



El trefilado y la extrusión son procesos de metalistería de gran relevancia y con objetivos y resultados diferentes. En este artículo se analizan dos de estos procesos: el trefilado y la extrusión y su relevancia en relación con el proceso, la aplicación más común y la comparación con otros métodos. Al comprender el trefilado y la extrusión, el lector reconocerá en qué se diferencian estos dos métodos, cuáles son sus méritos y qué dificultades se encuentran en el uso práctico de estos métodos. En este artículo, exploraremos los dos procesos de trefilado y extrusión que han atraído mucha atención pero poco énfasis en lo que hacen en la metalistería, así como los diferentes campos en los que se necesitan estos procesos, así como la precisión y confiabilidad que deben tener.
¿Qué es el trefilado?

El trefilado es un proceso de metalistería en el que se tira de un alambre de metal a través de una serie de matrices para reducir su diámetro y aumentar su longitud. Este es un proceso que se utiliza comúnmente en varias industrias, entre ellas la fabricación de alambres para aplicaciones eléctricas, la fabricación de componentes para automóviles y la construcción. El trefilado permite un control preciso de las dimensiones del alambre y de sus propiedades mecánicas, lo que produce alambres con mayor resistencia, mayor flexibilidad y mejor conductividad. La deformación controlada del alambre permite una fácil eliminación de impurezas y defectos superficiales en el alambre, logrando un acabado superficial brillante y uniforme. De esta manera, los fabricantes de alambre pueden crear alambres de diversos espesores y longitudes según los requisitos de las diferentes aplicaciones.
Explicación del proceso de trefilado
El trefilado es un proceso de trabajo de metales que se emplea para fabricar cables de longitudes y espesores variables, que son más resistentes, más flexibles y más conductores. Implica tensar el cable hasta ciertos límites mientras se limpia y alisa la superficie del cable. La importancia del trefilado se debe al hecho de que ofrece posibilidades de controlar con precisión el diámetro, la longitud y muchas otras características mecánicas de un cable necesarias en las industrias de cableado eléctrico, construcción y fabricación.
El trefilado se puede definir como un proceso en el que se hace pasar un alambre a través de una matriz, seguido de un alargamiento y una reducción gradual de la sección transversal del alambre. La matriz tiene una abertura que se mantiene estirada a medida que el alambre se inclina a través de ella. La abertura a través de la matriz constriñe el alambre a medida que la tensión que se ejerce sobre él a lo largo de su longitud hace que se estire. Este endurecimiento por deformación aumenta en general la longitud del alambre. En este proceso de varios pasos se emplean diferentes tensiones para crear alambres de alambre con la geometría y las características prescritas.
El trefilado de cables se utiliza con mayor frecuencia en cables eléctricos, donde se requiere la capacidad de reproducir las dimensiones de los cables y sus propiedades funcionales eléctricas. Una gran cantidad de aplicaciones que se extienden a muchas industrias se encuentran en la fabricación de componentes y productos, como piezas de automóviles, resortes y sujetadores, por mencionar algunos, con trama o resistencia y variación del cable.
Es esencial comprender que tanto el trefilado como La extrusión son procesos que implican el cambio de forma de un metal. Mientras que el trefilado tiene como objetivo extraer el alambre reduciendo su diámetro y aumentando su longitud, en la extrusión, el metal se bombea o se fuerza a través de una matriz para producir formas y perfiles intrincados. Ambos procesos tienen su importancia y aplicaciones, pero ambos son procesos indispensables en las industrias metalúrgicas que permiten fabricar productos de alta calidad en una variedad de industrias.
Aplicaciones en cableado eléctrico
En lo que se refiere al cableado eléctrico, el trefilado y la extrusión de cables se encuentran entre los procesos más importantes que garantizan la producción de componentes eléctricos ideales. En particular, el trefilado, que pone énfasis en el alargamiento de los cables a la vez que se reduce el tamaño del diámetro, es muy beneficioso para la formación de una extensa red de cables de calibre muy fino que se utilizan en circuitos eléctricos sofisticados. Sin embargo, la extrusión permite la formación de formas y perfiles complejos necesarios para conectores, cajas de conexiones o aislamiento de cables. Gracias a esta combinación de técnicas, los fabricantes pueden cumplir con muchas normas estrictas impuestas por el segmento eléctrico de la economía y ofrecer sistemas eléctricos fiables y eficaces.
