



Comprensione del taglio EDM
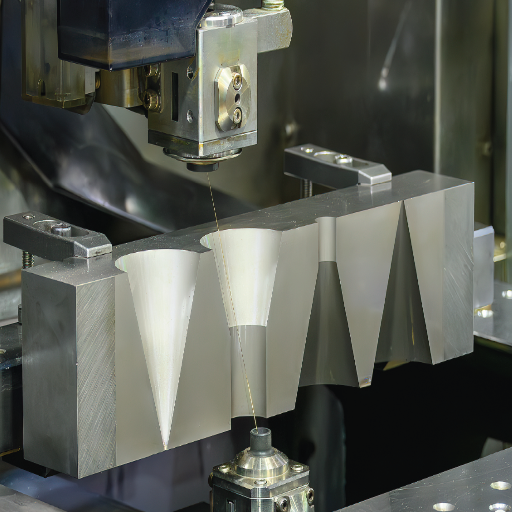
Il processo di elettroerosione (EDM) per il taglio comporta la rimozione del materiale da un pezzo in lavorazione utilizzando scintille elettriche. L'elettroerosione a filo utilizza una fine, filo elettricamente carico Per tagliare materiali conduttivi con estrema precisione. Poiché il filo non entra in contatto con il pezzo in lavorazione, la possibilità di sollecitazioni meccaniche o deformazioni è ridotta al minimo. Per generare forme complesse, dettagli straordinari e tolleranze ristrette, trova ampie applicazioni nei settori aerospaziale, automobilistico e della produzione di dispositivi medicali.
Che cos'è la lavorazione ad elettroerosione?
L'EDM utilizza scariche elettriche o scintille per la lavorazione di un pezzo conduttivo, senza alcun contatto fisico. Ha trovato particolare applicazione nell'incastonatura di metalli duri e materiali difficili da lavorare con i metodi tradizionali. L'EDM crea un'intensa scintilla elettrica tra l'elettrodo e il pezzo, che estingue qualsiasi scarica. Questa scarica, a sua volta, genera calore sufficiente a vaporizzare o fondere una piccola quantità di materiale.
Principali vantaggi dell'EDM:
- Consente ai produttori di realizzare geometrie complesse con tolleranze eccellenti
- Produce finiture superficiali lisce
- Funziona efficacemente con metalli duri e materiali difficili da lavorare
- Nessun contatto fisico riduce lo stress meccanico
Panoramica del processo di elettroerosione a filo
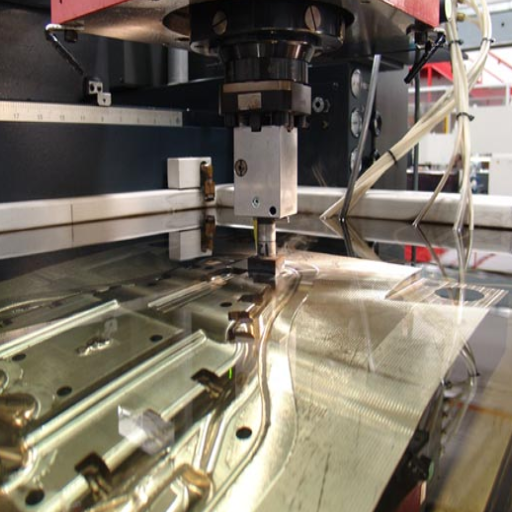
La lavorazione tramite elettroerosione a filo è un'operazione di produzione di precisione in cui un filo sottile viene caricato elettricamente per tagliare un materiale conduttivo. Il pezzo in lavorazione viene immerso in un fluido dielettrico, che svolge la duplice funzione di refrigerante e isolante. Successivamente, la corrente elettrica viene fatta passare attraverso il filo per produrre una serie di rapide scariche elettriche. Queste scariche erodono il materiale lungo la linea di taglio desiderata, consentendo la creazione di forme complesse e intricate con notevole precisione.
