




El grabado láser en madera permite crear letreros, premios y regalos especiales a partir de tus piezas planas en cuestión de minutos. La diferencia entre un acabado limpio, oscuro y uniforme, y un resultado quemado y borroso se reduce a unos pocos factores: la clase de máquina, el tipo de madera, la potencia y la velocidad, y el control de la profundidad. En esta guía de 2026, hemos detallado cada paso del proceso, con precios y opciones de madera publicados, además de consejos prácticos de construcción basados en experiencias de foros que las guías de compra comerciales no suelen incluir.
Especificaciones rápidas: Grabado láser en madera de un vistazo
| Tipos comunes de láser | CO2 (10.6 μm), Diodo (450 nm), Fibra (1064 nm) |
| Potencia mínima para el grabado en madera | Diodo de 10 W (suficiente para marcado de superficies) |
| Grosor de corte: diodo encapsulado de 40 W | Hasta 6 mm (1/4 pulg.) en una sola pasada; 15 mm con pasadas múltiples. |
| Grosor de corte: 55 W CO2 | Hasta 18 mm en una sola pasada |
| Velocidad de grabado (típica) | 300–600 mm/s (dependiendo de la máquina) |
| Clase de seguridad a tener en cuenta | Cerrado de clase 1 (según ANSI Z136.1 / IEC 60825-1) |
| Rango de precios (básico → industrial) | USD $200 → $25,000+ (primer trimestre de 2026) |
Cómo funciona realmente el grabado láser en madera
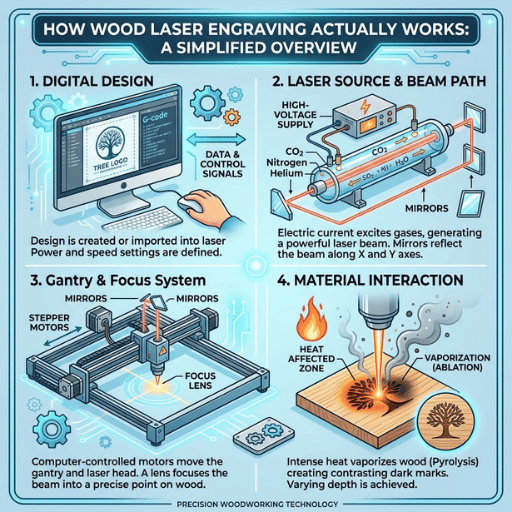
Una grabadora láser de madera elimina la capa superior de la madera dirigiendo un haz de luz concentrado hacia la superficie. La madera consume la energía de los fotones y se calienta por encima del umbral de pirólisis (alrededor de 250-300 °C para la mayoría de las especies), carbonizándose in situ o vaporizándose, dependiendo de la potencia, el tiempo de exposición y la cantidad de resina de la madera.
Tres tipos de láser dominan el mercado, en lo que respecta a su interacción con la madera debido a su longitud de onda:
- Láseres de CO2 (10.6 μm, infrarrojo lejano): la madera generalmente absorbe muy bien esta longitud de onda, lo que permite obtener cortes limpios y un grabado uniforme, con un consumo eléctrico relativamente bajo.
- Láseres de diodo (450 nm, azul): La madera absorbe bien el extremo azul del espectro; los modernos diodos encapsulados de 40 W son ahora comparables en la mayoría de las tareas relacionadas con la madera a los tradicionales láseres de CO2 de 55-60 W, que ya están algo anticuados.
- Láseres de fibra (1064 nm, infrarrojo cercano): Excelentes para metales, pero la madera absorbe la longitud de onda de forma desigual, lo que produce quemaduras inconsistentes. No se recomiendan para madera.
El tamaño del haz convergente determina la resolución de los detalles. En general, los láseres de diodo enfocan hasta entre 0.06 y 0.08 mm; los de CO2, entre 0.10 y 0.18 mm. En igualdad de condiciones, puntos más pequeños significan grabados más finos. Por eso, los láseres de diodo dejaron de ser simples dispositivos novedosos para convertirse en herramientas de alto rendimiento para trabajos de detalle: es un mercado que los productos de CO2 solían dominar, hasta que aparecieron las máquinas de diodo, relativamente pequeñas y económicas. Para obtener información sobre la terminología, consulte La diferencia entre el marcado láser y el grabado..
