什麼是光纖雷射的飛切
飛切是光纖雷射系統中一種高效的切割技術,旨在同時提高運行速度和精度。此方法尤其適用於高產量需求,可大幅減少停機時間並提高總成品率。它能夠沿著多種幾何形狀進行連續高速切割,使其成為汽車、航空航太和一般製造等行業不可或缺的技術。以下討論將概述飛切的工作原理,突出其主要優勢,並將其性能與更傳統的切割策略進行比較。掌握這項尖端技術可以幫助製造商提高效率和成品零件的品質。
什麼是飛切?
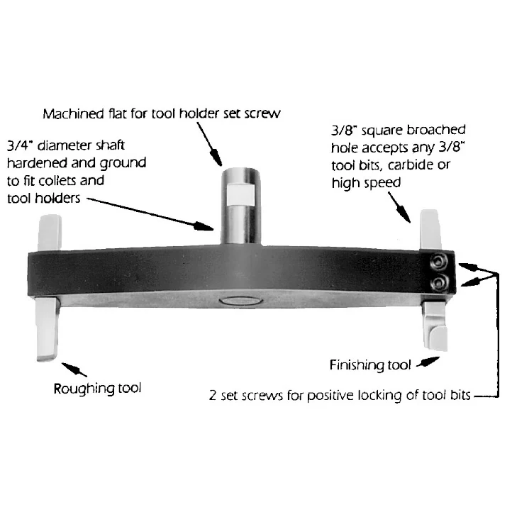
飛切是一種加工技術,將單點切削刀具安裝在旋轉主軸上,沿著直線路徑移動,以控制切削深度,加工出寬廣平坦的表面。飛切與立銑刀等多點刀具的區別在於,飛切依靠單一一切削刃,能夠賦予成品零件卓越的尺寸精度和表面品質。此製程尤其適用於需要快速精密加工大面積平面區域的銑削應用。其優點包括:刀具定位簡單、外圍硬體需求少,並且能夠以較少的走刀次數完成寬闊的表面加工,從而相比傳統加工策略提高了操作效率。
概念概述
對於要求在廣大區域實現卓越平整度和精細表面光潔度的應用,飛切依然是一項不可或缺的加工技術。目前的Google搜尋趨勢分析顯示,人們對該製程的興趣日益濃厚,這表明工程師和生產經理正在探索飛切作為提高生產力的槓桿。一個反覆出現的問題是:「是什麼讓飛切比其他表面加工方法更受青睞?」 其原因在於該工藝能夠使用更少、更簡單的刀具實現超光滑的表面光潔度,從而最大限度地降低總循環成本。同時,現代數控技術的發展也提高了飛切的深度控制和旋轉速度,從而實現了更快、更可靠的切削速率,同時又不影響現代品質標準所要求的超平整度公差。
飛切操作的概念化揭示了一種運動原理:單刃刀片固定在旋轉主軸上,並同時沿直線路徑橫向移動工件。這種雙向運動可產生均勻的緞面效果,特別適用於大面積平面結構。現代數控平台可對關鍵參數(包括軸向穿透、橫向進給和旋轉速度)進行精細調節,從而平衡材料提取率和表面保真度。先進的高速成像技術與電腦模擬技術相結合,如今可以仔細檢查切屑形態和刀具的漸進式磨損,從而促進製程生產率和刀具壽命的迭代改進。
為什麼飛切一直是首選
近期全球搜尋模式分析顯示,飛刀切割持續受到廣泛關注,主要原因在於其獨特的能力,能夠在大型零件和難以接近的區域實現高精度表面處理。與傳統的多點刀具不同,飛刀嵌入單一、寬大的磨料弧,可在減少的加工次數內獲得更平滑的表面處理效果。這種能力不僅縮短了加工週期,也提高了整體營運效率。航空航太、汽車和精密儀器等領域通常利用飛刀切割來滿足對超細表面粗糙度(通常規定為 Ra 值低於 0.2 μm)的嚴格要求。飛刀切割憑藉其精益的工具庫存帶來的經濟優勢,鞏固了其在成本敏感型生產環境中滿足嚴格表面規格的首選解決方案的地位。
飛剪的歷史
背景與發展
飛切的歷史可以追溯到1900世紀初,當時是一項機械工程創新,旨在改善金屬零件的表面品質。它最初主要用於模俱生產;然而,該技術憑藉其僅用一把刀具即可打造光滑平整表面的能力,迅速獲得了廣泛的應用。這種先進技術的傳統應用包括手動操作的銑床和基本的切削刀具,與當時的刀具標準相比,這需要耗費大量的時間和精力。
隨著工具機和材料科學的不斷發展,飛切方法也發生了巨大的變化。人們對電腦數控 (CNC) 工具機的青睞推動了飛切技術的重大進步,因為它能夠控製刀具(尤其是可轉位刀具)的運動,從而提高加工精度和產量。碳化物和聚晶鑽石 (PCD) 等優質刀具材料的開發,延長了刀具壽命,提升了切削性能,尤其是在加工硬質合金或複合材料時。
