La trafilatura e l'estrusione sono processi di lavorazione dei metalli di grande rilevanza e con obiettivi e risultati diversi. In questo post vengono presi in considerazione due di questi processi: la trafilatura e l'estrusione e la loro rilevanza in relazione al processo, l'applicazione più comune e il confronto con altri metodi. Comprendendo la trafilatura e l'estrusione, il lettore riconoscerà in che modo questi due metodi sono diversi l'uno dall'altro, quali sono i loro meriti e quali difficoltà si incontrano nell'uso pratico di questi metodi. In questo articolo, esploreremo i due processi di trafilatura e estrusione che hanno attirato molta attenzione ma poca enfasi su ciò che fanno nella lavorazione dei metalli, così come i diversi campi in cui questi processi sono necessari così come l'accuratezza e l'affidabilità che dovrebbero avere.
Cos'è la trafilatura?

La trafilatura è un processo di lavorazione dei metalli in cui un filo metallico viene tirato attraverso una serie di filiere per ridurne il diametro e aumentarne la lunghezza. Si tratta di un processo comunemente utilizzato in diversi settori, tra cui la produzione di fili per applicazioni elettriche, la produzione di componenti per automobili e nell'edilizia. La trafilatura consente un controllo preciso delle dimensioni del filo e delle sue proprietà meccaniche, producendo così fili con maggiore resistenza, maggiore flessibilità e migliore conduttività. La deformazione controllata del filo consente una facile rimozione di impurità e difetti superficiali nel filo, ottenendo una finitura superficiale brillante e uniforme. In questo modo, i produttori di fili possono creare fili di vari spessori e lunghezze in base ai requisiti di diverse applicazioni.
Spiegazione del processo di trafilatura
La trafilatura è un processo di lavorazione dei metalli impiegato nella fabbricazione di fili con diverse lunghezze e spessori, che sono più resistenti, più flessibili e più conduttivi. Comporta la tensione del filo fino a certi limiti mentre si pulisce e si leviga la superficie del filo. L'importanza della trafilatura deriva dal fatto che offre possibilità di controllare con precisione il diametro, la lunghezza e molte altre caratteristiche meccaniche di un filo richieste nei settori del cablaggio elettrico, delle costruzioni e della produzione.
La trafilatura può essere definita come un processo in cui un filo viene fatto passare attraverso una filiera, seguito da allungamento e graduale riduzione della sezione trasversale del filo. La filiera ha un'apertura che viene mantenuta in una forma allungata mentre il filo viene inclinato attraverso di essa. L'apertura attraverso la filiera restringe il filo mentre la tensione esercitata su di esso lungo la sua lunghezza ne causa l'allungamento. Questo indurimento da deformazione aumenta complessivamente la lunghezza del filo. In questo processo in più fasi vengono impiegati diversi stress per creare fili di filo di geometria e caratteristiche prescritte.
La trafilatura è più comunemente presente nei fili elettrici, dove è richiesta la capacità di replicare le dimensioni dei fili e le loro proprietà funzionali elettriche. Un gran numero di applicazioni che si estendono a molti settori si trovano nella produzione di componenti e prodotti come parti di automobili, molle e dispositivi di fissaggio, per citarne alcuni, con trama o resistenza e varianza del filo.
È essenziale comprendere che sia la trafilatura che l'estrusione sono processi che comportano la modifica della forma di un metallo. Mentre la trafilatura mira a estrarre il filo riducendone il diametro e aumentandone la lunghezza, nell'estrusione il metallo viene pompato o forzato attraverso una filiera per produrre forme e profili complessi. Entrambi questi processi hanno il loro significato e le loro applicazioni, ma entrambi sono processi indispensabili nelle industrie di lavorazione dei metalli che consentono di realizzare prodotti di alta qualità in una vasta gamma di settori.
Applicazioni nel cablaggio elettrico
Per quanto riguarda il cablaggio elettrico, la trafilatura e l'estrusione sono tra i processi più importanti che assicurano la produzione di componenti elettrici ideali. In particolare, la trafilatura, che pone l'accento sull'allungamento dei fili riducendone il diametro, è molto utile nella formazione di una rete estesa di fili di calibro molto fine utilizzati in circuiti elettrici sofisticati. Tuttavia, l'estrusione consente la formazione di forme e profili complessi richiesti per connettori, scatole di giunzione o isolamento dei cavi. Grazie a questa combinazione di tecniche, i produttori possono rispettare molti standard rigorosi imposti dal segmento elettrico dell'economia e fornire sistemi elettrici affidabili ed efficaci.
