



「TPE 押出成形の習得: 熱可塑性エラストマー押出成形機とプラスチック プロセスのガイド」へようこそ! 今回は、この複雑で用途の広いブログ投稿で、プラスチック業界で不可欠な TPE 押出成形プロセスについて詳しく説明することを目指しています。このガイドは、業界の専門家であっても、この分野に参入したばかりであっても、役立つ十分な情報を提供し、TPE 押出成形の詳細に対処する自信を与えてくれます。
この記事の範囲には、TPEの特性と TPE 押出機。いくつかのアプリケーション例を確認するとともに、TPE 押出機の詳細な機能についても説明します。押出機の主要コンポーネント、TPE 押出サイクル、およびお客様のニーズと要件に最適な TPE 押出機に関する貴重なヒントについても説明します。TPE 押出が直面するよく知られた問題も、役立つ専門家の洞察とともに取り上げます。
このように、SEOUL BECA ガイドは、製造された製品と TPEX 製品の品質を最大限に高め、熱可塑性エラストマーの応用を進歩させる方法を教えます。ぜひこの旅にご参加いただき、TPE 押出成形の素晴らしさの秘密を一緒に解き明かしましょう。
TPE とは何ですか? 他の熱可塑性プラスチックとどう違うのですか?
TPE、つまり熱可塑性エラストマーは、熱可塑性とエラストマーの両方の特性を持つ幅広いクラスの材料です。ゴムなどの伸縮性があり柔軟な材料は、熱可塑性エラストマーであるTPEとは異なります。この特定の結合により、TPEはエラストマーの弾性と耐衝撃性を維持しながら、熱可塑性プラスチックのように成形および操作することができます。また、TPEは非弾性熱可塑性プラスチックであり、優れた耐衝撃性を備えているため、幅広い用途に最適です。また、TPEは溶かして再成形できるため、人気が高まっています。TPEは、強化された弾性、より強力な耐薬品性、より強力な紫外線保護、および厳しい気候に耐える爽快な能力を備えています。TPEを効果的に活用するには、その特性に関する知識が重要であり、それが新しい製造技術の採用を促進し、最終的には最終製品の品質向上に貢献します。
TPE を理解する: 特性と用途
エラストマーまたは熱可塑性エラストマーには、多くの工業用途で役立つ独自の特性があります。熱可塑性とエラストマーの特性を組み合わせた TPE は、熱可塑性プラスチックの加工性とリサイクル性、およびこれまでにないゴムのような弾力性を備えています。成形性、弾力性、耐熱性、耐薬品性に優れているため、これらの材料は非常に貴重です。
TPE は、自動車、消費者、医療、電子産業の製品によく使用されます。TPE は、柔らかさ、耐久性、柔軟性が求められるグリップ、シール、ガスケット、コンポーネントに使用されています。熱可塑性ツール プロセスと成形機能における汎用性が高いため、これらのプロセスに最適です。
TPR、SBS、SEBS も他の熱可塑性プラスチックとして注目されていますが、その競争力は TPE だけにとどまりません。その弾力性、復元力、加工性はいずれも非常に高く、ターナーブラウン、ダイメルティング、押し出し加工など、さまざまな用途に対応しています。
TPEEL では、エラストマーが主要な構成要素となります。これは、エラストマーが、希望する配合にエラストマー成分を付与する能力があるためです。TPE 配合物に統合されるエラストマーの比率とタイプは、結果として得られる材料特性などに大きな影響を与えます。
TPE の特性と用途に関する包括的な知識があれば、メーカーは TPE 製造プロセスの最適化、熱可塑性エラストマーとその製品の設計、適切な材料の選択を理解できます。すべてを考慮すると、熱可塑性エラストマーの用途の世界で新たな展望を発見しながら、製品の品質が向上します。それでは、一緒にこの冒険を始めて、TPE 押出の卓越性の背後にある秘密を明らかにしましょう。
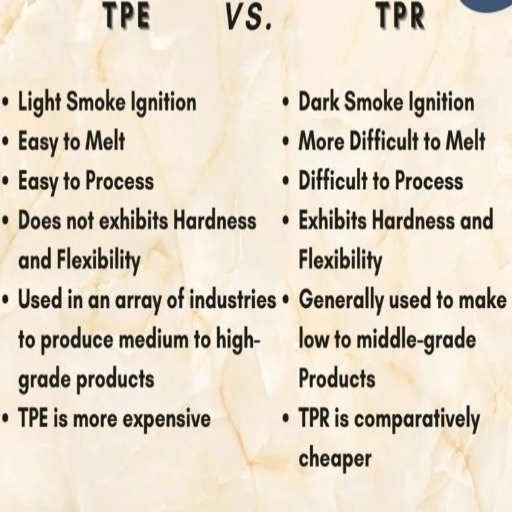