現代生產數據表明,在某些應用中,飛刀切割可將表面粗糙度降低至 Ra 0.05 μm 的低值。這些應用包括需要超平整和精密表面處理的光學設備、航空航太等眾多產業。在工業領域,先進精密切割功能的使用率持續成長,因為價格已證明,在許多情況下,這些製程可能需要使用多把刀具,從而降低二次精加工成本,減少約 25% 的二次幹預。
現代此類切削技術經歷了許多變革,包括高速切削主軸、反饋控制系統、電工技術在設計中的運用,使其在當前乃至未來都能廣泛應用。無論飛切技術在現今還是在技術層面如何發展,它都為解決表面缺陷和成本問題提供了一個靈活的解決方案。
雷射發展時間表
從本質上講,這些重大成就標誌著雷射的發展軌跡:從物理學家的好奇心發展成為強大的科幻武器,最終成為製造業、醫學、電信和科學研究等各個領域高度實用的設備。此外,雷射相關產業的成長也促使更多資金湧入雷射項目,這從以下事實可見一斑:由於雷射在自動駕駛汽車和量子電腦等技術發展中的應用,預計到24.91年,全球雷射市場規模將成長至2025億美元以上。
飛切技術的發展歷程
與許多其他製造工藝一樣,飛切削多年來經歷了重大變革,並不斷發展。由於不斷調整和改進以適應新工藝,飛切削在精密加工領域仍將保持其重要地位。航空航太、電子和再生能源等行業對更複雜、更精密的加工技術的需求日益增長,因此飛切削將以其獨特的優勢為該領域的進步做出貢獻。
飛切技術

飛刀操作
飛切是一種使用在主軸上旋轉的單點刀具的技術。當刀具掃過工件時,它會切除材料,從而形成與工件相關的平面。與傳統的多刃刀具不同,飛切只使用一個刃口。這減輕了刀具高齒密度引起的顫動問題,並有助於提高表面光潔度。主軸轉速決定切削速度,而進給則代表刀具在工作表面上的移動。由於機制簡單,可以獲得最大程度的控制和精度,這使得它在需要嚴格公差的操作中更加有用。為了延長刀具的使用壽命,需要考慮刀具材料、切削油脂角度和主軸轉速等幾個面向。
具體技術概念的定義
切割速度
「切削速度」指刀具切削工件的速度;通常以SFPM(表面英尺/分鐘)或公尺/分鐘(SFM)表示。這是一個非常重要的變量,因為它有助於材料去除、刀具壽命以及獲得特定表面光潔度的自由度。例如,加工鋁材時,可能需要施加300至500 SFM之間的高速度才能切削,但加工鈦材時,可能無法超過50至120 SFM。
進給率
在工具機中,進給速率是指工件在單位時間內移動的距離,對於線性軸,通常以英吋/分鐘 (IPM) 或毫米/分鐘 (mm/minute) 表示。進給速率至關重要,因為它不僅會影響生產效率,還會影響最終零件的表面品質。提高進給速率可以縮短加工時間,但也會降低加工表面的精度和品質。當質量決定零件的成敗時,進給速率通常與刀具的速度和幾何形狀相關。
工具材質
切削刀具的材質對其性能和磨損起著至關重要的作用。最常見的刀具結構材料包括高速鋼 (HSS)、硬質合金和聚晶鑽石 (PCD)。例如,硬質合金刀具非常堅硬且耐熱,因此常用於高速加工製程;而 PCD 刀具則用於切削磨蝕性材料,例如複合材料和鋁合金。
主軸轉速
主軸轉速是指切削刀具或工件的旋轉速度,以每分鐘轉數 (RPM) 表示。在機械加工中,尤其是切削加工中,主軸轉速至關重要。例如,數控加工主軸的轉速可能超過 10000 RPM,用於薄壁材料的精細切削;而對於材料去除量大的加工,主軸轉速則較低。大多數現代數控工具機都具有動態主軸控制功能,可根據目前的切削條件確保達到最佳主軸轉速。