Come la trafilatura è un processo di lavorazione dei metalli
La trafilatura è un processo che comporta la creazione di fili in densità più piccole senza accorciarne la lunghezza. La trafilatura è essenzialmente definita come l'atto di formare un filo tirandolo attraverso una sequenza di filiere. Il filo stretto di lunghezza considerevole viene realizzato tramite trafilatura, utilizzata per applicazioni come circuiti di fili e molte altre connessioni elettroniche, se necessario. Ogni processo di trafilatura del filo aumenta la resistenza del filo e la sua integrità meccanica ed elettrica, oltre a migliorare la tensione superficiale del filo.
L'operazione principale coinvolta nel processo di trafilatura è la deformazione del filo. Il filo viene trafilato attraverso le filiere a una certa tensione e durante il processo di trazione, si verifica una deformazione plastica del metallo e il diametro si riduce. Durante la trafilatura dei fili, la superficie del filo viene rivestita con un lubrificante per ridurre il contatto e i danni sulla superficie. I parametri della trafilatura includono:
Diametro del filo: lo spessore iniziale o pre-trafilatura del filo è definito diametro del filo.
Dimensioni della filiera: per quanto riguarda la trafilatura, il filo più veloce viene completato alle dimensioni desiderate delle filiere
Rapporto di riduzione: espresso come diametro iniziale del filo diviso per il diametro finale del filo e fornisce una stima della variazione.
Velocità di trafilatura: per ogni matrice utilizzata nel processo di trafilatura, c'è una matrice attraverso la quale il filo viene trafilato. La velocità di trafilatura influenza direttamente sia l'efficacia che la qualità della trafilatura.
Lubrificazione: è il lubrificante che viene applicato durante la trafilatura e utilizzato nel processo di trafilatura per ridurre al minimo la resistenza durante la trafilatura.
La trafilatura è specializzata ed essenziale per la produzione di fili e cavi elettrici e ha numerosi utilizzi nei settori automobilistico, aerospaziale e delle telecomunicazioni. Rende possibile produrre fili con dimensioni e proprietà meccaniche controllate che saranno utili ed efficaci quando utilizzati nei sistemi elettrici.
Esplorazione del processo di estrusione
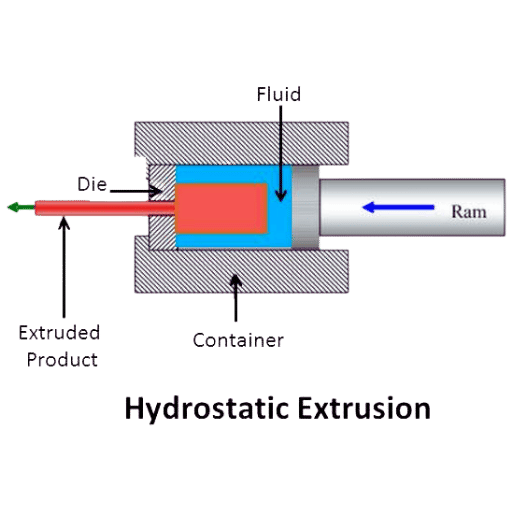
Il processo di estrusione è un metodo fondamentale nella lavorazione dei metalli, utilizzato per fabbricare oggetti con sagome intricate e caratteristiche di resistenza specifiche. Consiste nell'applicare un'elevata pressione a uno o più materiali, solitamente metallici o plastici, forzando il materiale attraverso una forma (una matrice) della geometria e delle caratteristiche desiderate. Con questa conoscenza delle caratteristiche del processo di estrusione, i produttori possono utilizzarlo per la produzione di componenti di diverse forme, dimensioni, caratteristiche meccaniche e miglioramenti superficiali.
Tipi di estrusione: diretta e indiretta
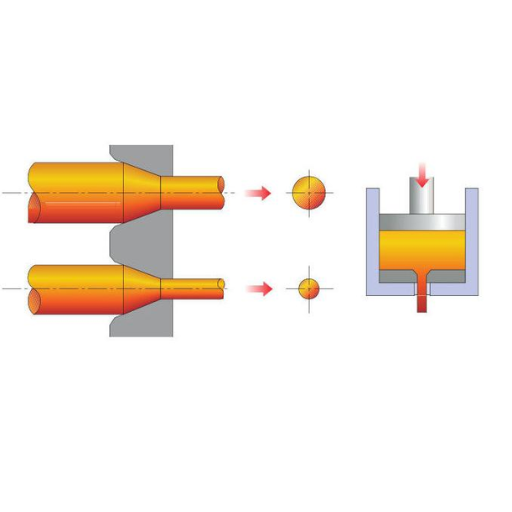
Si possono fare due distinzioni principali sull'estrusione: estrusione diretta e indiretta. L'estrusione diretta avviene quando il pistone spinge il materiale attraverso la matrice. Viene utilizzata per materiali che hanno forze di estrusione inferiori e sezioni trasversali facili da estrudere. Al contrario, l'estrusione indiretta è l'opposto in quanto la matrice viene spostata verso il materiale spingendolo quindi attraverso la matrice. Questa tecnica viene utilizzata su materiali con forze di estrusione superiori o forme di sezione trasversale più complicate. Sia l'estrusione diretta che quella indiretta della formulazione hanno i loro vantaggi speciali e sono ugualmente accettate nella fabbricazione di metalli e materie plastiche in vari campi. Per una maggiore comprensione di questi tipi di estrusione, l'approccio migliore sarebbe visitare i primi 3 siti Web attualmente su Google.com su questi problemi.