他の熱可塑性プラスチックとの比較: TPR、SBS、SEBS
熱可塑性エラストマー (TPE) は、以下の表に示すように、熱可塑性ゴム (TPR)、スチレン-ブタジエン-スチレン (SBS)、スチレン-エチレン-ブチレン-スチレン (SEBS) などの他の熱可塑性ポリマーとほとんど類似点がありません。
TPR:
TPRは、機械的特性と化学的特性を兼ね備えた、柔軟性、弾力性、耐久性に優れた熱可塑性エラストマーです。
耐摩耗性、耐引裂性、耐衝撃性に優れています。
靴底、ガスケット、グリップなどの柔らかくて弾力性のある用途では、その有利な特性のために TPR が活用されています。
SBS:
SBS は、スチレンとブタジエンのセグメントのブロックで作られた熱可塑性エラストマーです。
優れた弾力性と低温衝撃特性を持ち、中程度の衝撃に耐えることができます。
SBS は履物、接着剤、防音用途に使用されています。
SEBS:
SEBS は、スチレン、エチレン、ブチレンのブロック共重合体からなる微細構造です。
SEBS はスチレンポリマーとエラストマーの機械的特性を備えており、優れた UV 耐性と優れた柔軟性および弾力性を備えています。
SEBS が使用される分野としては、医療機器、自動車部品、消費財などが挙げられます。
これらの熱可塑性プラスチックを TPE とともに評価する場合、弾性、機械的特性、材料 x 耐薬品性、手頃な価格、プロセスの容易さなどの要素が最も重要です。TPR は、強化された弾性、幅広い化学的安定性、および容易な加工性により、多くの用途に適した選択肢となっています。推奨される材料の選択は、最終製品の必要な物理的特性、設置スペースの可用性、または許容予算などの使用目的の要素によって異なります。
TPEコンパウンドにおけるエラストマーの役割
エラストマーが果たす役割は、TPE 配合において非常に重要です。エラストマーは柔軟性を保ち、変形しても元の形状に戻るポリマーです。TPE (熱可塑性エラストマー) の場合、エラストマーは最終製品の柔軟性、弾力性、耐久性に大きく貢献するため、非常に重要です。エラストマーは TPE の柔らかさと伸縮性を高め、ゴムの特性が必要な用途に適しています。これは、TPE 配合にエラストマーを使用することで、機械的特性、耐薬品性、加工のしやすさなど、最終製品の全体的な性能が向上するためです。使用するエラストマーは、完成した TPE に求められる物理的性質、規制要件、コスト制約に基づいて決定されます。結論として、エラストマーは、さまざまな用途に適した多目的熱可塑性エラストマー材料の製造に役立つため、TPE 配合に不可欠な成分です。
TPE 押出機はどのように機能しますか?
TPE 押出機は、熱可塑性エラストマー (TPE) の製造に不可欠です。TPE 製造に必要な最終形状は、TPE 材料の溶融、混合、輸送など、複数の段階からなる押出技術を使用して形成されます。
- HOPEER フィーディング: 最初の段階では、必要な材料の貯蔵庫である穴に TPE ペレットを投入します。
- ペレットの搬送と溶融: この段階では、回転スクリューを使用して温度と圧力を高め、TPE ペレットを強化します。このプロセスの最初のステップは、供給ゾーンから TPE ペレットを押出機に挿入することです。
- 混合と均質化: 材料がスクリューに固定された後に混合段階が続きます。この段階では、TPE 材料を溶かすのではなく、十分な特性があることを確認します。
- 押し出しダイと形状形成: TPE は前の段階で十分に混合され、溶融されています。TPE の最終形状は、押し出しダイに押し込むことによって決定され、押し出し機の必要な寸法が設定されました。
TPE 押出機の動作を理解することで、製造業者は押出プロセスを改善し、望ましい物理的特性、加工性、および性能を備えた TPE 材料を確実に製造できるようになります。
ここで、TPE 押出成形に不可欠なスクリュー押出機の独特な特性と動作原理について詳しく見ていきましょう。
