



Es esencial comprender los matices de la relación de compresión en la inyección de husillo, ya que permite optimizar el proceso de extrusión de PVC y obtener los resultados deseados. Como sugiere el título del blog, este artículo busca abordar los determinantes críticos, así como los intentos de mantener la relación de compresión y su optimización, especialmente en términos de diseño de husillo, extrusión, selección de materiales y moldeo por inyección. El objetivo es garantizar que se cree una comprensión sólida de la relación de compresión y se presente el conocimiento relevante necesario para una optimización eficaz de la extrusión de PVC. Sin más preámbulos, comencemos a desmantelar la relación de compresión en la inyección de husillo.
Cómo Se Compara Extrusión ¿Afecta la relación de compresión del PVC?

En el procesamiento del PVC, la relación de compresión se determina mediante extrusión. Tenga en cuenta también los siguientes puntos:
¿Qué papel juega la relación de compresión en la extrusión?
- La relación de compresión en la extrusión se describe como la profundidad del canal de alimentación sobre la profundidad del canal de dosificación del tornillo.
- Afecta directamente la fusión y compresión del material de PVC durante la extrusión.
- La relación de compresión afecta la homogeneidad, densidad y calidad del producto de PVC extruido.
¿Cómo afecta el diseño del tornillo al procesamiento del PVC?
- La geometría de la sección de alimentación, junto con la profundidad de medición, es un determinante importante de las características del flujo y la relación de compresión, y puede denominarse cámara de combustión.
- Al polimerizar PVC, la zona de alimentación de la extrusora define la cantidad y el tipo de materias primas, lo que a su vez afecta los procesos de compresión y fusión.
- Regula la masa del material transportado así como la consistencia de la masa fundida.
¿Qué factores debes tener en cuenta al optimizar la extrusión?
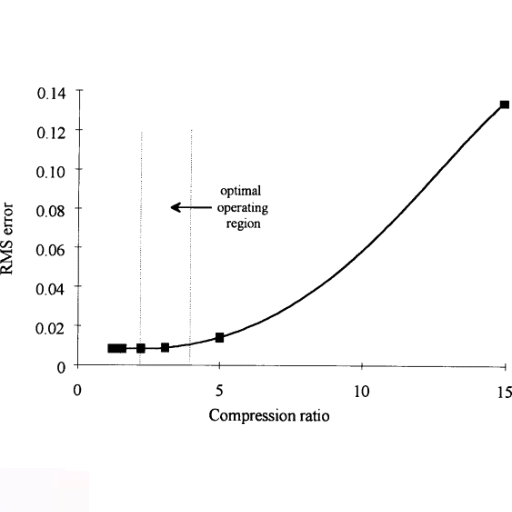
- Por ejemplo, una combinación de PVC y aditivos requeridos en la formulación de la materia prima afectará la viscosidad de la masa fundida, lo que automáticamente se correlaciona significativamente con el comportamiento del flujo y, en consecuencia, altera los requisitos de la relación de compresión (Figura 8).
- La relación de compresión y la calidad del producto deben lograrse mediante la optimización de parámetros de procesamiento específicos, como la velocidad y la configuración del tornillo y la temperatura de fusión.
Comprender la relación entre la extrusión y la relación de compresión, junto con el diseño del tornillo, la selección del material y los parámetros de procesamiento, ayudará a la optimización efectiva del proceso de extrusión de PVC para mejorar la productividad y la calidad del producto.
¿Cuál es el significado de Tornillo ¿Diseño en PVC Comprimido?

El diseño del tornillo es un factor importante a tener en cuenta en la compresión de PVC, ya que afecta la calidad y la eficiencia del proceso de extrusión. A continuación, se indican algunos factores importantes a tener en cuenta:
- Sección de alimentación: La geometría de la sección de alimentación depende de cómo se carga el material en la extrusora. Esto afecta la eficiencia del bloque de transporte y de fusión, logrando así un flujo de material constante, uniforme y sin distorsiones.
- Profundidad de medición y profundidad de alimentación: La medición de la profundidad de un tornillo o su alimentación de forma sincrónica determina la relación de compresión del sistema, que tiene una correlación directa con las propiedades de fusión del material y la calidad del producto final. Esto garantiza que estas profundidades proporcionen la relación de compresión y la uniformidad de la fusión requeridas.