Il ruolo dell'estrusione nella lavorazione dei metalli
L'estrusione ha una funzione molto importante nella lavorazione dei metalli in quanto viene utilizzata per creare parti metalliche in modo efficiente e accurato. Come processo di deformazione, l'estrusione aiuta a catturare strutture internamente coerenti di forme trasversali più complicate nei metalli. Quando si confrontano trafilatura ed estrusione, si deve affermare che ora esiste un'attività comune di lavorazione dei metalli, ma la tecnologia e lo scopo funzionale sono fondamentalmente diversi. La trafilatura affronta la produzione di fili che saranno utilizzati per applicazioni elettriche e strutturali, mentre l'estrusione è ampiamente utilizzata nei settori della plastica e del metallo. Questi processi hanno anche altri vantaggi come una migliore finitura superficiale e la capacità di lavorare in materiali trafilati che richiedono grandi forze di estrusione. Tuttavia, ci sono alcuni problemi associati alla trafilatura dei metalli o Padroneggiare l'estrusione e la trafilatura dei metalli: affrontare lo svantaggio della deformazione. Una volta che le peculiarità del processo di estrusione sono comprese, i produttori saranno in grado di fornire prodotti metallici di qualità.
Perché l'estrusione è un processo di deformazione
L'estrusione è un processo di lavorazione dei metalli molto efficiente, pensato per facilitare la deformazione dei produttori che desiderano creare un assortimento di forme. Questo processo consiste nell'applicare una notevole quantità di forza, in un movimento di spinta o di trazione, su un materiale che è stato modellato per adattarsi a una matrice, modificandone così l'area della sezione trasversale e le dimensioni nel processo. I seguenti punti evidenziano i motivi per cui l'estrusione è un metodo preferito per la deformazione:
Efficienza in dimensione e forma: l'uso dell'estrusione è vantaggioso per i produttori poiché saranno in grado di regolare la deformazione nel processo garantendo dimensioni e forma uniformi. Alcuni dei parametri che dovrebbero essere presi in considerazione durante le fasi precedenti dell'estrusione dei metalli sono la temperatura, la velocità di estrusione e la geometria della matrice.
Struttura interna migliorata: la tecnologia di estrusione può rettificare sensibilmente le proprietà dei materiali con cui si lavora. Migliorerò la struttura dei grani, rafforzerò il materiale e persino arricchirò le proprietà meccaniche dell'intero materiale. È necessario rispettare temperature ottimali durante l'estrusione e composizioni di lega adatte per ottenere le proprietà attese di un materiale.
Creazione di forme complesse: poiché l'estrusione richiede la produzione di forme complesse, potrebbe essere difficile realizzarle utilizzando tecniche tradizionali. Utilizzando configurazioni di matrici appropriate, i produttori possono portare a termine il compito di estrudere materiali in sezioni progettate per essere uniche, che si tratti di profili, tubi, barre o qualsiasi altra forma.
Efficienza dei costi ed efficienza dei materiali: l'estensione consente parametri che sono accompagnati dal concetto di minimizzazione dei costi quando si tratta del processo di produzione. La scarsità di sprechi e la capacità di utilizzare scarti di spazzatura o materiale riciclato durante la produzione riducono al minimo anche i costi associati alla produzione di massa, rendendo quindi l'estensione un processo conveniente.
Versatilità e ampia gamma di applicazioni: grazie ai vari processi coinvolti, numerosi settori come quello automobilistico, aerospaziale, edile e manifatturiero di beni di consumo hanno adottato estensioni nella produzione di massa. Un'ampia varietà di materiali, tra cui alluminio, acciaio, rame e materie plastiche, può essere utilizzata nel processo di estrusione, migliorandone così la capacità nei processi di deformazione.
Grazie all'uso dell'estrusione, i produttori possono eliminare le limitazioni imposte dalla deformazione, modellare con precisione il prodotto e realizzare elementi metallici con qualità superiori, come precisione delle dimensioni e delle proprietà.