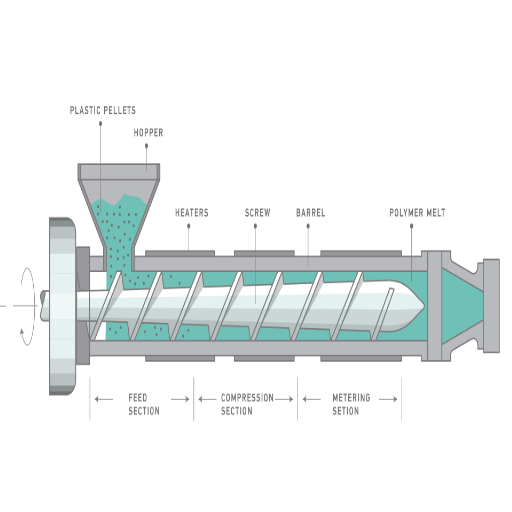
スクリュー押出機の仕組み
スクリュー押出機の機能について、優れた概念化を提供できます。スクリュー押出機は、TPE 材料を溶融、混合し、ダイを通して輸送して、必要な形状に成形できるため、TPE 押出プロセスに不可欠であることがわかりました。スクリュー押出機には、TPE ペレットを保管できるホッパーや、スクリューでペレットを移動できる供給ゾーンなど、複数のコンポーネントがあります。この加熱ゾーンは、TPE を溶融するために必要なエネルギーを提供します。らせん状のフライトを備えたボア付きスクリューは、バレルの周りを回転し、TPE を溶融して密封するために必要な圧力とせん断力を与えます。加熱された TPE は、押出ダイを通って押し出され、目的の形状になります。押出機の速度と温度を調整して、押出プロセスを改善し、必要な TPE 特性を実現できます。スクリュー押出機のメカニズムは、効果的で均一な TPS 押出を実現するために不可欠な手段であることがわかりました。これにより、多用途の TPE 機能を備えた TPE 製品の製造が容易になります。
単軸スクリュー押出機と二軸スクリュー押出機の違い
主な違いについて説明しましょう 単軸および二軸スクリュー押出機単軸スクリュー押出機は TPE の押出成形に広く使用されており、円筒形のバレル内に 1 つの回転する螺旋状のスクリューが配置されています。多機能で、さまざまな用途に適しており、使いやすく、価格も手頃です。 二軸押出機ただし、TPE を溶融して処理するために、互いに噛み合って一緒に機能する 2 つのスクリューが組み込まれています。これらは混合を改善し、押し出しプロセスを制御し、複雑な配合に適しています。TPE 押し出しのニーズを綿密に分析することで、2 つの最適な選択肢 (単一または複数) を特定するのに役立ちます。 二軸押出機 望む結果を得るために必要なものです。
押出機の主要コンポーネント
押出機は、TPE 押出プロセス全体を容易にするさまざまな構成部品を備えた堅牢な装置です。これには次のものが含まれます。
ホッパー。押し出しプロセス中に使用され、TPE を押出機に供給し、プロセス全体にわたって適切な供給の継続性を確保します。
スクリュー: スクリューは、TPE 材料を素早く溶解および混合するための鍵であり、スクリュー フライトの深さとピッチが最適化された後、高強度鋼で構成され、押し出し性能が向上します。スクリューの直径とタイプも、結果に重要な役割を果たします。
バレル: バレルはスクリューを所定の位置に保持し、加熱ワイヤと冷却ジャケットとともに温度電気部品が追加されているため、押し出し中に TPE 材料を加熱および冷却することもできます。
ギアボックス: ギアボックスは、モーターからスクリューに動力を伝達する役割を持つシステムとして定義でき、これにより押し出し速度をより細かく制御できます。
ダイ: ダイは、TPE を特定の形状または希望するプロファイルに成形するメカニズムです。したがって、ダイは、押し出す必要のある最終製品の構造と属性を決定することに特化しています。
制御システム: 制御システムは、温度から圧力、さらには速度まで、ほぼすべてのパラメータで構成されており、ユーザーは押し出しプロセスをリアルタイムで変更および調整して効率を高めることができます。
TPE の押し出し用の押し出し機を選択する際には、スクリューの直径、スクリューの種類、バレルの加熱と冷却の機能、モーターの電力、制御システムの機能など、いくつかの技術的パラメータを考慮する必要があります。これらのパラメータは、TPE の配合と製造仕様の要件に対応している必要があります。適切な TPE 押し出し機の選択に関する専門的なアドバイスが必要な場合は、当社の専門家に遠慮なくお問い合わせください。
TPE 押し出しプロセスのステップは何ですか?
