



Guía de la etrusora de doble husillo: Principio de funcionamiento, tipos y cómo elegir
Especificaciones rápidas
| Configuración de tornillo | Co-rotación o contra-rotación |
| Relación L/D típica | ³2:1 – 52:1 (hasta 68:1) |
| Rango de diámetro del tornillo | 20 mm – 200+ mm |
| Rango de rendimiento | 5 - 8,000 kg / h |
| Velocidad máxima del tornillo (co-rotación) | Hasta 1,200 RPM |
| Materiales Comunes | PP, PE, PA, PVC, PET, ABS, TPU |
La extrusora de doble husillo utiliza dos husillos entrelazados que giran dentro de un cilindro calentado para mezclar, calentar y dar forma a las materias primas, transformándolas en piezas o gránulos terminados. Se utiliza con frecuencia en líneas de composición de polímeros, sistemas de fabricación continua farmacéutica, líneas de procesamiento de alimentos para mascotas y líneas de reciclaje de plásticos en todo el mundo. El mercado global de extrusoras de doble husillo alcanzó un valor aproximado de 1.52 millones de dólares en 2025 y se prevé que crezca a una tasa de crecimiento anual compuesta (CAGR) del 5 % hasta 2033, impulsado por la demanda de técnicas de composición de alta calidad y reciclaje eficientes.
Este artículo le permitirá comprender el funcionamiento a nivel de componentes, comparar los cuatro tipos de extrusoras de doble husillo y determinar cuál se ajusta mejor a las necesidades de su proceso. Todas las especificaciones y cifras de costos que se presentan a continuación provienen de fuentes oficiales del sector, lo que le permitirá comparar presupuestos y especificaciones con datos financieros concretos, en lugar de basarse en folletos publicitarios.
Cómo funciona una extrusora de doble husillo
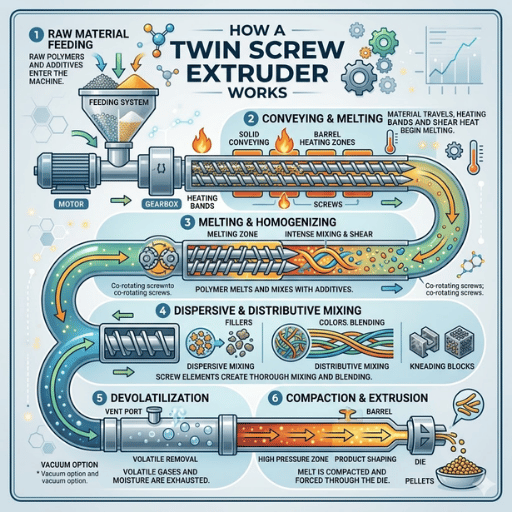
La extrusora de doble husillo cuenta con dos husillos montados concéntricamente dentro de un cilindro segmentado, como se muestra en la imagen. Ambos husillos están diseñados para engranar entre sí, lo que significa que sus hélices se acoplan al girar en la misma dirección. Este engrane proporciona una acción de autolimpieza que impulsa el material hacia adelante, a la vez que mejora la distribución de las fuerzas de cizallamiento a lo largo del cilindro y optimiza la mezcla.
En su interior, el cilindro segmentado consta de entre 6 y 12 zonas de temperatura controladas independientemente y dispuestas a lo largo de su longitud. Circuitos de enfriamiento o calentamiento controlados independientemente regulan la temperatura del líquido para mantener la temperatura del proceso de fusión dentro de ±2 °C del punto de ajuste. La materia prima ingresa a través de una tolva de alimentación, se transporta a través de diferentes secciones y, finalmente, se descarga a través de una matriz para ser moldeada en diversas formas y tamaños de gránulos o piezas terminadas.
📐 Nota de ingeniería
El proceso de extrusión pasa por cinco zonas seccionales: Zona de alimentación (transporte de sólidos a 40–80 °C) → Zona de fusión (plastificación por cizallamiento y calor en barril) → Zona de mezcla (Los bloques de amasado aplican una mezcla distributiva y dispersiva) → Zona de desgasificación (La ventilación atmosférica o al vacío elimina la humedad y los volátiles) → Zona de medición (genera presión para la descarga de la boquilla). La ubicación, el estilo y la profundidad específicos de estas secciones de zona se pueden modificar diseñando la disposición de los elementos individuales del tornillo a lo largo del eje del tornillo de la extrusora.
