




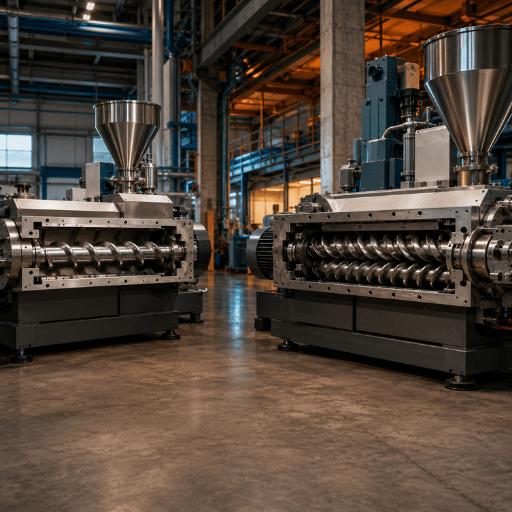
آلة البثق الطبية هي آلة بثق مصممة ومجهزة ومُشغّلة لمعالجة البوليمرات المتوافقة حيوياً وتحويلها إلى أنابيب وقسطرات وقطاعات طبية. ولا يقتصر الأمر على مجرد الآلة، بل يشمل أيضاً استخدام مواد مقاومة للتآكل في بيئة معقمة، وضمان تتبع دفعات المواد، ودمج عملية مثبتة وخاضعة للمراقبة. يرشدك هذا المقال إلى العناصر الأربعة الأساسية التالية: آلات البثق الطبية مقابل آلات البثق العامة (ذات البرغي الواحد مقابل البرغي المزدوج، وتوافق البوليمر)، ونظرة عامة على عملية البثق، ومتطلبات الامتثال لمعايير إدارة الغذاء والدواء الأمريكية (FDA) ومنظمة المعايير الدولية (ISO) لبيئة الغرف المعقمة، ونصائح لشراء نظام بثق طبي.
تختلف آلة البثق الطبية، القادرة على إنتاج أنابيب ومكونات من الدرجة الطبية، عن معدات إنتاج البلاستيك العامة من خلال العمل في ظل أربعة قيود مميزة: استخدام أجزاء مبللة من الفولاذ المقاوم للصدأ أو غير قابلة للتآكل، واستخدام... ISO 14644 تتميز هذه التقنية باستخدام غرف نظيفة، وراتنج متوافق حيويًا وقابل للتتبع، وعملية مراقبة وموثقة تحقق دقة في سمك الجدار تصل إلى ±0.0005 بوصة (13 ميكرومتر). تُعدّ آلات البثق أحادية اللولب مناسبة لمعظم تطبيقات الأنابيب الطبية، بينما تُفضّل عادةً آلات البثق ثنائية اللولب المتزامنة الدوران في تطبيقات التركيبات الصيدلانية والصهر الساخن.
المواصفات السريعة: نظرة عامة على عملية البثق الطبية
| أنواع الآلات الشائعة | لولب مفرد (للأنابيب)؛ لولب مزدوج متزامن الدوران (للتركيب، والتبادل الحراري بالرطوبة) |
| نسبة الطول إلى القطر النموذجية للبرغي | 24:1–30:1 (single); 20:1–40:1 (twin) |
| المواد الشائعة | مادة PVC الطبية، مادة Pebax، مادة البولي يوريثان/TPU، مادة السيليكون، مادة PEEK، مادة النايلون 11/12 |
| التفاوت المسموح به في سمك الجدار | نموذجي ±1%؛ قطر داخلي دقيق ±5 ميكرومتر؛ قسطرة دقيقة ±0.0005 بوصة |
| فصل دراسي عن الغرف النظيفة | ISO 14644 الفئة 7 أو الفئة 8 |
| المعايير الرئيسية | ادارة الاغذية والعقاقير 21 CFR 820 / QMSR، ISO 13485:2016، USP الفئة السادسة / ISO 10993 |
- لا يشير مصطلح "الدرجة الطبية" إلى مادة معينة، بل إلى نظام المعالجة بأكمله، الذي يلتزم بمعيار الدرجة الطبية ذي الركائز الأربع.
- A طاردة ذات لولب مزدوج لا يعتبر متفوقًا بطبيعته لجميع التطبيقات الطبية؛ فالمسامير المفردة مثالية لمعظم الأنابيب، والمسامير المزدوجة أفضل للتركيب والبثق بالذوبان الساخن.
- بالنسبة لمعظم عمليات تصنيع الأنابيب، يتم تحقيق دقة الجدار عادةً باستخدام مضخة تروس صهر دقيقة بنسبة 0.01٪، وليس بشكل أساسي من خلال البرغي نفسه.
- من المقرر أن يشمل نظام إدارة الجودة التابع لإدارة الغذاء والدواء الأمريكية معيار ISO 13485:2016. 21 CFR الجزء 820 اعتبارًا من 2 فبراير 2026.