TPE 押し出しには、熱可塑性エラストマーをうまく押し出すためのいくつかの重要なステップが含まれます。これらの手順を詳しく見てみましょう。
TPE 材料は、細心の注意を払って選択および準備する必要があります。これには、TEP 化合物の配合と一貫性の確認が含まれ、TEP を添加剤、充填剤、または着色剤と混合する必要がある場合があります。– 材料の準備
TPE はホッパーに装填され、押出機に取り付けられます。押出機は、溶融や粘度などの TPE の主要特性に合わせて温度を正確に制御します。- 供給と予熱
TPEアセンブリは、予熱を得るために押し出し機バレルに連続的に供給され、TEPに可塑化プロセスが行われます。TEPコンパウンドは回転スクリューに通され、溶融、均質化され、圧力が加えられ、その後、ダイに押し出されます - 押し出し
プロファイルチューブやフィルムなどの材料を使用する場合、金型によってTEPの仕上がりが決まります。 – 金型の設計と成形
空気、水、真空などの冷却技術が押し出し物に直接適用され、ダイから出てくるときに凝縮され、構造が維持されます(冷却とサイジング)。
切断と巻き取り: 使用目的に応じて、押し出し物はセグメントに切断されるか、冷却後に巻かれます。切断と巻き取りの技術により、製品の切断品質が向上し、製品の寸法が均一なサイズと形状に維持されます。
品質管理とテスト: 押し出し手順全体の活動を監督し、温度レベル、加えられた圧力の量、冷却および固化前の押し出し物の断面仕様などの選択された品質管理パラメータを監視します。最終製品のチェックでは、機械テストのみを実施し、物理的に分析し、レオロジーをテストして、TPE のすべてのパラメータが満たされているかどうかを確認することが必要になる場合があります。
説明どおりに製造プロセスが実行され、パラメータが必要に応じて変更される限り、製造される TPE 押出成形品は、エンドユーザーの要件を満たすために必要な品質と組成のものになります。
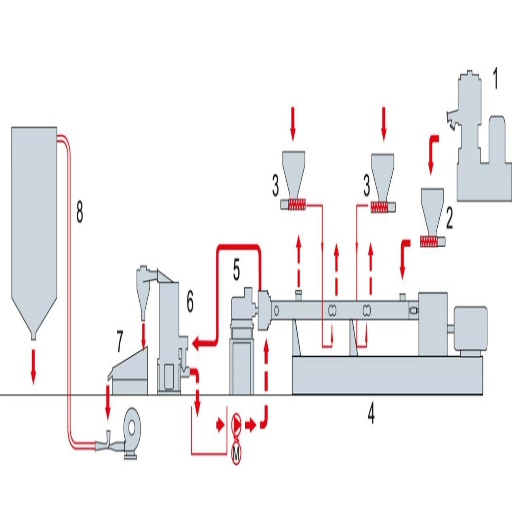
TPE製造プロセスの概要
熱可塑性エラストマー (TPE) 製造技術全体を通じて、特定の機能により熱可塑性エラストマー材料の押し出しが可能になります。これにより、最終製品の効率と生産性が向上します。TPE 押し出し工程の最も重要な段階をいくつか見てみましょう。
材料設定: プロセスは、適切な TPE 材料を選択し、必要な特性、目的の用途、適切な配合に応じて設定することから始まります。
コンパウンド: TPE コンパウンドとは、TPE ベース ポリマーに添加剤を分配することであり、コンパウンド自体と合わせて材料特性を変更します。TPE 配合を目的の用途に合わせてカスタマイズすることが重要です。
押し出し: 複合熱可塑性エラストマーは TPE 押し出し機に入れられ、均質化され、溶融され、ダイを通して押し出されて、定義された形状になります。このプロセスは押し出しと呼ばれます。これを実行する際には、スクリューの直径、モーターのパワー、スクリューの設計、バレル内の加熱および冷却システム、制御システムの機能など、いくつかの技術的パラメータも考慮する必要があります。
ペレット化: 押し出し成形後、TPE 材料を扱いやすいペレット形状にするためにペレット化が必要になる場合があります。最も一般的な 2 つの手法は、水中ペレット化とウォーター リング ペレット化です。それぞれに利点があり、用途に応じて適用できます。
押し出しラインのセットアップと最適化: TPE 押し出しプロセスが設定されたら、ライン効率と製品品質を最大限に高めるためにセットアップを最適化する必要があります。これには、特定のプロセス パラメータの調整、冷却およびサイジング プロセスの最適化、ライン速度と張力の制御が含まれます。