Detrás de la sección del tornillo se encuentra la caja de engranajes y el conjunto de accionamientos. Los niveles de par típicos para las extrusoras modernas de doble husillo co-rotantes son un 30% más altos que los diseños más antiguos, alcanzando densidades de par de 18 Nm/cm³ según datos publicados por la División de Extrusión de SPE. Incorpore el par con las dimensiones de su motor utilizando la fórmula Par = 9,550 × kW ÷ RPM, por lo que un motor de 150 kW a 600 RPM produce aproximadamente 2,388 Nm en cada eje.
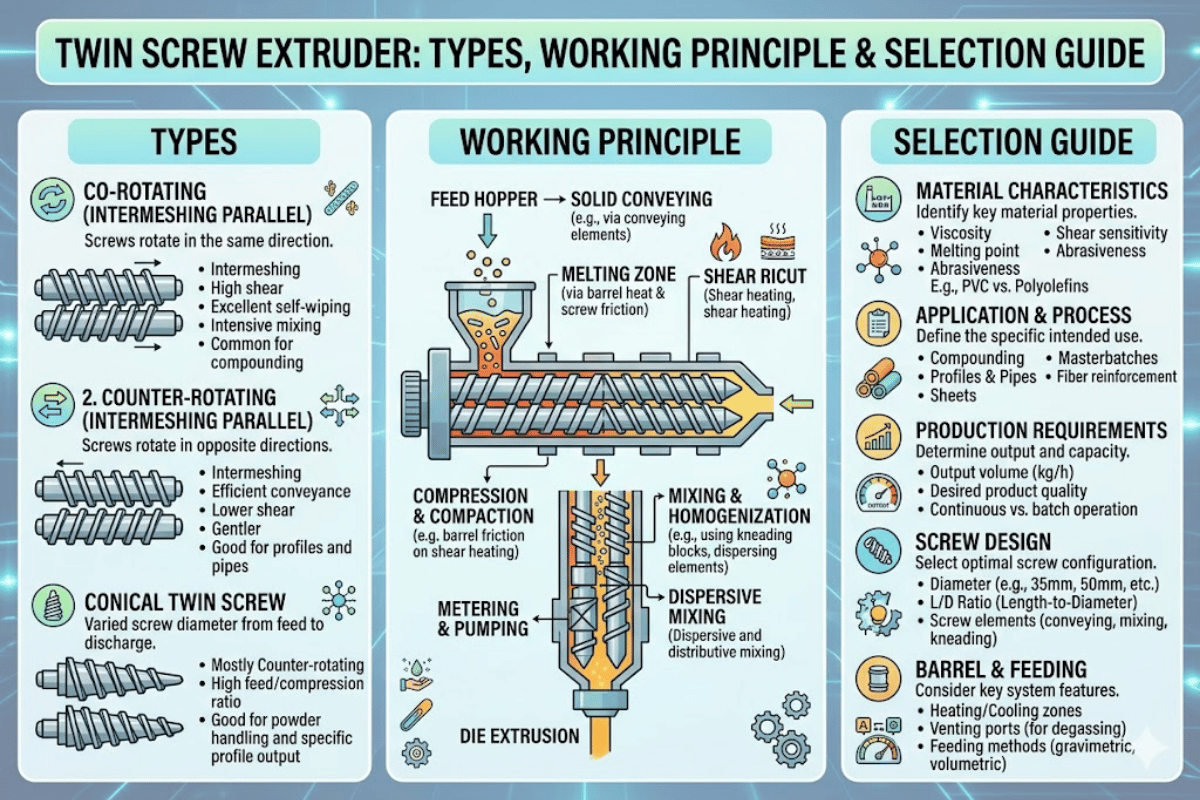
Comparativa de 4 tipos de extrusoras de doble husillo

Existen cuatro tipos de extrusoras de doble husillo, según la dirección de rotación del husillo (en el mismo sentido o en sentido contrario) y el diseño del cilindro (paralelo o cónico): cada una está diseñada para un conjunto diferente de requisitos de rendimiento y proceso.