Confronto tra trafilatura ed estrusione
Nel confronto tra i processi di trafilatura e di estrusione, è necessario considerare i fattori di trafilatura. Esploriamo le differenze, in particolare per quanto riguarda i cambiamenti della sezione trasversale e la qualità della superficie, per avere una migliore comprensione dei meriti dei due metodi e delle loro applicazioni. La distinzione tra trafilatura ed estrusione è importante per i produttori in quanto aiuta nella selezione della tecnica più appropriata per determinati requisiti di produzione e obiettivi finali.
Differenza tra tecniche di disegno ed estrusione
Quando si affrontano i metodi di trafilatura ed estrusione e si confrontano i metodi, è necessario includere vari parametri che determinano la capacità e l'efficienza di ogni metodo particolare. Fateci sapere le differenze tra queste modifiche dell'area della sezione trasversale e la finitura superficiale in particolare, in modo che possiamo essere in grado di saperne di più sui vantaggi e gli usi dei diversi metodi. Per darvi una buona panoramica di tali tecniche, posso fare riferimento alle fonti appropriate su Internet, come i primi 3 siti su google.com.
La trafilatura è un processo che riduce il diametro di un filo tirandolo attraverso una filiera con una sezione trasversale più piccola deformata dal restringimento termico. È molto spesso impiegato per applicazioni elettriche e strutturali che richiedono proprietà meccaniche e tolleranze.
L'altro metodo è piuttosto noto come estrusione, che implica la spinta di un metallo o di una plastica attraverso una matrice con una sezione trasversale desiderata. È il processo di spostamento di un materiale attraverso una matrice fino a una forma trasversale desiderata. È diventato utilizzabile per l'industria poiché può consentire alle industrie di plastica e metallo di produrre profili, barre e tubi con forme e aree specifiche.
Tra le distinzioni più importanti tra le tecniche di trafilatura e di estrusione, vale la pena sottolineare quanto segue:
Difetti della sezione trasversale: la tecnologia di trafilatura funziona in modo efficiente solo per la riduzione dell'area della sezione trasversale del filo, ma mantiene la forma e allunga il filo nel processo. D'altro canto, l'estrusione consente la formazione di forme seghettate della sezione trasversale insieme a sezioni coniche e cave.
Trattamento superficiale: l'osservatore noterà che la trafilatura del filo colpisce molte superfici ruvide poiché i fili dopo la trafilatura subiscono stiramento e compressione durante la trafilatura delle parti principali del filo. D'altro canto, i processi di estrusione possono portare a una finitura superficiale non molto liscia a causa di troppo materiale attivo strofinato sulla filiera.
I produttori faranno una distinzione tra le tecniche di trafilatura e di estrusione basandosi su un'attenta analisi dei vantaggi e dei limiti di entrambe le tecniche in relazione alle specifiche di produzione o agli obiettivi. Per quanto riguarda gli altri, devono comprendere a fondo questa complicata questione e ottenere tutte le informazioni critiche da fonti affidabili e rispettabili, nonché dalla guida degli esperti.
Analisi dei cambiamenti trasversali
Quando si studiano i processi di trafilatura o estrusione, è necessario analizzare anche i loro parametri tecnici e gli effetti che hanno. Concentriamoci su questi importanti fattori:
Flusso e deformazione del materiale: nella trafilatura, l'area della sezione trasversale del filo viene ridotta tirando il filo attraverso una filiera. In questo modo, la lunghezza aumenta mentre il diametro diminuisce, il che determina cambiamenti nella struttura del grano, nella microstruttura e nelle proprietà meccaniche del materiale. D'altro canto, nell'estrusione, il materiale viene modellato nella sezione trasversale desiderata forzandolo attraverso una filiera, il che determina una deformazione plastica e un cambiamento della forma della sezione trasversale.
Rugosità superficiale: come risultato delle forze di attrito tra il filo e la filiera, la trafilatura presenta difetti superficiali inferiori. Mentre nell'estrusione, i valori di rugosità superficiale prodotti sono leggermente più alti a causa dell'interazione materiale-filiera.
Parametri e considerazioni: diversi parametri tecnici sono coinvolti nella comprensione delle modifiche trasversali, tra cui Configurazione e geometria della matrice Tecniche di lubrificazione e raffreddamento Proprietà meccaniche del materiale, come resistenza e duttilità Velocità del bagno o di estrusione Rapporto di riduzione Temperature della billetta o del filo Rugosità del materiale e della superficie della matrice Conoscere e migliorare i parametri tecnografici si concentra sul supporto di output accettabili e sulla qualità dei prodotti durante i processi di trafilatura ed estrusione dei fili. È quindi importante che i produttori facciano riferimento a fonti affidabili, cerchino assistenza di esperti e testino i processi in modo più intensivo per trovare i parametri tecnici più adatti alle loro esigenze di produzione.
