



تحياتي إلى "إتقان عملية بثق TPE: دليل على آلات بثق الإيلاستومر الحراري وعمليات البلاستيك"! هذه المرة، تهدف هذه المدونة المعقدة والمتعددة الاستخدامات إلى تسليط الضوء على عملية بثق TPE، والتي تعد ضرورية في صناعة البلاستيك. سيوفر هذا الدليل معلومات مفيدة كافية سواء كنت محترفًا في الصناعة أو دخلت للتو في هذا المجال، وبالتالي يمنحك الثقة للتعامل مع تفاصيل عملية بثق TPE.
سيتضمن نطاق هذه المقالة خصائص TPEs و TPE بالإضافة إلى مراجعة بعض أمثلة التطبيقات، سيتم أيضًا تضمين التشغيل التفصيلي لآلات البثق TPE. سيتم أيضًا مناقشة المكونات الرئيسية لآلة البثق، ودورة بثق TPE، ونصائح قيمة حول آلة البثق TPE الأكثر ملاءمة لاحتياجاتك ومتطلباتك. سيتم أيضًا تغطية المشكلات المعروفة التي تواجهها آلات البثق TPE مع رؤى الخبراء المفيدة للمساعدة.
وبالتالي، سوف يعلمك مرشدو SEOUL BECA كيفية تعظيم جودة المنتجات المصنعة ومنتجات TPEX والتقدم في تطبيقات الإيلاستومر الحراري البلاستيكي. لذا، انضم إلي في هذه الرحلة واكتشف أسرار عظمة بثق TPE معًا!
ما هو TPE وكيف يختلف عن المواد البلاستيكية الحرارية الأخرى؟
تعتبر مادة TPE، أو الإيلاستومر الحراري، فئة واسعة من المواد لأنها تحتوي على خصائص اللدائن الحرارية والإيلاستومر. لا تزال المواد القابلة للتمدد والطي مثل المطاط مختلفة عن مادة TPE، وهي مادة الإيلاستومر الحراري. يتيح هذا الارتباط المحدد لمادة TPE الاحتفاظ بخصائص المرونة ومقاومة الصدمات للإيلاستومرات مع إمكانية تشكيلها والتلاعب بها مثل اللدائن الحرارية، كما أن مادة TPE هي مادة ترموبلاستيكية غير مرنة إلى جانب مقاومتها الاستثنائية للصدمات مما يجعلها مرشحة مثالية لمجموعة واسعة من التطبيقات. كما يمكن إذابة مادة TPE وإعادة تشكيلها مرة أخرى، مما يزيد من شعبيتها. تتميز مادة TPE بمرونة محسنة ومقاومة كيميائية أقوى وحماية أقوى من الأشعة فوق البنفسجية وقدرة منعشة على تحمل المناخات القاسية. يعتمد الاستغلال الفعال لمادة TPE على معرفة خصائصها، مما يدفع إلى تبني تقنيات تصنيع جديدة ويساهم في النهاية في تحسين جودة المنتج النهائي.
فهم TPE: الخصائص والتطبيقات
تتمتع الإيلاستومرات أو الإيلاستومرات الحرارية بخصائص فريدة تجعلها مفيدة في العديد من التطبيقات الصناعية. من خلال الجمع بين خصائص البلاستيك الحراري والإيلاستومر، توفر TPEs الطبيعة القابلة للمعالجة وإعادة التدوير للمواد البلاستيكية الحرارية والمرونة الشبيهة بالمطاط، على عكس أي شيء رأيناه من قبل. تجعل قابليتها للتشكيل والمرونة ودرجة الحرارة والتحمل الكيميائي الجيد هذه المواد لا تقدر بثمن.
تُستخدم مواد TPE عادةً في صناعة السلع في صناعات السيارات والاستهلاك والطب والإلكترونيات. وتُستخدم في المقابض والأختام والحشيات والمكونات التي تتطلب ليونة مع المتانة والمرونة. كما أن تنوعها الكبير في عمليات تصنيع الأدوات البلاستيكية الحرارية وقدرات الصب يجعلها أكثر ملاءمة لهذه العمليات.
تعتبر TPRs وSBSs وSEBS من المواد البلاستيكية الحرارية الأخرى التي يتم استغلالها، ولكن قدرتها التنافسية لا تميز TPEs. تتميز مرونتها وقدرتها على الصمود وقابليتها للمعالجة بأنها عالية بشكل ملحوظ. وهي متوافقة مع عمليات Turner brown وصهر الصبغة والبثق.
عندما نقوم بتقشير TPE، تكون الإيلاستومرات هي المكونات الأساسية نظرًا لقدرتها على نقل المكونات المرنة في التركيب المطلوب. إن نسبة ونوع الإيلاستومرات المدمجة في مركبات TPE لها أهمية كبيرة فيما يتعلق بخصائص المواد الناتجة، إلخ.
إن المعرفة الشاملة بخصائص وتطبيقات TPE تمكن المصنعين من فهم تحسين عمليات تصنيع TPE وتصميم الإيلاستومر الحراري البلاستيكي ومنتجاته واختيار المواد المناسبة. وبالنظر إلى كل شيء، فإنه يعزز جودة البضائع مع اكتشاف آفاق جديدة في عالم تطبيقات الإيلاستومر الحراري البلاستيكي. لذا، فلنبدأ هذه المغامرة معًا ونكشف الأسرار وراء التميز في بثق TPE!
المقارنة مع المواد البلاستيكية الحرارية الأخرى: TPR وSBS وSEBS
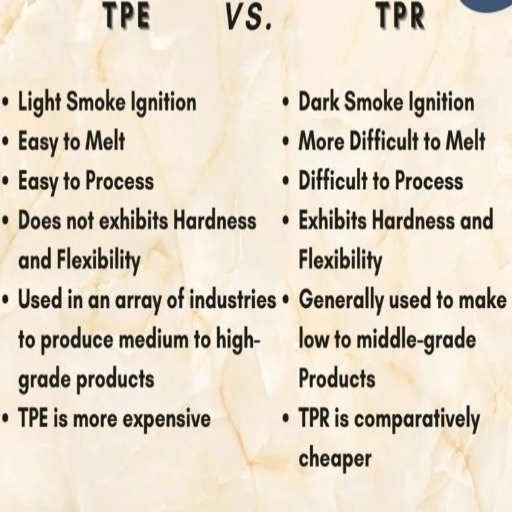
تحتوي إلاستومرات الحرارية البلاستيكية (TPEs) على عدد قليل من أوجه التشابه، إن وجدت، مع البوليمرات الحرارية البلاستيكية الأخرى مثل المطاط الحراري البلاستيكي (TPR)، والستايرين-بوتادين-ستيرين (SBS)، والستايرين-إيثيلين-بوتيلين-ستيرين (SEBS) كما هو موضح في الجدول أدناه.