ما الذي يجعل جهاز البثق "طبيًا"؟

لا يُعرَّف جهاز البثق الطبي بأنه الجهاز بمعزل عن غيره، بل بأربعة شروط متزامنة يجب أن يستوفيها. من المفاهيم الخاطئة الشائعة أن الهيكل المصنوع من الفولاذ المقاوم للصدأ يُؤهل الجهاز تلقائيًا ليكون طبيًا؛ فالهيكل المصنوع من الفولاذ المقاوم للصدأ ليس سوى عنصر واحد. بل إن مصطلح "طبي" يصف نظام إنتاج متكاملًا قادرًا على توثيق ما تم تصنيعه، وكيفية تصنيعه، والمواد المستخدمة فيه بدقة. نُوحِّد هذه المتطلبات فيما نسميه معيار الجودة الطبية ذي الأركان الأربعة.
| دعامة | ماذا تعني | المتطلب النموذجي |
|---|---|---|
| 1. بناء الآلة | أجزاء مبللة لا تلوث المادة المنصهرة؛ لا توليد شحنات كهربائية ساكنة أو غبار | براغي وأسطوانات من الفولاذ المقاوم للصدأ/التآكل؛ محركات بدون فرش؛ أسطح سهلة التنظيف |
| 2. بيئة الغرفة النظيفة | عدد الجسيمات المحمولة جواً الخاضعة للرقابة حول الخط | ISO 14644 الفئة 7 أو 8 |
| 3. إمكانية تتبع المواد | راتنج متوافق حيويًا مع تاريخ تشغيل موثق | مواد من الفئة السادسة وفقًا لمعيار دستور الأدوية الأمريكي / معيار ISO 10993؛ سجلات الدفعات والشهادات |
| 4. التحقق من صحة العملية | عملية موثقة وقابلة للتكرار ومراقبة | IQ/OQ/PQ، SPC، نظام الجودة ISO 13485 |
يتطلب شراء المعدات الطبية دراسة كل ركن من هذه الأركان الأربعة على حدة كخيار استثماري وتشغيلي مستقل. فعلى سبيل المثال، قد يتم تركيب جهاز بثق من الفولاذ المقاوم للصدأ، ومع ذلك قد لا يتم اجتياز عمليات التدقيق التنظيمي في حال غياب إمكانية تتبع دفعات الراتنجات، أو في حال تشغيل عملية معتمدة على معدات تُرسّب جزيئات في حيز غير مصنف.
ادارة الاغذية والعقاقير نظام إدارة الجودةيربط هذا التحديث، الذي سيدمج معيار ISO 13485:2016 في الجزء 820 من قانون اللوائح الفيدرالية الأمريكية (21 CFR Part 820) اعتبارًا من 2 فبراير 2026، هذه المعايير ضمن الإطار الأمريكي. وبالتالي، عندما يدّعي أحد الموردين أن آلاته "طبية"، فإن السؤال الأساسي الذي يجب طرحه هو: "أي من هذه الركائز الأربع تغطيها هذه الآلة تحديدًا، وما هي المسؤوليات التي لا يزال يتعين عليّ إدارتها؟"
البثق أحادي اللولب مقابل البثق ثنائي اللولب: اختيار نوع الطارد
آلة أحادية اللولب أم ثنائية اللولب للأجهزة الطبية؟ عند اتخاذ قرار الانتقال، يميل الكثيرون إلى شراء آلة بثق ثنائية اللولب باعتبارها الخيار "الأفضل" والأغلى والأكثر تطورًا. لكن هذا غير صحيح في معظم التطبيقات الطبية: فآلة البثق أحادية اللولب عادةً ما تكون أنسب للأنابيب الطبية، لأنها تعتمد بشكل أساسي على صهر ونقل بوليمر واحد بسلاسة. ويمكن تحقيق ذلك بتكلفة أقل بكثير باستخدام آلة أحادية اللولب وبجهد أقل بكثير للتحقق من صحة النتائج. أما آلات البثق ثنائية اللولب فتُستخدم في مراحل المعالجة التي تتطلب خلطًا مكثفًا، مثل الخلط، ومزج المواد المنصهرة (التركيب)، وتطوير الخلائط، وإطلاق الغازات، وبثق المواد المنصهرة الساخنة في المجال الصيدلاني. إن اختيار الآلة الخاطئة مكلف في كلتا الحالتين: فتشغيل خليط حساس للقص على آلة أحادية اللولب يُعرّضك لخطر ضعف الخلط وإنتاج دفعات غير مطابقة للمواصفات، بينما إجبار الأنابيب البسيطة على خط إنتاج ثنائي اللولب يُهدر رأس المال ويُضيف أسابيع من أعمال التحقق من صحة النتائج إلى برنامج الإنتاج الطبي.
