporcionan una cantidad cercana de áreas con control de temperatura y la variabilidad de baja temperatura afecta la estructura o la densidad de empaquetamiento durante el resultado final. Esto mejora la eficiencia del proceso dado en general y permite una mejor calidad del producto terminado.
- Sistemas de accionamiento eficientes: invertir en sistemas de accionamiento de extrusoras más robustos puede mejorar la eficiencia energética y reducir el consumo de energía. Los componentes de accionamiento modernos, como los servomotores, mejoran el control de la velocidad del tornillo, lo que permite una mayor libertad para variar los parámetros operativos.
- Monitoreo y control en línea: la combinación de sistemas de monitoreo modernos con métodos de control avanzados mejora el proceso y su regulación. Las mediciones en línea de variables operativas, como la temperatura, la presión y el caudal de la masa fundida, pueden ayudar a implementar procedimientos de mantenimiento efectivos y controlar el alcance de las fluctuaciones del proceso.
La tecnología de extrusoras de tornillo se puede mejorar fácilmente con la incorporación de estas tecnologías por parte de los usuarios para lograr un mayor rendimiento, un mejor uso de la energía y productos finales de mayor calidad. Se debe llevar a cabo una interacción continua con los expertos pertinentes, hacer uso de la literatura disponible y seguir las tendencias recientes para obtener la máxima satisfacción con la implementación de dichas innovaciones y mejorar constantemente varios procesos relacionados con la extrusión.
¿Cuáles son las innovaciones en la tecnología de extrusoras de un solo tornillo?
Avances recientes en la tecnología de máquinas de extrusión
La tecnología moderna en el campo de los equipos de extrusión ha traído consigo enormes cambios en la extrusión de un solo tornillo, que han mejorado enormemente la productividad, la energía y la calidad del producto. Muchas innovaciones han sido facilitadas por diversas actividades de investigación y desarrollo en el sector. Algunos de los desarrollos en los últimos tiempos son los siguientes:
- Diseños de tornillos para un mejor rendimiento: se han mejorado los diseños de tornillos con elementos como tornillos de barrera y secciones de alimentación ranuradas que han mejorado las funciones de transporte, fusión y mezcla de las extrusoras de un solo tornillo. Estos avances facilitan el proceso de extrusión y mejoran la calidad y la uniformidad del producto final.
- Sistemas de calefacción y refrigeración modernos: Los sistemas de calefacción y refrigeración modernos han mejorado la capacidad de mantener con precisión la temperatura del cilindro de la extrusora. Este control de temperatura optimiza las condiciones de procesamiento, aumenta la eficiencia energética al minimizar la disipación excesiva de calor y mejora la eficacia general del equipo.
- Sistemas de control automático: Los nuevos sistemas de control, que incluyen algoritmos de control y monitoreo en línea, han permitido mantener una temperatura, presión y velocidad de salida óptimas que cumplen con las especificaciones. Esto no solo mejora el control sobre el proceso, sino que también minimiza las desviaciones, mejorando así la calidad del producto.
Las recientes innovaciones tecnológicas que permiten el desarrollo de máquinas de extrusión han contribuido a una mayor velocidad, un menor consumo de energía y una mayor calidad del producto, especialmente en la extrusión de un solo tornillo. Por lo tanto, los fabricantes, al utilizar estas innovaciones y familiarizarse con las tendencias recientes de la industria, pueden perfeccionar sus métodos de extrusión y mejorar las actividades comerciales sin interrupciones.
El futuro de la extrusión de un solo tornillo
El futuro de la extrusión monohusillo parece ser un mayor avance hacia nuevos desarrollos significativos que cambiarán la industria. Se está invirtiendo activamente en investigación y desarrollo para aumentar la eficiencia y el potencial de una extrusora monohusillo. A continuación, se indican algunas áreas clave de desarrollo:
- Características mejoradas del tornillo: el rediseño de la geometría del tornillo y la configuración del canal con el objetivo de aumentar la mezcla, la fusión y el reflujo ha sido un elemento clave de la investigación en curso. El objetivo final de dichas características es mejorar los procesos de fusión y extrusión y los productos finales resultantes.
- Nuevos métodos de calentamiento y enfriamiento: Se están desarrollando nuevas tecnologías de control de temperatura que permitirían un mejor ajuste de la temperatura de vertido a lo largo de todo el cilindro de la extrusora. Estos sistemas mejoran los parámetros de procesamiento y dan como resultado un menor consumo de energía causado por la disipación constante del calor.
- Mejoras en el control: Las mejores estrategias de control, como la inspección en línea y los algoritmos de control automático de procesos, permiten realizar cambios más precisos y oportunos en los parámetros críticos. Esto da como resultado un mejor control del proceso con menor variabilidad y una mejor calidad general de los materiales extruidos.