نظام الحماية المؤقت:
TPR عبارة عن مادة ترموبلاستيكية مرنة ومرنة ومتينة وقابلة للتحمل ويمكنها الجمع بين الخصائص الميكانيكية والكيميائية
يتميز بمقاومة جيدة للتآكل والتمزق والصدمات.
تستخدم التطبيقات الناعمة والمرنة، بما في ذلك نعال الأحذية والحشيات والمقابض، مادة TPR بسبب خصائصها المفيدة.
اس بي اس:
SBS هو عبارة عن إلاستومر حراري بلاستيكي مصنوع من كتل من قطاعات الستايرين والبوتادين.
يتميز بمرونة ممتازة وخصائص مقاومة درجات الحرارة المنخفضة مما يجعله قادرًا على مقاومة الصدمات المعتدلة.
يتم دمج SBS في الأحذية والمواد اللاصقة وتطبيقات امتصاص الصوت.
سيبس:
SEBS عبارة عن بنية دقيقة تحتوي على بوليمر كتلة من الستايرين والإيثيلين والبوتيلين.
تحتوي مادة SEBS على الخصائص الميكانيكية لبوليمرات الستايرين والإيلاستومرات، مما يوفر مقاومة رائعة للأشعة فوق البنفسجية ومرونة جيدة وقدرة على الصمود.
الأجهزة الطبية وأجزاء السيارات والمنتجات الاستهلاكية هي أمثلة على المجالات التي يتم فيها استخدام SEBS.
عند تقييم هذه المواد البلاستيكية الحرارية جنبًا إلى جنب مع TPEs، فإن عوامل مثل المرونة والسمات الميكانيكية ومقاومة المواد الكيميائية والقدرة على تحمل التكاليف وسهولة العمليات هي عوامل بالغة الأهمية. إن المرونة المعززة لـ TPR، والنطاق الواسع من الاستقرار الكيميائي، وسهولة المعالجة تجعلها خيارًا أكثر ملاءمة للعديد من التطبيقات. يعتمد الاختيار الموصى به للمادة على عوامل الاستخدام المقصودة، مثل الخصائص الفيزيائية المطلوبة للمنتج النهائي، أو توفر مساحة التثبيت، أو الميزانية المسموح بها.
دور الإيلاستومرات في تصنيع مركبات TPE
إن الدور الذي تلعبه الإيلاستومرات مهم للغاية في تصنيع مركبات TPE. الإيلاستومرات هي بوليمرات تظل مرنة وتعود إلى شكلها الأصلي عندما يحدث تشوه. وفي حالة TPE (الإيلاستومر الحراري البلاستيكي)، تعتبر الإيلاستومرات بالغة الأهمية لأنها تساهم بقدر كبير من المرونة في المنتج النهائي والمرونة والمتانة. كما أنها تعزز ليونة وقابلية تمدد TPE، مما يجعلها مناسبة للاستخدام في التطبيقات التي تتطلب ميزات المطاط. وذلك لأن استخدام الإيلاستومرات في تركيبة TPE يؤدي إلى تحسين الأداء العام للمنتج النهائي، بما في ذلك خصائصه الميكانيكية ومقاومته الكيميائية وسهولة المعالجة. ويعتمد الإيلاستومر الذي يجب استخدامه على الطبيعة الفيزيائية المطلوبة من TPEs النهائية ومتطلباتها التنظيمية وقيود التكلفة. وفي الختام، تعد الإيلاستومرات مكونًا لا غنى عنه في تصنيع مركبات TPE لأنها تساعد في تصنيع مواد الإيلاستومر الحراري البلاستيكي متعددة الأغراض المناسبة لتطبيقات مختلفة.
كيف تعمل طاردات TPE؟
هناك حاجة ماسة إلى آلات بثق TPE في تصنيع الإيلاستومرات الحرارية البلاستيكية (TPE). يتم تشكيل الشكل النهائي المطلوب لتصنيع TPE باستخدام تقنية البثق التي تتكون من مراحل متعددة، بما في ذلك الصهر والخلط ونقل مادة TPE.
- تغذية هوبير: تتضمن المرحلة الأولى تغذية حبيبات TPE في حفرة، وهي خزان المواد المطلوبة.
- نقل الحبيبات وصهرها: خلال هذه المرحلة، يتم إثراء درجة الحرارة والضغط باستخدام برغي دوار يعمل على تعزيز حبيبات TPE. الخطوة الأولى في هذه العملية هي إدخال حبيبات TPE في الطارد من خلال منطقة التغذية.
- الخلط والتجانس: تأتي مرحلة الخلط بعد تثبيت المادة في البرغي. وبدلاً من إذابة مادة TPE، تضمن هذه المرحلة امتلاكها لخصائص كافية.
- قالب البثق وتشكيل الشكل: تم خلط TPE جيدًا وصهره في المرحلة السابقة. يتم الآن تحديد شكله النهائي عن طريق دفعه عبر قالب البثق، وتم تحديد الأبعاد المطلوبة للطارد.
من خلال الاطلاع على كيفية عمل آلات بثق TPE، يمكن للمصنعين تحسين عملية البثق، مما يضمن إنتاج مواد TPE بالخصائص الفيزيائية وقابلية المعالجة والأداء المرغوبة.
دعونا الآن نتعمق في الخصائص المميزة ومبادئ عمل آلة البثق اللولبية التي تعتبر ضرورية في عملية بثق TPE.