Cómo el trefilado es un proceso para trabajar metales
El trefilado es un proceso que implica la creación de alambres en densidades más pequeñas sin acortar la longitud del alambre. El trefilado se define esencialmente como el acto de formar un alambre al pasarlo a través de una secuencia de troqueles. Mediante el trefilado se crea un alambre angosto de longitud considerable que se utiliza para aplicaciones como circuitos de alambre y muchas otras conexiones electrónicas si es necesario. Cada proceso de trefilado de alambre aumenta la resistencia del alambre y su integridad mecánica y eléctrica, además de mejorar la tensión superficial del alambre.
La principal operación que se lleva a cabo durante el proceso de trefilado es la deformación del alambre. El alambre se estira a través de las matrices a una determinada tensión y durante el proceso de tracción se produce una deformación plástica del metal y se reduce el diámetro. Durante el trefilado de los alambres, la superficie del alambre se recubre con un lubricante para reducir el contacto y los daños en la superficie. Los parámetros del trefilado incluyen:
Diámetro del alambre: el espesor inicial o previo al trefilado se denomina diámetro del alambre.
Tamaño de la matriz: en lo que respecta al trefilado, el alambre más rápido se completa con las dimensiones deseadas de las matrices.
Relación de reducción: se expresa como el diámetro del cable inicial dividido por el diámetro del cable final y proporciona una estimación del cambio.
Velocidad de trefilado: por cada matriz utilizada en el proceso de trefilado, hay una matriz a través de la cual se trefila el alambre. La velocidad de trefilado influye directamente tanto en la eficacia como en la calidad del trefilado.
Lubricación: Es el lubricante que se aplica durante la dirección y se utiliza en el proceso de trefilado para minimizar la resistencia durante el trefilado.
El trefilado es un proceso especializado y esencial para la fabricación de cables y alambres eléctricos, y tiene numerosos usos en las industrias automotriz, aeroespacial y de telecomunicaciones. Permite producir cables con dimensiones y propiedades mecánicas controladas que serán útiles y eficaces cuando se utilicen en sistemas eléctricos.
Explorando el proceso de extrusión
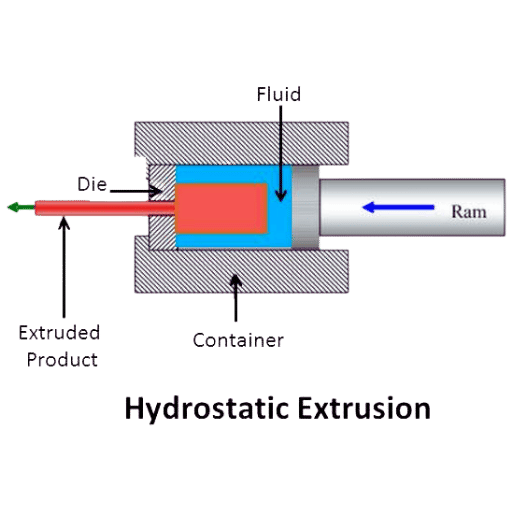
El proceso de extrusión es un método fundamental en la metalurgia que se utiliza para fabricar artículos con siluetas intrincadas y características de resistencia específicas. Consiste en aplicar alta presión a uno o más materiales, generalmente metálicos o plásticos, forzando al material a pasar a través de una forma (una matriz) con la geometría y las características deseadas. Con este conocimiento sobre las características del proceso de extrusión, los fabricantes pueden usarlo para la producción de componentes de diferentes formas, dimensiones, características mecánicas, así como mejoras de superficie.
Tipos de extrusión: directa e indirecta
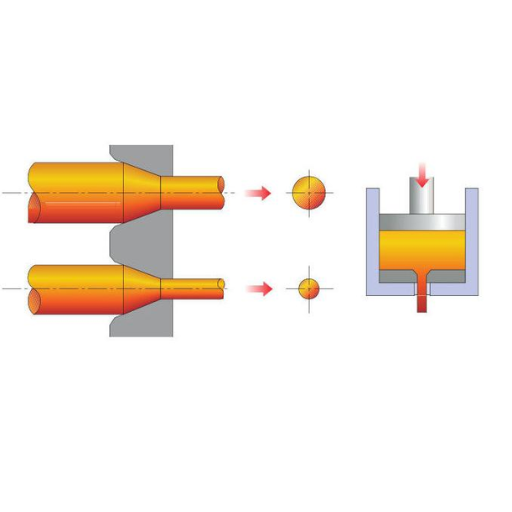
Se pueden hacer dos distinciones principales sobre la extrusión: extrusión directa e indirecta. La extrusión directa es cuando el pistón empuja el material a través de la matriz. Se utiliza para materiales que tienen fuerzas de extrusión menores y secciones transversales fáciles de extruir. Por el contrario, la extrusión indirecta es lo opuesto, ya que la matriz se mueve hacia el material, empujándolo a través de ella. Esta técnica se utiliza en materiales con fuerzas de extrusión mayores o formas transversales más complicadas. Tanto la extrusión directa como la indirecta de la formulación tienen sus ventajas especiales y son igualmente aceptadas en la fabricación de metales y plásticos en varios campos. Para comprender mejor estos tipos de extrusión, el mejor enfoque sería visitar los 3 principales sitios web actuales en Google.com sobre estos temas.