En consecuencia, permite a los fabricantes optimizar sus operaciones de extrusión, aumentar la productividad, reducir el consumo de energía y mejorar la calidad del producto. Y en un entorno tan dinámico, será fundamental disponer de información sobre las novedades y poner en práctica los nuevos hallazgos para mejorar el rendimiento de los procesos de extrusión de un solo tornillo.
Cómo están evolucionando los tornillos simples
En los años que precedieron a la producción, la importancia de las extrusoras monohusillo se limitaba a la calidad del producto final, más que al diseño y la funcionalidad. Sin embargo, ahora es evidente que se ha hecho mucho para mejorar el rendimiento, el consumo de energía y el bienestar estructural general de una extrusora monohusillo. A continuación, se muestra un vistazo de cómo están evolucionando las extrusoras monohusillo:
- Mezcla y dispersión mejoradas: hay suficiente literatura disponible que demuestra que los diseños alternativos de tornillos pueden afectar y afectan la calidad del producto final. Al mismo tiempo, estos avances hacen lo contrario y conducen a una mejor calidad del producto, ya que sería necesario mezclar mejor, asegurando que los ingredientes dispersantes sean consistentes y uniformes.
- Control de temperatura: Mecanismos de enfriamiento y calentamiento mejores y más innovadores permiten un control más estricto de la temperatura a lo largo del cilindro del extrusor, lo que resulta en un mejor procesamiento y optimización energética.
- Sistemas de control inteligente: Los controles avanzados, como el control en línea y los algoritmos de monitoreo y control, permiten la modificación directa de los parámetros del extrusor, cultivando una autometría eficiente.
Los fabricantes ahora tienen la ventaja de contar con mejores métodos de extrusión que utilizan las nuevas tecnologías, lo que aumenta el índice de rendimiento y la calidad del producto y, al mismo tiempo, consume menos energía. La única coherencia radica en estar al tanto de lo que sucede a su alrededor en lo que respecta a la tecnología y los procesos de extrusión de un solo tornillo.
Preguntas Frecuentes (FAQ)
P: ¿Qué es una extrusora de un solo tornillo y cuál es su función?
R: Una extrusora monohusillo es un tipo de máquina extrusora que se utiliza en la industria del plástico. Su estructura consta de un cilindro calentado con un solo husillo giratorio colocado perpendicularmente a su eje. El husillo mueve, calienta y decodifica los granos durante el proceso de propulsión en la extrusora. Luego, el material se calienta, se comprime y se hace pasar a través de una matriz, produciendo productos plásticos moldeados.
P: ¿Cuál es la diferencia entre una extrusora de un solo tornillo y una extrusora de doble tornillo?
R: Una extrusora de un solo tornillo consta de un solo tornillo, mientras que una extrusora de doble tornillo consta de dos tornillos entrelazados, mientras que una extrusora de un solo tornillo tiene solo uno. El rendimiento de las extrusoras de tornillo de hilo es generalmente mejor porque son más flexibles en la aplicación en cuanto a la mezcla. Por el contrario, las extrusoras de un solo tornillo tienden a ser principalmente más simples y económicas de usar en algunas tareas.
P: ¿Cuáles son algunos de los componentes de una extrusora de un solo tornillo?
A: Varios componentes hacen que la extrusora de un solo tornillo funcione, entre ellos, la tolva de alimentación y el cilindro, que contiene el tornillo giratorio, el calentador, el sistema de refrigeración, la matriz y el sistema de control. El tornillo está situado en el centro de la extrusora y realiza la función clave de transportar y mezclar la materia prima. El cilindro calentado envuelve el tornillo, lo que ayuda a fundir el plástico. La matriz se utiliza para moldear el plástico fundido en una forma específica.
P: ¿Puede proporcionarnos algunos ejemplos de materiales adecuados para procesar con una extrusora de un solo tornillo?
A: La extrusora monohusillo es bastante flexible, ya que se puede utilizar con varios materiales termoplásticos. Entre estos materiales se incluyen: polietileno (PE), polipropileno (PP), poliestireno (PS) y PVC. Algunos también pueden aceptar determinados elastómeros termoplásticos e incluso algunos compuestos. El material específico seleccionado se basa en los requisitos particulares para la aplicación del producto final.
P: ¿Cuál es la importancia de la geometría del tornillo en el funcionamiento de una extrusora de un solo tornillo?
R: Se dice que una extrusora de un solo tornillo utiliza una geometría de tornillo específica, que suele ser bastante importante para su funcionamiento eficiente. En una extrusora de doble tornillo contrarrotante, la longitud del tornillo, el diámetro del tornillo y el diseño de las aletas del tornillo son factores importantes que influyen en el proceso. El uso de tornillos de barrera, que representan un tipo específico de diseño de tornillo, ayuda a aumentar la mezcla, la fusión y la homogeneidad de un material plástico. La geometría del tornillo se puede adaptar a los materiales y al uso final previsto para optimizar la producción de material y la calidad del producto.
