




木材レーザー彫刻は、平らな木材から看板、賞状、特製ギフトなどをわずか数分で製作できます。きれいで濃く、再現性の高い仕上がりになるか、焦げてぼやけた仕上がりになるかの違いは、機械の種類、木材の種類、出力と速度、そして深さの制御といった、いくつかの選択肢に集約されます。この2026年版ガイドでは、価格帯や木材の選択肢を公開し、市販の購入ガイドにはないフォーラムに基づいた製作のヒントなど、製作過程の各ステップを詳しく解説しています。
クイックスペック — 木材レーザー彫刻の概要
| 一般的なレーザーの種類 | CO2レーザー(10.6μm)、ダイオードレーザー(450nm)、光ファイバーレーザー(1064nm) |
| 木材彫刻に必要な最小電力 | 10Wダイオード(表面マーキングに十分) |
| 切断厚さ - 40W 内蔵ダイオード | シングルパスで最大6mm(1/4インチ)、マルチパスで最大15mm |
| 切断厚さ — 55W CO2 | 最大18mmのシングルパス |
| 彫刻速度(標準値) | 300~600 mm/秒(機種による) |
| 安全講習を探す | クラス1密閉型(ANSI Z136.1 / IEC 60825-1準拠) |
| 価格帯(エントリーレベル~産業用) | 200米ドル → 25,000米ドル以上(2026年第1四半期) |
木材レーザー彫刻の実際の仕組み
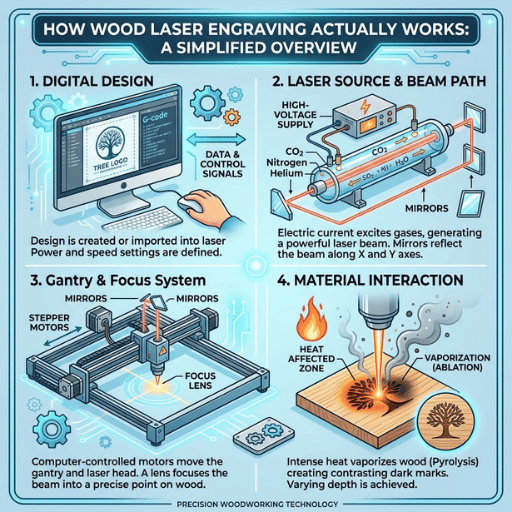
木材レーザー彫刻機は、木材表面に狭い光線を照射することで、木材の表面層を除去します。木材は光子エネルギーを吸収し、熱分解閾値(ほとんどの樹種では250~300℃程度)を超えて加熱され、出力、照射時間、木材の樹脂含有量に応じて、その場で炭化または蒸発します。
波長の特性上、木材との相互作用の仕方が異なる3種類のレーザーが市場を支配している。
- CO2レーザー(10.6μm、遠赤外線):木材はこの波長を非常に良く吸収するため、比較的低い消費電力で、きれいな切断と均一な彫刻が可能になります。
- ダイオードレーザー(450 nm、青色):木材はスペクトルの青色側をよく吸収します。最新の密閉型40Wダイオードレーザーは、ほとんどの木材加工において、従来型の55~60W CO2レーザーと同等の性能を発揮します。
- ファイバーレーザー(1064nm、近赤外線):金属には最適ですが、木材では波長の吸収が不均一なため、焼きムラが生じます。木材にはお勧めしません。
収束ビームのサイズが、ディテール解像度を決定します。一般的に、ダイオードレーザーは0.06~0.08mm、CO2レーザーは0.10~0.18mmまで集束できます。他の条件が同じであれば、スポットサイズが小さいほど、より細かい彫刻が可能になります。これが、ダイオードレーザーが目新しいガジェットとしての評判から、細かい作業用の実用的なツールへと評価を遅らせた理由です。この市場は、比較的小型で安価なダイオードレーザーが登場するまで、CO2レーザー製品が独占していました。用語の背景については、以下を参照してください。 レーザーマーキングと彫刻の違い.