El papel de la extrusión en el trabajo de metales
La extrusión tiene una función muy importante en el trabajo de los metales, ya que se utiliza para crear piezas metálicas de manera eficiente y precisa. Como proceso de deformación, la extrusión ayuda a capturar estructuras internamente consistentes de formas transversales más complicadas en los metales. Al contrastar el trefilado y la extrusión, se debe afirmar que ahora existe una actividad común de trabajo de los metales, pero la tecnología y el propósito funcional son fundamentalmente diferentes. El trefilado se ocupa de la producción de cables que se utilizarán para aplicaciones eléctricas y estructurales, mientras que la extrusión se utiliza ampliamente en las industrias de plásticos y metales. Estos procesos también tienen otras ventajas, como un mejor acabado de la superficie y la capacidad de trabajar en materiales trefilados que requieren grandes fuerzas de extrusión. Sin embargo, existen algunos problemas asociados con el trefilado de metales o el dominio de la extrusión y el trefilado de metales: abordar la desventaja de la deformación. Una vez que se conocen las peculiaridades de los proceso de extrusión Una vez comprendidos, los fabricantes podrán entregar productos metálicos de calidad.
¿Por qué la extrusión es un proceso de deformación?
La extrusión es un proceso de trabajo de metales muy eficiente, diseñado para facilitar la deformación de los fabricantes que buscan crear una variedad de formas. Este proceso consiste en aplicar una gran cantidad de fuerza, ya sea en un movimiento de empuje o de tracción, sobre un material que se ha moldeado para que encaje en un troquel, alterando así su área de sección transversal y sus dimensiones en el proceso. Los siguientes puntos destacan las razones por las que la extrusión es un método preferido para la deformación:
Eficiencia en Dimensiones y Formas: El uso de la extrusión es beneficioso para los productores ya que podrán regular la deformación en el proceso garantizando dimensiones y formas uniformes. Algunos de los parámetros que se deben tomar en cuenta durante las etapas previas a la extrusión de metales son la temperatura, la velocidad de extrusión y la geometría de la matriz.
Estructura interna mejorada: la tecnología de extrusión puede corregir considerablemente las propiedades de los materiales con los que se trabaja. Mejorará la estructura del grano, reforzará el material e incluso enriquecerá las propiedades mecánicas de todo el material. Se deben respetar las temperaturas óptimas durante la extrusión y las composiciones de aleación adecuadas para lograr las propiedades esperadas de un material.
Creación de formas complejas: debido a que la extrusión requiere la producción de formas complejas, puede resultar difícil fabricarlas con técnicas tradicionales. Al utilizar configuraciones de matriz adecuadas, los fabricantes pueden lograr la tarea de extruir materiales en secciones diseñadas para ser únicas, ya sean perfiles, tubos, varillas o cualquier otra forma.
Rentabilidad y eficiencia de los materiales: La extensión permite parámetros que van acompañados del concepto de minimización de costos en lo que respecta al proceso de producción. La escasez de desperdicios y la capacidad de utilizar restos de basura o material reciclado durante la producción también minimizan el costo asociado a la producción en masa, lo que hace que la extensión sea un proceso rentable.
Versatilidad y amplia gama de aplicaciones: Debido a los diversos procesos involucrados, numerosas industrias como la automotriz, aeroespacial, de construcción y fabricación de bienes de consumo han adoptado extensiones en la producción en masa. Una amplia variedad de materiales, incluidos aluminio, acero, cobre y plásticos, se pueden utilizar en el proceso de extrusión, mejorando así su capacidad en los procesos de deformación.
Con el uso de la extrusión, los fabricantes pueden eliminar las limitaciones que plantea la deformación, dar forma con precisión al producto y fabricar elementos metálicos con cualidades superiores, como precisión de dimensiones y propiedades.