| Tipo | Velocidad del tornillo | Rango L/D | Uso recomendado |
|---|---|---|---|
| Corrotación paralela | 300 - 1,200 RPM | 32:1 - 68:1 | Compuestos de polímeros, masterbatch, extrusión de alimentos |
| Paralelo de rotación contraria | 30 - 60 RPM | 10:1 - 25:1 | Calandrado de PVC, mezcla de baja cizalladura |
| Cónico corrotante | 200 - 600 RPM | Cónicos | Investigación a escala de laboratorio, ensayos con lotes pequeños |
| Cónico contrarrotatorio | 10 - 50 RPM | Cónicos | Extrusión de tubos y perfiles de PVC, chapa rígida |
En una extrusora de doble husillo corrotante, los husillos giran en la misma dirección. Un canal abierto formado por las hélices entrelazadas crea una trayectoria en forma de ocho que garantiza una buena mezcla y un tiempo de residencia uniforme. La configuración corrotante es adecuada para procesar la más amplia gama de polímeros termoplásticos y es, con diferencia, la configuración de doble husillo más común a nivel mundial para la mayoría de las operaciones de composición de termoplásticos.
Los diseños de rotación contraria hacen girar los tornillos en direcciones opuestas. Cuando las paletas se acoplan, se presionan entre sí, creando un efecto de calandrado a bajas revoluciones por minuto, lo que resulta eficaz con PVC y otros materiales termosensibles. Las extrusoras de doble husillo son máquinas muy versátiles, lo que las hace adecuadas para diversas aplicaciones que requieren un control preciso del proceso. Máquinas extrusoras de doble husillo Los barriles cónicos se estrechan desde un diámetro de alimentación mayor hasta un diámetro de descarga menor, generando presión de forma natural sin necesidad de bombas de fusión independientes.
Un ejemplo frecuente de elección errónea es especificar una máquina paralela de rotación conjunta para perfiles rígidos de PVC. El PVC tiene un rango de temperatura de procesamiento relativamente pequeño (165–185 °C) y se degrada rápidamente bajo altas fuerzas de cizallamiento. Las extrusoras de doble husillo cónico de rotación contraria mantienen velocidades de cizallamiento suficientemente bajas, a la vez que generan la presión necesaria para las matrices de perfilado.
Extrusora de doble husillo vs Extrusora de un solo tornillo
En el caso de una extrusora de doble husillo o de un solo husillo, la elección depende del uso que se le quiera dar al material. Las extrusoras de un solo husillo transportan y funden el material de forma muy eficiente en una sola pasada, mientras que las extrusoras de doble husillo ofrecen una extraordinaria eficiencia de mezclado.9,10
| Parámetro | Doble Husillo | Solo tornillo |
|---|---|---|
| Capacidad de mezcla | Distributivo + dispersivo; maneja hasta un 80 % de carga. | Principalmente distributivo; el relleno se limita a aproximadamente el 40%. |
| Throughput | 30 – 4,000 kg/h (rotación paralela) | 50 – 1,500 kg/h típico |
| Costo capital | 1.5× – 3× más alto | Punto de entrada inferior |
| Configuración de tornillo | Modular; los elementos de tornillo se reorganizan según la receta. | Fijo; diseño de tornillo de una sola pieza |
| Autolimpiable | Sí (diseños entrelazados) | No; requiere limpieza manual. |
| Mejor aplicación | Compuesto, extrusión reactiva, reciclaje | Fusión simple, extrusión de tuberías, soplado de película |
Si su proceso se limita a fundir y formar un polímero y no agregar ningún material de relleno, extrusora de un solo tornillo Puede ser una forma más rentable de lograr el mismo resultado final. Considere un extrusor de doble husillo al mezclar varias resinas o al agregar cargas en una proporción del 30 % o más, o si utiliza formulaciones reactivas que requieren un control preciso del tiempo de residencia.
Aplicaciones clave de la extrusión de doble husillo

Las extrusoras de doble husillo se utilizan en industrias donde la calidad del producto puede influir en la rentabilidad; requieren operación continua, control preciso de la temperatura y garantía de calidad del producto. Los principales mercados de aplicación son:
| Aplicaciones | Rango de rendimiento | Requisito clave |
|---|---|---|
| Compuesto de polímeros | 200 - 4,000 kg / h | Alto par motor para sistemas llenos |
| Masterbatch / Concentrado de color | 150 - 2,000 kg / h | Uniformidad de la dispersión del pigmento |
| Extrusión de alimentos y snacks para mascotas | 100 - 1,200 kg / h | Gelatinización del almidón, control de la humedad |
| Farmacéutica (equipos médicos para el hogar) | 1 - 50 kg / h | GMP, control del tiempo de residencia |
| Reciclaje de plastico | 300 - 3,000 kg / h | Desgasificación, tolerancia a la contaminación |
| Composición de alambres y cables | 200 - 1,500 kg / h | Dispersión ignífuga |
| Extrusión de tubos y perfiles | 50 - 500 kg / h | Estabilidad dimensional, baja cizalladura (PVC) |
En las áreas de máquina de compuestos de plásticoLas máquinas paralelas corrotantes son comunes, ya que son capaces de procesar cargas de relleno extremadamente altas, del 60-80% para el carbonato de calcio y del 30-50% para las fibras de vidrio, algo que los diseños de un solo husillo no podían hacer; mientras que en la industria alimentaria, la extrusión de doble husillo se ha utilizado para reemplazar la cocción por lotes de pellets para aperitivos y alimentos para mascotas debido a que el procesamiento continuo proporciona una calidad constante, además de una reducción del 20-35% en el consumo de energía en comparación con los sistemas por lotes.