Differenze di finitura superficiale nei prodotti metallici
Poiché sono un esperto di trafilatura ed estrusione di metalli, le peculiarità della finitura superficiale dei prodotti in metallo sono qualcosa in cui sono competente. Inoltre, la finitura superficiale costituisce una sezione insignificante poiché è un fattore decisivo per la prospettiva, l'efficacia e l'utilità dei componenti metallici. In ogni caso, le caratteristiche di finitura superficiale attese devono essere soddisfatte tramite diversi requisiti e limiti operativi. Esaminando le prime tre ricerche Google relative al problema rilevante, posso trarre le seguenti conclusioni:
Parametri di finitura superficiale: la finitura superficiale dei prodotti metallici può essere funzione di diversi parametri quali:
Metodi di lubrificazione e raffreddamento: l'uso intensivo di tecniche di miglioramento dei difetti e della superficie aiuta a ottenere una finitura migliore.
Tipologia e finitura superficiale dello stampo: l'impiego dei materiali dello stampo e le caratteristiche superficiali determinano la rugosità e la qualità del prodotto finale.
Velocità di trafilatura o estrusione: è molto importante controllare la velocità dell'operazione per ottenere coerenza e ridurre il numero di difetti superficiali.
Proprietà del materiale: le proprietà intrinseche del metallo, come la resistenza e la duttilità, determinano la finitura superficiale che verrà ottenuta.
Importanza dell'ottimizzazione: i produttori devono tenere a mente i requisiti dei rispettivi prodotti e processi durante la progettazione per la finitura superficiale ottimale. Devono considerare la letteratura pertinente e le opinioni degli esperti ed effettuare un benchmarking appropriato per arrivare a parametri adatti per i loro particolari requisiti di produzione. Ciò contribuisce al raggiungimento degli obiettivi desiderati e a garantire la qualità della finitura superficiale nei processi di trafilatura ed estrusione.
L'iniezione e il miglioramento di questi parametri attraverso l'ottimizzazione del design consentono ai produttori di gestire e ottimizzare la superficie dei prodotti metallici finiti, in modo da soddisfare adeguatamente le aspettative estetiche e funzionali.
Applicazioni comuni della trafilatura e dell'estrusione dei fili

Trafilatura:
Cablaggio elettrico: un processo di trafilatura è una forma avanzata di tecnica di trafilatura a freddo che viene utilizzata principalmente nella produzione di cablaggi elettrici come sistemi residenziali, commerciali e industriali. I parametri del processo garantiscono la produzione di fili uniformi e lisci nel profilo e hanno la massima conduzione elettrica e isolamento del filo.
Componenti strutturali: la trafilatura è impiegata anche nella produzione di componenti strutturali in settori quali l'edilizia, l'automotive e l'aerospaziale. Aiuta a produrre fili delle dimensioni e delle proprietà meccaniche richieste per l'uso nelle applicazioni richieste con requisiti di resistenza.
Estrusione:
Produzione di plastica: l'estrusione è uno dei processi di lavoro più essenziali nel dominio della produzione di file di plastica. Viene anche utilizzata per modellare la plastica che, allo stato fuso, diventa tubi e altre forme, tra cui tubi, fogli e profili. Rende possibile la creazione di forme più complesse con dimensioni e finitura superficiale costanti.
Produzione di metalli: per quanto riguarda la produzione di metalli, l'estrusione è utilizzata principalmente per produrre profili, barre e tubi. Facilita la produzione di parti metalliche che hanno forme e proprietà fisiche particolari richieste in diversi settori, tra cui l'edilizia, l'automotive e l'aeronautica.
I produttori possono utilizzare processi di trafilatura ed estrusione per soddisfare i requisiti di diversi settori e produrre parti con dimensioni, resistenza e finitura superficiale predeterminate. Poiché tali processi forniscono flessibilità e controllo, diventano importanti in un'ampia gamma di applicazioni in diversi settori.
Trafilatura per usi elettrici e strutturali
La trafilatura è un'operazione primaria applicata negli elementi strutturali e di alimentazione. È il processo di forzatura di un filo metallico attraverso una filiera per restringerne la sezione trasversale e migliorarne le proprietà. Riconosco la trafilatura come un modo di lavorare nelle operazioni e lo dico per i settori delle telecomunicazioni, dell'elettricità e delle costruzioni. Ciò consente lo sviluppo di fili di sezione trasversale, resistenza alla trazione e trattamento superficiale specifici. Regolando con precisione i parametri di trafilatura, i produttori possono produrre fili che rispondono alle esigenze critiche di questi settori, assicurando prestazioni soddisfacenti in qualsiasi applicazione.