これらの指示に従い、TPE 配合の要件と製造要件を考慮すると、より高品質の TPE 押出結果が保証されます。TPE 押出機の選択やプロセスの最適化については、当社の専門家チームにお気軽にお問い合わせください。当社はあらゆる段階でお客様をサポートします。
ペレット化技術: 水中および水リングペレット化
熱可塑性エラストマー (TPE) をペレット化する際に、水中ペレット化と水リングペレット化の 2 つの方法が採用されています。どちらの方法も、TPE の配合と製造要件に関して長所と短所があります。
水中ペレット化では、TPE のストランドが押し出されます。その後、ストランドは水を満たしたチャンバーを通過してチャンバーに入り、そこで小型の装置によってペレットに切断されます。冷水は、プロセス中にペレットの形状と完全性を維持するのに役立ちます。水中ペレット化法は、表面品質が良好で、よく分散した粒子を生成することでも知られています。この方法は、低粘度で溶融強度が高い TPE に最適です。
ウォーターリングペレット化では、TPE のストランドが再度押し出され、循環する水で冷却されます。ストランドは回転ナイフで切断されます。水はストランドから熱を取り除き、固化を促します。ウォーターリングペレット化は、高粘度の TPE に最適で、ペレット形状の優れた均一性を実現します。
水中造粒法またはウォーターリング造粒法のどちらを使用するかを決定する際には、TPE の配合、生産量、コストを考慮する必要があります。最も適切な造粒技術を採用できるように、業界の専門家に相談することをお勧めします。
押し出しラインのセットアップと最適化
TPE 押出の効率は、押出ラインの構成と設定の最適化に大きく依存します。スクリューの直径やタイプなどのパラメータを考慮して、TPE 押出機を購入してください。
スクリュー径: TPE 押出成形で必要な出力を得るには、スクリュー径が生産能力と品質をサポートする必要があります。スクリュー径は、生産量と生産速度に基づいて選択します。TPE 押出成形機のスクリュー径は、用途に応じて通常 20 mm から 120 mm の範囲です。
押出機タイプ: シングルまたはツインスクリュー。汎用TPE 押し出しには単軸スクリュー押し出し機を使用するただし、より優れた混合、分散、制御を必要とする押出プロセスには、ツインスクリュー押出機の方が適しています。
さまざまな用途の押出機械の監視では、次のような点を考慮する必要があります。
バレルの加熱と冷却: バレルに沿った温度を厳密に制御することは、押し出しプロセス全体にわたって希望の温度を維持し、TPE の粘度を維持するために不可欠です。温度プロファイルを維持するには、適切な加熱ゾーンと冷却ゾーンを設計する必要があります。
スクリューの設計と構成: スクリュー構成は、溶融物の効率的な搬送のために良好な混合、分散、圧力上昇が確実に得られるように、TPE 押し出しプロセスに合わせて最適化する必要があります。
制御システム: タッチスクリーン コントロールを備えた PLC コントローラーなどの自動化システムにより、押し出しの精度と柔軟性が向上するだけでなく、プロセスの設定、監視、最適化も容易になります。
TPE 押出成形に関してさらにご質問がある場合や専門家のアドバイスが必要な場合は、当社までお問い合わせください。当社の専門家が、TPE 押出成形プロセスの決定と最適化をお手伝いします。
ニーズに合った適切な TPE 押出機を選択するにはどうすればよいでしょうか?