La extrusión de fusión en caliente farmacéutica representa una de las áreas de más rápido crecimiento. Un artículo revisado recientemente de AAPS PharmSciTech Es una buena pieza de referencia para demostrar el uso de la extrusora de doble husillo como mezcladora continua para producir dispersiones sólidas amorfas, mejorando así la biodisponibilidad de fármacos poco solubles hasta los niveles deseados. Extrusora a escala de laboratorio Los modelos con una capacidad de procesamiento de hasta 0.4 kg permiten a los equipos de I+D probar la formulación antes de la producción.
Para el reciclaje, se utiliza la extrusión de doble husillo para procesar plásticos posconsumo con polímeros mixtos, alto contenido de humedad y suciedad. Las secciones de ventilación y desgasificación se utilizan para eliminar algunos componentes volátiles, mientras que el husillo de alimentación y la sección del cilindro producen una fusión de calidad constante. Los equipos posteriores, como sistema de peletización submarino Finalmente, se pueden extruir y cortar gránulos de forma uniforme, listos para su reprocesamiento o venta directa.
Especificaciones de rendimiento que afectan la calidad de salida

Cinco especificaciones diferenciarán una extrusora de doble husillo exitosa de una que no lo sea. La igualdad es clave al comparar estos cinco parámetros antes de solicitar un presupuesto.
5 especificaciones para comparar
- Par específico (Nm/cm): Las máquinas actuales alcanzan los 18 Nm/cm. Para un funcionamiento normal, manténgase un 20 % por debajo de la capacidad nominal. Cuanto mayor sea el par, mayor será la viscosidad de las mezclas de polímeros o la cantidad de compuestos rellenos que se pueden procesar sin dañar el motor.
- Relación L/D: El rango estándar va de 32:1 a 48:1. Para compuestos que requieren recirculación o con alto contenido de volátiles, aumente la relación a 52:1 con zonas para mezcla y desgasificación en extrusión reactiva o eliminación de volátiles. El aumento de la longitud del cilindro incrementa el tiempo de residencia y proporciona una mayor exposición al calor.
- Velocidad del husillo (RPM): Las unidades de rotación en el mismo sentido operan de 300 a 1,200 rpm; los modelos de rotación en sentido contrario están limitados a aproximadamente 60 rpm. Pasar de 200 a 300 rpm aumenta considerablemente la eficiencia o la producción, a la vez que proporciona mayor energía de corte. Elija la velocidad adecuada según los requisitos térmicos de la resina.
- Sistema de control de temperatura: Busque siempre sistemas de calentamiento y enfriamiento independientes para cada sección del cilindro, en 8 a 12 zonas. Un control preciso e independiente de la temperatura es necesario para evitar variaciones significativas en la temperatura de fusión, que pueden ser inferiores a ±2 °C y, en última instancia, provocar degradación.
- Equipos posteriores: Las peletizadoras de filamentos, las peletizadoras subacuáticas y las boquillas de extrusión pueden ejercer presión de retorno sobre la extrusora. Confirme que su equipo posterior requiere una presión máxima en la boquilla (entre 100 y 350 bar).
📐 Nota de ingeniería
Dimensionamiento del motor de accionamiento: Par (Nm) = 9,550 × Potencia (kW) ÷ Velocidad del tornillo (RPM)Por ejemplo, un motor de accionamiento de 200 kW a 500 rpm producirá 3,820 Nm por eje. Tecnología de plásticos Según nos informan, la causa más común de falla prematura de la caja de cambios es un motor de tamaño insuficiente. Siempre seleccione un motor que proporcione un 20 % más de torque que el utilizado en el proceso.