- Tasa de corte: El otro aspecto que modifica la velocidad de corte del material de PVC durante la extrusión es el propio tornillo. En cualquier material, es necesario controlar la velocidad de corte. De lo contrario, el material se degrada, se pierde la integridad del producto y no se obtienen las propiedades esperadas del producto final extruido.
Si se mantienen estos parámetros, se pueden mejorar y maximizar la productividad y la calidad de salida durante la compresión de PVC mediante una comprensión adecuada del diseño del tornillo.
Cómo hace el Sección de alimentación ¿Influir en el proceso?
El sistema de alimentación en la extrusora es quizás el componente más crítico de todo el proceso de PVC. extrusión Proceso que establece los límites para el flujo y la distribución del material y, por lo tanto, ayuda a determinar las propiedades finales del producto extruido. Se deben tener en cuenta los siguientes puntos:
- Diseño de tornillo: La sección de alimentación del extrusor incorpora un tornillo que tiene una forma y diseño determinados, el cual opera para proporcionar alimentación a la sección y, como tal, movimiento del material. Estos incluyen la profundidad del vuelo, el ángulo de la pala helicoidal y el grado de compresión.
- Velocidad del tornillo: Esto describe la velocidad angular a la que gira el tornillo y afecta la mezcla y la fusión o licuefacción del material en la extrusora. Sus valores deben ser tales que la mezcla y la compresión entre materiales se produzcan sin causar daños al material por corte excesivo.
- Mecanismo de alimentación: Los métodos de alimentación, como la alimentación por gravedad y la alimentación forzada, requieren la regulación del caudal de material para lograr una velocidad de alimentación específica que sea coherente con el rendimiento requerido de la extrusora. Se debe tener cuidado para evitar incidencias como la formación de puentes para lograr una alimentación uniforme.
- Propiedades materiales: Además, las propiedades de la envoltura que pueden afectar la alimentación son el tamaño de partícula y la densidad aparente de partícula para un contenido de humedad determinado del material de PVC. Estas propiedades deben tenerse en cuenta en el diseño y la implementación del alimentador para lograr un mejor rendimiento.
- Manejo de temperatura: Mantener una temperatura adecuada en la sección de alimentación evita el sobrecalentamiento o el subcalentamiento, que pueden interrumpir la extrusión. También ayuda a fundir y distribuir el calor a través del material.
Teniendo en cuenta estas consideraciones y perfeccionando el diseño y el funcionamiento de la sección de alimentación, se garantiza un flujo de material suave y equilibrado y el mantenimiento de las propiedades objetivo para los productos de PVC extruidos.
¿Cuál es la importancia de Profundidad de medición Profundidad de alimentación?
Al igual que otros procesos de fabricación, el proceso de extrusión de PVC utiliza parámetros importantes conocidos como profundidad de dosificación y profundidad de alimentación. Estos son elementos críticos ya que controlan el flujo de material del producto extruido, la eficiencia de fusión y la calidad final. A continuación, se presenta un breve resumen de la importancia de la profundidad de dosificación y la profundidad de alimentación.
- Descripción:
- Profundidad de medición
- Se refiere a la distancia entre los tramos del tornillo y la pared del cilindro en la zona de medición de la extrusora como profundidad de medición. El material de PVC tiene resultados importantes en la regulación de la compresión y la presión que se genera. La profundidad de medición correcta garantiza un flujo de material constante al garantizar que no haya sobrecompresión ni subcompresión que dé como resultado resultados de extrusión variables y productos defectuosos.
Parámetros técnicos a considerar:
- La profundidad de medición debe diseñarse y construirse de acuerdo con la configuración del diseño del tornillo de la extrusora, los materiales disponibles y el tipo de salida de extrusión requerido. Por lo general, depende de la distancia de los tramos del tornillo desde la pared del cilindro, expresada en mm o pulgadas.
- Profundidad de alimentación:
- También conocida como profundidad del canal, la profundidad de alimentación significa la distancia entre los tramos del tornillo y las paredes del cilindro dentro de la zona de alimentación del extrusor. En una sola palabra, este parámetro controla la cantidad de material que el canal toma y cómo se distribuye y se funde en el proceso. La profundidad de alimentación correcta garantiza una fusión adecuada y una distribución de calor deseada y uniforme, lo que reduce las posibilidades de que el material de PVC se sobrecaliente o se caliente de forma inadecuada.