Estrusione nella produzione di plastica e metallo
L'estrusione è un metodo comune nella produzione sia di plastica che di metallo. Questo processo consiste nel forzare il materiale attraverso una matrice per formare prodotti delle forme e delle dimensioni richieste. Nel caso dell'estrusione di materie plastiche, questo processo emerge come utile per la produzione di tubi, condutture, tubazioni e fogli. Nella produzione di metallo, questo processo è utilizzato nella creazione di aste, barre e profili.
Ci sono molteplici vantaggi nell'efficienza del processo di produzione quando si utilizza il metodo di estrusione. Consente di produrre una sezione trasversale continua e coerente che può anche essere piuttosto complessa. Il processo è associato ad alti tassi ed efficienza di produzione che consentono l'applicazione in prodotti di produzione di massa. Per aggiungere, si nota anche che le parti estruse in plastica e metallo tendono ad avere qualità migliori come la robustezza.
Tuttavia, durante l'esecuzione dell'estrusione possono verificarsi alcune complicazioni. Alcune complicazioni come deformazione, trazione e distribuzione del materiale possono verificarsi, portando a difetti nelle proprietà. Il diametro della billetta e le tolleranze della sezione trasversale sono due fattori che assicurano la coerenza del prodotto. Ultimo ma non meno importante, ottenere la qualità superficiale prevista può essere difficile, poiché il processo di estrusione può portare ad alcune superfici ruvide e irregolari.
Per affrontare queste sfide, i produttori utilizzano diverse tecnologie e tecniche. L'uso di sofisticati design di matrici e un'attenta selezione dei parametri del processo di estrusione riducono notevolmente la distorsione e migliorano le proprietà di trazione. Il controllo del processo fornisce anche coerenza nell'altezza e nello spessore della billetta, nonché nella sua sezione trasversale. La lucidatura e un po' di coasting possono anche essere utilizzate per migliorare la qualità della superficie degli articoli estrusi.
Man mano che i produttori apprendono le caratteristiche essenziali dell'estrusione nei settori della plastica e del metallo, alcune sfide vengono superate mentre le opportunità portate da questo processo vengono sfruttate appieno. È anche importante per la produzione di vari prodotti e lo sviluppo di diversi settori.
Vantaggi dei metalli trafilati a freddo ed estrusi
Nel corso del mio lavoro, vorrei sostenere apertamente i processi di trafilatura ed estrusione dei metalli poiché sono noti per trafilare a freddo il metallo e/o estruderlo rispettivamente. I metalli trafilati o estrusi tramite questi processi vengono deformati in un modo che ne migliora le proprietà metallurgiche e la precisione. È stato rivelato che i metalli trafilati a freddo hanno caratteristiche eccellenti come resistenza alla trazione, precisione dimensionale e finitura superficiale che possono essere in applicazioni che richiedono tolleranze elevate. Mentre i metalli estrusi hanno la capacità e la flessibilità di essere prodotti in una varietà di forme, dimensioni e design che a loro volta offriranno grande libertà di progettazione ai produttori. Rendendo così possibile la produzione di una vasta gamma di prodotti, inclusi, ma non limitati a, parti strutturali nell'industria aerospaziale, parti automobilistiche complesse e dispositivi elettrici di consumo. In generale, i metalli trafilati a freddo mirano al miglioramento delle proprietà meccaniche dei metalli e delle parti metalliche, della precisione dimensionale e delle qualità superficiali degli articoli metallici, nonché delle opportunità di progettazione. Tutti questi aspetti rendono questi metalli vitali nelle industrie odierne.
Sfide nella trafilatura e nell'estrusione dei metalli

I processi di trafilatura ed estrusione di prodotti metallici presentano una serie di problemi specifici che devono essere affrontati in modo appropriato per ottenere la massima efficacia e la massima qualità dei prodotti finali. Per superare i problemi di cui sopra è necessaria una conoscenza approfondita delle caratteristiche dei materiali, dei regimi di processo e delle tecnologie di produzione avanzate. Tali sfide sono risolvibili e con l'ausilio di tecniche e strumenti appropriati, i produttori possono produrre parti e prodotti metallici ben progettati e della massima qualità.