TPE 押出機を購入するには、押出成形を含むさまざまなプロセスを理解することが不可欠です。注目すべき 2 つの主な要素は、押出機の種類とスクリューの直径です。
スクリュー直径: 直径によって圧力の上昇が決まり、極端な温度が生成されるようになります。これは滞留時間にも大きく影響します。正確な結果を得るには、充填物の定格スループット、TPE の密度、その他の特別な要件に注目することが重要です。
押出機の種類: 一般的にシングルスクリュー、ツインスクリュー、プラネタリー押出機として知られるこれらのツールは、世界中で広く使用されています。各タイプには、溶融効率や必要な混合レベルなどの要素に役立つ独自の機能があります。専門家の助けを借りて、要件を考慮した正確な角度を取得し、用途に最適なものを選択してください。
これらの点を覚えておくと、パフォーマンスと効率が最新であることを確保しながら、高品質の製品を生産および押し出す可能性が高まります。
考慮すべき要素: スクリュー径と押出機の種類
これらの要素により、TPE 押出機の最高の品質とパフォーマンスが保証されます。
スクリューの直径は、TPE 押出成形において、滞留時間、溶融温度、押出機圧力を決定するため非常に重要です。特定のスクリュー直径は、適用部品のスループット要件、処理される TPE 材料のレオロジー特性、およびその他の多くの関連要因に応じて適切です。溶融物を効果的に輸送するには、適切な混合、分散、圧力上昇が適切にバランスされている必要があります。
前述の考慮事項に加えて、押出機の種類もTPE押出プロセスに影響を与えます。TPE押出に使用される一般的な押出機の種類には、単軸押出機と二軸押出機があります。 単軸押出機 基本的な配合と用途の TEP に適しています。対照的に、ツイン スクリュー エクストルーダーは、混合と制御の利点がさらに多く、複雑な TEP 配合と溶融品質の適切な制御に最適です。
どの TPE 押出機を購入するかを決める際には、TEP 材料の用途要件、スループット、レオロジー特性を考慮してください。これらのパラメータを徹底的に調べることで、目的に最適な押出機を選択でき、抽出プロセスと TPE 生産の品質と一貫性が向上します。さらに詳しい指示が必要な場合は、知識豊富な当社のスペシャリストが、カスタマイズされた専門的な推奨事項を提供します。
さまざまな用途の押出機の評価
最高のパフォーマンスと効率性を実現するためには、さまざまな操作の種類ごとに適切な押し出し装置の選択を何度も検討する必要があります。私の調査から、提案された結論は、TPE 押し出し生産中に遭遇する最も一般的な問題が次のとおりであることを示しています。
最適ではない分散: TPE では添加剤と充填剤の濃度勾配がかなり大きく、材料特性が不十分になる場合があります。押出装置とプロセス パラメータの選択は、分散不良と溶融の不均一を回避するための重要な問題になります。
硬度の制御: TPE の硬度を制御するのは難しい場合があります。材料、プロセス、および金型設計はすべて、硬度に大幅な変化を引き起こす要因です。温度と圧力のゾーンを厳密に管理し、金型の形状を最適化すると、この一貫性を保つことができます。
溶融品質: TPE 材料は、過度に高い押し出しせん断速度と溶融温度に耐えることができず、最終製品の意図された特性が発揮されない可能性があります。押し出しプロセスを完全に監視しないと、溶融品質に悪影響が及び、望ましくない割れ、望ましくない色合い、機械的に弱い製品などの問題が発生する可能性があります。
これらの問題は、次の業界のベスト プラクティスの推奨事項に従うことで効果的に対処できます。
強化されたスクリュー設計: 特別に調整されたスクリュー形状の押出機の仕様により、混合能力が向上し、より均一な溶融粘度が得られ、材料の分散が大幅に減少します。
プロセスパラメータの最適化: 温度、スクリュー速度、スループットなどのプロセスパラメータを管理することで、硬度と分散を溶融品質に統合できます。
ダイ設計の最適化: 適切なダイを使用すると、肉厚と品質が一定に保たれます。正しいダイの長さ、ダイ間の隙間、さらにはダイの冷却によって、均一な流れが実現します。
前述のベスト プラクティスに従うことで、メーカーは品質と一貫性を維持できます。TPE 押し出しプロセスを完全に理解するための詳細情報については、お気軽にお問い合わせください。当社はいつでも喜んでお客様を支援します。
TPE押出成形に関する専門家のアドバイスについてはお問い合わせください
TPE 押出成形で問題が発生した場合、弊社にお任せください。弊社には、ソリューションを見つけるお手伝いができる専門家がいます。分散強化、硬度制御、ダイ設計の最適化、または生産品質の全体的な改善など、弊社にはお客様を支援できる専門家がいます。温度、スクリュー速度、スループット、ダイ設計のパラメータ (ランド長、ダイギャップ、冷却)、および提供されるベストプラクティスを考慮すると、一貫して高品質の TPE 押出成形を実現できます。TPE 押出成形プロセスのどの段階でも、専門家のアドバイスと支援が必要な場合は、お気軽にお問い合わせください。
TPE 押し出しに伴う課題は何ですか?