ميكانيكا آلة بثق اللولب
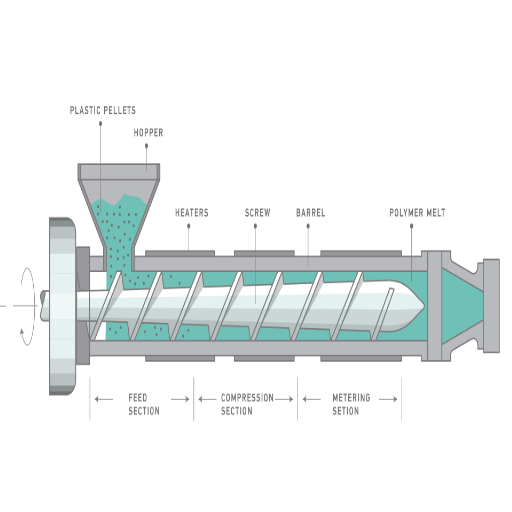
أستطيع أن أقدم لك تصورًا ممتازًا لكيفية عمل آلة البثق اللولبية. لقد تبين أن آلة البثق اللولبية ضرورية في عملية بثق TPE لأنها تمكن من إذابة وخلط ونقل مادة TPE عبر قالب لتشكيلها بالهندسة المطلوبة. وهي تحتوي على مكونات متعددة، بما في ذلك القادوس الذي يسمح بتخزين حبيبات TPE ومنطقة التغذية التي تمكن من تحريك الحبيبات بالبرغي. توفر منطقة التسخين هذه الطاقة اللازمة لإذابة TPE. تدور البراغي المثقوبة المزودة برحلات لولبية حول البراميل التي توفر الضغط المطلوب وقوى القص لكل من المصهورين وختم TPE. ثم يتم دفع TPE الساخن عبر قالب البثق، مما يمنحه الشكل المطلوب. يمكن تعديل سرعة البثق ودرجة الحرارة لتحسين عملية البثق وتمكين خصائص TPE المطلوبة. لقد تبين أن آليات آلة البثق اللولبية هي وسيلة لا غنى عنها لتحقيق عمليات بثق TPS فعالة وموحدة، مما يسهل بدوره تصنيع منتجات TPE التي تمتلك وظائف TPE متعددة الاستخدامات.
الفرق بين الطاردات ذات اللولب المفرد والثنائي
دعني أنيرك على الفروق الرئيسية بين آلات البثق ذات اللولب المفرد والمزدوجتُستخدم الطاردات ذات البرغي المفرد على نطاق واسع في عملية بثق TPE وتتكون من برغي حلزوني دوار واحد يقع داخل أسطوانة أسطوانية. وهي متعددة الوظائف ومناسبة للعديد من التطبيقات وسهلة الاستخدام وبأسعار معقولة. بثق مزدوج اللولبومع ذلك، تتضمن براغيين تتشابكان وتعملان معًا لصهر ومعالجة TPE. تعملان على تحسين الخلط والتحكم في عمليات البثق ومناسبة للصيغ المعقدة. سيساعدك التحليل الدقيق لاحتياجات بثق TPE في تحديد الاختيار الأمثل بين الاثنين - واحد أو أكثر التوأم برغي الطارد التي ستحتاجها للحصول على النتائج التي ترغب بها.
المكونات الرئيسية لآلة البثق
تُعد آلة البثق قطعة قوية من المعدات تحتوي على مجموعة متنوعة من الأجزاء المكونة التي تسهل عملية بثق TPE بأكملها؛ وتشمل هذه:
القادوس. يتم استخدامه أثناء عملية البثق لتغذية TPE في البثق وضمان استمرارية التغذية المناسبة طوال العملية.
البراغي: البراغي هي المفتاح لذوبان وخلط مادة TPE بسرعة وتتكون من فولاذ عالي التغير بعد تحسين عمق ودرجة ميل البراغي لتحسين عملية البثق. كما يلعب قطر ونوع البراغي دورًا أساسيًا في النتيجة.
البرميل: يحمل البرميل المسمار (المسامير) في مكانه ويمكنه أيضًا تسخين وتبريد مادة TPE أثناء البثق بسبب إضافة مكونات كهربائية لدرجة الحرارة إليها إلى جانب أسلاك التسخين وسترات التبريد.
علبة التروس: يمكن تعريف علبة التروس على أنها نظام يأتي بمسؤولية نقل الطاقة من المحرك إلى المسمار (البراغي)، مما يسمح بقدر أكبر من التحكم في سرعة البثق.
القالب: القالب هو الآلية التي تشكل مادة TPE في شكل معين أو شكل مرغوب. وبالتالي، فهو متخصص في تحديد بنية وخصائص المنتج النهائي الذي يحتاج إلى البثق.
نظام التحكم: يتكون نظام التحكم من جميع المعلمات تقريبًا، من درجة الحرارة إلى الضغط أو حتى السرعة، مما يسمح للمستخدم بتغيير وتعديل عملية البثق في الوقت الفعلي لتحقيق كفاءة أكبر.
عند اختيار آلة البثق لبثق TPE، يجب مراعاة بعض المعايير الفنية، بما في ذلك قطر المسمار، ونوع المسمار، وقدرات تسخين وتبريد الأسطوانة، وقوة المحرك، وخصائص نظام التحكم. يجب أن تتوافق هذه المعايير مع متطلبات صياغة TPE ومواصفات الإنتاج. للحصول على المشورة المهنية حول اختيار آلة بثق TPE المناسبة، لا تتردد في الاتصال بمتخصصينا.
ما هي خطوات عملية بثق TPE؟
تتضمن عملية بثق TPE عدة خطوات حاسمة لبثق الإيلاستومرات الحرارية البلاستيكية بنجاح. دعونا نفحص هذه الإجراءات بالتفصيل.