木材レーザー彫刻機の選び方 ― 購入ガイド

木材用レーザー彫刻機を今日購入するかどうかについては、費用対効果が明らかになったため、より多くの疑問が生じています。今日の700ドルの密閉型ダイオードレーザーは、5年前の5,000ドルのCO2レーザーの2倍以上の性能を発揮します。適切な選択の鍵となる要素は、ワット数ではなく、使用規模、必要なプロジェクトの大きさ、安全面での制約の程度という3つの要素です。
| 段 | ユースケース | クラスとワット数 | 価格帯(2026年第1四半期、米ドル) |
|---|---|---|---|
| 入門/趣味 | カード、革製品、小さな贈り物 | 5~10Wダイオード(オープンフレーム型または密閉型) | $ 200- $ 500 |
| プロシューマー/中小企業 | 看板、賞品、バッチパーソナライゼーション | 20~40Wダイオード or 40~60W CO2 | $ 800- $ 3,000 |
| 生産 | 大量使用、厚手の紙、日常使用 | 80~150W CO2(完全密閉型) | $ 5,000- $ 25,000 |
| 工業用/マーキング | 円筒形部品へのバッチ製品マーキング | 40W+密閉型ダイオード+回転アタッチメント | $ 3,000- $ 10,000 |
価格は、著名な小売業者およびB2B業者からの2026年第1四半期時点の電子データに基づく市場価格を参考にしています。産業用CO2システムの価格は、ベッドのサイズやソフトウェアの種類によって大きく異なります。
木材用レーザー彫刻機の価格はいくらですか?
正直に言うと、これは床が下がって天井がしっかり残っている数少ない例の1つです。現在、200ドルから500ドルで本当にまともな初心者向けマシンが販売されています。密閉型でクラス1安全、5~10Wのダイオードと使いやすいソフトウェアを備えたものです。ほとんどの看板やパーソナライゼーションに適した密閉型20~40Wダイオードの価格は800ドルから2,000ドルです。5年前の家庭用マシンと産業用80~150W CO2生産マシンの5,000ドルから25,000ドルは、依然として業界プレーヤーを保護しています。業界アナリストは、木材レーザー彫刻機市場を 2026年には41億4000万米ドル、2033年には70億米ドルに達すると予測されている。 — 年平均成長率(CAGR)は7.8%です。この成長は主にプロシューマー分野によるものであり、そのため500ドルから3,000ドルの価格帯が最も競争力のある価格設定となっています。
木材に彫刻するには何ワット必要ですか?
ほとんどの針葉樹や薄い(最大3mm)広葉樹にマーキングするだけなら、10Wのダイオードレーザーで十分です。ただし、しばらく待つ覚悟が必要です。3mm未満のバスウッドやバルサ材に浅い切り込みを入れる場合も、10Wで十分ですが、時間がかかります。最も一般的な工作材料である6mm(1/4インチ)の合板を安定して切断するには、40Wの密閉型ダイオードレーザーなら1回のパスで問題なく切断できますが、55WのCO2レーザーなら1回のパスで18mmまで切断できます。
さらに深く潜ると、80~150WのCO2が必要になります。ワット数の各段階については、ガイドで詳しく比較してください。 マーキング、彫刻、切断に適したレーザー出力の選び方良い感覚を得る 20Wと30Wのレーザーマーキングマシンの違い マーキングと彫刻のどちらが優れているかという難問に対して。
📐 エンジニアリングノート — クラス1の安全性