P: ¿Por qué optar por una extrusora monohusillo de plástico?
R: En lo que respecta al procesamiento de plásticos, las extrusoras de un solo tornillo tienen muchas ventajas. Por un lado, son más sencillas de configurar, lo que mejora su simplicidad de operación y mantenimiento. Son económicas en muchas aplicaciones y pueden funcionar de manera confiable. Las extrusoras de un solo tornillo también tienen muchas aplicaciones, ya que pueden procesar una amplia gama de materiales. La extrusión de termoplásticos y la producción de perfiles continuos, láminas y películas son fundamentales.
P: ¿Extrusora de desechos estratificados de plástico artificial?
R: Una extrusora de plástico es un componente importante de la tecnología de fabricación de varios productos plásticos. Permite utilizar materiales plásticos en estado sólido y en cualquier forma. La extrusora crea un proceso continuo necesario para la producción económica de productos como tubos, láminas, películas, perfiles y similares. También facilita la incorporación de diversos rellenos y aditivos al plástico para mejorar la calidad del producto final.
P: ¿Qué variables son de importancia crítica en el funcionamiento de la extrusora así como en el producto final obtenido de la misma?
R: Existen varios factores determinantes en relación con el rendimiento de la extrusora y el producto final a ensanchar. Estos son el tipo de material que se procesa, la velocidad del tornillo, el perfil de temperatura del cilindro, la velocidad de alimentación y el diseño de la matriz. El grado de cizallamiento aplicado al material, el tiempo que el material permanece en la extrusora y la eficacia del proceso de plastificación también son factores muy importantes. El control adecuado de estas variables es necesario para mantener una calidad uniforme del producto y mejorar la eficiencia de la extrusora.
Fuentes de referencia
1. “Flujo convergente-divergente en una nueva extrusora y su uso en el soplado de películas” por Yin et al. (2014) (Yin et al., 2014, págs. 552–557)
Principales Conclusiones
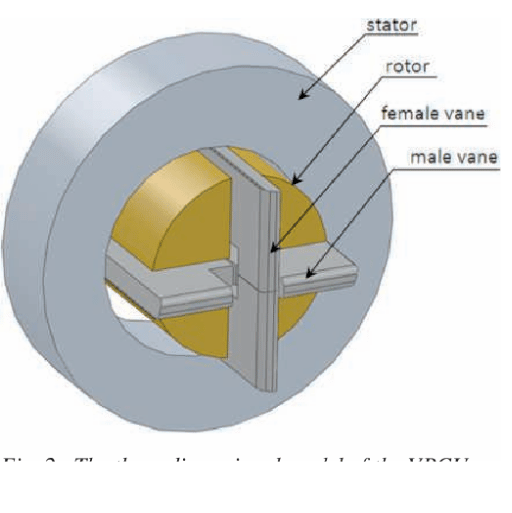
- Se ha desarrollado un nuevo concepto de extrusora basado en geometría de flujo convergente-divergente para el procesamiento de polímeros.
- Esta extrusora incluye cuatro unidades de plastificación y transporte de paletas (VPCU) y tres unidades de mezcla.
- En los estudios experimentales, se observó que la presión del molde tenía una influencia mínima en el rendimiento y que se podía incorporar la mayor cantidad posible de CaCO3 a la mezcla sin afectar la efectividad de las piezas.
Metodología:
- Se describen detalles del principio de funcionamiento de la nueva extrusora diseñada.
- Se produjeron películas basadas en compuestos de LDPE rellenos de CaCO3 y se investigaron sus propiedades mecánicas y microestructura.
2. El trabajo realizado por Mori Dhaval et al., “Extrusora de doble tornillo en la industria farmacéutica: historia, principio de funcionamiento, aplicaciones y productos comercializados: una revisión en profundidad” (Dhaval et al., 2020, págs.294-318).
Resumen de resultados:
- Analizó la evolución, funcionalidad, usos y artículos producidos por las extrusoras de doble tornillo en medicina.
Metodología:
- Revisé las publicaciones sobre las extrusoras de doble tornillo en el ámbito farmacéutico.
3. “Investigación de la eficiencia energética de un cuerpo de extrusora monotornillo modernizado” de V. Vytvytskyi et al. (2023) (Vytvytskyi y otros, 2023)
Conclusiones principales:
- Propusieron colocar pasta conductora térmica en el espacio entre las superficies cilíndricas de conexión situadas en la parte de alimentación del cilindro extrusor de un solo tornillo.
