こんにちは。単軸スクリュー押出機というユニークなトピックを扱ったこのブログへようこそ。この装置はポリマー処理に不可欠ですが、どのように機能するのでしょうか。この包括的なブログ投稿では、次のような質問にお答えします。単軸スクリュー押出機とは何ですか。主な部品と動作原理は何ですか。この機械の利点は何ですか。そのツインスクリュー押出機はプラスチック押出機と比較できます。単軸スクリュー押出機はどのように動作し、最適な使用条件は何ですか。最後に、単軸スクリュー押出機業界の最新動向について説明し、その将来について推測します。さらに、ポリマー処理のキャリアを始めたばかりの場合は、このガイドが役立ちます。それでは、少し時間を取って、この有益な技術ツアーにご参加ください。一緒に、プラスチック製造の高度なモードにおける主要コンポーネントの可能性を解き放ちましょう。
単軸スクリュー押出機とは何ですか?どのように機能しますか?
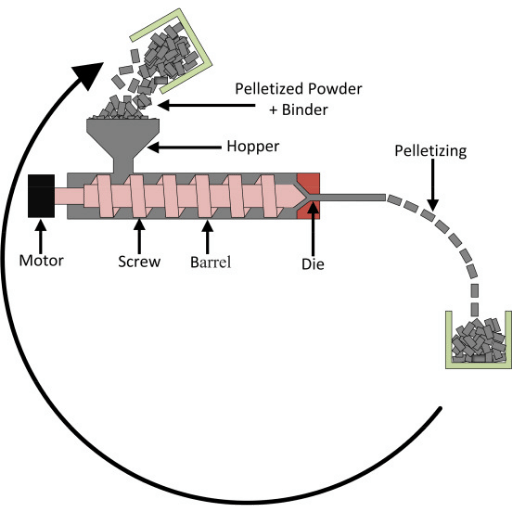
単軸スクリュー押出機は、製造作業中にプラスチックを処理するための極めて重要な産業機器です。これは、特定のプラスチックの塊を溶かし、混ぜ、連続的に成形する機械です。単軸スクリュー押出機の動作原理は、次のように説明できます。プラスチック材料を加熱されたバレルに投入し、回転するスクリューが材料をバレル内で前方に押し出すと同時に溶かします。次に、溶けた塊をダイに通して、必要な形状とサイズにします。これは、スクリューの回転によって生じる機械的エネルギーによって実現されます。
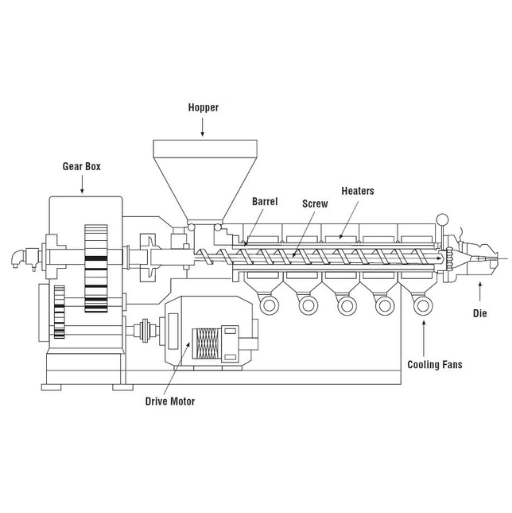
単軸スクリュー押出機の主な部品はスクリューとバレルです。スクリューはポリマー粒子の輸送、溶融、混合に使用されます。バレルは加熱と圧力の融合の機能を果たします。スクリューとバレルは、特殊な処理ニーズに合わせて設計できます。
単軸スクリュー押し出しの利点としては、構成が簡単で、コストが削減され、柔軟性があることが挙げられます。単軸スクリュー押し出し機は、さまざまな種類のプラスチック パイプ、プラスチック プロファイル、シート、フィルムなどを製造する方法として、多くの業界で使用されています。
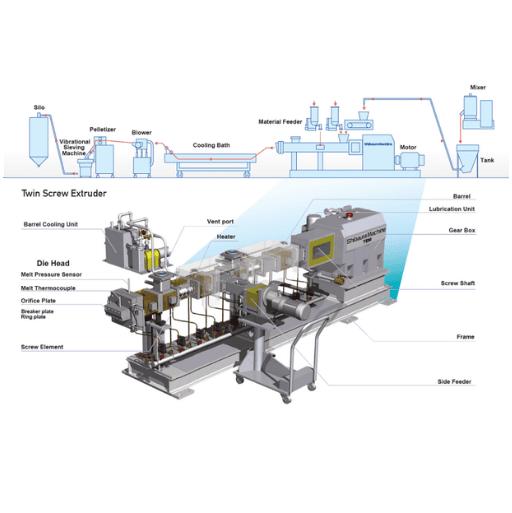
単軸スクリュー押出機は、混合がうまくいかなかったり、特別な処理が必要であったりする二軸スクリュー押出機に比べると、比較的簡単に製造できます。用途によっては、たとえばノズルから放出される溶融ポリマーの速度が高いなどの理由で、特定のモデルが他のモデルよりも適している場合があります。
単軸スクリュー押出機の原理と動作方法は、ポリマー押出の専門家と初心者の両方にとって貴重な情報です。さらに、単軸スクリュー押出機の知識により、さまざまなプラスチック製品の製造におけるこのタイプの押出機の役割をよりよく理解できるようになります。
単軸押出機の動作原理
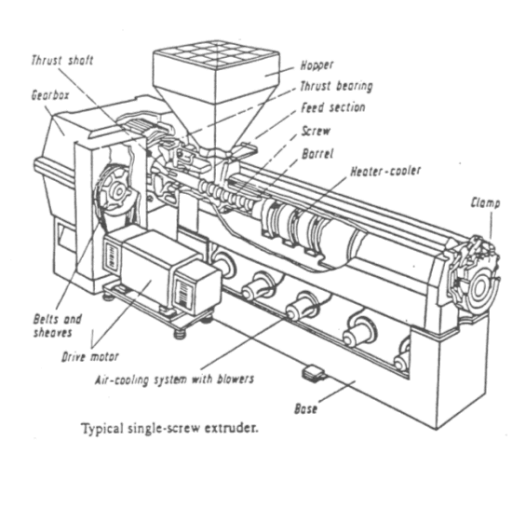
単軸スクリュー押出機の個々の部品は特定の役割を果たしており、これらの役割を効果的に理解するには、ポリマー処理中にこの機械がどのように動作するかを知ることが重要です。単軸スクリュー押出機は、原材料を完成したプラスチック製品に変換するためにポリマー処理で広く使用されています。回転しないシリンダー内の単一のスクリューを使用してプラスチック材料を移動、加熱、成形することで、完全な完成品を作成します。
このプロセスは、通常は固形プラグまたはペレットの原材料を押出機の上部にあるホッパーに投入することから始まります。スクリューの回転により、バレルの長さに沿って円形の経路で材料が移動します。スクリューとバレルの両方で構成されたチャンバーの面積は段階的に減少し、その結果、材料が圧縮され、材料が前進するにつれて熱エネルギーが生成されます。