「クラス1レーザー製品」ラベルの有無を確認する ANSI Z136.1 (US)または IEC 60825-1 (国際)によると ウィスコンシン大学のEHS(環境・健康・安全)に関するガイダンスクラス1レーザーカッターとは、通常の動作中に人間がビームに曝されるのを防ぐ筐体を備えたものです。オープンフレームダイオード彫刻機(多くの場合、ビーム経路内部はクラス4)は専用の保護メガネとインターロック式の作業エリアが必要となり、運用コストと複雑さが著しく増加します。 OSHAレーザー危険基準インデックス (NAIST) および MIT EHSレーザーカッターガイダンス 両者とも、非研究用途においては、密閉型クラス1を実用的なデフォルトとして扱っている。
木材加工におけるCO2レーザー、ダイオードレーザー、ファイバーレーザーの比較
「木材加工に最適なレーザーの種類はどれか」という問いは、もはや定説ではなくなりました。2022年頃までは、本格的な木工加工にはCO2レーザーが最適とされていました。しかし、2023年から2024年にかけて登場した新型の40W密閉型ダイオードレーザーは、少なくとも厚さ18mm以下の加工においては、この主張を覆すものとなりました。
今日の木材市場における3種類の木材の比較は以下のとおりです。
| 属性 | CO2 | ダイオード | ファイバ |
|---|---|---|---|
| 波長 | 10.6μm | 450 nm(青色) | 1064 nm |
| 最大木材切断量(1回切断) | 55Wで18mm、100Wで25mm以上 | 6 mm(40 W)、15 mmマルチパス | お勧めできません |
| 彫刻の詳細 | 良好 — 0.10~0.18 mmのスポット | 非常に良好 — 0.06~0.08 mmのスポット | 木材に関して一貫性がない |
| 真空管/光源の寿命(標準値) | 2,000~10,000時間(ガラス管) | 10,000時間以上(ソリッドステート) | 100,000 +時 |
| 購入価格(2026年第1四半期、米ドル) | 1,500ドル~5,000ドル(40~60W) | 200ドル~1,500ドル(5~40W) | $ 3,000- $ 8,000 |
| 木材に最適 | 生産、厚手の在庫 | ホビー、SMB、細かいディテール | 木材は避けてください |
根強く残る神話 「ダイオードレーザーでは木材を切断することはできない」 その起源は、初期の5~10Wのオープンフレーム型レーザー加工機に遡ります。Redditのr/lasercuttingフォーラムでは、実務者が40Wダイオードレーザーで6mm厚の硬材を1回のパスで、15mm厚を複数回のパスで切断していることが日常的に報告されています。スポットサイズが小さいため、同等の低価格CO2レーザーシステムよりも切断面がきれいです。現在、CO2レーザーの利点は主に18mm以上の切断と産業用途でのスループットにあります。
関連する技術についてさらに詳しく知りたい場合は、以下を参照してください。 レーザー光の種類とその応用 (NAIST) および ファイバーレーザーと CO2 レーザーの比較.
ウッドバーニング(焼き絵)対レーザー彫刻 ― それぞれの長所
焼き絵は、加熱した金属製の先端を木材に直接押し当てて模様を描く技法です。非常に時間がかかり、常に手で作業する必要があり、手描きの風合いが残るため、職人による作品を扱う店では、消費者は高額な料金を支払います。一方、レーザー彫刻は50~200倍速く、生産ロット間で常に同じ仕上がりを再現でき、細部まで10倍も細かく表現できます。
巧みな妥協案:本物の芸術的由来やユニークな作品には焼き絵が適しており、あらゆる規模の作品、ロゴデザイン、写真のようにリアルなディテールが求められるプロジェクトにはレーザー彫刻が優れている。
レーザー彫刻に最適な木材 ― 合板、MDF、広葉樹(メープルを含む)
購入ガイドには必ず「良質な」木材が記載されていますが、それは答えの半分に過ぎません。同じ種類の木材でも、ある木片はシャープな彫刻ができるのに、別の木片はやや焦げ目がつくことがあります。なぜなら、箱に書かれたラベルよりも重要な3つの要素があるからです。