TPE 押し出しには多くの課題があり、生産を効率的に行うには、これらの課題を特定して解決する必要があります。問題を理解することは、スムーズな生産に不可欠です。以下は、TPE 押し出し中に発生する可能性のある一般的な問題とその主な側面です。
TPE 材料は、不十分な混合による分散不良により、最終的な形状と外観が変化します。適切な配合と混合、および最適な分散に向けた作業により、この問題は効果的に解決されます。押出成形全体にわたって一貫した溶融温度を達成することは、特に高品質の TPE 製品の場合、懸念事項となる可能性があります。スクリューの設計、使用する材料、製品の特性、および温度は、溶融温度を一定に保つという点で、少し厳しい場合があります。
ご存知のとおり、TPE はダイスウェルを必要とし、その結果、課題を維持するために寸法制御を正確に行う必要があります。前述の問題を解決するには、適切なダイ設計と冷却の適用により、ダイギャップの範囲を維持することができます。理想的には、ランド長によって必要な寸法を得ることができます。
接着と固着: 押し出された TPE 材料は、接着と固着の問題が発生する傾向があり、製造プロセスで問題を引き起こす可能性があります。適切な離型剤の適用、処理パラメータの最適化、および正しい金型設計により、これらの問題を軽減できます。
発泡と空気の閉じ込め: TPE 押し出しでは、発泡や空気の閉じ込めの問題が発生する場合があり、最終製品に欠陥が生じます。溶融温度の制御、スクリューの設計、適切な通気により、発泡や空気の閉じ込めの問題を軽減できます。
当社は、お客様が複雑な TPE 押し出しで迷うことなく、常に適切な結果が得られるよう、実用的なアドバイスとサポートを提供する体制を整えています。当社の有能な専門家が、お客様の TPE 押し出しプロセスをサポートします。
TPE 押出生産における一般的な問題
TPE の押し出し加工中は、メンテナンスと問題解決を必要とするいくつかの問題が継続的に発生します。問題を包括的に解決するために、TPE 製造プロセスで発生する最も一般的な問題をいくつか紹介します。
材料の分散性が低い: 分散性が低いと、製品の一貫性が失われ、性能や外観に影響を及ぼす可能性があります。この場合、温度、スクリュー速度、混合時間などの混合条件を制御して、媒体が適切に分散されるようにすることが最も重要です。
硬度の制御は課題です。材料の硬度を弾性セットの限界内で制御することは非常に重要です。これは、最終的な TPS 製品の機械的特性が所定の仕様を満たすようにするためです。ただし、製品はまだ押し出し工程にあるため、硬度にばらつきが生じますが、これは材料の配合、設定温度プロファイル、押し出し速度を効果的かつ慎重に管理することで解決できます。
ダイ設計に関連する難しさ: ダイが適切に設計されていない場合、溶融物が破砕される、ダイ ラインによって壁の厚さが不均一になる、壁が薄すぎるなどの問題が発生する可能性があります。製品の品質と動作の一貫性を回復するには、ダイ設計パラメータを改善する必要があります。
必要な金型を実現するためのパラメータの正確な設定、材料の品質を確保するための定期的なチェック、製品の品質を維持するための強力なメカニズムなどの対策を講じると、TPE の生産効率が大幅に向上し、顧客の期待に応えることができます。
分散と硬度制御の改善のためのソリューション
TPE 熱可塑性樹脂成形における分散性と硬度の制御を強化するために、まず、私の研究と当面の問題のより深い理解を通じて、いくつかの解決策を見つけました。
高せん断混合: この穏やかでありながら効果的な熱の適用方法は、化合物を均一に混合し、添加剤、充填剤、およびその他の強化剤を TPE マトリックス全体に分散させるように設計されています。これにより、熱可塑性樹脂の性能が向上するだけでなく、製品の一貫性も向上します。
最新のモニタリング システム: レオロジー モニタリングや溶融温度センサーなどの最新式のモニタリング機器により、コア パラメータを制御する際の精度が向上します。これを、慎重な材料配合、温度制御、および押し出し速度と組み合わせることで、エラストマーの硬度を効果的に管理できます。
合理化されたダイ設計: 製造された製品の形状を改善し、顧客満足度を最大化するために、ダイギャップを含むダイ設計仕様をさらに最適化して、厚さの均一性を高め、破損の可能性を減らす必要があります。
メーカーがより高いレベルの顧客満足度を達成しようとしているとします。その場合、メーカーは、品質の高い材料、プロセス パラメータの最適化、品質保証システムの導入など、TPE 熱可塑性樹脂成形におけるベスト プラクティス対策とともに、ここで概説したようなソリューションを採用して、生産効率と保守性の向上に重点を置く必要があります。
TPE熱可塑性樹脂成形のベストプラクティス
望ましい結果を得るには、ベスト プラクティスに従う必要があります。このようなプラクティスは、TPE 成形のベスト プラクティスなど、この分野の広範な研究に基づいて策定されます。このようなプロセスでは、次の点を考慮する必要があります。
適切な TPE 材料を選択すると、製品の目標特性が満たされることが保証されます。したがって、材料の硬度、柔軟性、耐薬品性を考慮する必要があります。このような TPE 特性は、次のような主要な技術パラメータに基づいて現れます。
特殊なキャビティ制御: 特殊なキャビティ制御により、製品の品質と寸法安定性を維持しやすくなります。これを実現できる技術的パラメータは次のとおりです。
制御された潤滑注入: このような問題に遭遇した場合は、熱可塑性エラストマー成形を採用した部品の組み立て精度のハイブリッド構造を制御する必要があります。精度が求められるパラメータには次のものがあります。
ダイセットの長さとダイセットのマージン幅
金型フロー方向設計とサイクル時間
エアポケットを最小限に抑える空気置換設計
上記の考慮事項を考慮すると、技術的なパラメータも強化できます。生産効率が向上し、TPE 製品の品質が市場標準に一致するようになります。最終市場にとって望ましい出力を実現するために、金型製造中に品質出力を保証するためのテストと制御措置を常に考慮してください。
参考情報
よくある質問(FAQ)
Q: 熱可塑性エラストマー (TPE) とは何ですか? また、他の材料とどう違うのですか?