Comparación entre el trefilado y la extrusión
Al comparar los procesos de trefilado y extrusión, se deben tener en cuenta los factores de trefilado. Exploremos las diferencias, especialmente en lo que respecta a los cambios de la sección transversal y la calidad de la superficie, para tener una mejor apreciación de las ventajas de los dos métodos y sus aplicaciones. La distinción entre trefilado y extrusión es importante para los fabricantes, ya que ayuda a seleccionar la técnica más adecuada para los requisitos de producción y los objetivos finales determinados.
Diferencia entre técnicas de dibujo y extrusión
Al abordar los métodos de trefilado y extrusión de alambre y compararlos, es necesario incluir varios parámetros que determinan la capacidad y la eficiencia de cada método en particular. Conozcamos las diferencias entre estos cambios de área de sección transversal y el acabado de la superficie en particular para que podamos saber más sobre las ventajas y los usos de los diferentes métodos. Para brindarle una buena descripción general de dichas técnicas, puedo hacer referencia a las fuentes adecuadas en Internet, como los primeros 3 sitios en google.com.
El trefilado es un proceso que reduce el diámetro de un alambre al pasarlo a través de una matriz con una sección transversal más pequeña deformada por contracción térmica. Se emplea con mucha frecuencia para aplicaciones eléctricas y estructurales que requieren propiedades mecánicas y tolerancias.
El otro método se conoce como extrusión, que implica empujar un metal o plástico a través de un troquel con una sección transversal deseada. Es el proceso de mover un material a través de un troquel hasta obtener una forma transversal deseada. Se ha vuelto útil en la industria, ya que puede permitir que las industrias del plástico y el metal fabriquen perfiles, varillas y tubos con formas y áreas específicas.
Entre las distinciones notables entre las técnicas de trefilado y extrusión, cabe destacar las siguientes:
Defectos en la sección transversal: la tecnología de trefilado de alambre funciona de manera eficiente solo para reducir el área de la sección transversal del alambre, pero mantiene la forma y estira el alambre en el proceso. Por otro lado, la extrusión permite la formación de formas transversales dentadas junto con secciones cónicas y huecas.
Tratamiento de la superficie: El observador notará que el trefilado de alambres se topa con muchas superficies rugosas, ya que los alambres después del trefilado sufren estiramiento y compresión durante el trefilado de las partes principales del alambre. Por otro lado, los procesos de extrusión pueden dar lugar a un acabado superficial no muy liso debido a que se frota demasiado material activo sobre la matriz.
Los fabricantes diferenciarán entre las técnicas de trefilado y extrusión basándose en un análisis minucioso de las ventajas y limitaciones de cada técnica en lo que respecta a las especificaciones o los objetivos de producción. En cuanto a los demás, deben comprender a fondo esta cuestión complicada y obtener toda la información crítica de fuentes fiables y de buena reputación, así como de la orientación de los expertos.
Análisis de cambios transversales
Al estudiar los procesos de trefilado o extrusión, es necesario analizar también sus parámetros técnicos y los efectos que tienen. Centrémonos en estos factores importantes:
Flujo y deformación del material: en el trefilado, el área de la sección transversal del alambre se reduce al pasar el alambre a través de una matriz. De esta manera, se aumenta la longitud y se reduce el diámetro, lo que provoca cambios en la estructura del grano, la microestructura y las propiedades mecánicas del material. Por otro lado, en la extrusión, el material se moldea en la sección transversal deseada al forzarlo a pasar a través de una matriz, lo que provoca una deformación plástica y un cambio en la forma de la sección transversal.
Rugosidad superficial: Como resultado de las fuerzas de fricción entre el alambre y la matriz, el trefilado presenta menores defectos superficiales, mientras que en la extrusión los valores de rugosidad superficial obtenidos son ligeramente superiores debido a la interacción entre el material y la matriz.
Parámetros y consideraciones: Varios parámetros técnicos intervienen en la comprensión de los cambios de la sección transversal, incluyendo: Configuración y geometría de la matriz Técnicas de lubricación y enfriamiento Propiedades mecánicas del material, como resistencia y ductilidad Velocidades del baño o de la extrusión Relación de reducción Temperaturas de la palanquilla o del alambre Rugosidad del material y de la superficie de la matriz Conocer y mejorar los parámetros técnicos se centra en respaldar resultados aceptables, así como la calidad de los productos durante los procesos de trefilado y extrusión de alambres. Por lo tanto, es importante que los fabricantes consulten fuentes confiables, busquen asistencia de expertos y prueben los procesos más intensivamente para encontrar los parámetros técnicos más adecuados para sus necesidades de producción.