💡 木材とレーザー加工の相性三角形:密度×樹脂×厚さ
ほとんどの購入ガイドには「良質な」木材のリストが掲載されていますが、同じ種類の木材でも、ある作品では鮮明な彫刻ができるのに、別の作品では煤けたような仕上がりになってしまうことがあります。箱に記載されている木材の種類よりも、3つの変数の方が結果をより確実に予測できます。
- 最小密度(g/cm³)。密度が低い彫刻(0.30~0.50)は、低出力レベル(10~30)で彫刻をきれいに切断するのに適しています。密度が高い彫刻(0.65~0.90)は、1回のパスあたりより高い出力が必要となり、比較的濃い焼き跡が事前に焼き付けられます。
- 樹脂含有量。樹脂含有量の少ない木材(アビットウッド、ハンノキなど)は、樹脂含有量の高低に関わらず均一に樹脂が付着します。一方、樹脂含有量の多い木材(マツ、スギ、新鮮なオークなど)は、樹脂含有量の高低に関わらず樹脂の付着が比較的不均一になり、レンズに樹脂が付着しやすくなります。
- 厚み。アートワークや複数回カットの場合は、メーカーが指定する1回カットの厚みの範囲内に収めてください。ただし、表面彫刻の場合は、決して厚みを超えないようにしてください(体系的な深さレベルが一定になりません)。
最高級の広葉樹材(メープル、チェリー、ウォールナット、オーク、アルダー)
木目が均一な広葉樹(カエデ、サクラ、クルミ、ハンノキ)は、最もきれいな彫刻作品を生み出します。カエデ(密度約0.65g/cm³)とハンノキ(約0.49g/cm³)は、木目が均一でコントラストがはっきりしているため、細かい彫刻に最も適しています。クルミは彫刻しやすいですが、密度が高くタンニン含有量が多いため、焦げ跡が目立ちやすくなります。サクラはその中間的な位置づけです。オークは木目が不均一なため、細い線が彫りにくく、初心者向けの木材としては不向きです。
合板 ― カバ、マツ、竹
合板は、交差積層構造により反りが軽減され、きれいな切断が可能になるため、看板の主要な材料として選ばれるほど汎用性が高い。バルトバーチ合板は、厚みが均一で、層間空隙が少なく、レーザーの反応が正確であるため、職人の間で人気が高い。パイン合板は安価だが、樹脂のポケットが大きいため、焼き色の濃淡が予測しにくい。竹合板は密度が高いため、彫刻すると焼き色が濃くなり、高級キッチン用品に使用される。しかし、密度が高い分、彫刻にはより高い出力が必要となり、焼き色が濃くなる。 合板をレーザー切断する このガイドでは、合板の加工方法についてより詳しく解説しています。
MDF ― 均一な彫刻、粘着性のある臭い
MDF(中密度繊維板)は、木目がないため、レーザーの反応が最も予測しやすい材料です。彫刻は表面全体に均一に施されます。しかし、MDFの尿素ホルムアルデヒド接着剤は粘着性のある樹脂ガスを発生させ、それが集塵機のフィルターに凝縮して早期に目詰まりを引き起こします。MDFをバッチ処理する実務者でさえ、犠牲プレフィルターを追加しています。MDFに関する詳細な解説については、サブ記事をご覧ください。 レーザー切断MDF.
避けるべき(または慎重に近づくべき)森林地帯
- 化学処理された木材です。燃焼時にヒ素を含むガスを放出します。この材料でレーザー加工を行わないでください。
- 松や杉(特に生のもの):これらの物質に樹脂が蓄積すると、焼きムラやレンズの汚染につながります。
- ビニールラミネート加工された「木材」およびPVCラミネート加工されたパネル:塩化水素ガス(機械の金属部品を腐食させる物質であり、発がん性物質でもある)を放出する。
- 油分を多く含む外来種の広葉樹(チーク、ローズウッド):燃焼が不均一になりやすく、種類によっては呼吸器系の刺激を引き起こす可能性があります。
木材やすり以外のより幅広い素材との互換性については、以下を参照してください。 レーザー切断に適したすべての材料.
レーザー彫刻に適した木材の種類は何ですか?