لا يوجد شيء اسمه برغي "عام الأغراض". بالنسبة لخطوط إنتاج الأنابيب الطبية، من المنطقي غالبًا الاحتفاظ بمجموعة من البراغي التي تناسب جميع المواد المستخدمة، وإجراء تغييرات على البراغي كإجراء قياسي عند كل تغيير في المواد.
| عامل | برغي واحد | لولب مزدوج متزامن الدوران |
|---|---|---|
| الوظيفة الأساسية | صهر ونقل بوليمر واحد | امزج، ركب، أزل المواد المتطايرة |
| نسبة الطول إلى العرض النموذجية | 24: 1-30: 1 | 20:1–40:1 (HME ~30:1) |
| الخلط / القص | منخفض إلى متوسط (لطيف) | عالي، قابل للتكوين |
| التكلفة النسبية والتعقيد | أقل | أكثر |
| أفضل ل | أنابيب أحادية/متعددة التجويف، أغطية القسطرة | تركيب المكونات، الخلطات الرئيسية، المستحضرات الصيدلانية بتقنية الترطيب الحراري |
ما هو جهاز البثق اللولبي المزدوج المتزامن الدوران؟
تُشغّل آلات البثق ذات اللولب المزدوج المتزامن الدوران لولبين متداخلين يعملان في وقت واحد، مما يوفر انسيابية جيدة إلى ممتازة، بالإضافة إلى درجة عالية للغاية من التجانس في الانصهار، وبالتالي تحكمًا مستقرًا في درجة الحرارة من خلال التداخل، وذلك لعمليات مثل الخلط، والمزج، وتطوير المصهورات، وإطلاق الغازات، أو بثق المصهور الساخن ضمن نظام آلة متكامل. تُعد هذه الآلات من أحدث التقنيات، خاصةً للتطبيقات التي تتضمن مخاليط معقدة أو مواد شديدة الحساسية للقص. أما بالنسبة لمعالجة الأنابيب الطبية، فمن المنطقي استخدام الطارد أحادي اللولبس. نطاق التطوير و/أو الإنتاج الطارد المختبر في كلا النوعين، يشكل ذلك أساسًا للتحقق من العملية قبل التوسع.
مواد طبية عالية الجودة ومطابقة الآلة مع البوليمر
يشكل اختيار المواد أساسًا لجميع القرارات الأخرى المتعلقة بجهاز البثق، مثل تصميم البرغي، ومواد البرغي والأسطوانة، وتصميم الأسطوانة، والتحكم في درجة الحرارة، وأنظمة التغذية والتجفيف. تشمل البوليمرات الحرارية النموذجية المستخدمة في المعالجة: البولي يوريثين الحراري (TPU)، والسيليكون، وبيباكس (بولي إيثر بلوك أميد)، والنايلون 11 و12، والبولي إيثيلين تيريفثالات (PET)، ومواد عالية الأداء مثل البولي إيثر إيثر كيتون (PEEK)، بينما لا يزال البولي فينيل كلوريد (PVC) هو المادة السائدة في صناعة الأنابيب الطبية. لكل بوليمر نطاق انصهار محدد يجب على جهاز البثق الحفاظ عليه.
| الخامة | الفئه | ملاحظة المعالجة | تأثير الآلة |
|---|---|---|---|
| PVC الطبية | سلعة مرنة | ينصهر عند درجة حرارة تتراوح بين 100 و210 درجة مئوية تقريبًا؛ ويتفاعل مع حمض الهيدروكلوريك عند درجة حرارة أعلى من 120 درجة مئوية تقريبًا؛ ويتحلل عند درجة حرارة 230 درجة مئوية تقريبًا. | برغي حاجز/خلط، تحكم دقيق في درجة الحرارة |
| مادة البولي يوريثان الحراري (TPU) | المطاط الصناعي | مادة مسترطبة؛ حساسة للانعكاس | شبه جاف؛ نسب سحب أقل |
| بيباكس (PEBA) | المطاط الصناعي | مادة مسترطبة؛ نطاق واسع لمعامل المرونة الانحنائية | مجفف + تغذية محكمة الإغلاق؛ مناسب لسحب الهواء العالي |
| سيليكون | المطاط الصناعي | غالباً ما تتم معالجتها في المراحل اللاحقة؛ تغذية مختلفة | مخصصة طارد السيليكون الإعداد |
| نايلون 11 / 12 | الهندسة | مادة مسترطبة؛ تتحمل انخفاضًا كبيرًا في الضغط | بريدراي؛ مناسب للأنابيب ذات الفتحات الدقيقة/متعددة التجاويف |
| بولي إيثيلين تيريفثالات / بوليستر | الهندسة | مادة ماصة للرطوبة؛ أنابيب بالونية رقيقة الجدران | التجفيف المسبق؛ تحكم حراري دقيق |
| بولي كربونات (PC) | الهندسة | شفاف، صلب؛ حساس للرطوبة | بريدراي؛ موصلات و لور |
| نظرة خاطفة | أداء عالي | حرارة عالية (~700 درجة فهرنهايت / 371 درجة مئوية) | برميل وأدوات مقاومة للحرارة العالية |
| FEP / فلوروبوليمر | الفلورو | منتجات تحلل حمض الهيدروفلوريك المسببة للتآكل | برغي من سبيكة هاستيلوي؛ بطانة ماسورة من سبيكة النيكل |
| PTFE | الفلورو | بثق المعجون، وليس صهره | خط معجون مخصص؛ ليس برغي ذوبان قياسي |
يُعدّ التجفيف المسبق للمواد الماصة للرطوبة (مثل TPU وPET والنايلون 11/12) ضرورةً حتمية، إذ يتكوّن البخار في المصهور عند استخدام البوليمرات غير المعالجة، مما قد يُشكّل فقاعات أو جيوبًا هوائية أو مناطق ضعيفة في الجدار. ولا يُمكن معالجة البوليمرات الفلورية المُسبّبة للتآكل، مثل FEP، إلا بالحفاظ على نسبة الحديد في الأسطح المُبلّلة أقل من 1% تقريبًا، واستخدام سبائك خاصة للبراغي والأسطوانات، وكذلك لبطانة البرغي والأنبوب. وخلال عملية التحلل الحراري، قد تتكوّن نواتج تحلل شديدة التآكل، بما في ذلك HF، والتي تُسبّب تآكلًا في فولاذ الأدوات التقليدي، ويجب إجراء هذا الاختيار عند اختيار الآلة، وليس لاحقًا.