يجب اختيار مواد TPE وتحضيرها بحذر شديد. وسوف يتضمن ذلك التحقق من تركيبة وقوام مركب TEP، والذي قد يتطلب مزج TEP مع إضافات أو مواد مالئة أو مواد ملونة. – تحضير المواد
يتم تحميل TPE في القادوس وتركيبه في آلة البثق، والتي تتحكم بدقة في درجات الحرارة للخصائص الرئيسية لـ TPE، مثل الذوبان واللزوجة.- التغذية والتسخين المسبق
يتم تغذية مجموعات TPE باستمرار في أسطوانة البثق للحصول على التسخين المسبق، مما يجعل TEP يخضع لعملية التلدين. يتم وضع مركبات TEP من خلال برغي دوار يذوب ويتجانس ويطبق ضغطًا يتم دفعه بعد ذلك عبر قالب - البثق
عند استخدام مواد مثل الأنابيب أو الأفلام، فإن القالب سيحدد كيفية انتهاء عملية TEP. – تصميم القالب وتشكيله
سيتم تطبيق تقنيات التبريد مثل الهواء أو الماء أو الفراغ مباشرة على المادة المبثوقة للسماح لها بالخروج من القالب المكثف والحفاظ على بنيتها - التبريد والحجم.
القطع واللف: اعتمادًا على الاستخدام المقصود، يمكن تقطيع المادة المبثوقة إلى أجزاء أو لفها بعد التبريد. تعمل تقنيات القطع واللف على تعزيز جودة قطع المنتج، والحفاظ على أبعاد المنتج بحجم وشكل موحدين.
مراقبة الجودة والاختبار: الإشراف على الأنشطة طوال إجراءات البثق لمراقبة معايير مراقبة الجودة المحددة مثل مستويات درجة الحرارة وكميات الضغط المبذول ومواصفات المقطع العرضي للمادة المبثوقة قبل التبريد والتصلب. قد تتطلب عمليات فحص المنتج النهائي إجراء اختبارات ميكانيكية فقط وتحليلها جسديًا واختبار خصائصها الرومولوجية للتأكد من استيفاء جميع معايير TPE.
طالما تم اتباع عمليات الإنتاج كما هو موضح وتم تغيير المعلمات حسب الحاجة، فإن منتجات TPE ستكون بالجودة والتكوين اللازمين لتلبية متطلبات المستخدم النهائي.
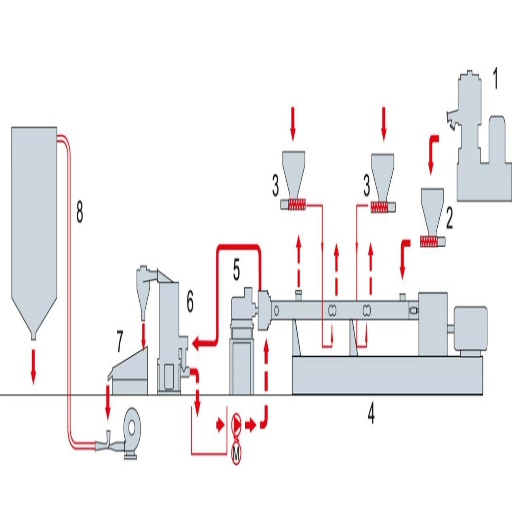
نظرة عامة على عملية إنتاج TPE
في جميع أنحاء تقنية إنتاج الإيلاستومر الحراري البلاستيكي (TPE)، هناك وظائف معينة تمكن من بثق مواد الإيلاستومر الحراري البلاستيكي. وهذا بدوره يساهم في كفاءة وإنتاجية الناتج النهائي. دعونا نفحص بعض المراحل الأكثر أهمية في عملية بثق الإيلاستومر الحراري البلاستيكي.
إعداد المواد: تبدأ العملية باختيار مادة TPE الصحيحة وإعدادها وفقًا للخصائص المطلوبة والتطبيقات المرغوبة والصيغة المناسبة.
التركيب: التركيب هو توزيع مادة مضافة إلى بوليمر قاعدة TPE، والتي تعمل جنبًا إلى جنب مع التركيب نفسه على تعديل خصائص المادة. من الضروري تخصيص تركيبة TPE للاستخدام المقصود.
البثق: يتم وضع الإيلاستومر الحراري البلاستيكي المركب في آلة البثق TPE وتجانسه وإذابته ودفعه عبر قالب يمنحه شكلًا محددًا. تُعرف هذه العملية باسم البثق. أثناء القيام بذلك، يجب أيضًا مراعاة العديد من المعايير الفنية، مثل قطر المسمار وقوة المحرك وتصميم المسمار وأنظمة التدفئة والتبريد في البراميل بالإضافة إلى قدرات نظام التحكم.
التكوير: بعد عملية البثق، قد تتطلب مادة TPE التكوير لتحويلها إلى شكل حبيبات يسهل التعامل معه. ومن بين أكثر التقنيات شيوعًا التكوير تحت الماء والتكوير بحلقة الماء. ولكل منهما مزاياه التي قد تنطبق حسب التطبيق.
إعداد خط البثق وتحسينه: بمجرد ضبط عملية بثق TPE، يجب تحسين الإعداد لتحقيق أقصى قدر من كفاءة الخط وجودة المنتج. يتضمن ذلك ضبط معلمات العملية المحددة، وتحسين عمليات التبريد والتحجيم، والتحكم في سرعة الخط وشدته.
إذا التزمت بهذه التوجيهات وراعيت متطلبات تركيبة TPE ومتطلبات الإنتاج، فيمكنك ضمان نتائج بثق TPE ذات جودة أفضل. لا تتردد في الاتصال بفريق الخبراء لدينا لاختيار بثق TPE أو لتحسين عمليتك. سنساعدك في كل خطوة.
تقنيات التكوير: التكوير تحت الماء وفي حلقات الماء
يتم استخدام طريقتين في تكوير الإيلاستومرات البلاستيكية الحرارية (TPEs): تكوير تحت الماء وتكوير بحلقة مائية. كلتا الطريقتين لها مزايا وعيوب فيما يتعلق بتركيبة الإيلاستومرات البلاستيكية الحرارية ومتطلبات الإنتاج.
في عملية التكوير تحت الماء، يتم بثق خيوط TPE. بعد ذلك، تمر عبر غرفة مملوءة بالماء وتدخل الغرفة، حيث تقوم معدات صغيرة بتقطيعها إلى حبيبات. يساعد الماء البارد في الحفاظ على شكل الحبيبات وسلامتها أثناء العملية. تشتهر طريقة التكوير تحت الماء أيضًا بإنتاج جزيئات موزعة جيدًا بجودة سطح جيدة. وهي الأنسب لـ TPE ذات اللزوجة المنخفضة وقوة الذوبان العالية.