厳選された候補材としては、バスウッド、バルトバーチ合板、アルダー、メープルの4種類が挙げられます。これらは趣味で使う人にもプロが使う人にも、最も信頼性の高い切削材料です。これらの材料はすべて、中程度の密度(0.40~0.65g/cm³)、低い樹脂含有量、均一な木目という3つの特徴を共有しています。2024年に発表された広葉樹のレーザー彫刻に関する体系的な文献レビューでは、木目の均一性と密度が、樹種名だけよりも彫刻精度のより良い予測因子であることが示唆されました。彫刻初心者の方は、工芸品専門の小売店でレーザー加工に適したバスウッドまたはバルトバーチ合板を購入することをお勧めします。寸法が標準化されているため、30~50%の価格差よりもセットアップ時間の節約につながります。
実際に機能する設定 — 電力、速度、ソフトウェア

木版画には「正しい」設定というものは存在しません。出力、速度、焦点は、機械の種類、レンズ、木材の種類によって変化するからです。以下に示すのは、メーカーの資料や実務者の報告に基づいた参考表です。実際の制作作業を行う前に、ご使用の機械に合わせて調整する必要があります。
| マシンクラス | 表面彫刻(バスウッド) | 表面彫刻(メープル材) | 3mmの合板をカットする |
|---|---|---|---|
| 10Wダイオード | 100% / 200 mm/s / 1パス | 100% / 100 mm/s / 1パス | 100% / 80 mm/s / 3回通過 |
| 20Wダイオード | 60% / 300 mm/s / 1パス | 75% / 200 mm/s / 1パス | 100% / 200 mm/s / 2回通過 |
| 40Wダイオード | 35% / 400 mm/s / 1パス | 50% / 350 mm/s / 1パス | 100% / 350 mm/s / 1パス |
| 55~60W CO2 | 20% / 500 mm/s / 1パス | 30% / 400 mm/s / 1パス | 80% / 30 mm/s / 1パス |
設定はあくまで出発点です。機械の種類、レンズの製造年、木材のロットによって最適な設定は変化します。本番稼働の前に必ず小規模なテストグリッドで測定を行ってください。
木材彫刻には主に2つのソフトウェアが使われています。有料のLightBurn(ライセンス料は約60~120ドル、ほぼすべての機種に対応)と、無料のオープンソースソフトウェアであるlaserGRBL(GRBLコントローラー搭載機種のみ対応)です。LightBurnは中小企業やプロシューマー向けの理想的な実用標準ソフトウェアで、その画像ディザリングアルゴリズムにより、木材への写真彫刻の仕上がりが格段に向上します。laserGRBLは、エントリーレベルのダイオードレーザー搭載機種で、ベクター加工やシンプルなラスター加工を行うのに適しています。
ほとんどの密閉型プロシューマー向けマシンは、独自のデザインソフトウェアが付属して販売されています。元のメーカーのアプリと製品を使い続けるか、LightBurnに切り替えるかの選択は、一般的に、より高度な画像から彫刻への機能を求めているかどうかによって決まります。
📐 技術注記 — エアアシストはオプションではありません
エアアシストとは、圧縮空気の流れを切断部に当て、レンズや加工物から煙や切削屑を吹き飛ばす機能です。エアアシストがないと、木材表面に煙が凝縮して黄ばみが生じ、レンズが曇ってピントが合わなくなり、不純物が焦げ跡として付着します。
淡色の木材に表面彫刻を施す場合、ノズル先端にわずか3~5psiの圧力を加えるだけで、コントラストを大幅に向上させることができます。切削加工の場合は、通常20~30psiの範囲が目安となります。お使いの機械にエアアシスト機能が搭載されていない場合は、安価な水槽用ポンプと小径のエアホースを30ドル程度で購入できます。
深度制御と暗化技術

木工関連のコミュニティでは、サポートフォーラムでよく2つの質問が寄せられています。彫刻の色を濃くするにはどうすればいいですか?
ページに黒い「焦げ跡」が現れるのを防ぐにはどうすればよいですか?