Problemas comunes y cómo prevenirlos
Incluso una buena extrusora de doble husillo puede presentar problemas ocasionalmente. Existen cinco causas principales para cualquier fallo observado, las cuales son totalmente prevenibles mediante una configuración adecuada y un monitoreo de condiciones.
Las hélices y los revestimientos del cilindro se erosionan con el tiempo al procesar minerales agresivos como el carbonato de calcio y la fibra de vidrio. A medida que aumenta la holgura entre el husillo y el cilindro, el material se escapa hacia atrás, lo que afecta negativamente la producción, la mezcla y la homogeneidad. Solución: utilizar cilindros bimetálicos o nitrurados especiales al procesar formulaciones agresivas y registrar el diámetro exterior del husillo en cada cambio programado de elemento.
La sobreexposición en una o dos zonas específicas del cilindro energiza excesivamente la resina, lo que provoca decoloración, degradación y, potencialmente, desgasificación. Las fallas comunes incluyen la falta de suministro de agua de refrigeración a todas las zonas, fallas en los termopares y desalineación del husillo que provoca roturas en la superficie. Se debe prestar atención a estos problemas durante la puesta en marcha. Un ingeniero especializado debe ser responsable de inspeccionar la refrigeración, calibrar los termopares y verificar la alineación del husillo.
Un exceso de aire y disolvente atrapados provocará defectos en la superficie de los gránulos pigmentados, huecos y burbujas. Si la zona de ventilación no es lo suficientemente larga o el nivel de vacío es insuficiente, el gas queda atrapado en el material fundido. Prevención: Coloque el puerto abierto en la parte superior de la zona de baja presión. Mantenga un nivel de vacío de 50 a 100 mbar en alimentaciones sensibles a la humedad.
Si la extrusora recibe demasiado material, ya sea por falta o exceso de alimentación, se desincronizan la velocidad del husillo y el flujo de material. Esto también afecta el rendimiento, el par motor y puede provocar la acumulación de material en la tolva. Prevención: Utilizar alimentadores gravimétricos con una precisión de ±0.5 %. Ajustar la velocidad de alimentación en función de la corriente del motor en tiempo real.
El funcionamiento prolongado a un par nominal cercano al 100% daña la caja de engranajes y provoca la falla prematura del husillo. Esto suele ocurrir al arrancar la extrusora con materiales fríos o con un exceso de relleno que supera los límites de instalación. Prevención: No utilice más del 60% de la velocidad nominal durante el arranque inicial. Esta velocidad puede incrementarse gradualmente una vez que el cilindro alcance la temperatura de consigna. Mantenga el funcionamiento continuo por debajo del 80% del par nominal.
Cómo seleccionar la extrusora de doble husillo adecuada
Elegir una extrusora de doble husillo que no sea la adecuada supone un costoso desperdicio de capital. Una máquina que no esté diseñada para sus aplicaciones limitará el crecimiento y el flujo del molde. Utilice la siguiente lista de verificación para guiarle a través de las siete decisiones clave que determinan si una extrusora de doble husillo es adecuada para sus aplicaciones.
- ✔
Tipo de material: ¿Termoplástico, termoestable, apto para uso alimentario o farmacéutico? El sistema paralelo corrotante cubre la gama más amplia. El sistema cónico contrarrotante es necesario para PVC rígido. - ✔
Objetivo de rendimiento: Adapta el diámetro del tornillo a tu volumen de producción. Una máquina de 35 mm maneja entre 30 y 80 kg/h; una máquina de 90 mm maneja entre 500 y 2,000 kg/h. - ✔
Relación L/D: La composición estándar utiliza una proporción de 36:1 a 44:1. La extrusión reactiva o la desgasificación intensa requieren una proporción de 48:1 a 60:1. Los cilindros más largos aumentan el costo y el espacio que ocupan. - ✔
Clase de par: Estándar (≤11 Nm/cm³), alto par (13–15 Nm/cm³) o premium (≥18 Nm/cm³). Los sistemas llenos con una carga superior al 50 % requieren la clase de alto par o premium. - ✔
Modularidad: ¿Es posible reorganizar las secciones del cilindro y los elementos del husillo sin necesidad de mecanizado? Los diseños modulares permiten personalizar la misma máquina para diferentes recetas. - ✔
Sistema de control de procesos: Como mínimo: control de temperatura mediante PLC, interfaz para alimentador gravimétrico y visualización de par/presión en tiempo real. Los sistemas avanzados añaden almacenamiento de recetas y registro de datos. - ✔
Costo total de la propiedad: El precio inicial representa solo entre el 30 % y el 50 % del costo total a 5 años. Considere el consumo de energía, los intervalos de reemplazo del husillo y el cilindro, la disponibilidad de repuestos y la capacitación del operador.