بالنسبة لمنتجات PVC المرنة على وجه التحديد، هناك قسم مخصص ماكينة بثق مادة PVC الطبية يُعزز استخدام برغي حاجز تقليل كمية الجل اللازمة للشفافية، بينما تعمل اللدائن الحرارية المرنة على جهاز بثق مادة TPE تم ضبط الإعدادات لتناسب درجات حرارة المعالجة المنخفضة.
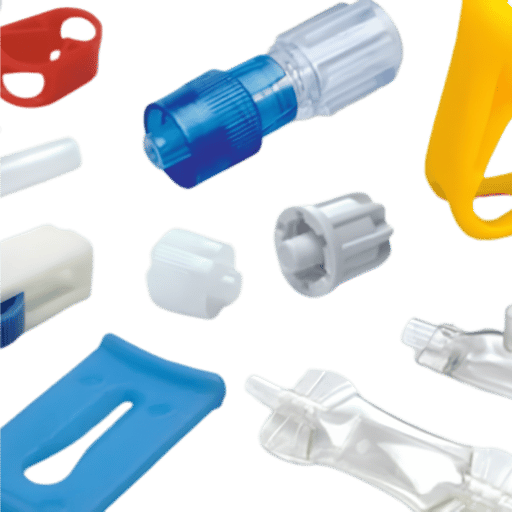
ما تنتجه آلات البثق الطبية
لا يقتصر إنتاج الأنابيب الطبية بتقنية البثق على الأنابيب الدائرية البسيطة فحسب، بل يشمل منتجات أخرى كثيرة. فمعرفة فئة المنتج أمر بالغ الأهمية، لأن اختيار التصميم الخاطئ يُعد خطأً مكلفاً: فمثلاً، تحديد تصميم ذي تجويف واحد بينما يحتاج القسطر فعلياً إلى ثلاثة تجاويف يعني إعادة تجهيز القالب وإعادة التحقق من صحة العملية، وهو ما يُؤدي غالباً إلى تأخير يتراوح بين 6 و8 أسابيع في برنامج تصنيع الأجهزة الطبية. لذا، يجب مطابقة القالب والأدوات وأنظمة التحكم في الماكينة مع المنتج قبل البدء في قطع المعدن.
- أنابيب أحادية التجويف (كما تم إنتاجها، على سبيل المثال للاستخدام في الحقن الوريدي أو قسطرة البول).
- الأنابيب متعددة التجاويف (مع وجود تجاويف متعددة داخل الجدار، ويتم تحقيق ذلك عادةً باستخدام أدوات خارجية وضغط هواء يتم التحكم فيه لكل تجويف أو تفويض)؛ وتستخدم هذه الأنابيب عادةً كأنبوب قسطرة.
- البثق المشترك والأنابيب متعددة الطبقات بما في ذلك الشرائط المعتمة للأشعة السينية التي تم بثقها بشكل مشترك من جهاز بثق ثانٍ للرؤية بالأشعة السينية.
- أنابيب ذات نتوءات وأنابيب مدببة، ذات جدار أو قطر متغير على طولها لأعمدة القسطرة.
- الأشكال والملفات الخاصة، أنابيب الماصة، أنبوب السحاحة، أغلفة الأنابيب الدقيقة، وأنابيب المضخات التمعجية.
ما هي عملية البثق متعددة التجاويف؟
تُشكّل عملية البثق متعددة التجاويف أنبوبًا واحدًا يحتوي على قناتين داخليتين أو أكثر تمتد على طوله بالكامل. لكل تجويف وظيفته الخاصة - توصيل السوائل، أو مسار سلك التوجيه، أو النفخ - لذا يجب أن يحافظ كل تجويف على مقطعه العرضي الخاص. يتم التحكم في الشكل باستخدام قالب ذي رأس متقاطع، بالإضافة إلى أسلاك تشكيل التجويف التي تُزال بعد التبريد، أو ضغط هواء مُنظّم بشكل فردي يُضخ إلى كل تجويف. تُعدّ هذه العملية من أكثر مهام البثق تطلبًا، ولهذا السبب يُبذل جهد كبير في مجال براءات الاختراع المتعلقة بالأنابيب متعددة التجاويف. أدوات تصنيع الأنابيب الوعائية ذات الجدران الرقيقة لا يزال نشطًا.