في عملية التكوير بحلقة الماء، يتم بثق خيوط TPE مرة أخرى وتبريدها بالماء، الذي يتم تدويره. يتم قطع الخيوط بسكين دوار. يزيل الماء الحرارة من الخيوط للمساعدة في التصلب. تعد عملية التكوير بحلقة الماء الأنسب لـ TPE ذات اللزوجة العالية وتوفر تجانسًا ممتازًا في شكل الحبيبات.
عند اتخاذ قرار باستخدام التكوير تحت الماء أو حلقات الماء، يجب مراعاة تركيبة TPE وحجم الإنتاج والتكاليف. يوصى بالتشاور مع متخصصي الصناعة حتى يمكن استخدام تقنية التكوير الأكثر ملاءمة.
إعداد خط البثق وتحسينه
تعتمد كفاءة عملية بثق TPE بشكل كبير على تحسين تكوين خط البثق وضبطه. قم بشراء آلة بثق TPE مع مراعاة المعلمات مثل قطر المسمار ونوعه.
قطر المسمار: للحصول على الناتج المطلوب من عملية بثق TPE، يجب أن يدعم قطر المسمار سعة الإنتاج والجودة. يتم استخدام حجم ومعدل الإنتاج لتحديد قطر المسمار. يبلغ قطر المسمار في آلات بثق TPE عادةً من 20 مم إلى 120 مم، حسب الاستخدام.
نوع الطارد: يتكون من برغيين مفردين أو برغيين مزدوجين. للاستخدام العام TPE تستخدم عملية البثق بثقات لولبية مفردةومع ذلك، فإن آلات البثق ذات اللولب المزدوج مناسبة بشكل أفضل لعمليات البثق التي تتطلب خلطًا وتشتيتًا وتحكمًا أفضل.
يجب أن يأخذ مراقبة آلات البثق للاستخدامات المختلفة في الاعتبار الاعتبارات التالية:
تسخين وتبريد البرميل: يعد التحكم الدقيق في درجة الحرارة على طول البرميل أمرًا ضروريًا للحفاظ على درجة الحرارة المطلوبة، وبالتالي لزوجة TPE طوال عملية البثق. يجب تصميم مناطق تسخين وتبريد مناسبة للحفاظ على ملف درجة الحرارة.
تصميم وتكوين المسمار: يجب تحسين تكوين المسمار ليناسب عملية بثق TPE من خلال التأكد من أنه يتعرض لخلط جيد وتشتت وتراكم للضغط من أجل نقل الذوبان الفعال.
أنظمة التحكم: يمكن لأنظمة التشغيل الآلي مثل وحدة التحكم PLC المصحوبة بعناصر تحكم تعمل باللمس أن تعمل على تعزيز دقة ومرونة عملية البثق مع تسهيل ضبط العملية ومراقبتها وتحسينها.
إذا كانت لديك أسئلة أخرى أو كنت بحاجة إلى نصيحة من خبير بشأن عملية بثق TPE، يرجى الاتصال بنا. يمكن لخبرائنا مساعدتك في اتخاذ القرارات وتحسين عملية بثق TPE.
كيفية اختيار الطارد TPE المناسب لاحتياجاتك؟

إن فهم العمليات المختلفة المشاركة، بما في ذلك عملية البثق، أمر ضروري لشراء جهاز بثق TPE. هناك عاملان رئيسيان يجب التركيز عليهما، وهما نوع جهاز البثق وقطر المسمار.
قطر البرغي: يحدد القطر الضغط الذي يجب أن يتراكم، مما يسمح بتوليد درجة حرارة شديدة. وهذا بدوره سيؤثر بشكل كبير على وقت الإقامة. للحصول على نتائج دقيقة، من الأهمية بمكان التركيز على معدل إنتاج الحشوات، أو كثافة TPE، أو أي متطلب خاص آخر.
أنواع الطاردات: تُعرف هذه الأدوات عادةً بالبراغي المفردة والبراغي المزدوجة والطاردات الكوكبية، وتُستخدم على نطاق واسع في جميع أنحاء العالم. يتمتع كل نوع بخصائص فريدة تفيد عوامل مثل كفاءة الذوبان أو مستوى الخلط المطلوب. بمساعدة الخبراء، احصل على زوايا دقيقة تراعي المتطلبات لاختيار الطارد المثالي لاستخدامك.
إن تذكر هذه النقاط من شأنه أن يزيد من فرص إنتاج وتشكيل منتج عالي الجودة، وضمان الأداء والكفاءة على أحدث طراز.
العوامل التي يجب مراعاتها: قطر المسمار ونوع الطارد
ستضمن لك هذه العوامل الحصول على أفضل جودة وأداء لطارد TPE الخاص بك.
يعد قطر البرغي أمرًا بالغ الأهمية أثناء عملية بثق TPE لأنه يحدد وقت الإقامة ودرجة حرارة الذوبان بالإضافة إلى ضغط البثق. يكون قطر البرغي المحدد مناسبًا اعتمادًا على متطلبات إنتاج جزء التطبيق والخصائص الرومولوجية لمادة TPE المراد معالجتها والعديد من العوامل الأخرى ذات الصلة. يجب موازنة الخلط والتشتت وتراكم الضغط بشكل مناسب لنقل الذوبان بشكل فعال.
بالإضافة إلى الاعتبارات المذكورة سابقًا، يؤثر نوع الطارد أيضًا على عملية بثق TPE. تشمل بعض الأنواع الشائعة من الطاردات المستخدمة في بثق TPE الطاردات ذات اللولب المفرد والطاردات ذات اللولب المزدوج. الطارد برغي واحد مناسب لـ TEP للصيغ والتطبيقات الأساسية. على النقيض من ذلك، توفر آلة البثق ذات اللولب المزدوج مزايا خلط وتحكم أكثر، مما يجعلها مثالية لصيغ TEP المعقدة والتحكم المناسب في جودة الذوبان.