低速回転と高出力の組み合わせは、注意点付きで有効です。しかし、行き過ぎると、Redditや木工愛好家のコミュニティでは、主要な市販マニュアルには記載されていない一連のテクニックが発見されることがあります。ここでは、実践者の証言で多く見られるアプローチを紹介します。
木版画を暗くする5つの方法
- ホウ砂または重曹溶液。 ホウ砂を水と混ぜ(約1:10の割合)、木材にスプレーまたは拭き取り、完全に乾燥させてから彫刻します。アルカリ性の残留物が加熱された木材と反応し、目立つほど濃い炭化痕ができます。r/lasercutting のユーザーは、明るい色の硬材で劇的なコントラストの向上を報告しています。
- レーザーの焦点をずらします。ワークピースを吊るすか、ヘッドを下げて、2 インチのレンズで 1.5~3 mm 離します。損傷という言葉は適切ではありません。焦点をずらしたビームは材料を燃焼させるのではなく焼き切るため、少しシャープさが劣る、より暗い印象になります。これは望ましい効果となる場合があります。
- G. カバーに保護テープを貼ってください。それでも色が濃くならない場合は、転写テープ (ビニールでデザインする際にステッカーの形を切り抜くのに使うタイプ) で表面全体を覆い、デザインを彫刻してください。接着剤がレーザーと結合してより濃いコントラストマークを作り、テープが煙が木材の残りの部分に付着するのを防ぎます。彫刻後にはテープを剥がしてください。
- (特に合板の場合)表面層を焼き切る。バルトバーチ合板の場合、まず非常に低い出力で意図的に最初のパスを行い、表面のベニヤを焼き切る。露出した接着層に2回目のパスを行うと、漆黒の炭化が見られる。フォーラムでは、これが合板加工において最もコントラストの高い手法であると報告されているが、正確な深さ制御が必要である。
- ペイントフィル(高コントラスト技法)。木材にクリアコートを施し、マスキングを行い、深く彫刻します(必要に応じて複数回)。彫り込んだ部分に軽くスプレー塗料を吹き付け、マスキングを剥がします。塗料が彫刻された部分を埋め、ほぼ完璧なコントラストで高密度の表彰状や看板が完成します。
木材にレーザー彫刻をする際に、焦げ跡を避けるにはどうすればよいですか?
彫刻部分の周囲に焦げ跡や炭化輪ができる原因は 3 つあります。煙が周囲の木材に凝縮すること、レーザーの熱が放射されて表面を焼くこと、レーザーが同じ場所に長時間留まること。以下の 5 つの対策を組み合わせて実施します。(1) 十分な圧力で空気を補助して煙をすぐに吹き飛ばす、(2) ハニカム状の切断ベッド下敷きを使用して下から放射される熱を除去する、(3) 彫刻する領域にマスキング テープを貼って煙を吸収し、残留物とともに残す、(4) 木材が耐えられる場合は、低出力で高速にする、(5) 彫刻前に表面を湿らせて冷却する。これらの対策だけでは密度の高い木材の問題は解決しません。ほとんどの人は、チェリー、ウォールナット、樹脂の多い木材には 3 つまたは 4 つを組み合わせて使用します。
📐 エンジニアリングノート — 深度制御
精密な彫刻において、一定の深さをコントロールするには、出力と速度を変えるのではなく、同じ出力と速度で複数回彫刻するようにしてください。各彫刻パスで加えられる深さはほぼ同じ量(硬材に40Wダイオードを使用した場合、平均で約0.05~0.15mm)なので、安定した安全な仕上がりになります。出力を変えると、深さと彫刻の質感が同時に変化し、精密な調整が難しくなります。
木材の下地処理と後処理 ― 研磨、着色、シーリング

レーザー照射の前後に行われる作業は、彫刻そのものよりも重要な場合が多い。主な検討事項は、木材を先に研磨すべきか、着色は工程のどの段階で行うべきか、そして屋外や過酷な使用環境下での仕上げをどのように保護すべきか、という3点である。
レーザー彫刻をする前に木材を研磨すべきでしょうか?
表面が平らでない場合や粗い場合、または木材の表面仕上げが不均一な深さになっている場合は、彫刻前に木材を研磨してください。最終研磨には220番のサンドペーパーを使用してください。粗いサンドペーパーを使用すると、細かい作業で縞模様として見える微細な溝が発生します。カッティングベッドに置く前に、タッククロスまたは湿らせた綿で拭いてください。レーザーの熱によって、研磨された箇所に粉塵が集まり、小さな焦げ目ができて、完成品に傷がつく可能性があります。彫刻後に研磨しても意味がないことはほとんどありません。彫刻された部分は凹んでいるため、研磨すると平らになったり、細部が失われたりします。
彫刻前に染色するべきか、後にするべきか?