Cómo elegir su grabadora láser de madera: una guía para el comprador

Hoy en día, la decisión de comprar una grabadora láser para madera es más compleja, ya que la relación costo-beneficio es evidente: una grabadora de diodo encapsulada de $700 de hoy en día ofrece un rendimiento dos veces superior al de una grabadora de CO2 de $5,000 con cinco años de antigüedad. Los factores clave para elegir la adecuada dependen de tres elementos: la escala de uso, el tamaño aproximado de los proyectos y las restricciones de seguridad, más que de la potencia bruta.
| Nivel | Caso de uso | Clase y potencia | Rango de precios (primer trimestre de 2026, USD) |
|---|---|---|---|
| Entrada / Afición | Tarjetas, cuero, pequeños obsequios | Diodo de 5 a 10 W (de marco abierto o encapsulado) | $ 200-$ 500 |
| Prosumidor / PYME | Señalización, premios, personalización de lotes | diodo de 20–40 W or 40–60 W CO2 | $ 800-$ 3,000 |
| Producción | Gran volumen, papel más grueso, uso diario | 80–150 W CO2 (totalmente cerrado) | $ 5,000-$ 25,000 |
| Industrial / Marcado | Marcado de lotes de producto en piezas cilíndricas | Diodo encapsulado de 40 W+ + accesorio giratorio | $ 3,000-$ 10,000 |
Los precios se basan en los valores de mercado digitales del primer trimestre de 2026, procedentes de fuentes minoristas y B2B reconocidas. Los sistemas industriales de CO2 presentan una gran variabilidad, al igual que el tamaño de la cama y el software.
¿Cuánto cuesta una grabadora láser para madera?
Seré honesto con ustedes, esta es una de las pocas veces en que el suelo se ha derrumbado y el techo se ha mantenido bien: ahora hay una máquina para principiantes realmente decente a la venta por $200-500, algo cerrado, seguro Clase 1, diodo de 5-10W con software utilizable. Los precios de los diodos cerrados de 20-40W adecuados para la mayoría de la señalización y personalización van desde $800-2,000: los $5,000-25,000 para máquinas domésticas de cinco años de antigüedad, y máquinas industriales de producción de CO02 de 80-150W, todavía protegen a los actores de la industria. Los analistas de la industria sitúan el mercado de máquinas de grabado láser de madera en 4.14 millones de dólares en 2026, con una proyección de alcanzar los 7.00 millones en 2033. — una tasa de crecimiento anual compuesta (CAGR) del 7.8%: ese crecimiento se da principalmente en la categoría de prosumidores, razón por la cual los precios en el rango de $500 a $3,000 son los más competitivos aquí.
¿Qué potencia necesito para grabar madera?
Para marcar la mayoría de las maderas blandas y maderas duras delgadas (hasta 3 mm), un diodo de 10 W funciona; funciona, claro, si estás dispuesto a esperar un rato. Para cortes superficiales en tilo o balsa de menos de 3 mm, 10 W funciona, pero lentamente. Para cortar de forma constante en contrachapado de 6 mm (1/4 pulg.), el material más popular para proyectos, un diodo encapsulado de 40 W realiza una sola pasada sin problemas, mientras que un CO2 de 55 W llega a 18 mm en una sola pasada.
Si profundizas más, estarás en el territorio de 80-150 W de CO2. Compara los niveles de potencia en detalle en nuestra guía sobre Cómo elegir la potencia del láser para marcar, grabar y cortar.y tener una buena idea de En qué se diferencian las máquinas de marcado láser de 20 W y 30 W. para el dilema entre marcado y grabado.
📐 Nota de ingeniería — Seguridad de clase 1
Verifique la presencia de una etiqueta de “producto láser de clase 1” según ANSI Z136.1 (EE.UU.) o IEC-60825 1 (internacional). Según Guía de EHS de la Universidad de WisconsinUna cortadora láser de Clase 1 es aquella cuyo cerramiento impide la exposición humana al haz durante el funcionamiento normal. Las grabadoras de diodo de marco abierto (a menudo de Clase 4 dentro de la trayectoria del haz) requieren gafas especiales y un área de trabajo interconectada, lo que aumenta notablemente el costo operativo y la complejidad. Índice de normas de peligros del láser de OSHA Guía de la cortadora láser EHS del MIT Ambos consideran la Clase 1 incluida como la opción predeterminada práctica para aplicaciones que no sean de investigación.