これらの要因の組み合わせにより、プラスチック材料がスクリューに供給されると、圧力と相まって機械的せん断と摩擦による熱膨張が起こります。これによりポリマーの溶融が促進され、粘性のある液体状態に変化します。その後、すでに溶融したポリマーがダイに押し込まれ、ポリマーに正確な寸法と形状が与えられます。
単軸スクリュー押し出しの効率と性能には、スクリューの形状、温度、その他の特性、時間など、いくつかの要素が影響します。これらの重要な要素を改善することで、ポリマーの一貫した溶融、適切な融合、良好な成形が可能になります。
単軸スクリュー押出機の動作に関する知識を得ることは、この技術の謎を解くのに役立つため、ポリマー加工業界の専門家だけでなく初心者にとっても役立ちます。これにより、このような機械を活用し、高品質のプラスチック製品を生産する際に単軸スクリュー押出を効果的に実行できるようになります。
主要コンポーネント: スクリューとバレル
スクリューとバレルは、単軸スクリュー押出機の 2 つの重要な部品であり、これらを組み合わせることで、さまざまなプラスチック材料を正確かつ効果的に処理することが可能になります。
スクリュー:
スクリューは螺旋状のシャフトで、この場合は押出機のバレル内で回転する金属製のシャフトです。プラスチック材料の搬送、溶融、混合にも使用されます。軸を中心に回転するスクリューの動作により、バレル内に閉じ込められたプラスチックが出口に向かって押し出されます。スクリューのスリットの深さ、ピッチ、圧縮比はすべて、材料の要件に応じて調整できます。このレベルの制御により、プラスチック溶融物の溶融、混合、均質化のパフォーマンスが向上します。
バレル:
バレルは、スクリュー ブレード アセンブリを含む中空の円筒形のチューブです。その主な機能は、プラスチック材料の処理に必要な熱と圧力を機械的手段で供給することです。バレルには、加熱または冷却ゾーンを備えた押し出しセクションがあり、チェストの伸長全体にわたって必要な熱プロファイルを提供します。加熱された押し出しチェストには、せん断応力と圧縮応力によって原料材料を変化させる供給セクションがあります。特殊合金で作られたバレルは、熱伝導率が低く、耐摩耗性が高いため、過酷な処理環境に耐えることができます。
作業スクリューとバレルは、プラスチック物質を溶融、混合し、均一に成形するためにシームレスに機能します。このコンポーネント セットは、健全で均一な押し出しプロセスを実現する必要がある場合にも不可欠です。
*注: 上記の情報は、業界の知識と専門知識に基づいています。
単軸スクリュー押出成形の利点
プラスチック材料の加工において、単軸スクリュー押し出しには多くの利点があります。そのいくつかを以下に示します。
- コスト効率が高い: ツインスクリュー押出機と比較すると、シングルスクリュー押出機は設計と構築が比較的簡単なので、コストが安くなります。また、運用とメンテナンスのオーバーヘッドも少なくなるため、生産コストも削減できます。
- さまざまな出発材料に適しています: 単軸スクリュー押出機は汎用性が高く、PE、PP、PS などの一般的な熱可塑性プラスチックを多数扱うことができます。このような柔軟性により、さまざまな用途のさまざまなプラスチック製品の製造が容易になります。
- 高品質のプラスチック: 単軸スクリュー押出機により、プラスチックを一貫して効果的に溶解および混合することができ、最終製品の全体的な品質が向上します。これは、スクリューとバレルが効果的に連携して動作することで可能になります。
- 生産性の向上: 単軸スクリュー押し出しの主な利点の 1 つは、熱可塑性プラスチックの成形における高精度です。プロペラ構造と形状により、最終製品の希望する寸法と許容差を実現できます。
- さまざまな生産量に対応可能: 単軸スクリュー押出機は、さまざまな出力率に合わせて設計されており、低生産量から高生産量まで対応できます。この押出機システムの能力により、単一ボルトから単一または複数のボルトで稼働する数百ロットまで、さまざまな用途に使用できます。 ツインスクリュー押出機.