Diferencias en el acabado de superficies en productos metálicos
Como experto en extrusión y embutición de metales, las particularidades del acabado superficial de los productos metálicos son algo en lo que soy competente. Además, el acabado superficial constituye un apartado insignificante, ya que es un factor decisivo en el aspecto, la eficacia y la utilidad de los componentes metálicos. En cualquier caso, las características de acabado superficial que se esperan deben cumplirse mediante una serie de requisitos y límites operativos. Observando las tres primeras búsquedas de Google sobre el tema en cuestión, puedo llegar a las siguientes conclusiones:
Parámetros de acabado superficial: El acabado superficial en productos metálicos puede ser función de diferentes parámetros como:
Métodos de lubricación y enfriamiento: El uso considerable de defectos y mejoras de superficie ayudan a lograr un mejor acabado.
Tipo y acabado superficial de la matriz: El uso de materiales de la matriz, así como las características de la superficie, determinan la rugosidad y la calidad del producto final.
Velocidad de embutición o extrusión: Es muy importante controlar la velocidad de la operación para lograr consistencia y reducir el número de defectos superficiales.
Propiedades del material: Las propiedades intrínsecas del metal, como la resistencia y la ductilidad, determinan el acabado superficial que se logrará.
Importancia de la optimización: Los fabricantes deben tener en cuenta los requisitos de los respectivos productos y procesos al diseñar para obtener el acabado superficial óptimo. Deben tener en cuenta la literatura pertinente y las opiniones de los expertos y realizar una evaluación comparativa adecuada para llegar a los parámetros adecuados para sus requisitos de producción particulares. Esto contribuye a alcanzar los objetivos deseados y garantizar la calidad del acabado superficial en los procesos de trefilado y extrusión.
La inyección y mejora de estos parámetros a través de la optimización del diseño permite a los fabricantes gestionar y optimizar la superficie de los productos metálicos terminados de modo que las expectativas estéticas y funcionales se aborden adecuadamente.
Aplicaciones comunes del trefilado y la extrusión de alambres

Dibujo de alambre:
Cableado eléctrico: El proceso de trefilado es una forma avanzada de técnica de trefilado en frío que se utiliza principalmente en la producción de cableado eléctrico, como sistemas residenciales, comerciales e industriales. Los parámetros del proceso garantizan la producción de cables de perfil uniforme y liso, con la máxima conducción eléctrica y aislamiento del cable.
Componentes estructurales: El trefilado de alambre también se emplea en la fabricación de componentes estructurales en industrias como la construcción, la automotriz y la aeroespacial. Ayuda a fabricar alambres de las dimensiones y propiedades mecánicas requeridas para su uso en aplicaciones requeridas con requisitos de resistencia.
Extrusión:
Fabricación de plásticos: la extrusión es uno de los procesos de trabajo más importantes en el campo de la fabricación de láminas de plástico. También se utiliza para moldear plásticos que, en estado fundido, se transforman en tubos y otras formas, como tubos, láminas y perfiles. Permite crear formas más complejas con dimensiones y acabado superficial constantes.
Fabricación de metales: En el ámbito de la fabricación de metales, la extrusión se utiliza principalmente para producir perfiles, varillas y tubos. Facilita la fabricación de piezas metálicas que tienen formas y propiedades físicas particulares requeridas en diferentes industrias, entre las que se incluyen la construcción, la automoción y la aeronáutica.
Los fabricantes pueden utilizar procesos de trefilado y extrusión de alambre para satisfacer los requisitos de diferentes campos y producir piezas con un tamaño, una resistencia y un acabado superficial predeterminados. Dado que estos procesos proporcionan flexibilidad y control, se vuelven importantes en una amplia gama de aplicaciones en diferentes industrias.
Dibujo de cables para usos eléctricos y estructurales
El trefilado es una operación primaria que se aplica en los elementos estructurales y de suministro de energía. Es el proceso de forzar un alambre de metal a través de una matriz para reducir su sección transversal y mejorar sus propiedades. Reconozco el trefilado como una forma de realizar el trabajo en operaciones y lo digo para las industrias de telecomunicaciones, electricidad y construcción. Esto permite el desarrollo de cables de sección transversal específica, resistencia a la tracción y tratamiento de superficie. Al ajustar con precisión los parámetros de trefilado, los fabricantes pueden producir cables que respondan a las necesidades críticas de estas industrias, asegurando un rendimiento satisfactorio en cualquier aplicación.