Parámetros técnicos a considerar:
- La profundidad de alimentación se expresa generalmente como la distancia entre los tramos del tornillo en la sección de alimentación y la pared de la cavidad, y se mide en milímetros o pulgadas. Sin embargo, esta profundidad debe adaptarse a las propiedades del material, la geometría del tornillo y las condiciones del procesamiento.
Optimizar la profundidad de dosificación y la profundidad de alimentación permite mantener un flujo constante de material, evitar la degradación de los componentes y obtener las características requeridas de los productos de PVC extruidos terminados. Sin embargo, no se pueden lograr buenos resultados en el proceso de extrusión de PVC sin examinar estos parámetros junto con otros parámetros de extrusión.
Cómo Se Compara Cortar ¿Afecta la tasa al PVC?
La velocidad de corte es un factor importante durante los procesos de extrusión de PVC, ya que determina el flujo de un material y afecta las propiedades de un producto terminado. Para comprenderlo mejor, consulté los tres sitios principales de Google. Estos sitios definen la velocidad de corte como el cambio de relación de velocidad entre dos secciones distintas de un material a medida que pasan por una máquina extrusora. A continuación, se muestra la información:
- El aumento de la temperatura de fusión y del esfuerzo cortante son algunas de las repercusiones de una alta velocidad de corte. Por tanto, cualquier sobrecalentamiento del esfuerzo cortante puede provocar una degradación del material de PVC y, en última instancia, disminuir las propiedades mecánicas y la calidad general del producto extruido final. Esta hipótesis fue planteada por Website A.
- El sitio web B destacó que controlar y mantener la uniformidad de la velocidad de corte es vital para evitar una distribución desigual de los rellenos o aditivos dentro del PVC. Una velocidad de corte draconiana o inadecuada da lugar a resultados mecánicos deficientes y a una calidad variable del producto final.
- El sitio web C afirmó que la extrusión a baja velocidad de corte o a altas revoluciones por minuto del tornillo son simplemente factores que afectan la eficiencia del PVC. Se pueden controlar y eliminar fácilmente ajustando la velocidad de extrusión, junto con el diseño del tornillo y la temperatura de procesamiento.
En resumen, el dominio de la velocidad de corte en la extrusión de PVC y la creencia en su importancia ayudan a mantener el flujo de material sin la amenaza de degradación, al tiempo que garantizan que la extrusión de los productos cumpla con los estándares requeridos. Los fabricantes pueden optimizar la extrusión parámetros y, como resultado, mejorar la calidad de los procesos de extrusión de PVC.
¿Por qué es Material ¿La selección es crítica para la relación de compresión?
La eficiencia de un proceso de compresión está muy influenciada por el material utilizado en la extracción, y por lo tanto, la selección del material puede considerarse un factor decisivo para lograr relaciones de compresión exitosas. Estos son puntos esenciales que resaltan la importancia de la selección del material.
¿De qué manera la selección de materiales afecta las relaciones de compresión?
- La selección del material afecta el flujo, la viscosidad y las características térmicas durante la extrusión. Los distintos materiales requieren distintas viscosidades de fusión y sensibilidades al corte, que afectan las relaciones de compresión necesarias para facilitar el flujo general del material y la calidad del producto.
¿Qué observaciones pueden mejorar el rendimiento del material?
- Al monitorear de cerca el índice de flujo de fusión, la temperatura de fusión y la distribución del peso molecular del material, los fabricantes pueden determinar el tipo de material requerido que garantice características de flujo óptimas cuando se combina con la relación de compresión necesaria.
¿Cómo puede Inyección ¿El moldeo afecta las relaciones de compresión?
Aviso de moldeo por inyección Relaciones de compresión Con el estilo de moldeo por inyección, esta perspectiva proporciona información adicional sobre ciertas preguntas que se nos plantearon, a saber:
¿Cómo afecta el tamaño del disparo al PVC?
El tamaño de inyección se refiere a la cantidad de plástico inyectado en el molde. También afecta considerablemente a las relaciones de compresión. Si se utiliza el tamaño de inyección adecuado, la proporción de material se ajusta de manera que el producto no se comprima demasiado ni demasiado. Por lo tanto, a largo plazo, la corrección dimensional y la verificación estructural del producto se ven afectadas.