L'elettroerosione a filo è ideale per la produzione di componenti con tolleranze ristrette, caratteristiche delicate e finiture superficiali di alta qualità. Tecnologie all'avanguardia, come sistemi di controllo automatizzati e materiali per filo migliorati, sono state introdotte per migliorare ulteriormente l'elettroerosione a filo, rendendola ancora più veloce, precisa ed efficiente.
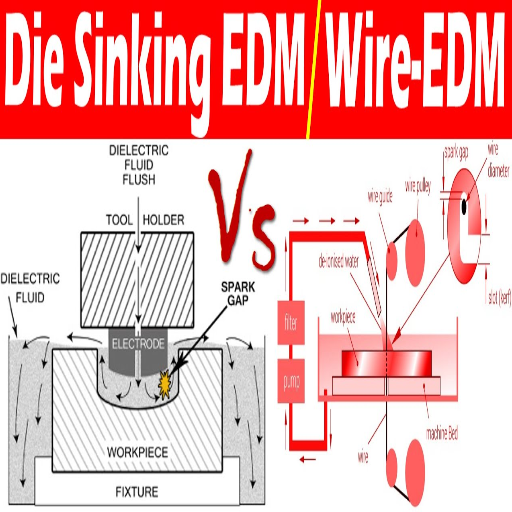
Tipi di EDM: a filo o a tuffo
I due tipi principali di EDM sono l'EDM a filo (che utilizza un filo sottile per il taglio) e l'EDM a tuffo (che utilizza un elettrodo per la formatura).
| Parametro | Elettroerosione a filo | Elettroerosione a tuffo |
|---|---|---|
| Chiavetta | Filo sottile | Elettrodo sagomato |
| Materiale | conduttivo | conduttivo |
| Precisione | Alto | Moderato |
| Applicazione | Taglio | Shaping |
| Complessità | Tagli intricati | Cavità complesse |
| Finitura di superficie | liscio | Varie |
| Costo | Più elevato | Abbassare |
| Impostare | Semplice | Complesso |
| Velocità | Più lentamente | Faster |
| Impiego | prototipi | Stampi/Matrici |
Applicazioni dell'EDM nei settori industriali
Grazie all'elevata precisione ottenuta sui materiali duri, il taglio EDM è diventato un'opzione popolare in molti settori:
- Aerospaziale: Per la produzione di componenti complessi con tolleranze eccellenti, tra cui pale di turbine e parti di motori
- Medico: Per strumenti chirurgici e impianti molto delicati e precisi
- Produzione di utensili e matrici: L'EDM viene utilizzato per stampi, matrici e utensili precisi per la produzione di massa
- Settore automobilistico: Utilizzato per la produzione di parti complesse, come componenti del motore e meccanismi di trasmissione
- Elettronica: Aiuta a produrre piccole parti per dispositivi elettronici e connettori
Utilizzi dell'elettroerosione a filo nell'industria automobilistica
L'elettroerosione a filo (EDM) svolge un ruolo cruciale nella produzione di precisione di componenti automobilistici, in particolare quando si tratta di parti che richiedono tolleranze estremamente strette e finiture dettagliate. A causa degli sviluppi futuristici del settore automobilistico, come motori più piccoli, leggeri ed efficienti, i componenti devono mantenere tolleranze ristrette.
Le principali applicazioni automobilistiche includono:
- Ugelli degli iniettori di carburante
- Sedi delle valvole del motore
- Ingranaggi di trasmissione
- Connettori per batterie per veicoli elettrici e ibridi
- Strutture leggere per l'efficienza energetica
Applicazioni aerospaziali del taglio EDM
Grazie alla produzione di componenti ad alta precisione con materiali difficili da lavorare, la tecnologia EDM svolge un ruolo fondamentale nel settore aerospaziale. Il settore aerospaziale richiede tolleranze ristrette, geometrie complesse e materiali in grado di resistere a condizioni operative difficili.