Láser de CO2 frente a láser de diodo frente a láser de fibra para madera
La pregunta de qué tipo de láser es mejor para la madera ya no es un dogma. Hasta alrededor de 2022, el láser de CO2 era la mejor opción para cualquier trabajo serio en madera. La nueva generación de diodos encapsulados de 40 W, que apareció entre 2023 y 2024, hizo que esto fuera cierto al menos para espesores inferiores a 18 mm.
Así es como se comparan los tres tipos de madera en la actualidad:
| Atributo | CO2 | Diodo | Fibra |
|---|---|---|---|
| Longitud de onda | 10.6 μm | 450 nm (azul) | 1064 millas náuticas |
| Corte máximo de madera (una sola pasada) | 18 mm a 55 W; 25 mm o más a 100 W | 6 mm a 40 W; 15 mm multipaso | No recomendado |
| Detalle del grabado | Bueno — punto de 0.10–0.18 mm | Excelente — punto de 0.06–0.08 mm | Inconsistente en madera |
| Vida útil del tubo/fuente (típica) | 2,000–10,000 horas (tubo de vidrio) | Más de 10,000 horas (estado sólido) | 100,000 + horas |
| Precio de entrada (primer trimestre de 2026, USD) | $1,500–$5,000 (40–60 W) | $200–$1,500 (5–40 W) | $ 3,000-$ 8,000 |
| Ideal para madera | Producción, stock grueso | Afición, SMB, detalles finos | Evitar para madera |
El mito persistente de que “Los láseres de diodo no pueden cortar madera”. Su origen se remonta a las primeras máquinas de bastidor abierto de 5-10 W. En los foros r/lasercutting de Reddit, se puede ver a profesionales cortando habitualmente madera dura de 6 mm con diodos de 40 W en una sola pasada y de 15 mm en varias pasadas, con bordes más limpios que los sistemas de CO2 de gama baja equivalentes debido al menor tamaño del punto. La ventaja del CO2 ahora se manifiesta principalmente en cortes superiores a 18 mm y en la producción industrial.
Para obtener más información sobre las tecnologías involucradas, consulte Tipos de luz láser y sus aplicaciones láser de fibra vs láser de CO2.
Pirograbado (quemado de madera) vs. grabado láser: cuándo gana cada técnica
La pirograbación utiliza una punta metálica caliente que se presiona directamente sobre la madera. Es mucho más lenta, siempre se realiza a mano y conserva un aspecto artesanal por el que los consumidores están dispuestos a pagar un precio elevado en tiendas especializadas. El grabado láser es entre 50 y 200 veces más rápido, se puede repetir de forma rutinaria e idéntica en diferentes lotes de producción y permite un nivel de detalle diez veces mayor.
La solución de compromiso: la pirografía se impone en obras de auténtica procedencia artística y piezas únicas, mientras que el grabado láser triunfa en cualquier volumen, en todo tipo de trabajos de logotipos y en cualquier proyecto con detalles fotorrealistas.
Las mejores maderas para el grabado láser: contrachapado, MDF y maderas duras (incluido el arce).
Las guías de compra suelen enumerar maderas "buenas", pero esa es solo una parte de la respuesta. Una misma especie puede ofrecer un tallado nítido en una pieza y un ligero quemado en la siguiente, porque hay tres factores más importantes que la etiqueta de la caja.
💡 El triángulo de coincidencia de madera y láser: Densidad × Resina × Grosor
La mayoría de las guías de compra ofrecen una lista de maderas "buenas", pero la misma especie listada puede producir un grabado nítido en una pieza y un resultado ahumado y desastroso en la siguiente. Tres variables predicen los resultados con mayor fiabilidad que el nombre de la especie en la caja:
- Densidad mínima (g/cm). Los grabados de menor densidad (0.30-0.50) son deseables para realizar grabados limpios a bajos niveles de potencia (rango 10-30); los grabados densos (0.65-0.90) requieren mayor potencia por pasada, lo que produce marcas de quemadura relativamente más oscuras.