Affrontare i problemi di deformazione e trazione
I fattori di deformazione e trazione presentano sfide cruciali per la trafilatura e l'estrusione dei metalli che mettono in discussione principalmente la qualità e l'integrità dei prodotti finali. Per contrastare questi problemi, i produttori dovrebbero prendere in considerazione i seguenti passaggi decisivi principali:
Parametri di processo: devono essere stabiliti parametri di processo appropriati come temperatura, velocità di deformazione e lubrificazione per alleviare i fattori di deformazione e trazione. È importante notare che questi parametri devono essere regolati dalle proprietà del materiale e dal risultato che si desidera ottenere.
Progettazione della matrice: nei casi in cui vi è una deformazione estesa del materiale, la progettazione della matrice deve essere ottimizzata in modo che il flusso del materiale lavorato in parti sia parzialmente controllato. Alcuni dei fattori che richiedono una messa a punto appropriata per ridurre al minimo le sollecitazioni di trazione e ottenere la precisione dimensionale desiderata includono l'angolo della matrice, la lunghezza del piano e il raggio del raccordo.
Selezione del materiale: a tal fine, è intuitivo che le proprietà meccaniche del materiale e la sua duttilità influenzano notevolmente la deformazione del materiale e i fattori di trazione durante la trafilatura e l'estrusione. La selezione del materiale può essere eseguita in base a diversi parametri che includono resistenza, allungamento e comportamento di incrudimento.
Trattamento termico: quindi, viene proposta un'altra tecnica per ridurre la quantità di deformazione e migliorare le proprietà meccaniche del metallo. Ad esempio, i trattamenti di ricottura o di distensione alleviano efficacemente le tensioni residue e migliorano la duttilità del materiale, il che a sua volta riduce le possibilità di deformazione e rottura per trazione.
Manutenzione degli stampi: ispezioni e riparazioni tempestive e di routine degli stampi sono essenziali per la precisione dimensionale e per limitare i problemi di deformazione. Se la superficie dello stampo presenta usura o danni, è necessario correggerli immediatamente per garantire l'uniformità nella qualità dei prodotti prodotti.
Valutando e impiegando giudiziosamente queste tecniche, i produttori possono risolvere efficacemente i problemi di deformazione e trazione sia nella progettazione che nella fabbricazione di componenti metallici con metrologia e proprietà meccaniche migliorate.
Gestione dell'uniformità di billette e sezioni trasversali
Nella produzione, il mantenimento della qualità e della coerenza funzionale dei prodotti finiti richiede una gestione efficace della billetta e dell'uniformità della sezione trasversale. Mentre si lavora per raggiungere questo obiettivo, sorgono diversi problemi. Il primo riguarda il tipo di materiale della billetta. Dovrebbero essere utilizzate le composizioni chimiche dei materiali che possiedono le proprietà meccaniche necessarie, tra cui resistenza, allungamento e caratteristiche di incrudimento. Inoltre, la temperatura insieme alla velocità di raffreddamento utilizzata nella fusione dei processi di fabbricazione dei bulloni a forma di C deve essere controllata per evitare diverse dimensioni della sezione trasversale.
D'altro canto, i parametri tecnici da considerare per la gestione dell'uniformità bimetallica e trasversale possono includere:
Composizione del metallo: assicurarsi che il bimetallo fabbricato soddisfi le proprietà meccaniche richieste.
Temperatura di fusione: assicurarsi che la temperatura sia uniforme in tutto il radiatore durante la fusione, in modo che non vi siano differenze termiche nelle sezioni trasversali.
Tempo di raffreddamento del sistema: ridurre questo tempo per raffreddare sufficientemente il componente ed evitare di causare danni/modifiche nella sezione trasversale dovute a sollecitazioni interne.
Billetta e fascia. Spessore del glaucoma. Elementi di massa orizzontali allungati – lunghezza – altezza: Questa sezione monitora e controlla le dimensioni di un bimetallo per garantire che il suo profilo ottimale venga mantenuto.
Misure di controllo: è necessario adottare misure correttive e preventive per ridurre al minimo i casi di modifiche dimensionali o di composizione dei bimetalli.
Alla luce dei fattori evidenziati e di quelli indicati, i produttori possono controllare l'uniformità della billetta e della sezione trasversale per produrre componenti metallici di precisione le cui dimensioni e proprietà meccaniche sono di standard elevato.
Miglioramento della finitura superficiale nella produzione
Per ottenere una finitura superficiale migliore, è fondamentale conoscere i fattori determinanti della finitura superficiale finale. Dopo aver utilizzato i primi 3 siti Web che compaiono su Google.com, ho compilato le seguenti best practice.
Innanzitutto, i produttori devono trovare i parametri di produzione più adatti: si riferisce ai parametri ottimizzati per il processo di taglio, come velocità di taglio, velocità di avanzamento e geometrie degli utensili. Ottenere il giusto compromesso tra la qualità della finitura superficiale e quella della rimozione del materiale è essenziale.