- 押し出しシステムの長さのスケールアップにより、効率的な生産調整が可能になります。: 単軸連続押し出し機には、生産の延長が特に簡単になるという利点があります。スクリューの長さと直径を変更することで、他の技術に大きな変更や投資をすることなく、生産量を増やすことができます。
- エネルギー入力要件が低い: ダイのヘッドから考えると、単軸スクリュー押出機は二軸スクリュー押出機よりもエネルギー消費量が少なくなります。このエネルギー効率によって得られる経済性は、環境上の利点にもつながります。
上で述べた利点については一般化する必要があることを覚えておく必要があり、特定の用途ではさらなる押し出しプロセスの方が適している可能性があることを考慮することが重要です。
単軸スクリュー押出機と二軸スクリュー押出機の違いは何ですか?
押出機と二軸押出機の主な違い
プラスチックのねじり工程で使用される 2 種類の装置は、押出機と二軸押出機です。私はこの分野の専門家としてこれらの作業に精通しているので、以下でこれら 2 つの用語について説明します。
押出機は、プラスチックをバレル全体に混ぜ、溶かし、押し出すスクリューが 1 本しかないため、単軸押出機とも呼ばれます。一方、二軸押出機には 2 つの噛み合うスクリューがあり、単軸押出機、つまり二軸押出機と同じ機能を果たします。
それは、できることと使用できる場所が異なるためです。たとえば、シングルスクリューの押出機ではパイプ、プロファイル、さらにはシートも簡単に製造できるため、押出機の方が安価で効率的です。ツインスクリューは混合と分散をより細かく制御する必要があるため、より細かく制御でき、特定の用途に使用できます。添加剤の配合や材料のブレンドなどの複雑なプロセスに最適です。
二軸スクリュー押出機と一軸スクリュー押出機のどちらを選択するかは、常にアプリケーションの性質が最も重要です。製品に求められる特性の性質は何か? 材料の特性は何か? 予想される生産量と予算はいくらか?
上記の情報には 2 種類の押出機の主な違いが記載されていますが、アプリケーションのニーズを評価する際には、この情報をお客様のニーズと関連付ける必要があることに注意してください。
単軸スクリュー押出機と二軸スクリュー押出機:どちらを選ぶべきでしょうか?
業界の専門家として、私は単軸スクリュー押出機と二軸スクリュー押出機のどちらを選ぶかの判断が簡単ではないことを理解しています。すべては、アプリケーションの要件次第です。限られた材料を扱う単純な処理作業であれば、単軸スクリュー押出機で十分でしょう。しかし、厳しい許容差、より優れた混合、幅広い材料の処理が必要なアプリケーションには、二軸スクリュー押出機が理想的です。製品特性、材料要件、生産能力、コストなどのパラメータを考慮すると、選択を行うための十分な情報が得られます。また、アプリケーション要件を適切に評価することが、作業に最適な押出機タイプを選択するのに大いに役立つことにも留意する必要があります。
単軸および二軸スクリュー押出機の用途
シングルスクリューおよびツインスクリュー押出機は、多用途の機械です。この定義は、現在の目的には十分です。特定のタスクにどのスクリューが最適かは、機器の適用方法に関する理論によって異なります。両方のタイプの一般的な用途は次のとおりです。
単軸スクリュー押出機:
- 上記の定義に基づくと、単軸スクリュー押出機は、比較的安定した状態と、さまざまなプラスチック材料の一貫した変更が求められる業界のほとんどの分野で普及すると予想されます。ただし、他の用途よりも明らかに優れていると思われる用途がいくつかあります。主な用途には次のものがあります。
- フィルム製造: これは事実です。さまざまなポリマーから作られたフィルムの需要が高まっていることを考えると、包装業界、農業目的、収縮などに関連するプラスチックフィルムを供給するために、単一のスクリューも必要になります。
- パイプおよびプロファイルの押し出し: このような需要は、建設部門、農業、自動車産業などのニーズに容易に対応でき、パイプ、チューブ、あらゆる種類のプロファイルの製造に適しています。
- シート押し出しは、押し出しスクリューが連続したシート状の材料を作成する機能を果たすプロセスです。他のケースでは、単軸スクリュー押し出し機は、包装、自動車用途、建築資材などの一般的な用途のプラスチックのシート製造にも使用されます。
- ワイヤおよびケーブルのコーティング: 単軸スクリュー押出機がワイヤやケーブルで果たす役割を考えると、それらを絶縁し、ある種のプラスチックでコーティングすることになります。この種のプロセスでは、他の側面を統合することで役立ちます。
ツインスクリュー押出機:
- 複雑な処理要件における高度な技術と優れた混合特性のニーズは、ツインスクリュー押出機と、以下を含む多くの注目すべきアプリケーションによって満たされます。
- コンパウンド: ツインスクリュー押出機の最も一般的な用途の 1 つはコンパウンドです。コンパウンドでは、さまざまな材料、添加剤、充填剤を混合して、自動車、電子機器、消費財業界向けの特殊なコンパウンドを生成します。
- ポリマーブレンド: 複数のポリマーをブレンドして均質化し、特定の特性を持つさまざまなポリマーブレンドを生成できます。
- 発泡: 断熱材、包装材、建築用フォームに使用される発泡プラスチックには、ツインスクリュー押出機が使用されています。
- マスターバッチ製造: 逆回転ツインスクリュー モデルのツインスクリュー押出機は、特定のプラスチックの色と特性を分離する顔料と添加剤の高濃度混合物であるマスターバッチの製造に広く使用されています。
さまざまな用途を知る 単軸および二軸スクリュー押出機 生産要件と材料処理仕様のニーズを満たす適切な機器を選択できます。
単軸スクリュー押出機でプラスチックはどのように加工されるのでしょうか?