A: 熱可塑性エラストマー (TPE) は、コポリマーまたはポリマーの物理的混合物の一種で、通常はプラスチックとゴムで構成され、熱可塑性とエラストマー特性を持つ材料で構成されています。従来のゴムとは異なり、TPE はプラスチックのように簡単に成形およびリサイクルできます。TPE と TPU (熱可塑性ポリウレタン) または TPV (熱可塑性加硫ゴム) の違いは、その固有の特性と用途にあります。TPU は弾力性に富み、TPV は耐久性に優れています。
Q: 生産ラインに TPE を導入すると、製造プロセスにどのような影響がありますか?
A: TPE を生産ラインに導入すると、成形と再成形が可能になるため、より効率的な製造が可能になります。この柔軟性により、生産時間とコストが削減されます。さらに、TPE はゴムとプラスチックの特性を組み合わせることで製品デザインを強化し、高い耐久性、柔軟性、優れた仕上がりを実現します。
Q: TPE の押出成形にはどのようなタイプの押出成形機が使用されますか?
A: TPE 押出成形には通常、熱可塑性押出成形機が使用される。 TPE 材料のユニークな特性を処理するため。これらの機械には、出力の高精度と押し出しプロセス中の材料のより良い分散を保証するために、特殊なスクリューとバレル構成を備えた単一押し出し機とプラスチック押し出し機が含まれます。
Q: TPE は 3D プリントに使用できますか?
A: はい、TPE は 3D プリントに使用できます。柔軟性と弾力性を備えているため、ゴムのような特性が求められる用途に適しています。TPE フィラメントは、PEEK、PCL、ABS、PLA、PETG 素材で印刷するプリンターを含む、多くの 3D プリンターと互換性があります。
Q: TPE 押出機におけるスクリューとバレルの役割は何ですか?
A: TPE 押し出し機のスクリューとバレルは、TPE 材料の配合と溶融に不可欠です。スクリューの設計 (インチ スクリュー径を含む) は、材料の流れと混合に影響し、押し出しプロセス全体にわたって一貫した品質と特性を保証します。
Q: 押し出し用途において、TPE は ABS、PLA、PETG と比べてどうですか?
A: TPE は、柔軟性とゴムのような特性において ABS、PLA、PETG とは異なります。ABS は強度と靭性で知られていますが、PLA は生分解性が高く評価されています。PETG は耐薬品性があり、TPE は弾性と復元力のユニークな組み合わせを提供します。そのため、柔軟性と耐衝撃性が重要な用途に適しています。
Q: 射出成形において従来のゴムではなく TPE を使用する利点は何ですか?
A: TPE は、射出成形において従来のゴムに比べて、加工やリサイクルが容易、生産サイクルが速い、複雑なデザインを高精度で製造できるなど、いくつかの利点があります。このため、TPE は従来のゴムが使用される多くの用途において、コスト効率が高く、多用途に使用できる選択肢となります。
Q: PEEK の押し出し生産における TPE の一般的な用途は何ですか?
A: TPE は柔軟性があり、複雑な形状を形成できるため、PEEK (ポリエーテルエーテルケトン) の押し出し製造によく使用されます。用途にはシール、ガスケット、フレキシブルチューブなどがあり、TPE のエラストマー特性と PEEK の高性能特性の組み合わせが有利です。
Q: 押出機の高精度は、TPE 材料の押出にどのようなメリットをもたらしますか?
A: 押出機の高精度により、TPE 材料が均一に処理され、一貫した製品品質と性能が実現します。この精度により、添加剤と顔料の分散性が向上し、最終的な押出製品の機械的特性と美観が向上します。