Extrusión en la fabricación de plástico y metal
La extrusión es un método común en la fabricación de plásticos y metales. Este proceso consiste en hacer pasar material a través de un troquel para formar productos de las formas y tamaños requeridos. En el caso de la extrusión de plásticos, este proceso resulta útil para la fabricación de tuberías, conductos, tubos y láminas. En la fabricación de metales, este proceso se utiliza para la creación de varillas, barras y perfiles.
El uso del método de extrusión ofrece múltiples ventajas en términos de eficiencia del proceso de fabricación. Permite producir una sección transversal continua y coherente, lo que también puede resultar bastante complejo. El proceso se asocia a tasas elevadas y a una eficiencia de producción elevada, lo que permite su aplicación en productos de producción en masa. Además, también se observa que las piezas de plástico y metal extruidas tienden a tener mejores cualidades, como la resistencia.
Sin embargo, durante la ejecución de la extrusión pueden surgir ciertas complicaciones, como deformaciones, tensiones y distribución del material, que pueden provocar defectos en las propiedades. El diámetro del tocho y las tolerancias de la sección transversal son dos factores que garantizan la consistencia del producto. Por último, pero no por ello menos importante, puede resultar difícil conseguir la calidad superficial esperada, ya que el proceso de extrusión puede dar lugar a superficies rugosas y desiguales.
Para afrontar estos retos, los fabricantes utilizan diversas tecnologías y técnicas. El uso de diseños de matrices sofisticados y una selección cuidadosa de los parámetros del proceso de extrusión reducen en gran medida la distorsión y mejoran las propiedades de tracción. El control del proceso también proporciona uniformidad en la altura y el espesor del tocho, así como en su sección transversal. También se puede utilizar el pulido y algún tipo de desbaste para mejorar la calidad de la superficie de los elementos extruidos.
A medida que los fabricantes aprenden las características esenciales de la extrusión en las industrias del plástico y del metal, se superan algunos desafíos y se aprovechan al máximo las oportunidades que ofrece este proceso. También es importante para la fabricación de diversos productos y el desarrollo de diferentes sectores.
Beneficios de los metales extruidos y estirados en frío
En el curso de mi trabajo, me gustaría defender abiertamente los procesos de trefilado y extrusión de metales, ya que se sabe que estiran el metal en frío y/o lo extruyen respectivamente. Los metales estirados o extruidos a través de estos procesos se deforman de una manera que mejora sus propiedades metalúrgicas y precisión. Se ha revelado que los metales estirados en frío tienen excelentes características como resistencia a la tracción, precisión dimensional y acabado superficial que pueden utilizarse en aplicaciones que requieren altas tolerancias. Mientras que los metales extruidos tienen la capacidad y flexibilidad de producirse en una variedad de formas, tamaños y diseños que, a su vez, ofrecerán una gran libertad de diseño a los fabricantes. De este modo, es posible fabricar una gran variedad de productos, incluidas, entre otras, piezas estructurales en la industria aeroespacial, piezas automotrices complejas y dispositivos eléctricos de consumo. En general, los metales estirados en frío tienen como objetivo la mejora de las propiedades mecánicas de los metales y las piezas metálicas, la precisión dimensional y las calidades de la superficie de los artículos metálicos, así como las oportunidades de diseño. Todos estos aspectos hacen que estos metales sean vitales en las industrias actuales.
Desafíos en el trefilado y extrusión de metales

Los procesos de estirado y extrusión de productos metálicos presentan una serie de problemas particulares que deben abordarse adecuadamente para lograr la máxima eficacia y la máxima calidad de los productos finales. Para superar los problemas mencionados anteriormente es necesario un conocimiento profundo de las características de los materiales, los regímenes de proceso y las tecnologías de fabricación avanzadas. Estos desafíos se pueden solucionar y, con la ayuda de las técnicas y herramientas adecuadas, los fabricantes pueden producir piezas y productos metálicos bien diseñados y de la más alta calidad.