押し出しプロセスの説明
プラスチック分野には、生産ラインにおける革命である押出プロセスと呼ばれる注目すべき技術があり、このプロセスを通じてベースポリマー材料を製品や部品に変換することができ、回転スクリュー押出機が重要な役割を果たします。単軸スクリュー押出機によって駆動される複雑なプロセスについて説明します。
- 材料の投入: 押出プロセスは、通常はペレットまたは粉末である生のプラスチック材料が押出機のホッパーに投入された後に始まります。
- 加熱とさまざまな回転力の適用: スクリューの回転とともに、押出機に大量の外部熱が適用されます。これにより摩擦が発生し、押出機の内側のプラスチック材料の融合が促進されます。次に、融合された材料が他のスクリューとともに融合プロセスを通過して十分に混合されると、溶融ポリマーが生成されます。
- 圧力の増大: スクリューの中心付近に達すると、その周囲の空間がますます狭くなり、摩擦がさらに大きくなります。この摩擦の増加により、押し出し機内の圧力が徐々に高まり、スクリューとポリマー チェーン間の空間の縮小に役立ちます。
- ダイ成形: 溶融ポリマーは、ポリマー チェーンの先端に向かってノズルに入ると、ダイ上に注入されます。ダイは、十分な量だけを使用するようにポリマーの損失量を調整し、厚さも調整します。多数のダイ ホールまたはコンバイナーを使用して、さまざまな形状を製造できます。
- 冷却と凝固: 金型から出たばかりのプラスチック製品または部品は、正しい形状に凝固するように、できるだけ早く冷却されます。採用されている押し出しシステムに応じて、冷却技術は空気、水、またはスプレー方式で異なります。
- 切断と仕上げ: 冷却と凝固のプロセスの後、製造業者は通常、プラスチック製品を仕様または事前設定された寸法に合わせて切断します。二次加工や表面処理などのその他の仕上げ作業は、最終用途または最終製品の最終要件に基づいて実行できます。
押し出しプロセスは、基本的なプロファイルやチューブ形状から、高度で複雑なプロファイル、シート、フィルムタイプの梳毛糸に至るまで、あらゆる種類のプラスチック製品の製造において、非常に柔軟かつ効率的です。使用するポリマーの種類、使用する押し出し機の種類、処理パラメータ、スクリューの設計、実行される後処理操作の種類など、いくつかの考慮事項がプロセスの出力のパフォーマンスと品質に影響を与える可能性があります。
特に、次のセクションでは、スクリューの設計と速度の重要性とともにポリマー処理の問題の基本的な側面、および水単軸スクリュー押出機の最近の進歩と展望を含むその他の要素について説明することを目的としています。
押出成形における熱可塑性プラスチックの役割
熱可塑性材料は、押し出しプロセスにおいて非常に重要です。これらの材料は、加熱すると液体になり、冷却すると固体になるため、扱いやすいです。したがって、熱可塑性材料は、押し出しプロセスを使用した成形に適しています。熱可塑性材料は、溶融流動性が優れているため、加工が容易で、多くのプラスチック製品を製造できます。熱可塑性材料は溶融され、押し出し中にダイに押し込まれ、製品の必要な断面を生成します。各熱可塑性材料は、必要な強度、柔軟性、化学物質への曝露、外観など、アプリケーションのニーズに応じて選択されます。押し出しに適切な熱可塑性材料を使用することで、メーカーは製品の必要な性能と特性を実現できます。
プラスチック押出成形の手順
プラスチックの押し出しには、押し出しプロセスを通じてさまざまなプラスチック製品を製造するために使用される製造プロセスが含まれます。手順は次のとおりです。
- 材料の準備: 引張強度、柔軟性、化学的粗さ、美観などの用途のニーズに基づいて、製造プロセス用の熱可塑性材料が選択されます。
- 溶融: 選択された熱可塑性材料は、押出機で加熱されて熱が除去され、固体材料はその後の工程で分散可能になります。
- 押し出し: 加熱された溶融プラスチックを金型に押し込んで材料を成形します。金型は押し出し物の形状、厚さ、寸法を調整します。
- 冷却と凝固: プラスチックのダイカットは温度調節システムを通過します。ウォーターバスまたは空冷により、カットされたプラスチックが急速に凝固し、正確な形状と強度が向上します。
- 切断と仕上げ: プラスチックが冷えて固まると、最終製品の目的の長さや形状に切断され、表面処理、余分な材料の除去、切断などの仕上げ処理が行われます。
これらのプロセスに従うことで、メーカーは必要な性能と特性を備えたさまざまなプラスチック製品を製造できます。各プロセスは、製造されたコンポーネントの押し出しプロセスにおいて、押し出し物の品質にとって重要です。
考慮すべき主なポリマー処理要素は何ですか?