まず着色し、次に彫刻します。着色された濃い色の表面は、レーザーによって露出される明るい新鮮な木材とのコントラストが最大限に高まります。この手順には2つの注意点があります。1つ目は、彫刻する前に着色剤が完全に乾燥していること(少なくとも24~48時間!)です。着色剤が湿った状態や焦げ付きが発生してはいけません。2つ目は、レーザーカット時に有毒ガスが発生しないよう、ラッカーやポリウレタンではなく、水性または油性の着色剤を使用することです。着色済みでレーザー加工に適した合板は、画材店で豊富に取り揃えられています。
彫刻された木材の封印
屋内用途には、透明な水性ポリウレタン塗料(マットまたはサテン仕上げ)を使用すると、彫刻のコントラストが黄ばむことなく保たれます。ラッカーはより光沢のある表面が得られますが、深い彫刻部分には液だまりができる場合があります。屋外看板には、紫外線や水による損傷から保護するために、船舶用ポリウレタン塗料またはスパウレタン塗料を2回塗布してください。仕上げ材の下の木材が濃くなり、彫刻のコントラストが薄れるまでには2~3年かかることを想定してください。
食品に接触する物品(まな板、調理器具など)には、食品に安全な鉱物油または蜜蝋で仕上げてください。これらは完全に密閉するわけではありませんが、食品に移行することはありません。
✔ 彫刻前のチェックリスト
- 木材は寸法安定している(彫刻部分に反り、割れ、節がない)。
- 表面を220番のサンドペーパーで研磨し、粉塵を除去した。
- 染色(もしあれば)は24~48時間で完全に硬化する。
- エアアシストが作動していることを確認済み
- ハニカムベッドが設置されました
- 同じバッチの端材でテストグリッドを実行
木材レーザー彫刻の用途 ― 装飾から生産まで
木材レーザー彫刻は、趣味、小売、産業用途において収益を上げられる数少ない設備投資の一つであり、機械の改造は一切不要です。レーザーの種類と出力は、加工対象物に合わせて選択する必要があります。結婚式の引き出物に100WのCO2レーザーを使用するのは採算が合わず、看板製作に10Wのオープンフレームダイオードレーザーを使用するのは時間の無駄です。
| 用途 | 典型的なスケール | 推奨マシン |
|---|---|---|
| パーソナライズされたギフト(キーホルダー、コースター、記念プレート) | 月間10~500ユニット | 10~20W密閉型ダイオード |
| 特注看板と表彰状 | 月間50~2,000ユニット | 40W密閉型ダイオードまたは40~60W CO2 |
| キッチン用品(まな板、調理器具) | 月間100~5,000ユニット | 回転アタッチメント付き40~60W CO2 |
| 建築模型、試作品 | プロジェクトベースの大型シート | 60~100W CO2、大型ベッド |
| 製造部品のマーキング(ID/シリアル番号) | 1,000日あたりXNUMXユニット以上 | 40W+密閉型ダイオード+自動化 |
| 結婚式の装飾、イベントのパーソナライズ | プロジェクトベースで多様な在庫 | 20~40W密閉型ダイオード |
木材レーザー彫刻は2026年においても存続可能なビジネスとなるのか?
はい、ただし注意点があります。業界アナリストは、木材レーザー彫刻市場が2033年まで年平均成長率(CAGR)7.8%で成長すると予測しており、特に米国のレーザー彫刻サービス市場はCAGR 12.1%と予測されています。つまり、サービス需要が機器販売を上回っているということです。しかし、実務家フォーラムでは、EtsyやeBayのエントリーレベルのパーソナライズギフト市場は飽和状態にあり、差別化されていない販売者は利益率の低下を報告しています。
2026年に実現可能なビジネスモデルは、3つの典型的な形態に集約されます。それは、地域密着型のB2B(看板、表彰、不動産、ホスピタリティ)、専門製品ライン(高級キッチン用品、建築模型、アルゴリズムによる発見を免れるニッチなパーソナライズ作品)、そしてデザイナーや小規模ブランド向けの生産下請けです。Etsyだけで「機械の投資額を回収したい」と考える趣味家は、2022年よりも険しい道のりを歩むことになります。この決断における設備投資の側面についてより詳しく知りたい場合は、以下を参照してください。 レーザー彫刻機を購入する価値はあるか.