- Contenido de resina. Las maderas con bajo contenido de resina (aliso, madera de abitwood) se desgastarán uniformemente tanto con niveles altos como bajos de resina; las maderas con alto contenido de resina (pino, cedro, roble fresco) se desgastarán de forma relativamente más irregular tanto con niveles altos como bajos y tenderán a obstruir las lentes.
- Grosor. Para diseños artísticos, respete el grosor de corte de una sola pasada especificado por el fabricante; para cortes de varias pasadas, nunca realice grabados en la superficie (los niveles de profundidad sistemáticos serán inconsistentes).
Las mejores maderas duras (arce, cerezo, nogal, roble, aliso)
Las maderas duras con veta uniforme (arce, cerezo, nogal, aliso) permiten tallar obras de arte con mayor precisión. El arce (densidad ~0.65 g/cm³) y el aliso (~0.49 g/cm³) son generalmente los preferidos para detalles finos debido a su veta uniforme y de alto contraste. El nogal permite grabados de gran calidad, pero su mayor densidad y nivel de taninos provocan marcas de quemadura más pronunciadas, mientras que el cerezo se sitúa en un punto intermedio. La distribución irregular de la veta del roble produce líneas finas inconsistentes, por lo que no es una buena opción para principiantes.
Contrachapado — Abedul, pino, bambú
El contrachapado es lo suficientemente versátil como para ser el material principal de señalización, ya que su construcción laminada cruzada reduce la deformación y genera cortes limpios. El contrachapado de abedul báltico es uno de los favoritos entre los profesionales: grosor uniforme, pocos huecos entre capas y respuesta láser precisa. El contrachapado de pino es más económico, pero las grandes bolsas de resina provocan un sombreado de quemado impredecible. El contrachapado de bambú produce grabados quemados más oscuros y se utiliza para utensilios de cocina de alta gama debido a su mayor densidad; sin embargo, su mayor densidad también requiere mayor potencia para el grabado y da como resultado marcas de quemado más oscuras. Nuestro equipo especializado corte por láser de madera contrachapada Esta guía ofrece información más detallada sobre cómo trabajar con madera contrachapada.
MDF: grabado uniforme, vapores pegajosos.
El MDF (tablero de fibra de densidad media) es el material con la respuesta láser más predecible debido a la ausencia de vetas: el grabado es uniforme en toda la superficie. Desafortunadamente, su adhesivo de urea-formaldehído genera vapores de resina pegajosos que se condensan en los filtros de los extractores de humos, obstruyéndolos prematuramente. Incluso los profesionales que procesan lotes de MDF añaden prefiltros de sacrificio. Para un análisis en profundidad específico sobre el MDF, consulte el subartículo sobre Corte láser de MDF.
Bosques que conviene evitar (o a los que hay que acercarse con precaución)
- Madera tratada químicamente. Al quemarse, libera humos que contienen arsénico. No utilice este material con láser.
- Pino y cedro (especialmente frescos): La acumulación de resina en estas sustancias provocará quemaduras irregulares y la contaminación de las lentes.
- Los paneles laminados con vinilo que imitan la madera y los paneles laminados con PVC liberan gas cloruro de hidrógeno (un agente corrosivo para los componentes metálicos de la máquina y un carcinógeno).
- Maderas exóticas aceitosas (teca, palo de rosa): Arden de forma irregular; pueden causar irritación respiratoria en algunas especies.
Para una compatibilidad de materiales más amplia que la de las limas de madera, consulte Todos los materiales aptos para el corte por láser.
¿Qué tipo de madera es adecuada para el grabado láser?
La lista definitiva: tilo, contrachapado de abedul báltico, aliso y arce son los cuatro materiales más fiables para el corte, tanto para aficionados como para profesionales. Todos comparten las siguientes tres características: densidad moderada (0.40-0.65 g/cm³), bajo contenido de resina y veta uniforme. Una revisión sistemática de la literatura de 2024 sobre los factores del grabado láser en madera dura sugirió que la uniformidad de la veta y la densidad eran indicadores mucho mejores de la precisión del tallado que la mera designación de la especie. Si eres nuevo en el grabado, compra tilo o contrachapado de abedul báltico aptos para láser en una tienda especializada en manualidades: la estandarización dimensional te ahorrará más tiempo de preparación que una diferencia de precio del 30-50 %.