スクリューの設計と形状の重要性
構造とスクリュー形状は、単軸スクリュー押し出しシステムにとって重要かつ必須条件です。これらは、高温プラスチックの動きの効率を保証し、ポリマー材料を混合して、結果として得られる押し出し品の必要な基準を満たすために不可欠です。ここでは、押し出し機のスクリューとバレルの設計と形状に関してエンジニアが考慮すべき重要なポイントを示します。
- フライトの深さとピッチ: スクリューのフライトの深さとピッチによって、押出機内でプラスチック材料を再配置して溶かす能力が決まります。2 つのパラメータを適切に組み合わせることで、十分な原材料の輸送と加熱および混合が確実に行われます。
- 圧縮比: スクリューの圧縮比はプラスチックの溶融に大きく影響することに注意してください。これは、フィードセクションのチャネル深さとバレル内のダイのチャネル深さの比率です。圧縮比が増加すると、せん断力と圧力が大きくなり、ポリマーの混合と溶融が促進されます。
- スクリュー チャネルの形状: スクリュー チャネルの特性 (フライトの配置や形状など) は、バレル内の溶解、混合、加圧のプロセスに影響します。特定の処理ニーズに合わせて、シングル フライト、ダブル フライト、バリア スクリューなど、さまざまなチャネルの形状が使用されます。
- スクリューの材質とコーティング: スクリューの材質とコーティングの種類を選択すると、耐摩耗性、耐腐食性、耐久性が向上する可能性があります。高度な材料とコーティングを適用することで、スクリューの寿命が長くなり、押し出し操作の標準が一定に保たれます。
- 加熱ゾーンと冷却ゾーン: スクリューを加熱ゾーンと冷却ゾーンに効果的に分割し、スクリューの回転中にそれらをより適切に制御することが、溶融段階と冷却段階におけるガスの適切な加熱速度と冷却速度の基盤となります。これにより、溶融温度と製品品質が維持されます。
上記の要因とスクリューの設計および形状を組み合わせることで、プラスチックの溶融、混合、搬送におけるスクリューの性能が向上し、寸法精度が高く、指定された形状の高品質の押し出し製品を製造できるようになります。
スクリュー速度が効率に与える影響
単軸スクリュー押出機の効率は、スクリュー速度とも呼ばれる速度によって左右されます。プラスチック押出のプロセスには、プラスチックの溶融、混合、押し出しが含まれますが、これらはすべてスクリュー速度の影響を受けます。スクリュー速度を上げると、生産性の向上、エネルギー コストの削減、製品の品質向上にも役立ちます。スクリュー速度が押出機の効率に与える影響を評価する際に考慮すべき重要な点は次のとおりです。
- これは、周囲の空気を除去して冷却するという 2 つの部分に分けられます。周囲の空気が冷却されると、周囲の圧力が下がると同時に、その領域内のさまざまな化学物質やガスの濃度が上昇します。スクリュー速度が速いほど、通常はバレル内での接触時間が短くなり、プラスチックの溶融と混合が速くなります。ただし、速度が速すぎると、過度のせん断熱が発生し、劣化につながる可能性が高いため、有害です。完全な溶融と混合を行うには、機械的なせん断で十分すぎるスクリュー速度があります。
- スクリュー押出機から流出する溶融物の粘度は、スクリュー速度によって決まります。スクリュー速度を最適にすると、スランプや過剰な押し出しのリスクを最小限に抑えながら、体積流量を達成できるため有利です。押出機は背圧を発生させずに移動できることに留意する必要があります。したがって、できれば逆流や背圧を発生させずに材料を移動できるスクリュー速度が理想的です。
- エネルギー消費: 押し出し機のエネルギー消費はスクリュー速度の影響を受けます。スクリュー速度が速いほど、押し出し機モーターの電力要件が増加する傾向があります。一方、出力を最大化してプロセスの全体的な効率を高めようとするときに、エネルギー消費を最小限に抑える方法も同様に重要です。
スクリュー速度は重要な考慮事項ですが、バレル温度、スクリュー形状、押し出される材料など、押し出しの他のパラメータを考慮すると、適切なスクリュー速度が最適になります。必要なエネルギーと製品品質を達成するための単軸スクリュー押し出しプロセスの特性と要件は、バッチ要件に基づいてスクリュー速度の選択と調整を決定するのに役立ちます。
押出機の性能を最適化する
スクリュー ポンプ押し出しの実装では、一連のパラメータと、高度なエンジニアリングの基本概念やアイデアの使用に注意を払う必要があります。これにより、メーカーは効果的に機械を設計し、最終製品の効率、生産性、品質を最適化する工場に実装できます。次に、押し出し機の動作パラメータの最適化で考慮すべき概念のいくつかを概説します。
- プロセスパラメータの最適化: スクリューの速度以外にも、圧力と摩擦も押し出される原料の質量流量に大きく影響し、間接的に最終製品の設定容量に影響します。押し出し機システムでこれらのパラメータに焦点を当てることで、希望の出力量と品質を実現できます。
- 高度なスクリュー設計: これらにもかかわらず、混合要素は押し出し品の品質にも大きな変化をもたらします。これにより、溶融プロセスをより適切に制御し、溶融品の品質を一定に保ち、押し出し機全体が設計に応じて最適なレベルで機能できるようになります。
- バレル加熱および冷却システム: 加熱および冷却システムは、押し出しシステムに不可欠です。これらのシステムは、温度制御された領域を密集させ、低温変動が最終出力時の構造または充填密度に影響します。これにより、特定のプロセス全体の効率が向上し、完成品の品質が向上します。
- 効率的な駆動システム: より堅牢な押出機駆動システムに投資することで、エネルギー効率を高め、エネルギー消費量を削減できます。サーボ モーターなどの最新の駆動コンポーネントにより、スクリュー速度の制御が改善され、動作パラメータをより自由に変更できるようになります。
- インライン監視および制御: 最新の監視システムと高度な制御方法を組み合わせることで、プロセスとその制御が強化されます。溶融温度、溶融圧力、溶融流量などの動作変数をオンラインで測定することで、効果的なメンテナンス手順を実現し、プロセス変動の範囲を制御できます。
スクリュー押出機の技術は、ユーザーがこれらの技術を取り入れることで簡単に強化でき、スループットの向上、エネルギー使用の改善、最終製品の品質向上を実現できます。このような革新の実装から最大限の満足を得て、押出に関連するさまざまなプロセスを継続的に強化するには、関連する専門家と継続的に交流し、入手可能な文献を活用し、最新の傾向に従う必要があります。
単軸スクリュー押出機技術における革新とは何ですか?