Las extrusoras de doble husillo económicas, con un precio inferior a 50 000 dólares para aplicaciones industriales típicas, tendrán un coste total de propiedad un 40 % superior en 5 años debido al desgaste acelerado del husillo (que requiere su sustitución cada 12-18 meses), un mayor consumo energético y paradas no planificadas que podrían representar entre el 10 % y el 15 % del tiempo de producción. Compare siempre los datos documentados sobre la longitud de funcionamiento del husillo y del cilindro antes de realizar una compra.
✔ Ventajas
- Las extrusoras de doble husillo ofrecen una mezcla superior para formulaciones multicomponente.
- El diseño modular de los tornillos permite cambios rápidos.
- La geometría entrelazada autolimpiante reduce el tiempo de limpieza.
- Transferencia de energía de alta eficiencia mediante cizallamiento corrotante.
- Capaz de alimentar líquidos, alimentación lateral y ventilación por vacío en una sola pasada.
⚠ Limitaciones
- Coste de capital entre 1.5 y 3 veces superior al de las máquinas de un solo tornillo.
- Los elementos del husillo y las secciones del cilindro son piezas de desgaste que requieren programas de reemplazo rigurosos.
- La familiaridad del operador es mayor debido al diseño modular.
- Los diseños de rotación contraria se limitan a aplicaciones de baja velocidad y de nicho.
- Las reparaciones de la caja de cambios son costosas y requieren un servicio especializado.
Preguntas frecuentes

P: ¿Para qué se utiliza una extrusora de doble husillo?
Ver respuesta
P: ¿Qué es mejor: una extrusora de un solo husillo o una de doble husillo?
Ver respuesta
P: ¿Cuáles son los problemas asociados con las extrusoras de doble husillo?
Ver respuesta
P: ¿Cuánto cuesta una extrusora de doble husillo?
Ver respuesta
P: ¿Cuál es el retorno de la inversión (ROI) al invertir en una extrusora de doble husillo?
Ver respuesta
P: ¿Pueden las extrusoras de doble husillo procesar plástico reciclado?
Ver respuesta
¿Está intentando determinar el sistema de extrusora de doble husillo adecuado para su proceso de fabricación?
Acerca de este análisis
UDTECH, Inc. diseña y fabrica extrusoras de doble husillo co-rotatorias y contrarrotatorias, de orientación paralela, así como modelos cónicos para diámetros de husillo de 35 mm a 145 mm. La información técnica, los datos de resolución de problemas y las referencias de costos que se proporcionan en este artículo provienen de diversas fuentes publicadas en la industria del plástico, como la División de Extrusión de la SPE, AAPS PharmSciTech y Plastics Technology. Las secciones de control de procesos se basan en la experiencia de nuestro equipo de ingeniería, quien ha realizado pruebas de las extrusoras para la composición de polímeros, masterbatch y reciclaje.
Referencias y fuentes
- Extrusoras de doble husillo como mezcladoras continuas para el procesamiento térmico: una perspectiva técnica e histórica. — AAPS PharmSciTech (Biblioteca Nacional de Medicina)
- Rango de funcionamiento de la extrusora de doble husillo — División de Extrusión de SPE
- Par motor y velocidad: ¿Cuánto es suficiente? — Tecnología de plásticos
- Informe de mercado de extrusoras de doble husillo — Investigación de mercado cognitiva
- Informe sobre el tamaño y la cuota de mercado de las máquinas de extrusión de plástico, 2030 — Investigación de Grand View
Artículos Relacionados
- Extrusora de un solo tornillo — Especificaciones, tipos y aplicaciones para sistemas de un solo tornillo
- Comprensión de las máquinas para fabricar pellets: tipos, procesos y guía de compra — Cómo funciona la peletización después de la extrusión
- Máquina para fabricar tuberías de plástico: Guía para la producción de tuberías de PVC, PE y PP — Líneas de extrusión de tuberías que se combinan con mezcladoras de doble husillo.
- Extrusora para la preparación de compuestos de masterbatch de relleno — Procesamiento de alto contenido de relleno a escala
- Sistema de peletización subacuática — Peletización posterior para líneas de composición