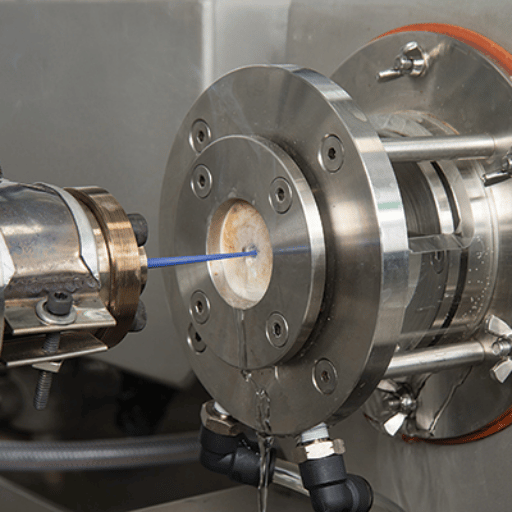
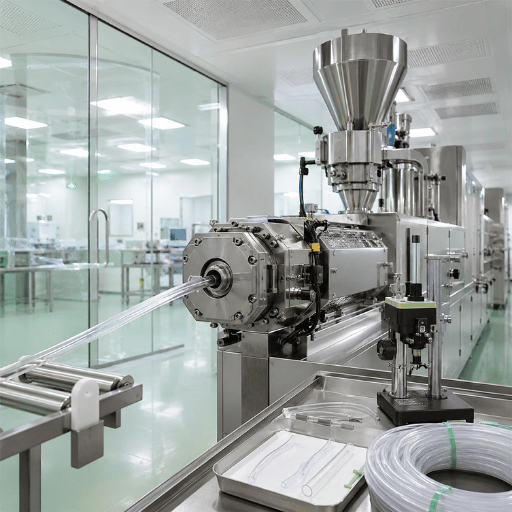
داخل خط الإنتاج: عملية البثق الطبي خطوة بخطوة

تُعدّ آلة البثق الطبية إحدى الآلات في خط إنتاج أنابيب متكامل. وتُحدد دقة التصنيع عبر خمس مراحل، نعرضها هنا في خريطة خط إنتاج الأنابيب الطبية ذي المراحل الخمس. والأمر غير البديهي هو أن عنصر الدقة لا يكمن عادةً في البرغي، بل في مضخة التروس التي تقيس كمية البوليمر المُوجّه إلى القالب.
- التغذية والتجفيف، يتم تجفيف الراتنج (للبوليمرات المسترطبة) وتغذيته في ظل ظروف مضبوطة.
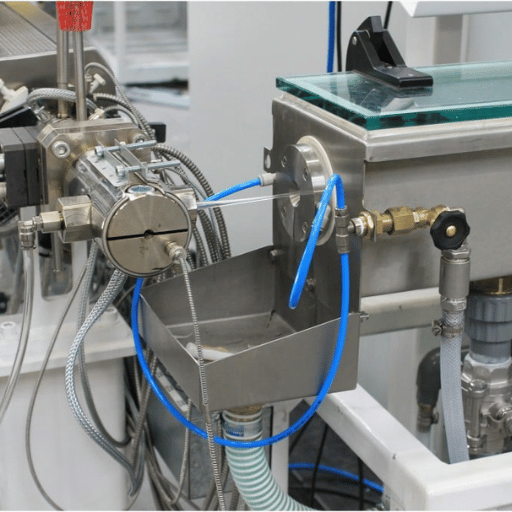
- يقوم جهاز البثق ومضخة التروس بصهر ونقل المادة بواسطة البرغي؛ ثم تقوم مضخة تروس الصهر الدقيقة بقياس البوليمر إلى القالب، مع الحفاظ على السرعة عند حوالي 0.01٪ وتغير تدفق الكتلة أقل من 1٪.
- القوالب والأدوات، أدوات انسيابية من الفولاذ المقاوم للصدأ تشكل الأنبوب؛ قوالب ذات رأس متقاطع تضيف تجاويف أو أسلاك أو طبقات مشتركة البثق.
- تحديد الحجم والتبريد بالتفريغ، حيث يقوم خزان تحديد الحجم بالتفريغ بتثبيت القطر الخارجي بينما يتم تبريد الأنبوب في حمام مائي.
- قياس، سحب وقطع، مقاييس الليزر والموجات فوق الصوتية تغذي حلقة مغلقة تقوم بضبط الساحب وضغط الهواء؛ سحب الكابستان (للأنابيب التي يقل قطرها عن 2 مم) يحافظ على الشد قبل القطع أو اللف.
إلى أي مدى يمكن لهذا أن يثبت؟ يبلغ التفاوت النموذجي في الأبعاد ±1%، وهو ما يعادل حوالي ±10 ميكرومتر على قطر داخلي يبلغ 1.6 مم - أي ما يقارب سُبع قطر شعرة الإنسان البالغ 75 ميكرومتر، وفقًا لـ المواد البلاستيكية الطبية والمواد الحيويةتصل دقة القياس في القسطرات الدقيقة متعددة الفتحات إلى ±5 ميكرومتر، بينما قد تتطلب القسطرات الدقيقة المستخدمة في الأوعية الدموية العصبية دقة تصل إلى ±0.0005 بوصة (حوالي 13 ميكرومتر). ويكمن سرّ دقة القياس في إمكانية تكرار هذه الأرقام في نظام القياس المتكامل بين الميكرومتر الليزري ومضخة السحب أو مضخة التروس.