Abordar los problemas de deformación y tracción
Los factores de deformación y tracción plantean desafíos cruciales para el trefilado y la extrusión de metales que ponen en tela de juicio principalmente la calidad y la integridad de los productos finales. Para contrarrestar estos problemas, los fabricantes deben tener en cuenta los siguientes pasos decisivos principales:
Parámetros del proceso: Se deben establecer parámetros de proceso adecuados, como temperatura, velocidad de deformación y lubricación, para aliviar los factores de deformación y tracción. Es importante tener en cuenta que estos parámetros se deben ajustar en función de las propiedades del material y del resultado que se desea lograr.
Diseño de la matriz: En los casos en que se produce una deformación importante del material, el diseño de la matriz debe optimizarse de modo que el flujo del material que se mecaniza para formar las piezas esté parcialmente controlado. Algunos de los factores que requieren un ajuste adecuado para minimizar las tensiones de tracción y lograr la precisión dimensional deseada incluyen el ángulo de la matriz, la longitud de la superficie de contacto y el radio del filete.
Selección de materiales: En este sentido, es intuitivo que las propiedades mecánicas del material y su ductilidad influyen en gran medida en la deformación del material y los factores de tracción durante el estirado y la extrusión. La selección de materiales se puede realizar en función de varios parámetros, entre los que se incluyen la resistencia, la elongación y el comportamiento de endurecimiento por deformación.
Tratamiento térmico: Por tanto, se propone otra técnica para reducir la cantidad de deformación y mejorar las propiedades mecánicas del metal. Por ejemplo, los tratamientos de recocido o de alivio de tensiones alivian eficazmente las tensiones residuales y mejoran la ductilidad del material, lo que a su vez disminuye las posibilidades de deformación y de fallo por tracción.
Mantenimiento de matrices: Las inspecciones y reparaciones periódicas y oportunas de las matrices son esenciales para lograr precisión dimensional y limitar los problemas de deformación. Si la superficie de la matriz presenta desgaste o daño, se debe corregir de inmediato para garantizar la uniformidad en la calidad de los productos producidos.
Al evaluar y emplear juiciosamente estas técnicas, los fabricantes pueden resolver eficazmente los problemas de deformación y tracción tanto en el diseño como en la fabricación de componentes metálicos con metrología y propiedades mecánicas mejoradas.
Gestión de la uniformidad de las piezas y de la sección transversal
En la fabricación, mantener la calidad y la consistencia funcional de los productos terminados requiere una gestión eficaz de la uniformidad de las piezas y de la sección transversal. Al trabajar en este sentido, surgen varios problemas. El primero se refiere al tipo de material de las piezas. Se deben utilizar las composiciones químicas de los materiales que poseen las propiedades mecánicas necesarias, incluidas las características de resistencia, elongación y endurecimiento por deformación. Además, se debe controlar la temperatura y la velocidad de enfriamiento utilizadas en el proceso de fundición de los pernos en forma de C para evitar diferentes dimensiones de la sección transversal.
Por otra parte, los parámetros técnicos a considerar para gestionar la uniformidad bimetálica y de la sección transversal pueden incluir:
Composición del metal: Asegúrese de que el bimetal fabricado cumpla con las propiedades mecánicas requeridas.
Temperatura de fundición: asegúrese de que la temperatura sea uniforme en todo el radiador fundido durante la fundición para que no haya diferencias térmicas en sus secciones transversales.
Tiempo para enfriar el sistema: Reducir este tiempo para enfriar suficientemente el componente y evitar causar daños/cambios en la sección transversal debido al estrés interno.
Palanquilla y marco. Espesor de glaucoma. Alargamiento – longitud – elementos horizontales a granel, altura: Esta sección monitorea y controla las dimensiones de un bimetal para garantizar que se mantenga su perfil óptimo.
Medidas de control: Se deben implementar medidas correctivas y preventivas para minimizar los casos de cambios dimensionales o de composición de los bimetales.
A la luz de los factores destacados y los factores indicados, los fabricantes pueden controlar la uniformidad del tocho y de la sección transversal para producir componentes metálicos de precisión cuyas dimensiones y propiedades mecánicas sean de un estándar elevado.
Mejorar el acabado de la superficie en la fabricación
Para lograr un mejor acabado superficial, es fundamental conocer los determinantes del acabado superficial final. Después de utilizar los 3 sitios web principales que aparecen en Google.com, he recopilado las siguientes prácticas recomendadas.
En primer lugar, los fabricantes deben encontrar los parámetros de fabricación más adecuados: esto se refiere a los parámetros optimizados para el proceso de corte, como las velocidades de corte, las velocidades de avance y las geometrías de las herramientas. Es esencial lograr el equilibrio adecuado entre la calidad del acabado de la superficie y la eliminación de material.