Applicazioni aerospaziali critiche:
- Produzione di pale di turbine: L'EDM consente la lavorazione di pale di turbine con canali di raffreddamento ultrafini e contorni per motori a reazione
- Riduzione del peso dei componenti: La lavorazione EDM supporta la riduzione del peso lavorazione di metalli leggeri come le superleghe a base di titanio o nichel
- Elementi di fissaggio aerospaziali: Produce una precisione superlativa negli elementi di fissaggio, ottenendo adattamenti precisi che contribuiscono all'integrità strutturale
- Lavorazione di materiali compositi: Il taglio EDM viene eseguito su materiali compositi senza provocare danni come sbavature o zone termicamente alterate
- Componenti del sistema di alimentazione di precisione: Crea microfori e geometrie complesse con elevata precisione per un flusso di carburante ottimizzato
Produzione di dispositivi medici con EDM
L'elettroerosione (EDM) ha rappresentato una vera e propria manna per la produzione di dispositivi medici grazie alla sua precisione e costanza senza pari. Il mondo medico richiede standard di sicurezza estremamente elevati, biocompatibilità e precisione su scala micrometrica in dispositivi come strumenti chirurgici, impianti e apparecchiature diagnostiche.
Applicazioni mediche:
- Strumenti chirurgici con geometrie complesse
- Impianti biocompatibili in titanio e acciaio inossidabile
- Strumenti per l'intubazione e microaghi
- Componenti delle apparecchiature diagnostiche
Limitazioni e sfide del taglio EDM

Limitazioni chiave
- Vincoli materiali: Il processo EDM è limitato alla lavorazione di materiali conduttivi. Non può essere utilizzato su materiali non conduttivi, come alcune ceramiche e plastiche.
- Bassa velocità per tagli di grandi dimensioni: Questo processo può richiedere molto tempo per tagli grandi o profondi, il che può portare a una perdita di produttività
- Consumo energetico elevato: Un consumo significativo di energia elettrica comporta un aumento dei costi operativi
- Considerazioni sulla finitura superficiale: È possibile ottenere una precisione elevata, ma la finitura superficiale impeccabile di caratteristiche complesse potrebbe richiedere una post-elaborazione
- Usura degli strumenti: Gli elettrodi EDM subiscono cambiamenti morfologici durante la lavorazione, richiedendo frequenti sostituzioni
Considerazioni sui costi per le macchine EDM
Quando si investe in una macchina EDM, è necessario considerare diversi fattori di costo:
- Costo di acquisto iniziale: Le macchine EDM vanno da $ 50,000 a ben oltre $ 200,000, a seconda del modello, delle dimensioni e della capacità
- Manutenzione e riparazioni: I pezzi di ricambio, le riparazioni e i programmi di manutenzione contribuiscono a spese continue sostanziali
- Consumo di energia: Il fabbisogno continuo di energia elettrica contribuisce a maggiori costi operativi
- Costi degli elettrodi: Materiali di consumo costosi come grafite o rame richiedono frequenti sostituzioni
- Formazione e lavoro: Sono necessari tecnici qualificati, il che aumenta i costi del personale e della formazione
Confronto tra il taglio EDM e altri metodi di lavorazione
Tempi di elaborazione rispetto ad altri metodi
I tempi di lavorazione dell'EDM sono generalmente più lenti rispetto ai metodi tradizionali, come la fresatura, ma offrono una precisione senza pari per progetti complessi e materiali duri.
| Parametro | EDM | Fresatura | Rettifica |
|---|---|---|---|
| Velocità | Più lentamente | Faster | Moderato |
| Precisione | Alto | Moderato | Alto |
| Materiale | Duro/Conduttivo | Morbido / duro | Hard |
| Tempo di preparazione | Più lunga | Più corta | Moderato |
| Costo | Più elevato | Abbassare | Moderato |
| Applicazione | Disegni intricati | Rimozione in blocco | Finitura superficiale |
| Usura degli strumenti | Basso | Alto | Moderato |
| Finitura di superficie | liscio | Varie | liscio |
| Volume | Basso | Alto | Moderato |
| Uso di energia | Alto | Moderato | Moderato |
Elettroerosione a filo vs taglio laser
L'elettroerosione a filo offre una precisione senza pari per i materiali conduttivi, mentre il taglio laser è più rapido e versatile per un'ampia gamma di materiali.