يُظهر مثال عملي أهمية القياس الدقيق. فمعالج يُشغّل مادة TPU ذات الجدران الرقيقة بمعدل إنتاج 10 كجم/ساعة، يُحسّن دقة القياس من ±0.08 مم إلى ±0.01 مم على أنبوب قطره الداخلي 1.0 مم وسماكة جداره 0.225 مم. هذا وحده يُقلل استهلاك المواد بنحو 12.5%، وبسعر يقارب 10,000 دولار للطن الواحد من المركبات الطبية، يُعد هذا التوفير مبلغًا حقيقيًا لكل وردية عمل، وهو ناتج عن التحكم الدقيق في العملية، وليس عن استخدام بوليمر مختلف.
تقنية البثق بالذوبان الساخن (HME) للمستحضرات الصيدلانية
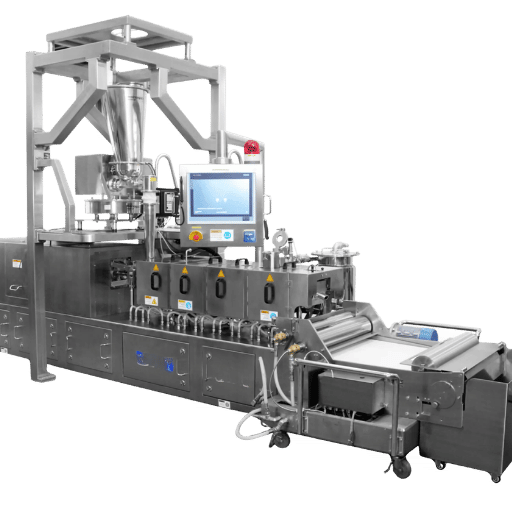
البثق بالصهر الساخن - وهو نوع من البثق الطبي حيث يُصنع الدواء من البلاستيك، وليس من الجهاز. نستخدم جهاز بثق مزدوج اللولب لخلط الدواء والبوليمر، وصهر المكونين لتكوين مادة صلبة واحدة.
ما هي عملية البثق بالذوبان الساخن في صناعة الأدوية؟
تُعدّ عملية البثق بالذوبان الساخن (HME) عمليةً أحادية الخطوة، حيث يتم تحويل مركب دوائي غير قابل للذوبان، مُشتت داخل بوليمر مُعالج بالذوبان، إلى شكل غير متبلور عند تصلب الخليط، مما ينتج عنه تشتت صلب غير متبلور (ASD) يُحسّن ذوبان الدواء. في هذه التقنية، يُستخدم جهاز بثق ثنائي اللولب لتشتيت المكون النشط ضعيف الذوبان داخل البوليمر المذاب، وتحويل الخليط إلى تشتت صلب غير متبلور متجانس عند التصلب. تُظهر المقالات الصيدلانية المُحكّمة عمليات بثق دوائي مخبرية باستخدام معدات ثنائية اللولب (بالإضافة إلى مجموعة من أحجام البثق التجريبية، مثل آلة قطرها 16 مم تعمل بنسبة أبعاد 30:1 وقالب قطره 0.8 مم) لإنتاج تشتتات صلبة غير متبلورة.
بصفتك مشتريًا، يكمن الاختلاف الرئيسي الذي يجب ملاحظته في أن عملية بثق الأنابيب الطبية وتقنية البثق الحراري للأدوية لا تتم على نفس نوع المعدات. تتطلب الأولى خلطًا دقيقًا باستخدام لولب مزدوج متزامن الدوران، ودرجات حرارة معالجة مضبوطة بدقة لمنع تدهور الدواء، وغالبًا ما تتطلب... الطارد المختبر لتطوير التركيبات الدوائية. يكمن التحدي الرئيسي في تقنية البثق بالذوبان الساخن (HME) في الحرارة: فارتفاع درجة حرارة المادة المنصهرة أو طول مدة بقائها في الصهر يؤدي إلى تدهور المادة الفعالة، مما يُعرّض العملية لخطر فشل دفعة كاملة في حال انحراف زمن الإقامة. عمليًا، يُقلل مُصنّعو التركيبات الدوائية من هذا الخطر بتشغيل خط إنتاج مخبري بقطر 16 مم أولًا، ثم التوسع تدريجيًا. بالنسبة لأي عملية تطوير لمنتج دوائي، فإن أفضل نقطة بداية هي قسم مُخصّص. آلة بثق الذوبان الساخن، وليس خط أنابيب.
غرف نظيفة، معايير ومتطلبات الجودة
إن ضوابط غرف التنظيف ووثائق الجودة هي ما يتحقق منه المفتشون فعلاً.