上述角度,包括切割刃和後角,會改變刀具材料在使用過程中的性能。正前角可減少切削力,適用於較軟的材料;而正前角則可在加工較硬的材料時提高切割刃的穩定性。所有這些刀具都可以在合理的範圍內進行優化,並且無需專業知識即可輕鬆掌握,這非常實用。
表面光潔度及其測量
表面光潔度是指生成表面的紋理、粗糙度或光滑度,通常以Ra(平均粗糙度,算術粗糙度)等參數來定義。在Ra的限定範圍內,任何對最低表面粗糙度(包括這些可見的表面粗糙度)有嚴格要求的應用,都應毫不猶豫地追求最佳光潔度。最後,使用先進技術,例如高速飛刀切割和微精加工設備,即使Ra低於0.2微米也能實現光潔度,從而減少表面的後續加工。
刀具磨損和刀具壽命
刀具磨損主要發生在刀刃因摩擦產生的熱和機械力相互作用而逐漸磨損。透過觀察諸如後刀面磨損或月牙窪磨損等特殊磨損模式,可以了解刀具在需要更換之前的使用壽命。此外,目前的技術包括狀態監測系統,該系統將先進的機制嵌入到現代刀柄設備中,以實現最高效率和金屬切削性能。
先進的加工製程之所以成為可能,是因為這些面向的累積效應:技術設計。
飛切在小型、精密、表面平整的小型零件加工中仍然很受歡迎。有些使用者喜歡飛切,而有些人則不喜歡,因為飛切可以在大半徑零件上加工出小半徑曲線。
與其他方法的精度比較
飛切加工精度高,形狀誤差為亞微米級,表面粗糙度為奈米級,在靈活性、成本效益和表面品質方面優於其他方法,但加工效率較低
| 重點 | 飛切 | 其他方法 |
|---|---|---|
| 精密 | 亞微米 | 變化 |
| 表面處理 | 奈米級 | 更粗 |
| 靈活性 | 高 | 中度 |
| 價格 | 低 | 更高 |
| 效率 | 低 | 更高 |
| 應用領域 | 自由形態、奈米 | 一般說明 |
| 刀具磨損 | 可管理的 | 變化 |
| 切割速度 | 常數 | 多樣看板 |
| 材料類型 | 廣闊 | 有限 |
| 設置 | 一般看板 | 複雜 |
飛切的優點和缺點
飛剪的優點
飛切技術除了比傳統技術擁有許多優勢外,也是許多工業和科學研究活動中不可或缺的精密加工技術。飛切技術的優點如下:
良好的表面光潔度
飛切具有奈米級精度,能夠在需要極其光滑和均勻的鏡面拋光錶面的情況下(例如光學或半導體生產)產生高品質的表面處理。
高通用性
其一大優點在於其適用於各種不同結構材料,特別是非線性或自由形狀的幾何形狀。這種適應性使其能夠用於現有切割技術無法實現的特殊加工和複雜形狀。
經濟效益
與大多數其他先進加工技術相比,飛切的有效刀具成本更低。因此,飛切可以製造小批量或原型零件,且公差精度更高。
易於設置
刀具調整是飛切加工的基本流程,幾乎無需任何調整。這有助於減少加工作業中浪費的時間,從而為快速處理各種尺寸的項目和工件提供了空間。
刀具消耗低
飛切切削工件時,刀具以設定的恆定速度進行切削。這意味著切削刀具的刃口磨損均勻,從而延長了刀具的使用壽命,並降低了相關的更換成本。
增強對厚度和尺寸的控制
R 去除材料的速度足以滿足嚴格的加工公差要求,在某些情況下甚至更佳。這種能力使得飛切在航空航天等極其精密的行業中成為令人羨慕的工藝,因為在這些行業中,每個部件必須像拼圖一樣緊密貼合。