押出機技術の最近の進歩
押し出し装置の分野における最新技術は、単軸押し出しに大きな変化をもたらし、製品の生産性、エネルギー、品質を大幅に向上させました。この分野でのさまざまな研究開発活動によって、非常に多くの革新が促進されました。最近の開発のいくつかは次のとおりです。
- 性能向上のためのスクリュー設計: バリアスクリューや溝付きフィードセクションなどのスクリュー設計が改良され、単軸スクリュー押出機の搬送、溶融、混合機能が向上しました。これらの開発により、押出プロセスが容易になり、最終製品の品質と均一性が向上します。
- 最新の加熱および冷却システム: 最新の加熱および冷却システムにより、押出機バレルの温度を正確に維持する能力が向上しました。このような温度制御により、処理条件が最適化され、過剰な熱放散が最小限に抑えられるためエネルギー効率が向上し、全体的な設備効率が向上します。
- 自動制御システム: インライン監視および制御アルゴリズムを含む新しい制御システムにより、仕様を満たす最適な溶融温度、圧力、および出力率を維持できるようになりました。これにより、プロセスの制御が強化されるだけでなく、偏差が最小限に抑えられ、製品の品質が向上します。
押し出し機の開発を可能にした最近の技術革新は、特に単軸押し出しにおいて、より速い速度、より少ないエネルギー消費、そしてより高い製品品質に貢献しています。したがって、製造業者は、これらの技術革新を活用し、業界の最新動向を把握することで、押し出し方法を微調整し、ビジネス活動を中断することなく改善することができます。
単軸スクリュー押出成形の未来
単軸スクリュー押出成形の将来は、業界を変える新たな重要な開発に向けてさらに進歩すると思われます。単軸スクリュー押出成形機の効率と可能性を高めるために、研究開発に積極的な投資が行われています。開発の主要分野は次のとおりです。
- スクリュー機能の強化: 混合、溶融、逆流の増加を目的としたスクリュー形状とチャネル構成の再設計は、現在進行中の研究の重要な要素となっています。このような機能の最終的な目的は、溶融および押し出しプロセスと、その結果得られる最終製品を改善することです。
- 新しい加熱および冷却方法: 押出機バレルの全長にわたって注入温度をより適切に調整できる新しい温度制御技術が開発中です。これらのシステムにより処理パラメータが改善され、一定の熱放散によるエネルギー消費が削減されます。
- 制御の改善: インライン検査や自動プロセス制御アルゴリズムなどの優れた制御戦略により、重要なパラメータをより正確かつタイムリーに変更できるようになります。その結果、プロセス制御が向上し、ばらつきが減り、押し出された材料の全体的な品質が向上します。
その結果、メーカーは押出操作を合理化し、生産性を高め、エネルギー使用量を削減し、製品の品質を向上させることができます。そして、このようなダイナミックな環境の中では、単軸スクリュー押出プロセスのパフォーマンスを向上させるために、最新の情報を入手し、新しい発見を実際に活用することが重要になります。
単一ねじの進化
単軸スクリュー押出機の重要性は、長年にわたり、スループット時の設計や機能性ではなく、出力の品質に限定されていました。しかし、単軸スクリュー押出機の新鮮な収量、消費エネルギー、および全体的な構造の健全性を改善するために、多くのことが行われてきたことは明らかです。単軸スクリュー押出機がどのように進化しているかをここで少し紹介します。
- 混合と分散の改善: スクリュー設計の変更が最終製品の品質に影響を与える可能性があることを証明する文献は数多くあります。同時に、これらの開発は逆の効果をもたらし、より良く混合して成分の分散が一貫して均一になるようにする必要があるため、製品の品質が向上します。
- 温度制御: より優れた革新的な冷却および加熱メカニズムにより、押し出し機のバレルに沿ったより厳密な温度制御が可能になり、処理とエネルギーの最適化が向上します。
- スマート制御システム: インライン制御や監視および制御アルゴリズムなどの高度な制御により、押出機パラメータを直接変更し、効率的な自動測定を実現できます。
メーカーは現在、新しい技術を使用したより優れた押し出し方法の力を利用して、エネルギー消費を抑えながら歩留まりと製品品質を向上させています。唯一の一貫性は、技術と単軸押し出しプロセスに関して周囲で何が起こっているかを認識することです。
よくある質問(FAQ)
Q: 単軸押出機とは何ですか? また、その機能は何ですか?