Configuración que realmente funciona: potencia, velocidad y software.

No existe una configuración "correcta" para el grabado en madera, ya que la potencia, la velocidad y el enfoque interactúan con cada máquina, lente y lote de madera. A continuación, se presenta una tabla inicial basada en la documentación de los fabricantes y los informes de los profesionales; deberá calibrarla con su máquina antes de realizar trabajos de producción.
| Clase de máquina | Grabado superficial (madera de tilo) | Grabado superficial (arce) | Cortar madera contrachapada de 3 mm |
|---|---|---|---|
| diodo de 10 W | 100 % / 200 mm/s / 1 pasada | 100 % / 100 mm/s / 1 pasada | 100 % / 80 mm/s / 3 pasadas |
| diodo de 20 W | 60 % / 300 mm/s / 1 pasada | 75 % / 200 mm/s / 1 pasada | 100 % / 200 mm/s / 2 pasadas |
| diodo de 40 W | 35 % / 400 mm/s / 1 pasada | 50 % / 350 mm/s / 1 pasada | 100 % / 350 mm/s / 1 pasada |
| 55–60 W CO2 | 20 % / 500 mm/s / 1 pasada | 30 % / 400 mm/s / 1 pasada | 80 % / 30 mm/s / 1 pasada |
Los ajustes son puntos de partida: cada máquina, antigüedad de la lente y lote de madera modifica el punto óptimo. Realice siempre una pequeña prueba antes de la producción en serie.
Dos opciones de software dominan el grabado en madera: LightBurn (de pago, con una licencia que cuesta entre 60 y 120 dólares y es compatible con casi todas las máquinas) y laserGRBL (gratuito, de código abierto y solo para máquinas con controlador GRBL). LightBurn es el estándar práctico ideal para pymes y usuarios avanzados; sus algoritmos de tramado de imagen ofrecen fotograbados en madera de calidad notablemente superior. LaserGRBL funciona para trabajos vectoriales y tareas sencillas de tramado en máquinas de diodo básicas.
La mayoría de las máquinas semiprofesionales cerradas se venden con su propio software de diseño; la decisión de seguir utilizando la aplicación y el producto del fabricante original o de cambiar a LightBurn generalmente depende de si se buscan funciones más avanzadas para la conversión de imágenes en grabado.
📐 Nota técnica: La asistencia neumática no es opcional.
Asistencia de aire. Consiste en la aplicación de un chorro de aire comprimido en la zona de corte para expulsar el humo y los residuos, alejándolos de la lente y la pieza de trabajo. La ausencia de asistencia de aire provoca que el humo se condense en la superficie de la madera (manchas amarillas), empañe la lente (pérdida de enfoque) y que se acumulen impurezas en forma de marcas de quemaduras.
Para el grabado superficial en maderas claras, añadir tan solo 3-5 psi al final de la boquilla puede aumentar significativamente el contraste. Para el corte, el rango típico es de 20-30 psi. Si su máquina no incluye asistencia neumática, una bomba de acuario económica y una línea neumática de pequeño diámetro representan una inversión de 30 dólares.
Técnicas de control de profundidad y oscurecimiento

Dos preguntas rondan la atención de las comunidades de carpinteros en los foros de soporte. ¿Cómo puedo oscurecer el grabado?
¿Cómo puedo evitar que aparezcan manchas oscuras, como si estuvieran quemadas, en la página?
La combinación de menor velocidad y mayor potencia tiene sus inconvenientes. Si se avanza demasiado, los usuarios de Reddit y las comunidades especializadas en carpintería pueden encontrar técnicas que no se mencionan en los principales manuales comerciales. A continuación, se presentan los enfoques más comunes según los testimonios de los profesionales.
Cinco métodos para oscurecer grabados en madera
- Solución de bórax o bicarbonato de sodio. Mezcla bórax con agua (aproximadamente en proporción 1:10), rocía o aplica sobre la madera, deja secar completamente y luego graba. El residuo alcalino reacciona con la madera caliente, produciendo una marca carbonizada notablemente más oscura. Los usuarios de r/lasercutting reportan mejoras significativas en el contraste de maderas duras claras.