得益於設備升級,飛切加工如今已能實現公差高達±0.5 µm 的現代形狀,使其成為一種高效的精密加工方法。研究表明,飛切加工在超高精度自由曲面市場中取得了顯著進展,即使是熔融石英和陶瓷等脆性材料也能輕鬆加工。所有這些優勢都證明了飛切加工在現代生產中是一項重要且實用的技術。
缺點和限制
飛切可提供出色的表面光潔度和較低的工具成本,但受到材料去除率低、設定嚴格、振動敏感度和切割深度淺的限制。
| 重點 | 優點 | 缺點 |
|---|---|---|
| 完 | 鏡子般的 | - |
| 價格 | 低工具 | - |
| 電力 | 主軸需求低 | - |
| 靈活性 | 可定制 | - |
| 振動 | 減少 | 敏感 |
| 設置 | - | 嚴格 |
| 深度 | - | 淺 |
| 賠率 | - | 低去除率 |
| 穿 | - | 集中 |
| 簡介 | - | 有限 |
實施注意事項
- 機器規格: 用於飛切的機器必須非常精確且堅固,才能加工出所需的精密尺寸。此外,振動控制以及精密的主軸也是至關重要的要求。
- 工具: 為特定的工件材料選擇正確的刀具材料和配置,以最大限度地提高效率並延長刀具的使用壽命。
- 重要性: 確保飛切工藝適合特定任務所涉及的材料。陶瓷或極硬金屬等材料的特性可能有所不同,在選擇作為焊接準備材料時可能需要特別謹慎。
- 速度和進給率的提高: 適當調整切削速度和進給速度,並畫一條線,以達到最佳點,該點優先考慮精度、良好的光潔度並產生產品的最重要方面。
- 冷卻液應用: 採用適當的冷卻和潤滑方法,減少熱量的產生,保護工件或工具免於變形。
- 操作員的技能水準: 對操作員進行適當的培訓,如何使用飛切工藝,以確保安全和避免發生錯誤。
- 成本考慮: 評估飛剪機及其安裝的支出是否在可用資金和企業目標範圍內。
- 檢查與監測: 制定精確的驗證和檢查方法,以測量整個加工過程和之後的公差和表面品質。
- 環境條件: 進行必要的環境調節以維持溫度和其他關鍵環境因素,否則這些因素會導致不準確性。
- 日常維護: 計劃定期管理飛剪設備,以保持其正常功能並提高耐用性。
光纖雷射機中的應用
利用飛剪的行業
- 航空航天工業: 葉輪、結構通風器等一些可靠性要求較高的零件的製造。
- 汽車業: 製造高性能、高可靠性零件,如曲軸、變速箱等。
- 半導體產業: 與製造晶圓所需的平面拓樸和處理微電子應用相關。
- 醫療設備: 有助於製造用於外科手術和義肢的複雜組件和精密裝置。
- 光學產業: 可以製作鏡子和透鏡等精度極高的表面。
- 軍事: 用於製造武器零件和其他專用軍事硬體。
- 電子業: 有助於製作組件的框架和外殼。
各種設計應用範例
航空航天業
在航空航天工業中,精密加工至關重要,尤其是在渦輪葉片、發動機工作部件和結構組件的製造方面,因為這些部件是預製件,需要更高的公差和尺寸,並滿足品質保證標準。 「2030願景」已預測該行業的這一嚴格要求,最近的一份報告指出,由於商用飛機、直升機和軍用產品領域的新發展,預計272年至6.9年期間全球航空航天精密加工的複合年增長率 (CAGR) 將達到2021%。
醫療器械製造
微創手術器械和生物相容性植入物的需求旺盛,從而推動了醫療領域精密加工的顯著進步。事實上,數控工具機可以生產鈦合金和不銹鋼零件,例如骨科植入物,其公差甚至可達10微米。預計到2022年,醫療器材產業的市場規模將達到536億美元,因此仍需要更多精密零件。
消費性電子協會