En segundo lugar, se debe practicar una lubricación eficaz: la lubricación de la superficie mecanizada debe realizarse correctamente para reducir la cantidad de calor y fricción producida; de esta manera, la rugosidad de la superficie mecanizada se reduce significativamente. El tipo de lubricante que se utilizará debe seleccionarse adecuadamente y debe aplicarse de manera constante.
En tercer lugar, se deben mejorar los engranajes y los abrasivos: mediante el uso de herramientas y abrasivos modernos con una geometría y unos revestimientos superiores, se puede lograr una mejora en el acabado. Es necesario mantenerse al día de los avances en la tecnología de las herramientas.
En cuarto lugar, se deben controlar las vibraciones: las imperfecciones de la superficie, que pueden degradar la calidad, se pueden solucionar optimizando la cantidad de rigidez, amortiguación y estabilidad de los elementos de la máquina para controlar las vibraciones de la máquina.
En quinto lugar, se deben utilizar técnicas de posprocesamiento: se deben utilizar otras técnicas de posprocesamiento como pulido, electropulido e implementaciones químicas para lograr una superficie más fina.
Estas técnicas descritas por su parte permiten a los fabricantes mejorar el acabado superficial y por tanto producir componentes de mejor calidad y con mejor apariencia.
Referencias
Resistencia eléctrica y conductancia.
Fabricante líder de extrusoras de cables y alambres en China
Preguntas frecuentes
P: ¿Qué es un trefilado?
A: El trefilado es un proceso de trabajo de metales que se utiliza para reducir la sección transversal de un alambre al pasar el alambre a través de una matriz única o una serie de matrices. Se trata de un proceso de trabajo en frío que da como resultado un alambre con un perfil de sección transversal constante.
P: ¿En qué se diferencia el proceso de extrusión del de estirado?
R: Tanto la extrusión como el estirado son procesos de formación, pero difieren en el método. En la extrusión, el material se empuja a través de un troquel para darle la forma deseada, mientras que en el estirado se tira del material a través de un troquel. La extrusión se puede realizar a temperaturas frías o calientes, mientras que el estirado es típicamente un proceso de trabajo en frío.
P: ¿Puede explicar el papel de un mandril en el trefilado de tubos?
R: En el trefilado de tubos, se utiliza un mandril para sostener el diámetro interior del tubo y garantizar que mantenga la forma deseada a medida que pasa por una matriz. Esto ayuda a lograr precisión en el espesor y uniformidad del tubo de acero.
P: ¿Qué se entiende por “extrusión hacia adelante”?
R: La extrusión hacia adelante es un proceso en el que el material se empuja en la misma dirección que la abertura de la matriz. Esto contrasta con la extrusión hacia atrás, en la que el material fluye en la dirección opuesta al movimiento del pistón.
P: ¿Por qué el trefilado se considera un proceso de trabajo en frío?
R: El trefilado se considera un proceso de trabajo en frío porque se realiza a temperatura ambiente o cerca de ella. Este proceso fortalece el material mediante endurecimiento por deformación, ya que el metal se estira a través de una matriz sin aplicar calor.
P: ¿Qué tipos de materiales se pueden utilizar en los procesos de extrusión y trefilado?
R: En los procesos de extrusión y trefilado se pueden utilizar diversos metales, entre ellos, aluminio, cobre, acero y latón. La elección del material depende de las propiedades deseadas y de las aplicaciones del producto final.
P: ¿Cómo funciona una máquina de dibujo?
A: Una máquina de trefilado funciona haciendo pasar un alambre a través de una matriz para reducir su diámetro y modificar su perfil transversal. La máquina aplica tensión al alambre y lo estira a través de una serie de matrices, cada una de ellas progresivamente más pequeñas, para lograr las dimensiones deseadas.
P: ¿Cuál es el significado del “estiramiento en caliente”?
R: El estirado en caliente se refiere a un proceso en el que el material se calienta antes de pasarlo por una matriz. Esto puede reducir la fuerza necesaria para darle forma al material y mejorar la ductilidad, lo que permite una mayor deformación sin romperse.
P: ¿Cómo se utilizan conjuntamente la extrusión y el estirado en frío?
A: La extrusión y el estirado en frío se pueden realizar en secuencia para lograr una forma y un tamaño específicos. Primero, se utiliza la extrusión para crear una forma básica y luego el estirado en frío refina aún más las dimensiones y el acabado de la superficie del producto.