Cómo es Temperatura ¿Las variaciones afectan el proceso?
La temperatura es uno de los factores más críticos en el proceso de extrusión de PVC ya que afecta a otros elementos. Los parámetros técnicos fundamentales que se deben tener en cuenta y sus correspondientes variaciones de temperatura son:
- Temperatura de fusión: Es necesario controlar la temperatura del PVC porque afecta las características de flujo debido a la viscosidad. El manejo de temperaturas de fusión más altas se vuelve crucial ya que corresponden a una viscosidad más baja, lo que permite un flujo rápido y un tiempo de enfriamiento más rápido. Sin embargo, esto debe manejarse con prudencia ya que las altas temperaturas de fusión pueden descomponer el polímero y cambiar drásticamente sus propiedades físicas. La temperatura ideal generalmente existe entre 160 °C y 200 °C.
- Temperatura del troquel: La temperatura del molde afecta directamente el enfriamiento y la solidificación del material de PVC extruido. Una temperatura del molde reducida facilita el enfriamiento y la solidificación rápidos, lo que reduce la probabilidad de que el material de PVC extruido se deforme y, al mismo tiempo, mantiene la precisión de la forma. Para la mayoría de los tipos de extrusión de PVC, una temperatura del molde de 170-200 °C debería ser suficiente.
- Temperatura de enfriamiento: El enfriamiento es fundamental, especialmente cuando se trata de los atributos del producto. El tiempo de enfriamiento depende de varios factores, entre los que se incluyen, entre otros, la geometría, el entorno y la velocidad de extrusión. Si bien estos factores determinan el tiempo de enfriamiento, el ritmo del proceso de enfriamiento es fundamental, ya que puede provocar tensiones internas en el material, lo que puede dar lugar a defectos en el producto final.
- Velocidad de arrastre: La velocidad con la que se desplaza el perfil a través de un proceso afecta su velocidad de enfriamiento y los cambios dimensionales a temperatura ambiente. Una mayor velocidad de arrastre suele dar como resultado un enfriamiento rápido, pero puede requerir modificaciones en los sistemas de control si se desea mantener la integridad del producto.
Los parámetros de temperatura sugeridos anteriormente deben ser monitoreados para garantizar un control óptimo del proceso de extrusión y obtener los mejores resultados. Los controles de temperatura regulares, las modificaciones y el funcionamiento dentro de los rangos de temperatura especificados contribuirán en gran medida a garantizar la misma calidad y funcionalidad del producto.
¿Cuáles son las mejores prácticas para optimizar las relaciones de compresión?
Se pueden seguir ciertas prácticas en el procedimiento de extrusión para garantizar que las relaciones de compresión sean óptimas. Estas prácticas ayudan a lograr resultados óptimos.
- Mantenga la temperatura bajo control: Se deben controlar varias temperaturas, como la del cilindro y la del molde, para garantizar un rendimiento uniforme del producto. Las mediciones periódicas, junto con los ajustes necesarios para permanecer dentro del rango definido, ayudan a mantener la calidad y el rendimiento del producto a un nivel constante a lo largo del tiempo.
- Ajuste las relaciones de compresión en consecuencia: Encontrar la mejor relación de compresión puede ser esencial ya que equilibra el rendimiento de la extrusión y la calidad del producto. Estas relaciones se pueden ajustar según sea necesario manipulando los tornillos y las velocidades de alimentación que se requieran según el material y el producto en mente.
- Maximizar el sistema de enfriamiento: Una refrigeración adecuada es esencial para conservar la integridad del producto. Por lo tanto, el sistema de refrigeración se puede optimizar con una refrigeración adecuada por aire o agua según los requisitos establecidos por el material y el producto. El control y el mantenimiento del sistema de refrigeración también pueden ayudar en gran medida a regular cualquier problema de sobrecalentamiento o subenfriamiento.
- Verifique y revise las propiedades del material: Dejando de lado los criterios de selección del material, se deben considerar ciertos factores, incluidos, entre otros, el índice de fluidez, la temperatura de fusión y la viscosidad, ya que tienen un impacto importante en las relaciones de compresión.