In secondo luogo, una lubrificazione efficace praticata: la lubrificazione sulla superficie lavorata deve essere eseguita correttamente per ridurre la quantità di calore e attrito prodotti; quindi, la ruvidità della superficie lavorata viene ridotta in modo significativo. Il tipo di lubrificante da utilizzare deve essere selezionato correttamente. Inoltre, questo deve essere applicato in modo coerente.
In terzo luogo, ingranaggi e abrasivi dovrebbero essere migliorati: utilizzando utensili e abrasivi moderni con geometria e rivestimenti superiori, si può ottenere un miglioramento della finitura. È necessario tenere traccia degli sviluppi nella tecnologia degli utensili.
In quarto luogo, le vibrazioni devono essere controllate: le imperfezioni superficiali, che possono compromettere la qualità, possono essere evitate ottimizzando la quantità di rigidità, smorzamento e stabilità degli elementi della macchina per controllarne le vibrazioni.
In quinto luogo, è opportuno utilizzare tecniche di post-elaborazione: per ottenere una superficie più fine, è opportuno utilizzare altre tecniche di post-elaborazione, come lucidatura, elettrolucidatura e applicazioni chimiche.
Queste tecniche descritte consentono ai produttori di migliorare la finitura superficiale e quindi di realizzare componenti di migliore qualità e dall'aspetto migliore.
Referenze
Resistenza elettrica e conduttanza
Produttore leader di estrusori per fili e cavi in Cina
Domande frequenti (FAQ)
D: Cos'è la trafilatura?
A: La trafilatura è un processo di lavorazione dei metalli utilizzato per ridurre la sezione trasversale di un filo tirandolo attraverso una singola filiera o una serie di filiere. Si tratta di un processo di lavorazione a freddo che produce un filo con un profilo di sezione trasversale costante.
D: In che cosa il processo di estrusione differisce dalla trafilatura?
R: L'estrusione e la trafilatura sono entrambi processi di formatura, ma differiscono nel metodo. Nell'estrusione, il materiale viene spinto attraverso una matrice per formare la forma desiderata, mentre la trafilatura comporta la trazione del materiale attraverso una matrice. L'estrusione può essere eseguita a temperature calde o fredde, mentre la trafilatura è in genere un processo di lavorazione a freddo.
D: Puoi spiegare il ruolo del mandrino nella trafilatura dei tubi?
A: Nella trafilatura dei tubi, un mandrino viene utilizzato per supportare il diametro interno del tubo e garantire che mantenga la forma desiderata mentre viene trafilato attraverso una matrice. Ciò aiuta a ottenere precisione nello spessore e nell'uniformità del tubo di acciaio.
D: Cosa si intende per "estrusione in avanti"?
R: L'estrusione in avanti è un processo in cui il materiale viene spinto nella stessa direzione dell'apertura della matrice. È in contrasto con l'estrusione all'indietro, in cui il materiale scorre nella direzione opposta al movimento del pistone.
D: Perché la trafilatura è considerata un processo di lavorazione a freddo?
R: La trafilatura è considerata un processo di lavorazione a freddo perché viene eseguita a temperatura ambiente o quasi. Questo processo rafforza il materiale tramite incrudimento, poiché il metallo viene trafilato attraverso una matrice senza l'applicazione di calore.
D: Quali tipi di materiali possono essere utilizzati nei processi di estrusione e trafilatura?
A: Nei processi di estrusione e trafilatura possono essere utilizzati vari metalli, tra cui alluminio, rame, acciaio e ottone. La scelta del materiale dipende dalle proprietà desiderate e dalle applicazioni del prodotto finale.
D: Come funziona una macchina da disegno?
R: Una macchina da disegno funziona tirando un filo attraverso una filiera per ridurne il diametro e modificarne il profilo trasversale. La macchina applica tensione al filo, tirandolo attraverso una serie di filiere, ciascuna progressivamente più piccola, per ottenere le dimensioni desiderate.
D: Qual è il significato del termine "disegno a caldo"?
A: La trafilatura a caldo si riferisce a un processo in cui il materiale viene riscaldato prima di essere trafilato attraverso una matrice. Ciò può ridurre la forza richiesta per modellare il materiale e migliorare la duttilità, consentendo una maggiore deformazione senza rotture.
D: Come vengono utilizzati insieme l'estrusione e la trafilatura a freddo?
A: L'estrusione e la trafilatura a freddo possono essere eseguite in sequenza per ottenere una forma e una dimensione specifiche. Innanzitutto, l'estrusione viene utilizzata per creare una forma di base, quindi la trafilatura a freddo perfeziona ulteriormente le dimensioni e la finitura superficiale del prodotto.