- La aplicación de pasta térmica logró reducir la resistencia térmica de la pared del cilindro en aproximadamente un 9% y toda la consolidación igualó el campo de temperatura a lo largo de la sección del alimentador.
Metodología:
- Los cálculos térmicos de las características originales y actualizadas del cilindro de la sección de alimentación se realizaron utilizando el modelo Steady Thermal en el programa Ansys.
- Seleccionado cloruro de polivinilo como polímero a reciclar/remoldear y pasta térmica con una conductividad térmica de 4 W/(m·K) como relleno para el espacio anular.
4. “Modelado del proceso de homogeneización de composiciones de polietileno en una extrusora de un solo tornillo con un elemento mezclador Maddock” por HS Podyman et al. (2021) (Podyman et al. 2021, págs. 517-526).
Conclusiones principales:
- Aumentar el tiempo de residencia del polímero mientras se agrega una etapa de reacción después de la etapa de homogeneización para disminuir el cizallamiento excesivo es el principal objetivo propuesto en una extrusora de reacción de un solo tornillo de 4 etapas que también tiene una etapa de reacción después de la etapa de homogeneización.
Metodología:
- Explicó el principio operativo de la extrusora de reacción de un solo tornillo de 4 etapas evaluando/analizando simultáneamente la dinámica de la reacción de injerto de silano.
- También hemos descrito un enfoque más sencillo para estimar el tiempo que tardará el polímero en estar en estado fundido.
5. El artículo de A. Dorokhov et al., titulado “MOVIMIENTO DEL MATERIAL DENTRO DE UNA EXTRUSORA DE UN SOLO TORNILLO”, se publicó en 2021. (Dorokhov y otros, 2021)
Conclusiones principales:
- Se propusieron dos enfoques para el modelado del movimiento del material en la extrusora de un solo tornillo; uno es aplicable a materiales de flujo viscoso y el segundo para regiones del alimentador, la bomba y la compresión donde se aplica la presión de operación.
Metodología:
- Describa el mecanismo de compresión de la extrusora de un solo tornillo, que abarca la unidad de tornillo de fuerza y la función de alimentación del material y su compresión.
6. El artículo titulado “OPTIMIZACIÓN DE AGUJEROS EN LA MATRIZ DE UNA EXTRUSORA DE UN SOLO TORNILLO PARA EL PROCESAMIENTO DE ESTIÉRCOL DE AVES DE CORRAL” de M. Potapov et al. se publicó en 2020.Potapov et al., 2020, págs. 42–48)
Principales Conclusiones
- Se ha desarrollado una extrusora avanzada de estiércol de aves de corral con un sistema de vacío mejorado para ayudar a conservar la energía y al mismo tiempo reducir el contenido de humedad de los desechos de pollo.
- La reología de los componentes vegetales que contienen estiércol determinó la cantidad óptima de perforaciones de la matriz del extrusor.
Metodología
- Se observó la presión de extrusión del estiércol en función del tiempo para evaluar el comportamiento de la estructura durante el ciclo de extrusión de procesamiento de desechos avícolas.
- También determinamos los parámetros de las variaciones del equipo σ0 (tensión normal a nivel de poro), τ0 (movimiento de fuerza en un cierto ángulo en la superficie del poro), α y β (la pendiente de la línea) y el área total del orificio.
7. “Efecto de los parámetros de trabajo seleccionados de la extrusora de un solo tornillo en el consumo de energía en el proceso de extrusión” de Tomasz, E. Ski (2014) (Tomasz y Ski, 2014)
Principales conclusiones
- El hinchamiento del diámetro de la matriz conduce a una disminución de la energía de extrusión utilizada, independientemente del contenido de humedad de la materia prima.
Metodología
- Se analizó la influencia del diámetro de la matriz y el contenido de humedad de la materia prima en la evolución del gasto de energía durante un proceso de extrusión realizado en una máquina extrusora de un solo tornillo.
8. El estudio “Simulación numérica de soluciones de polímeros en una extrusora de un solo tornillo” es un trabajo de autoría de A. Kadyirov et al. (2019) (Kadyirov y otros, 2019) y se encuentra en revisión en la Rama de Extrusión y Moldes de Inyección.
conclusiones:
- Se desarrolló un modelo matemático tridimensional para el flujo de las soluciones de polímero en la zona de dosificación de una extrusión de un solo tornillo.
- Se estudió el efecto de la geometría del tornillo (L/D2 = 1…3) sobre el régimen de flujo y la caída de presión a una velocidad de rotación de no más de 60 rpm.
Metodología:
- Se examinó una solución acuosa de poliacrilamida al 0.5% y una solución de sal sódica de carboximetilcelulosa al 1.5% como fluido de trabajo.
9. Polímero
Principales fabricantes de extrusoras de un solo tornillo en China