- Desenfoque el láser. Cuelgue la pieza de trabajo (o baje el cabezal) entre 1.5 y 3 mm, una lente de 2 pulgadas. "Dañado" no es la palabra adecuada; el haz desenfocado quema el material en lugar de combustionarlo, dejando así un tono más oscuro y con menos brillo. Puede ser un efecto deseable.
- Cinta protectora en la cubierta G. Si aún no está lo suficientemente oscuro, cubra toda la superficie con cinta de transferencia (del tipo que se usa para cortar formas de pegatinas al diseñar con vinilo) y luego grabe el diseño. El adhesivo se combina con el láser para crear una marca de contraste más oscura, y la cinta evita que el humo se deposite en el resto de la madera. Retire después del grabado.
- Quema la capa superior (especialmente en contrachapado). En el contrachapado de abedul báltico, realiza una primera pasada intencional a muy baja potencia para quemar la chapa superior; una segunda pasada en la capa de pegamento expuesta se carboniza, dejando una indicación de color negro intenso. Según Forum, esta es la técnica de mayor contraste para el contrachapado, aunque es necesario un control preciso de la profundidad.
- Relleno de pintura (técnica de alto contraste). Aplique una capa de barniz transparente a la madera, enmascare, grabe profundamente (varias pasadas si es necesario), rocíe ligeramente pintura en el hueco y luego retire la máscara. La pintura rellena el espacio grabado con premios y letreros de alta densidad y contraste casi perfecto.
¿Cómo puedo evitar las marcas de quemaduras al grabar madera con láser?
Las marcas de quemaduras y los anillos carbonizados alrededor del área grabada se deben a tres causas: condensación del humo en la madera circundante, radiación del calor del láser que calienta la superficie y permanencia del láser en un punto durante demasiado tiempo. Cinco medidas de mitigación funcionan en combinación: (1) asistencia de aire a presión suficiente para eliminar el humo inmediatamente, (2) base de corte de panal para eliminar el calor que irradia desde abajo, (3) cinta adhesiva sobre el área a grabar para absorber el humo y dejarlo con el residuo, (4) mayor velocidad con menor potencia si la madera lo tolera, y (5) limpieza húmeda de la superficie antes del grabado para enfriarla. Estas medidas no resuelven el problema por sí solas en maderas densas; la mayoría de las personas usan tres o cuatro en combinación para cerezo, nogal y maderas ricas en resina.
📐 Nota técnica: Control de profundidad
Para lograr una profundidad controlada y uniforme en el grabado fino, realice pasadas con la misma potencia y velocidad, en lugar de variar la potencia. Cada pasada añade una profundidad similar (aproximadamente de 0.05 a 0.15 mm con un diodo de 40 W en madera dura, en promedio), lo que garantiza resultados uniformes y seguros. Variar la potencia altera tanto la profundidad como el carácter del grabado, y dificulta el control preciso.
Preparación y postprocesamiento de la madera: lijado, teñido y sellado.

El trabajo previo y posterior al disparo láser suele ser más importante que el grabado en sí. Tres preguntas clave son: ¿debe lijarse la madera primero?, ¿en qué momento del proceso se aplica el tinte? y ¿cómo sellar el resultado para aplicaciones en exteriores o de uso intensivo?
¿Debo lijar la madera antes de grabarla con láser?
Lije la madera antes de grabar si la superficie no es plana o es rugosa, o si el acabado de la madera produce profundidades irregulares. Use lija de grano 220 para la pasada final; un grano más grueso produce microcanales visibles como bandas en trabajos de precisión. Limpie con un paño adhesivo o algodón húmedo antes de colocar la pieza en la mesa de corte; el polvo suelto puede ser atraído por el calor del láser hacia el área de grabado y causar pequeñas áreas carbonizadas que se convierten en imperfecciones en el trabajo terminado. Lijar después del grabado rara vez tiene sentido; el área grabada está hundida y cualquier lijado la aplanará o eliminará el detalle.
¿Mancha antes o después del grabado?