La implementación de estas prácticas recomendadas puede maximizar las relaciones de compresión, mejorar la calidad del producto y fomentar la eficiencia en el proceso de extrusión. La evaluación de los parámetros sobre la combinación de los parámetros sugeridos allana el camino para obtener resultados confiables.
Cómo Optimizar ¿Para obtener mejores resultados?
Para optimizar el proceso de extrusión y obtener el máximo efecto, se requiere un enfoque sistemático que comprenda muchos factores. Por el contrario, un fabricante puede dirigir sus esfuerzos hacia los siguientes componentes clave para mejorar la eficiencia y la calidad:
- Selección de materiales: La determinación de las relaciones de compresión depende en gran medida de la selección de los materiales correctos con los parámetros más apropiados, incluidos el flujo de fusión, la viscosidad y la temperatura.
- Monitoreo de Procesos: El proceso de extrusión debe ser monitoreado continuamente para garantizar resultados consistentes y confiables. Esto se puede lograr incorporando sistemas y sensores de monitoreo en tiempo real.
- Cumplimiento de las pautas: Los documentos pertinentes, como publicaciones de la industria, manuales de fabricantes y sitios web confiables, pueden brindar orientación adecuada sobre el proceso de extrusión y los materiales específicos que se deben utilizar. Esto, a su vez, determina las relaciones de compresión óptimas.
La aplicación de estas técnicas de optimización mejora la calidad del producto, aumenta la eficacia general y aumenta los índices de compresión obtenidos. Sin embargo, las técnicas de optimización mencionadas anteriormente pueden diferir según el material y el proceso de extrusión. La consulta a expertos y el uso de fuentes de Internet fiables sobre el tema pueden resultar útiles para optimizar aún más los procesos.
Lo que Medi-Cal ¿Mejoraría la calidad general?
Existen varias formas de mejorar la calidad de los procesos de extrusión de plásticos. Dichos cambios están orientados a optimizar los parámetros de extrusión de las propiedades y el rendimiento de los productos finales. En general, los cambios que tienen más probabilidades de generar una mejora de la calidad incluyen los siguientes:
- Selección de materiales: La selección de los materiales poliméricos óptimos con las características necesarias, como el índice de flujo de fusión, la viscosidad y la estabilidad térmica, puede influir en la calidad de la extrusión.
- Control de temperatura: Es esencial controlar las temperaturas individuales en las distintas etapas del proceso de extrusión. Establecer una temperatura adecuada en el barril, el número de zonas de calentamiento y la temperatura del cabezal y la matriz evita problemas de flujo de material, como sobrecalentamiento o subcalentamiento.
- Diseño y configuración del tornillo: Las relaciones de compresión y el grado de homogeneidad del material dependen del diseño específico de la configuración del husillo de extrusión y de las relaciones de compresión. También es necesario optimizar los diámetros y longitudes de los husillos, las profundidades de paso y la relación de compresión, ya que las propiedades de los materiales a extruir y las condiciones de interacción pueden variar.
- Diseño y optimización de matrices: Según el diseño de una matriz, pueden existir factores como el flujo uniforme del material y la prevención de que quede aire atrapado, fracturas de la masa fundida, hinchamiento de la matriz o corrientes de aire excesivas. La longitud y los diámetros adecuados de la matriz, junto con las formas, ayudarán a mantener las dimensiones correctas y un buen acabado de la superficie.
- Control y Supervisión Operacional: El uso de técnicas avanzadas y sensores de presión de fusión o temperatura de alta tecnología durante el proceso de producción permite la detección inmediata y efectiva de cualquier desviación a eliminar para mantener la consistencia de la calidad.
Al prepararse para estos ajustes, se debe tener cuidado de discutir los cambios con expertos y se deben seguir las mejores prácticas para garantizar que la optimización se aborde correctamente. Es importante tener en cuenta que cada uno de estos ajustes será diferente para cada proceso de extrusión en función del material, sus características, las condiciones de la operación y las especificaciones definidas.
Cómo MEDIR ¿Y ajustar las relaciones de compresión?