生産やバッチ作業用に木材レーザー彫刻機をお探しですか?
UDTECH社は、木材加工用に構成された密閉型CO2レーザー彫刻機およびダイオードレーザー彫刻機を製造しています。お客様の用途に合わせた仕様、納期、価格についてはお問い合わせください。
2026年業界展望 ― 木材レーザー彫刻の未来
2026年に向けて、木材レーザー彫刻は3つの力によって変革されつつあります。それは、ダイオードレーザーの性能向上によって40Wの密閉型クラス1システムが主流の木工技術として普及したこと、中小企業の需要を牽引し続けているパーソナライゼーション経済、そして大学や共有のメイカースペースがクラス1のみを標準とするようになるにつれて、安全筐体に対する期待が高まっていることです。
2026年の購入者にとっての2つの実用的なポイント:
- 40Wの密閉型ダイオードプリンターが、SMB(中小企業)向けの新標準製品となりました。看板、表彰品、または1日あたりの生産量に満たないパーソナライズ印刷など、少量生産の用途であれば、このダイオードプリンターは従来のCO2プリンターシステムとほぼ同等、あるいはそれ以上の性能を発揮し、しかも価格は半分です。CO2プリンターの予算は、より厚い素材(18mm以上)や大量生産の用途に回しましょう。
- 価格帯に関わらず、密閉型クラス1を購入してください。大学のEHSガイダンス マサチューセッツ工科大学(MIT), University of Florida (NAIST) および カーネギーメロン 共有スペース向けのクラス1の密閉型設備はすべて標準仕様となっており、この要件はすでに商業保険やリース契約にも反映され始めています。クラス1の密閉型設備の保険料は、2020年の「2倍の価格」から2026年には20~30%程度にまで下がり、眼鏡やインターロックなどの諸経費も完全に排除されています。
FAQ

Q:レーザーで木材に彫刻することはできますか?
回答を見る
Q:着色された木材にレーザー彫刻はできますか?
回答を見る
Q:レーザー彫刻の前に木材に着色する方が良いですか、それとも後が良いですか?
回答を見る
Q:レーザーカッターはどのくらいの厚さの木材を切断できますか?
回答を見る
Q:レーザー彫刻用の木材はどこで購入できますか?
回答を見る
Q:木材への焼き付けとレーザー彫刻、どちらが良いですか?
回答を見る
関連記事
参考文献と情報源
- レーザーカッターの安全性 — ウィスコンシン大学 環境・健康・安全部門
- レーザーの危険性 ― 基準 — 労働安全衛生局
- レーザー:安全な作業手順(PDF) — オレゴン州労働安全衛生局
- EHSガイドライン ― レーザーカッターの安全性(PDF) — カーネギーメロン大学
- レーザーカッター/彫刻機ガイド(PDF) — フロリダ大学環境衛生部
- レーザーカッター安全ガイドライン(PDF) — マサチューセッツ工科大学(MIT)環境・健康・安全部門
- レーザー彫刻機市場の動向と予測(2026年~2033年) — コヒーレント・マーケット・インサイト
この木材レーザー彫刻ガイドについて
このガイドは、2026年版の木材レーザー彫刻の価格帯、機械クラスの性能データ、およびフォーラムで収集された実務者による技術(ホウ砂、デフォーカス、トップレイヤーの焼き切りによる暗色化方法など)をまとめたものです。これらの技術は、米国の大学のEHSプログラムによるクラス1の安全基準に照らして検証されています。公開された規格ではなく実務者の報告に基づいている技術については、本文中にその情報源を明記しています。ダイオードシステムとCO2システムの両方において、UDTECHのエンジニアリングチームが技術的な正確性についてレビューを行いました。