Primero se tiñe, luego se graba. Una superficie teñida de un color oscuro crea un contraste máximo con la madera clara y fresca que expone el láser. Dos precauciones para esta secuencia: el tinte debe estar completamente seco (¡al menos 24-48 horas!) antes de grabar (no debe haber tinte húmedo en el ambiente ni manchas de quemadura) y se debe evitar la formación de vapores tóxicos durante el corte láser utilizando tintes a base de agua o aceite en lugar de laca o poliuretano. Existe una amplia variedad de madera contrachapada preteñida y lista para el láser en tiendas de artículos de arte.
Sellado de madera grabada
Para aplicaciones en interiores, un barniz de poliuretano transparente a base de agua (acabado mate o satinado) conserva los contrastes del grabado sin amarillear. Los barnices pueden proporcionar superficies más brillantes, pero pueden acumularse en grabados profundos. Para letreros exteriores, aplique dos capas de poliuretano de grado marino o uretano marino para protegerlos de los rayos UV y los daños causados por el agua; tenga en cuenta que transcurrirán de 2 a 3 años antes de que la madera debajo del acabado se oscurezca lo suficiente como para disminuir el contraste del grabado.
Para los artículos que estarán en contacto con alimentos (tablas de cortar, utensilios), aplique un acabado de aceite mineral o cera de abeja apto para alimentos; no sellan tan completamente, pero no migrarán a los alimentos.
✔ Lista de verificación previa al grabado
- La madera es dimensionalmente estable (sin deformaciones, grietas ni nudos en la zona de grabado).
- Superficie lijada con lija de grano 220, se eliminó el polvo.
- La mancha (si la hay) se habrá curado completamente en 24-48 horas.
- Asistencia neumática verificada en flujo
- Cama de nido de abeja en su lugar
- La cuadrícula de prueba se ejecutó en un trozo de desecho del mismo lote.
Aplicaciones del grabado láser en madera: de la decoración a la producción.
El grabado láser en madera es una de las pocas inversiones de capital que genera ganancias tanto para uso doméstico como comercial e industrial, sin necesidad de modificar la máquina. La elección de la clase y la potencia del láser debe corresponder al objetivo: un láser de CO2 de 100 W para recuerdos de boda no es rentable, y un láser de diodo de marco abierto de 10 W para señalización industrial consume mucho tiempo.
| Aplicaciones | Escala típica | Máquina recomendada |
|---|---|---|
| Regalos personalizados (llaveros, posavasos, placas) | 10–500 unidades/mes | Diodo encapsulado de 10–20 W |
| Señalización y premios personalizados | 50–2,000 unidades/mes | Diodo encapsulado de 40 W o CO2 de 40–60 W |
| Utensilios de cocina (tablas de cortar, utensilios) | 100–5,000 unidades/mes | 40–60 W CO2 con accesorio giratorio |
| Maquetas arquitectónicas, prototipos | Hojas de mayor tamaño basadas en proyectos | 60–100 W CO2, lecho grande |
| Marcado de piezas de producción (números de identificación/serie) | 1,000+ unidades/día | Diodo encapsulado de 40 W+ + automatización |
| Decoración de bodas, personalización de eventos | Stock variado basado en proyectos | Diodo encapsulado de 20–40 W |
¿Es el grabado láser en madera un negocio viable en 2026?
Sí, con salvedades. Los analistas del sector proyectan que el mercado del grabado láser en madera crecerá a una tasa compuesta anual del 7.8 % hasta 2033, y el mercado de servicios de grabado láser en EE. UU. específicamente se prevé a una tasa compuesta anual del 12.1 %; la demanda de servicios supera las ventas de equipos. El problema se hace evidente en los foros de profesionales: el segmento de regalos personalizados de nivel básico en Etsy y eBay está saturado, y los vendedores que no se diferencian en sus productos reportan márgenes reducidos.
Los modelos viables en 2026 se agrupan en torno a tres arquetipos: B2B local (señalización, premios, bienes raíces, hostelería), líneas de productos especializados (utensilios de cocina de alta gama, maquetas arquitectónicas, trabajos personalizados de nicho que sobreviven al descubrimiento algorítmico) y subcontratación de producción para diseñadores y pequeñas marcas. Los aficionados que quieran "recuperar la inversión" solo en Etsy se enfrentan a un reto mayor que en 2022. Para una visión más profunda del aspecto de inversión en equipos de esa decisión, consulte Si merece la pena comprar una máquina de grabado láser.