| Parametro | Elettroerosione a filo | Taglio laser |
|---|---|---|
| Precisione | Ultra-alto (0.0001″) | Alto (0.001") |
| Velocità | Più lentamente | Faster |
| Materiale | Metalli conduttivi | Metalli, plastica, legno |
| Spessore | Fino a 12 " | Fino a 0.25 " |
| Qualità dei bordi | Più ruvida | liscio |
| Applicazioni | Disegni intricati | Produzione di massa |
Taglio a getto d'acqua vs elettroerosione a filo
| Parametro | Elettroerosione a filo | Taglio a getto d'acqua |
|---|---|---|
| Precisione | Ultra-alto (0.0001″) | Moderato (0.003″) |
| Velocità | Più lentamente | Faster |
| Materiale | Solo conduttivo | Quasi tutti i materiali |
| Spessore | Fino a 12 " | Fino a 3 " |
| Calore influenzato | Si | Nona |
| Applicazioni | Disegni intricati | Produzione di massa |
Fresatura CNC e le sue differenze rispetto all'EDM
La fresatura CNC e l'elettroerosione sono due processi di produzione distinti, ognuno con vantaggi adatti a specifici requisiti di progetto. La fresatura CNC prevede la sottrazione di materiale mediante utensili da taglio rotanti, rendendola altamente efficace per la produzione rapida di vari materiali, tra cui metallo, plastica e legno.
L'elettroerosione erode i pezzi tramite scariche elettriche ed è ideale per la lavorazione di materiali duri, come il carburo di tungsteno o gli acciai temprati. L'elettroerosione è preferibile quando sono richieste tolleranze estremamente strette o quando è necessario tagliare forme complesse che gli utensili di fresatura non possono ottenere.
Ultime tendenze e progressi tecnologici
I recenti sviluppi nel taglio EDM si sono concentrati su precisione, efficienza e sostenibilità. Le principali tendenze includono:
Automazione nelle macchine EDM
L'automazione EDM è all'avanguardia nei processi di produzione di precisione. La fusione di robotica, apprendimento automatico avanzato e IoT ha permesso ai sistemi EDM di diventare entità autonome con un intervento umano minimo.
Le funzionalità automatizzate includono:
- Ottimizzazione del percorso utensile
- Gestione degli elettrodi
- Monitoraggio delle prestazioni in tempo reale
- Manutenzione predittiva
- Diagnostica basata sull'intelligenza artificiale
Sistemi ibridi nella lavorazione tramite elettroerosione
I sistemi EDM ibridi combinano le tradizionali tecniche di elettroerosione con tecnologie moderne, tra cui CNC e controllo adattivo. Questi sistemi sono progettati per garantire una maggiore precisione, tempi di lavorazione ridotti e una più ampia gamma di materiali.
Miglioramento dell'efficienza energetica nell'elettroerosione a filo
Il risparmio energetico nei sistemi di elettroerosione a filo è diventato fondamentale per raggiungere obiettivi di produzione sostenibile. Gli ultimi sviluppi sottolineano:
- Sistemi di alimentazione intelligenti
- Metodi di recupero energetico
- Generatori di impulsi a risparmio energetico
- Parametri di taglio ottimizzati
- Riduzione della tensione a vuoto e del consumo di corrente
Domande frequenti (FAQ)
Fonti di riferimento
-
Studio del taglio EDM del carburo di silicio monocristallino
-
Analisi e controllo del filo per il taglio EDM di precisione
-
Elettroerosione (EDM) all'avanguardia
-
Misurazione su microscala e modellazione FEM delle tensioni residue nella lega di alluminio AA6082-T6 generate dal taglio EDM a filo



![Cos'è la plastica ABS? Proprietà, usi e guida al riciclaggio [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