A: 単軸スクリュー押出機は、プラスチック業界で使用されている押出機の一種です。その構造は、加熱バレルと、その軸に対して垂直に配置された回転する単軸スクリューで構成されています。スクリューは熱を移動させ、押出機内での推進プロセス中に粒子を解読します。次に、材料は加熱され、圧縮され、ダイに押し出されて、成形されたプラスチック製品が製造されます。
Q: 単軸押出機と二軸押出機の違いは何ですか?
A: 単軸スクリュー押出機は 1 本のスクリューで構成され、双軸スクリュー押出機は 2 本の噛み合ったスクリューで構成されますが、単軸スクリュー押出機には 1 本しかありません。双軸スクリュー押出機は混合に関してより柔軟に適用できるため、一般的に性能が優れています。対照的に、単軸スクリュー押出機は、いくつかのタスクでは主にシンプルで安価に使用できる傾向があります。
Q: 単軸押出機のコンポーネントにはどのようなものがありますか?
A: 単軸スクリュー押出機は、フィードホッパー、バレル(回転スクリュー、ヒーター、冷却装置、ダイ、制御システムを含む)など、いくつかのコンポーネントによって作動します。スクリューは押出機の中央にあり、原料の搬送と混合という重要な機能を果たします。加熱されたバレルがスクリューを包み込み、プラスチックの溶融を助けます。ダイは、溶融したプラスチックを指定の形状に成形するために使用されます。
Q: 単軸スクリュー押出機で加工するのに適した材料の例をいくつか教えていただけますか?
A: 単軸押出機は、さまざまな熱可塑性材料に使用できるという点で非常に柔軟性があります。そのような材料には、 ポリエチレン (PE)、ポリプロピレン (PP)、ポリスチレン (PS)、PVC などがあります。また、一部の材料は特定の熱可塑性エラストマーや化合物にも対応できます。選択される特定の材料は、最終製品の用途に関する特定の要件に基づいています。
Q: 単軸スクリュー押出機の動作に関して、スクリュー形状はどのような意味を持ちますか?
A: 単軸スクリュー押出機は、特定のスクリュー形状を利用していると言われています。これは、効率的な操作において非常に重要になる傾向があります。逆回転二軸スクリュー押出機では、スクリューの長さ、スクリューの直径、スクリューフライトの設計はすべて、プロセスに影響を与える重要な要素です。特定のタイプのスクリュー設計であるバリアスクリューを使用すると、プラスチック材料の混合、溶融、均質性が向上します。スクリュー形状は、材料と最終用途に合わせて調整でき、材料の出力と製品の品質を最適化できます。
Q: プラスチック単軸押出機を選択する理由は何ですか?
A: プラスチックの加工に関して言えば、単軸スクリュー押出機には多くの利点があります。まず、構成が簡単なので、操作やメンテナンスが簡単です。多くの用途で安価で、確実に作動します。単軸スクリュー押出機は、幅広い材料を加工できるため、多くの用途があります。熱可塑性プラスチックの押し出しや、連続プロファイル、シート、フィルムの製造に便利です。
Q: 人工プラスチック層状廃棄物押出機?
A: プラスチック押出機は、さまざまなプラスチック製品の製造技術の重要なコンポーネントです。プラスチック材料を固体状態やあらゆる形状で使用できるようになります。押出機は、パイプ、シート、フィルム、プロファイルなどの製品を経済的に生産するために必要な連続プロセスを作成します。また、最終製品の品質を向上させるために、さまざまな充填剤や添加剤をプラスチックに組み込むことも容易にします。
Q: 押出機の機能と押出機から得られる最終製品にとって、重要な変数は何ですか?
A: 押出機の性能と最終的な拡大品目に関しては、さまざまな決定要因が存在します。これらは、処理される材料の種類、スクリュー速度、バレル温度プロファイル、供給速度、およびダイ設計です。材料に適用されるせん断の程度、材料が押出機内に保持される時間の長さ、および可塑化プロセスの有効性も非常に重要な要素です。均一な製品品質を維持し、押出機の効率を向上させるには、これらの変数を適切に制御する必要があります。
参照ソース
1. Yin et al. (2014)「新しい押出機における収束・発散流とフィルムブロー成形への応用」Yin et al., 2014, 552–557ページ)
主な発見
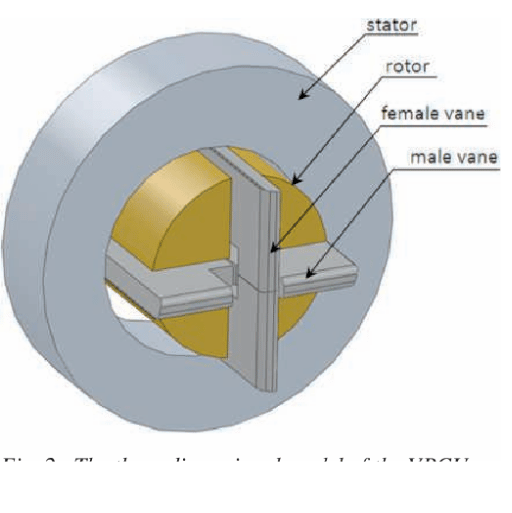
- ポリマー処理のための収束-発散流れ形状に基づく押出機の新しい概念が開発されました。
- この押出機には、4 つのベーン可塑化および搬送ユニット (VPCU) と 3 つのブレンド ユニットが含まれています。
- 実験的研究では、ダイ圧力が出力に与える影響は最小限であり、部品の有効性に影響を与えずに可能な限り多くの CaCO3 をブレンドに組み込むことができることが観察されました。
方法論:
- 設計された新しい押出機の動作原理の詳細について説明します。
- CaCO3 充填 LDPE 複合材料をベースにしたフィルムを製造し、その機械的特性と微細構造を調査しました。
2. Mori Dhavalらによる研究「製薬業界における二軸スクリュー押出機:歴史、動作原理、用途、市販製品:詳細なレビュー」(Dhaval 他、2020、294-318 ページ).
調査結果の概要:
- 医療分野における二軸スクリュー押出機の進化、機能性、用途、生産品目を分析しました。
方法論:
- 製薬業界におけるツインスクリュー押出機に関する出版物を調べました。
3. V. Vytvytskyi 他「近代化された単軸押出機本体のエネルギー効率の研究」(2023) (ヴィトヴィツキー他、2023)
主な調査結果:
- 彼らは、単軸押出機シリンダーのフィーダー部分にある接続円筒面内の隙間に熱伝導性ペーストを配置することを提案しました。
- サーマルペーストを塗布することで、シリンダー壁の熱抵抗を約 9% 低減することができ、すべての統合により、フィーダーセクションの長さに沿った温度場が均一化されました。
方法論:
- 供給セクションシリンダーのオリジナル機能と実際の機能の熱計算は、Ansys プログラムの Steady Thermal モデルを使用して実行されました。
- 選択した ポリ塩化ビニル リサイクル/再成形するポリマーとして、熱伝導率4W/(m·K)のサーマルペーストを環状空間の充填材として使用します。
4. HS Podyman他「マドック混合要素を備えた単軸押出機におけるポリエチレン組成物の均質化プロセスのモデリング」(2021年)(ポディマンら。 2021年、517-526ページ).
主な調査結果:
- 均質化段階の後に反応段階を追加しながらポリマーの滞留時間を増やして過剰なせん断を減らすことが、均質化段階の後に反応段階が来る 4 段階単軸スクリュー反応押し出し機で提案されている主な目的です。
方法論:
- シラングラフト反応のダイナミクスを評価・同時解析することで、4段単軸反応押出機の動作原理を説明しました。
- また、ポリマーが溶融状態になるまでの時間を推定するための、より直接的なアプローチについても概説しました。
5. A. Dorokhovらによる「単軸押出機内の物質移動」と題する論文が2021年に発表されました。ドロホフら、2021)
主な調査結果:
- 単軸スクリュー押出機における材料の動きのモデリングに 2 つのアプローチを提案しました。1 つは粘性流動材料に適用可能で、もう 1 つは動作圧力が適用されるフィーダー、ポンプ、および圧縮の領域に適用可能です。
方法論:
- 単軸スクリュー押出機の圧縮機構について説明します。この機構には、強制スクリューユニットと材料供給および圧縮の機能が含まれます。
6. M. Potapovらによる「鶏糞処理のための単軸押出機のマトリックスの穴の最適化」と題する論文が2020年に出版されました(Potapov 他、2020、42–48 ページ)
主な発見
- 鶏の排泄物の水分含有量を減らしながらエネルギーを節約するために、改良された真空システムを備えた先進的な鶏糞押出機が開発されました。
- 肥料を含む野菜成分のレオロジーが、押出機マトリックスの最適な穿孔量を左右しました。
方法論
- 家禽廃棄物処理押出機サイクル中の構造挙動を評価するために、肥料押出圧力を時間の関数として観察しました。
- また、チーム変動のパラメータ σ0 (細孔レベルでの応力法線)、τ0 (細孔表面での特定の角度での力の動き)、α と β (線の傾き)、および総オリフィス面積も決定しました。
7. 「単軸押出機の選択された動作パラメータが押出工程のエネルギー消費に与える影響」Tomasz, E. Ski (2014) (トマシュ&スキー、2014)
主な調査結果
- ダイ直径の膨張により、原材料の水分含有量に関係なく、使用される押し出しエネルギーが減少します。
方法論
- 単軸スクリュー押出機で実行される押出プロセス中のエネルギー消費の変化に対するダイ直径と原材料の水分含有量の影響を調べました。
8. 「単軸押出機におけるポリマー溶液の数値シミュレーション」という研究は、A. Kadyirov ら (2019) による著作です (カディロフ他、2019) であり、押し出し成形および射出成形部門で検討中です。
結論:
- 単軸スクリュー押し出しの計量ゾーンにおけるポリマー溶液の流れに関する 3 次元数学モデルを開発しました。
- 回転速度が 2 rpm 以下の場合の流動状態と圧力降下に対するスクリュー形状 (L/D1 = 3…60) の影響を調査しました。
方法論:
- 作動流体として0.5%ポリアクリルアミド水溶液と1.5%カルボキシメチルセルロースナトリウム塩溶液を検討した。
9. ポリマーの分析