¿Está buscando una grabadora láser de madera para producción en serie o trabajos por lotes?
UDTECH fabrica grabadoras láser de CO2 y de diodo encapsuladas y configuradas para la producción de madera; solicite especificaciones, plazos de entrega y precios para su aplicación.
Perspectivas del sector en 2026: Hacia dónde se dirige el grabado láser en madera.
Tres fuerzas están transformando el grabado láser en madera a medida que nos adentramos en 2026: el salto en el rendimiento de los láseres de diodo que impulsó la introducción de los sistemas cerrados de Clase 1 de 40 W en la carpintería convencional, la economía de la personalización que sigue impulsando la demanda de las pymes y las crecientes expectativas en torno a las carcasas de seguridad, a medida que las universidades y los espacios de creación compartidos estandarizan el uso exclusivo de la Clase 1.
Dos conclusiones prácticas para los compradores en 2026:
- El sistema de diodos encapsulados de 40 W es ahora la opción predeterminada para pymes. Si realiza compras para señalización, premios o personalización con volúmenes inferiores a la producción diaria, esta opción de diodos compite con —o incluso supera— a todos los sistemas de CO2 anteriores en la mayoría de los aspectos y a la mitad de precio. Ahorre su presupuesto de CO2 para materiales más gruesos (>18 mm) y trabajos de mayor volumen.
- Compre equipos cerrados de Clase 1, independientemente del nivel de precio. Guía de EHS de la Universidad de MIT, University of Florida Carnegie Mellon Todo esto es estándar en los cerramientos de Clase 1 para espacios compartidos; este requisito ya está empezando a incorporarse a los contratos de seguros comerciales y de arrendamiento. La prima de los cerramientos de Clase 1 ha bajado del doble en 2020 a un porcentaje cercano al 20-30 % en 2026, y ha eliminado por completo los costes adicionales de las gafas de seguridad y los sistemas de bloqueo.
Preguntas Frecuentes

P: ¿Se puede grabar madera con láser?
Ver respuesta
P: ¿Se puede grabar con láser en madera teñida?
Ver respuesta
P: ¿Es mejor teñir la madera antes o después del grabado láser?
Ver respuesta
P: ¿Qué grosor máximo de madera puede cortar una cortadora láser?
Ver respuesta
P: ¿Dónde comprar madera para grabado láser?
Ver respuesta
P: ¿Grabado en madera o grabado láser? ¿Cuál es mejor?
Ver respuesta
Artículos Relacionados
- Descripción general de las aplicaciones del láser: en diversos materiales e industrias.
- Principales fabricantes de máquinas de corte por láser de CO2
- Espuma cortada con láser: manipulación de materiales adyacentes
- Selección de extractores de humos para cortadoras láser
- ¿Qué materiales puede cortar un láser de fibra?
- El propósito de una máquina láser: descripción general del clúster
Referencias y fuentes
- Seguridad del cortador láser — Universidad de Wisconsin Medio Ambiente, Salud y Seguridad
- Riesgos del láser: normas — Administración de Seguridad y Salud Ocupacional
- Láseres: Prácticas de trabajo seguras (PDF) — OSHA de Oregón
- Guía de seguridad, salud y medio ambiente (EHS) — Seguridad en cortadoras láser (PDF) — Universidad Carnegie Mellon
- Guía para cortadoras/grabadoras láser (PDF) — EHS de la Universidad de Florida
- Guía de seguridad para cortadoras láser (PDF) — Medio ambiente, salud y seguridad del MIT
- Tendencias y pronósticos del mercado de máquinas de grabado láser 2026–2033 — Coherent Market Insights
Acerca de esta guía de grabado láser en madera
Esta guía sintetiza los precios de grabado láser en madera para 2026, los datos de rendimiento de las máquinas y las técnicas de profesionales recopiladas en foros (incluidos los métodos de bórax, desenfoque y oscurecimiento de la capa superior), verificadas según las directrices de seguridad de Clase 1 de los programas EHS de universidades estadounidenses. Cuando las técnicas se basan en informes de profesionales en lugar de normas publicadas, se indica la fuente en el texto. Revisada por el equipo de ingeniería de UDTECH para garantizar su precisión técnica en sistemas de diodo y CO2.