عادةً ما يتم إجراء عملية طرد الأجهزة الطبية في ISO 14644 غرفة نظيفة من الفئة 7 أو الفئة 8. في الغرف النظيفة الطبية، تختلف الفئتان اختلافاً كبيراً فيما يتعلق بالعدد المسموح به من الجسيمات ومعدلات تغيير الهواء.
| الفئه | الحد الأقصى للجسيمات ≥ 0.5 ميكرومتر لكل متر مكعب | معدل تغيير الهواء النموذجي / ساعة |
|---|---|---|
| فئة ISO 7 | ≤ 352,000 | 30-60 |
| فئة ISO 8 | ≤ 3,520,000 | 10-25 |
أما فيما يتعلق بجانب نظام الجودة، فقد قامت إدارة الغذاء والدواء الأمريكية مؤخراً بتحديث اللوائح.
بعد تحديث إدارة الغذاء والدواء الأمريكية (FDA) بتاريخ 2 فبراير 2026، يدمج نظام إدارة الجودة الجديد (QMSR) معيار ISO 13485:2016 في الجزء 820 من الباب 21 من قانون اللوائح الفيدرالية (21 CFR Part 820)، مما يسمح بالاستخدام المتسق لأنظمة إدارة الجودة في جميع عمليات تصنيع الأجهزة الطبية، بما في ذلك إنتاج الأدوية المركبة والأنابيب. حتى الأجهزة، مثل تلك التي تشمل أنابيب نقل الدم، تعتبرها إدارة الغذاء والدواء الأمريكية منتجات مكتملة في حد ذاتها، وبالتالي تخضع لمتطلبات نظام إدارة الجودة فيما يتعلق بالإنتاج والتتبع وإدارة السجلات.
تأتي المواد بضماناتها الخاصة.
كان يُعتبر في السابق أن أي بلاستيك "طبي" يستوفي معايير التوافق الحيوي من الفئة السادسة وفقًا لمعايير دستور الأدوية الأمريكي (USP). لكن في السنوات الأخيرة، تطورت هذه المعايير؛ فأصبحت المواد البلاستيكية الطبية تتطلب الآن مستوى أعلى من التقييم، وبدأت الصناعات في تبني نهج أوسع لتقييم المواد، يشمل اختبارات السمية الجينية إلى جانب التقييمات الحالية بموجب معيار ISO 10993. تساعد هذه الطريقة الأكثر شمولًا لتقييم واعتماد البوليمرات الطبية على ضمان سلامة الغرسات والزرعات من خلال تجاوز معايير الفئة السادسة وحدها.
- نظام الجودة: ISO 13485:2016 من خلال إدارة الغذاء والدواء الأمريكية (21 CFR 820)، بما يتماشى مع ممارسات التصنيع الجيدة (GMP).
- البيئة: غرفة نظيفة من الفئة 7 أو 8 وفقًا لمعيار ISO 14644
- المواد: التوافق الحيوي وفقًا لمعايير دستور الأدوية الأمريكي من الفئة السادسة و/أو معيار ISO 10993
- العملية: التحقق من صحة IQ/OQ/PQ + سجلات التحكم الإحصائي في العملية
كيفية تحديد وشراء جهاز بثق طبي
قبل طلب عرض سعر من شركة تصنيع الآلات، دوّن قائمة بالمعلومات التي سيحتاجونها لتصميم خط إنتاج للفحص. المعلومات العامة جدًا غير مفيدة. ستساعدك قائمة التحقق التالية في صياغة طلبك:
- المنتج: أنابيب (أحادية/متعددة التجويف)، أو ملف تعريف، أو تركيب/HME؟
- البوليمر (البوليمرات) وما إذا كان يجب على آلة واحدة تشغيل عدة آلات
- نطاق القطر ونطاق سمك الجدار بالإضافة إلى التفاوت الدقيق (على سبيل المثال، 5 ميكرون؟ 10 ميكرون؟).
- هدف الإنتاج (كجم/ساعة) وعدد اللومن
- نوع البرغي ونسبة الطول إلى القطر؛ معدن مقاوم للتآكل في حالة استخدام البوليمرات الفلورية
- المراحل اللاحقة: تحديد الحجم بالتفريغ، القياس بالليزر/الموجات فوق الصوتية، مضخة التروس، السحب، القاطع/اللفافة
- التوافق مع غرف الأبحاث النظيفة (التحكم في الشحنات الساكنة/الغبار، أسطح سهلة التنظيف)
- دعم التحقق: توثيق IQ/OQ/PQ، وتصدير تسجيل البيانات/إمكانية التتبع
فيما يخص السعر: تعتمد الميزانية الواقعية على المتغيرات المذكورة أعلاه أكثر بكثير من اعتمادها على السعر المعلن. فخط إنتاج مختبري صغير، وخط أنابيب أحادي اللولب مع نظام معالجة لاحق، ونظام غرفة نظيفة متعددة الفتحات مجهز بالكامل، كلها تختلف اختلافًا كبيرًا - إذ تتغير الأسعار تبعًا لنوع المعدن، وأنظمة التحكم، ونطاق التحقق. بدلًا من الانجراف وراء المبالغات، اطلب من الموردين عرض سعر بناءً على قائمة مراجعة مكتملة، فهذه أفضل طريقة للمقارنة بين المنتجات المتشابهة. تأكد من نوع المعدن المستخدم في الأجزاء الملامسة للسائل، وحزمة القياس ذات الحلقة المغلقة، وما إذا كانت وثائق التحقق مضمنة أم مدفوعة بشكل منفصل - فهذه العوامل تؤثر بشكل كبير على السعر وعلى جاهزية النظام للتدقيق.