عند تحديد جهاز البثق TPE الذي يجب شراؤه، ضع في اعتبارك متطلبات التطبيق والإنتاجية والخصائص الرومولوجية لمادة TEP. سيساعد الفحص الدقيق لهذه المعلمات في اختيار جهاز البثق الذي يناسب الغرض بشكل أفضل، وبالتالي تحسين عملية الاستخلاص وجودة إنتاج TPE واتساقه. المتخصصون لدينا على استعداد لتقديم توصيات الخبراء المخصصة إذا كانت هناك حاجة إلى مزيد من التعليمات.
تقييم آلات البثق لتطبيقات مختلفة
يجب النظر في اختيار معدات البثق الدقيقة لجميع أنواع العمليات المختلفة عدة مرات حتى يتم تحقيق أقصى قدر من الأداء والكفاءة. من خلال بحثي، تشير الاستنتاجات المقترحة إلى أن أكثر المشكلات انتشارًا التي واجهتها أثناء إنتاج بثق TPE هي:
التشتت غير الأمثل: تشكل التدرجات الكبيرة في تركيز المواد المضافة والحشوات تحديًا في TPE، والتي يمكن أن تحفز خصائص المواد غير المرضية. يصبح اختيار معدات البثق ومعلمات العملية قضية رئيسية في تجنب التشتت الضعيف والذوبان غير المتساوي.
التحكم في الصلابة: قد يكون التحكم في صلابة TPE أمرًا صعبًا. فالمواد والعمليات وتصميم القالب كلها عوامل تميل إلى التسبب في تغييرات كبيرة في الصلابة. ويمكن أن يساعد التشدد في مناطق درجة الحرارة والضغط وتحسين شكل القالب في تحقيق هذا الاتساق.
جودة الذوبان: لا تستطيع مواد TPE تحمل معدلات القص العالية للغاية ودرجات حرارة الذوبان، أو قد لا يتم إثبات الخصائص المقصودة للمنتج النهائي. قد يؤثر عدم الإشراف الكامل على عملية البثق سلبًا على جودة الذوبان، مما يتسبب في حدوث مشكلات مثل الانقسام غير المرغوب فيه والظلال غير المرغوب فيها والمنتجات الضعيفة ميكانيكيًا.
يمكن التعامل مع هذه المشاكل بشكل فعال من خلال اتباع توصيات أفضل الممارسات الصناعية الموجودة في:
تصميم لولبي مُحسَّن: إن تحديد جهاز بثق ذو شكل لولبي مُصمم خصيصًا من شأنه أن يحسن قدرة الخلط وبالتالي يمكن أن يوفر اتساق ذوبان أكثر تجانسًا ويقلل بشكل كبير من تشتت المواد.
تحسين معلمات العملية: يمكن دمج الصلابة والتشتت في جودة الذوبان من خلال إدارة معلمات المعالجة مثل درجة الحرارة وسرعة المسمار والإنتاجية.
تحسين تصميم القالب: تظل جودة وكثافة القالب ثابتة عند استخدام القالب المناسب. يساعد طول القالب الصحيح والفجوة بين القوالب وحتى تبريد القوالب في إنتاج تدفق موحد.
إن اتباع أفضل الممارسات المذكورة أعلاه يمكن أن يساعد الشركات المصنعة في الحفاظ على الجودة والاتساق. لا تتردد في الاتصال بنا للحصول على مزيد من المعلومات لمساعدتك على فهم عملية بثق TPE بشكل كامل. نحن على استعداد دائمًا لمساعدة عملائنا.
اتصل بنا للحصول على نصائح الخبراء بشأن عملية بثق TPE
دعنا نساعدك إذا واجهتك صعوبات في عملية بثق TPE، حيث لدينا بعض الخبراء الذين يمكنهم مساعدتك في إيجاد الحلول. سواء كان الأمر يتعلق بتعزيز التشتت أو التحكم في الصلابة أو تحسين تصميم القالب أو تحسين جودة الإنتاج بشكل عام، فلدينا خبراء يمكنهم مساعدتك. مع الأخذ في الاعتبار درجة الحرارة وسرعة اللولب والإنتاجية ومعايير تصميم القالب (طول الأرض وفجوة القالب والتبريد) وأفضل الممارسات المقدمة، فمن الممكن تحقيق بثق TPE عالي الجودة باستمرار. لا تتردد في الاتصال بنا للحصول على المشورة والمساعدة المهنية في أي مرحلة من مراحل عملية بثق TPE.
ما هي التحديات المرتبطة بعملية بثق TPE؟

تواجه عملية بثق TPE عددًا لا بأس به من التحديات، والتي يجب تحديدها وحلها لتنفيذ الإنتاج بشكل فعال. يعد فهم المشكلات أمرًا لا يتجزأ من الإنتاج السلس. فيما يلي بعض المشكلات الشائعة التي قد تحدث أثناء عملية بثق TPE وجوانبها الرئيسية.
تتغير شكل ومظهر مواد TPE النهائية بسبب التشتت الضعيف الناتج عن الخلط غير الكافي. إن التركيب والخلط المناسبين، بالإضافة إلى العمل نحو التشتت الأمثل، سيحلان المشكلة بشكل فعال. قد يكون الرغبة في تحقيق درجة حرارة ذوبان ثابتة طوال عملية البثق أمرًا مثيرًا للقلق، وخاصة بالنسبة لمنتجات TPE عالية الجودة. قد يكون تصميم البراغي والمواد المستخدمة وخصائص المنتجات ودرجات الحرارة أمرًا صعبًا بعض الشيء من حيث الحفاظ على درجة حرارة الذوبان ثابتة.
كما نعلم، يجب أن يكون القالب منتفخًا، ونتيجة لذلك، فإنه يجعل التحكم في الأبعاد دقيقًا للحفاظ على التحدي. لحل المشكلة المذكورة سابقًا، يمكن أن يساعد التصميم المناسب للقالب وتطبيق التبريد في الحفاظ على نطاق فجوة القالب. من الناحية المثالية، يمكن أن يساعدنا طول الأرض في الحصول على الأبعاد التي نحتاجها.