此外,眾所周知,現今社會的電子元件,例如半導體封裝、冷卻裝置和微連接器,都高度依賴微型精密加工。預計到1年,全球消費電子產業的規模將超過2024兆美元,這意味著對精密製造零件的需求將持續成長,以實現微型化和功能改進。
汽車產業
引擎缸體、傳動系統零件,甚至像燃油噴射器這樣的複雜系統,都由高精度製造商製造。在引擎技術方面,電動車(EV)推進系統需要輕量化且加工精良的零件,不僅能有效提升系統性能,還能改善表觀排放。其價值體現在「清潔」方面,而電動車市場預計到23.1年將以每年2030%的速度成長,這表明其對精密製造的依賴不可避免。
國防部隊申請
重要的防禦設備,包括導航系統、氣象探測器硬體和彈藥,都是由高度機械化的部件製成的,以防止故障。例如,用於導彈的部件可能需要小於0.002英寸的公差才能正常工作。由於各國政府在2.24年將近2022兆美元的國防開支投入不平衡,因此對此類工具的需求並未減少。
產品如何賦能技術應用
使用精密加工技術製造的產品包括以下內容,顯示其應用領域範圍廣泛且多樣化。
航空運輸系統的典型部件
- 渦輪葉片
- 航空結構固定裝置
- 液壓配件燃料尺寸定制
手術設備
- 操作裝置
- 身體植入物改造
- 牙科無內視鏡螺絲
機動車零件
- 引擎零件
- 傳動裝置
- 變速箱案例
軍事硬體
- 飛彈控制部件
- 監控設備零件
- 受保護車輛的連接器
這些影像強化了精密加工在生產複雜工業作業所必需的精密、堅固和功能性零件方面的本質。
車間可採用的許多加工流程包括:飛切、鏜孔、鑽孔等。
光纖雷射技術飛切的未來趨勢
技術進步
光纖飛切的高科技工藝仍在不斷發展,技術進步的動態性也日新月異,從而展現出精度、效率和產能的提升。另一個最重要的變化是整合人工智慧控制單元,它配備了即時數據記錄功能,旨在提高切割精度並最大限度地減少浪費。更重要的是,現代光纖雷射的光束品質控制和傳輸調製技術的進步,使其能夠以極高的速度和更高的精度進行切割,從而滿足航空航天和電子等行業客戶的需求。最新技術旨在將加工重點和光纖雷射系統與更現代、更先進的系統相結合,從而最大限度地提高精度和加工範圍。這些變化旨在幫助製造商在適應市場政策的同時,在精度和經濟性方面保持競爭力,並意識到在高端技術領域的競爭。
環境與企業社會責任
如今,環境和企業社會責任已成為各行各業的重中之重,其目標是降低工業的外部性,同時提高營運系統的效率。為此,製造工廠一直在使用節能設備和節材工藝,例如閉環運行系統或強化回收的系統。此外,工廠還引入太陽能和風能係統,以最大程度地減少使用枯死的植物或化石燃料。先進的監控系統有助於計算能耗以及效能欠佳的區域,以便進行調整。所有這些努力不僅是為了遵守國際環境法規,也是為了在促進更佳商業實踐的同時,長期控製成本。
未來的挑戰:有何預測?
我認為,在擴大再生能源使用的同時確保其成本效益是主要障礙之一。此外,將先進技術融入現有基礎設施也可能困難重重,難以維持平衡,成本高。在我們邁向永續發展的過程中,管理法規合規性和高效安排供應鏈變革也可能是一項挑戰。
參考資料
- 雷射切割機 - Texas Inventionworks(舊) – 德州大學的資源,提供有關雷射切割技術的見解。
- 雷射切割機-耶魯大學 – 耶魯大學的一份討論雷射切割機操作和安全的文件。
- 雷射切割:終極指南 – fetlab.io – 羅徹斯特理工學院提供的有關雷射切割的綜合指南。
- 3 軸紫外線雷射燒印機 – MD-U1000 系列使用手冊 – 亞利桑那州立大學關於雷射標記系統的詳細手冊。