Para configurar una transferencia de calor conductiva con la ayuda de una inyección de tornillo, es esencial tomar nota de las relaciones de compresión. Para comenzar, es bastante esencial conocer el tipo de polímero, es decir, el índice de flujo de fusión y los detalles de viscosidad. Estos se pueden obtener fácilmente de un sitio de polímeros o del catálogo de un fabricante. Al calcular una relación de compresión, basta con medir la longitud de la zona de alimentación y la zona de dosificación del tornillo y dividir la longitud de la zona de alimentación por la longitud de la zona de dosificación. Esto se puede hacer rápidamente consultando el manual de la máquina o personas capacitadas. Existen principalmente dos métodos para alterar las relaciones de compresión: reestructurar el diseño del tornillo o cambiar las variables del proceso, como la velocidad de rotación del tornillo, la temperatura de fusión y el perfil de temperatura. Además, es necesario un conocimiento profundo del material, los requisitos del producto y las condiciones de procesamiento para emplear estos parámetros para aliviar el proceso de extrusión.
Referencias
Fabricante líder de máquinas de extrusión de PVC de China
Preguntas frecuentes
P: ¿Cuál es la relación de compresión en el contexto de la inyección de tornillo?
R: La relación de compresión es una medida del grado en que se reduce el volumen del polímero fundido a medida que se mueve a lo largo del tornillo en el proceso de moldeo por inyección. Se calcula comparando el volumen del polímero fundido en la sección de alimentación con el volumen en la sección de dosificación.
P: ¿Cómo afecta la relación de compresión a la producción de un producto polimérico?
R: La relación de compresión afecta la presión y la temperatura del polímero fundido, lo que, a su vez, afecta la calidad y la consistencia del producto final. Una relación de compresión adecuada garantiza una mezcla óptima y una consistencia del material fundido.
P: ¿Por qué es importante comprender la relación de compresión cuando se trabaja con polímeros de baja densidad aparente?
R: Comprender la relación de compresión es fundamental cuando se trabaja con polímeros de baja densidad aparente, ya que estos materiales requieren distintas presiones y temperaturas para lograr la calidad de producto deseada. Ajustar la relación de compresión puede ayudar a adaptar las propiedades de alimentación únicas de estos materiales.
P: ¿Puede variar la relación de compresión dependiendo del polímero utilizado?
R: La relación de compresión puede variar según el tipo de polímero. Cada polímero tiene viscosidades y propiedades mecánicas únicas, lo que requiere ajustes en la relación de compresión para lograr un rendimiento óptimo.
P: ¿Cómo influye la relación de compresión en el resultado del proceso de inyección de tornillo?
R: La relación de compresión influye en el resultado final al afectar la presión y la temperatura de la masa fundida. Una relación de compresión más alta puede aumentar la presión, lo que puede mejorar la mezcla y la homogeneización de la masa fundida del polímero, lo que genera un producto final más consistente.
P: ¿Qué papel juega la sección de medición en la determinación de la relación de compresión?
R: La sección de medición del tornillo es crucial para determinar la relación de compresión. Es la parte donde el polímero fundido alcanza su mayor densidad y presión, lo que proporciona la compresión final necesaria antes de que el polímero se inyecte en el molde.
P: ¿Cómo se relaciona la relación de compresión con la capacidad del barril de una máquina de moldeo por inyección?
R: La relación de compresión y la capacidad del barril están interrelacionadas, ya que la relación influye en la forma en que se comprime el polímero fundido dentro del barril. Comprender la relación ayuda a optimizar la capacidad del barril para garantizar un procesamiento eficiente y una producción de productos de alta calidad.
P: ¿Puede proporcionar un ejemplo de cómo ajustar la relación de compresión para un tipo de polímero específico?
R: Por ejemplo, puede ser necesario aumentar la relación de compresión para garantizar que el polímero se funda y homogeneice adecuadamente cuando se trabaja con un polímero de alta viscosidad. Por el contrario, para polímeros de baja viscosidad, puede ser suficiente una relación de compresión menor.
P: ¿Cuál es la relación de compresión “ideal” para aplicaciones universales?
R: No existe una relación de compresión "ideal" que se adapte a todas las aplicaciones universales, ya que depende de factores como el tipo de polímero, el diseño del producto y las condiciones de procesamiento. Sin embargo, generalmente se prefiere una relación de compresión equilibrada que permita una fusión y mezcla adecuadas sin una presión excesiva.