الالتصاق والالتصاق: عند الضغط عليها، تميل مواد TPE إلى مواجهة مشاكل الالتصاق والالتصاق، مما قد يسبب مشاكل في عملية التصنيع. يمكن أن يساعد استخدام عوامل التحرير المناسبة وتحسين معلمات المعالجة وتصميم القالب الصحيح في تقليل هذه المشاكل.
الرغوة واحتباس الهواء: قد تواجه عملية بثق TPE أحيانًا مشاكل تتعلق بالرغوة أو احتباس الهواء، مما يؤدي إلى عيوب في المنتج النهائي. يعمل التحكم في درجة حرارة الذوبان وتصميم المسمار والتهوية المناسبة على تقليل مشاكل الرغوة واحتباس الهواء.
نحن مجهزون لتقديم المشورة العملية والمساعدة حتى لا تضيع في عملية بثق TPE المعقدة وبدلاً من ذلك تحصل باستمرار على النتائج الصحيحة. سيساعدك محترفونا الأكفاء خلال عملية بثق TPE الخاصة بك.
المشاكل الشائعة في إنتاج البثق TPE
أثناء عملية بثق TPE، تتطلب العديد من الصعوبات المستمرة الصيانة وحل المشكلات. لمعالجة المشكلات بشكل شامل، إليك بعض المشكلات الأكثر شيوعًا التي تواجهها عملية إنتاج TPE.
انخفاض تشتت المواد: يمكن أن يؤدي التشتت منخفض الجودة إلى عدم تناسق المنتج، مما قد يؤثر على أدائه وجمالياته. في هذه الحالة، يعد التحكم في ظروف الخلط، مثل درجة الحرارة وسرعة اللولب ومدة الخلط، للسماح بتشتت المواد بشكل صحيح أمرًا بالغ الأهمية.
إن التحكم في الصلابة يشكل تحديًا: من الأهمية بمكان التحكم في صلابة المادة ضمن حدود المرونة المحددة، وذلك لضمان أن الخصائص الميكانيكية لمنتجات TPS النهائية تلبي المواصفات المحددة مسبقًا. ومع ذلك، نظرًا لأن المنتجات لا تزال في عملية البثق، فسوف تكون هناك اختلافات في الصلابة، ويمكن حل هذه الاختلافات من خلال الإدارة الفعالة والدقيقة لتركيبة المواد وملامح درجة الحرارة المحددة وسرعة البثق.
الصعوبات المرتبطة بتصميم القالب: عندما لا يتم تصميم القالب بشكل صحيح، فقد يؤدي ذلك إلى ظهور مشاكل أخرى، مثل تشقق المصهور، والحصول على سمك جدار غير متساوٍ بسبب خطوط القالب، ويصبح الجدار رقيقًا للغاية. يجب تحسين معلمات تصميم القالب لاستعادة الاتساق في جودة المنتج وفعاليته.
عندما يتم اتخاذ التدابير، مثل ضبط المعلمات بدقة لتحقيق القوالب المطلوبة، والفحوصات الروتينية لضمان جودة المواد، والآليات القوية للحفاظ على جودة المنتج، يتم زيادة كفاءة إنتاج TPE بشكل كبير لتلبية توقعات العميل.
حلول لتحسين التحكم في التشتت والصلابة
لتعزيز التحكم في التشتت والصلابة في صب البلاستيك الحراري TPE، أولاً، اسمحوا لي أن أقول من خلال بحثي وفهمي العميق للمشكلة المطروحة، لقد وجدت العديد من الحلول:
الخلط بالقص العالي: تم تصميم هذه الطريقة اللطيفة والفعّالة لتطبيق الحرارة لخلط المركبات بالتساوي، وبالتالي توزيع الإضافات والحشوات وأشكال أخرى من التعزيزات في جميع أنحاء مصفوفة TPE. وهذا لا يعزز أداء البلاستيك الحراري فحسب، بل يزيد أيضًا من اتساق المنتج.
أنظمة المراقبة الحديثة: تعمل أجهزة المراقبة الحديثة مثل أجهزة مراقبة الروماتولوجيا وأجهزة استشعار درجة حرارة الذوبان على غرس شعور بالدقة عند التحكم في معلمات القلب. وهذا، إلى جانب صياغة المواد بعناية، والتحكم في درجة الحرارة، وسرعات البثق، يسمح بإدارة فعالة للصلابة في المطاط الصناعي.
تصميم القالب المبسط: لتحسين هندسة المنتجات المصنعة وتعظيم رضا العملاء، يجب تحسين مواصفات تصميم القالب، بما في ذلك فجوة القالب، بشكل أكبر للسماح بتوحيد متزايد في السُمك، مما يقلل من فرص الكسر.
لنفترض أن الشركات المصنعة تنوي تحقيق مستوى أعلى من رضا العملاء. في هذه الحالة، يتعين عليها التركيز على تحسين فعالية الإنتاج وإمكانية الخدمة من خلال تبني حلول مثل تلك الموضحة جنبًا إلى جنب مع تدابير أفضل الممارسات في صب البلاستيك الحراري TPE، بما في ذلك على سبيل المثال لا الحصر جودة المواد وتحسين معلمات العملية وأنظمة ضمان الجودة المعمول بها.
أفضل الممارسات في صب البلاستيك الحراري TPE
للحصول على النتائج المرجوة، يجب اتباع أفضل الممارسات. يتم صياغة هذه الممارسات بناءً على أبحاث موسعة في هذا المجال، مثل أفضل الممارسات لصب TPE. في مثل هذه العمليات، يجب مراعاة ما يلي:
يضمن اختيار مادة TPE المناسبة تلبية الخصائص المستهدفة للمنتج، لذلك، هناك حاجة إلى مراعاة صلابة المادة ومرونتها ومقاومتها الكيميائية. تظهر خصائص TPE هذه في ظل معايير تقنية رئيسية مثل:
التحكم المتخصص في التجويف: إن التحكم المتخصص في التجويف يجعل من السهل الحفاظ على جودة المنتج واستقرار الأبعاد. تتضمن المعايير الفنية التي يمكنها القيام بذلك ما يلي:
حقن التزييت المتحكم فيه: يتطلب الوقوع في مثل هذه المشكلات التحكم في بنية التجميع الهجينة الدقيقة للجزء الذي يستخدم صب الإيلاستومر بالحرارة. تتضمن المعلمات التي تحتاج إلى الدقة ما يلي:
طول مجموعة القالب وعرض هامش مجموعة القالب
تصميمات اتجاه تدفق القالب وأوقات الدورة
تصميمات إزاحة الهواء التي من شأنها تقليل جيوب الهواء
إن أخذ الاعتبارات المذكورة أعلاه في الاعتبار يمكن أن يعزز أيضًا المعايير الفنية. سيتم تعزيز كفاءة الإنتاج، وستكون جودة منتجات TPE متوافقة مع معايير السوق. ضع دائمًا في اعتبارك تدابير الاختبار والتحكم لضمان جودة الإنتاج أثناء تصنيع القالب لتحقيق إنتاج مرغوب فيه للسوق النهائية.
مراجع حسابات
أفضل مصنع لآلات بثق المطاط في الصين
الأسئلة الأكثر شيوعًا (FAQ)
س: ما هو الإيلاستومر الحراري البلاستيكي (TPE)، وكيف يختلف عن المواد الأخرى؟
أ: الإيلاستومرات الحرارية البلاستيكية (TPEs) هي فئة من البوليمرات المشتركة أو مزيج فيزيائي من البوليمرات، وعادة ما تكون بلاستيك ومطاط، وتتكون من مواد ذات خصائص ترموبلاستيكية وإيلاستومرية. وعلى عكس المطاط التقليدي، يمكن تشكيل الإيلاستومرات الحرارية البلاستيكية وإعادة تدويرها بسهولة مثل البلاستيك. والفرق الرئيسي بين TPE والمواد الأخرى مثل TPU (البولي يوريثين بالحرارة) أو TPV (البركنة الحرارية البلاستيكية) تكمن في خصائصها وتطبيقاتها المحددة، حيث تشتهر TPU بمرونتها و TPV بمتانتها.
س: كيف يؤثر إدخال TPE في خط الإنتاج على عمليات التصنيع؟
ج: إن إدخال مادة TPE في خط الإنتاج يسمح بتصنيع أكثر كفاءة نظرًا لقدرتها على التشكيل وإعادة التشكيل. وتؤدي هذه المرونة إلى تقليل وقت الإنتاج والتكاليف. بالإضافة إلى ذلك، يمكن لمادة TPE تحسين تصميمات المنتجات من خلال الجمع بين خصائص المطاط والبلاستيك، مما يوفر متانة عالية ومرونة وتشطيبًا فائقًا.
س: ما هي أنواع آلات البثق المستخدمة في بثق TPE؟
أ: TPE تستخدم عملية البثق عادةً آلات البثق بالحرارة البلاستيكية للتعامل مع الخصائص الفريدة لمواد TPE. يمكن أن تتضمن هذه الآلات آلات بثق فردية وآلات بثق بلاستيكية ذات تكوينات لولبية وأسطوانية متخصصة لضمان الدقة العالية في الإخراج وتشتيت أفضل للمواد أثناء عملية البثق.
س: هل يمكن استخدام TPE في الطباعة ثلاثية الأبعاد؟
ج: نعم، يمكن استخدام TPE في الطباعة ثلاثية الأبعاد. فهو يوفر المرونة والليونة، مما يجعله مناسبًا للتطبيقات التي تتطلب خصائص تشبه المطاط. خيوط TPE متوافقة مع العديد من الطابعات ثلاثية الأبعاد، بما في ذلك تلك التي تطبع باستخدام مواد PEEK وPCL وABS وPLA وPETG.
س: ما هو دور المسمار والأسطوانة في آلة بثق TPE؟
ج: إن البرغي والأسطوانة في آلة بثق TPE لهما أهمية بالغة في تجميع وصهر مادة TPE. يؤثر تصميم البرغي، بما في ذلك قطر البرغي بالبوصة، على تدفق المادة وخلطها، مما يضمن جودة وخصائص ثابتة طوال عملية البثق.
س: كيف تتم مقارنة TPE مع ABS وPLA وPETG في تطبيقات البثق؟
ج: يختلف TPE عن ABS وPLA وPETG في مرونته وخواصه المطاطية. في حين تشتهر ABS بقوتها ومتانتها، فإن PLA تُقدَّر لقدرتها على التحلل البيولوجي، وتوفر PETG مقاومة كيميائية، وتوفر TPE مزيجًا فريدًا من المرونة والقدرة على التحمل. وهذا يجعلها مناسبة للتطبيقات حيث تكون المرونة ومقاومة الصدمات أمرًا بالغ الأهمية.
س: ما هي فوائد استخدام TPE بدلاً من المطاط التقليدي في عملية القولبة بالحقن؟
ج: توفر مادة TPE العديد من المزايا مقارنة بالمطاط التقليدي في عملية القولبة بالحقن، بما في ذلك المعالجة وإعادة التدوير بشكل أسهل، ودورات الإنتاج الأسرع، والقدرة على إنتاج تصميمات معقدة بدقة عالية. وهذا يجعل مادة TPE خيارًا فعالاً من حيث التكلفة ومتعدد الاستخدامات للعديد من التطبيقات التي قد يتم فيها استخدام المطاط التقليدي.
س: ما هي بعض التطبيقات النموذجية لـ TPE في إنتاج البثق لـ PEEK؟
ج: غالبًا ما يتم استخدام TPE في إنتاج PEEK (بولي إيثر إيثر كيتون) بالبثق نظرًا لمرونته وقدرته على تكوين أشكال معقدة. تشمل التطبيقات الأختام والحشيات والأنابيب المرنة، حيث يكون الجمع بين خصائص TPE المرنة وخصائص PEEK عالية الأداء مفيدًا.
س: كيف يمكن للدقة العالية لآلات البثق أن تفيد عملية بثق مواد TPE؟
ج: تضمن الدقة العالية في آلات البثق معالجة مواد TPE بشكل موحد، مما ينتج عنه جودة وأداء ثابتين للمنتج. تسمح هذه الدقة بتشتت أفضل للمواد المضافة والأصباغ، مما يؤدي إلى خصائص ميكانيكية فائقة وتشطيبات جمالية في المنتجات المبثوقة النهائية.