أرسل قائمة التحقق المكتملة إلى اثنين أو ثلاثة من البنائين وقارن بنودهم اللاحقة وبنود التحقق بدلاً من مجرد سعر الطارد. قارن بين تكوينات آلة البثق أولا ثم تحدث إلى مهندس بثق بخصوص متطلباتك الخاصة بالتسامح ومتطلبات غرف التنظيف.
نظرة مستقبلية للصناعة: ما الذي يدفع الطلب على منتجات البثق الطبية؟

يُعدّ التصغير، بلا منازع، العامل الأقوى الذي يُشكّل صناعة الأجهزة الطبية حتى عام 2026، وذلك نتيجةً لتزايد استخدام تقنيات الجراحة طفيفة التوغل والجراحة العصبية الوعائية. ومع تقلص نقاط الوصول الجراحية باستمرار، بات الوصول الجراحي يتطلب أجهزة ذات أقطار خارجية أصغر، وجدران أرق، وعدد أكبر من التجاويف لكل مقطع أنبوبي، مما يزيد من دقة القياس المطلوبة في عملية البثق، فضلاً عن زيادة الطاقة الإنتاجية لتلبية احتياجات أسواق أوسع. ويتضح جلياً أثر ذلك على عملية الشراء: يُنصح الآن بتحديد مواصفات ذات أقطار أدق (قياس بالموجات فوق الصوتية والليزر)، وأنظمة تحكم مغلقة، لأن ما ستُسعّرونه في عام 2026 وما بعده سيميل إلى أن يكون ذا جدران أرق من تلك المتوفرة حالياً.
أما المحرك الثاني الموازي فهو التنظيم. قواعد إدارة الجودة والصيانة التابعة لإدارة الغذاء والدواء سيبدأ تطبيق هذا المعيار في 2 فبراير 2026، حيث يجب بناء خطوط الإنتاج الجديدة مع مراعاة معايير التتبع والتوثيق المتوافقة مع معيار ISO 13485 منذ البداية، بدلاً من تعديلها لاحقاً. وتشير التوقعات في هذا القطاع إلى أن الأنابيب الطبية، والأجهزة متعددة التجاويف، وتقنية البثق الدقيق، من بين أسرع المجالات نمواً. وبينما تركز العديد من تقارير السوق على القيمة السوقية التقديرية (مثلاً، سوق بمليارات الدولارات، ينمو بنسبة أحادية الرقم)، فإن توجه المشترين ينصب أكثر على مواصفات المعدات من أرقام السوق الإجمالية. ويكمن الخطر بالنسبة للمشترين الذين يتأخرون في اتخاذ القرار في أن خط الإنتاج المصمم لسمك الجدار الحالي قد يواجه صعوبة في الحفاظ على دقة ±5 ميكرومتر في الأنابيب متعددة التجاويف ذات القطر الخارجي الأصغر، والتي تتطلبها أجهزة الأوعية الدموية والأعصاب بشكل متزايد، إلى جانب الاهتمام المتزايد بالبوليمرات القابلة للامتصاص الحيوي، مما قد يضطرك إلى إعادة تجهيز خط الإنتاج في غضون عام.
الأسئلة الشائعة
ما هي أنواع البثق الأربعة؟
عرض الإجابة
هل يوجد بولي فينيل كلوريد طبي؟
عرض الإجابة
كم تبلغ تكلفة جهاز البثق الطبي؟
عرض الإجابة
هل يمكن استخدام جهاز بثق البلاستيك القياسي لأنابيب طبية؟
عرض الإجابة
ما هي المواد التي يمكن معالجتها بواسطة جهاز بثق طبي؟
عرض الإجابة
هل تحتاج إلى غرفة نظيفة لعملية البثق الطبي؟
عرض الإجابة
تُصنّع شركة UDTECH آلات بثق أحادية اللولب، وثنائية اللولب، وآلات بثق خاصة بالمختبرات، لتطبيقات طبية وصيدلانية. شاركنا متطلباتك المتعلقة بالبوليمر، والتفاوتات المسموح بها، وغرف التنظيف، وسنقوم بتصميم خط إنتاج يلبيها.
حول هذا الدليل
تُصنّع شركة UDTECH خطًا متكاملًا من آلات البثق أحادية اللولب، وثنائية اللولب، وآلات البثق المختبرية، المصممة خصيصًا للتطبيقات الطبية والصيدلانية. يقول كين فينكي، أخصائي الأجهزة الطبية في UDTECH: "عندما يُزوّدنا العميل بمواصفاته - بدءًا من المواد الخام، مرورًا بمعايير البثق، وصولًا إلى متطلبات التغليف أو غرف التنظيف - فإننا نقدم حلًا مناسبًا، ويمكننا أيضًا التحقق من صحة العملية إذا لزم الأمر. ما عليك سوى إخبارنا باحتياجاتك، من أدق التفاصيل إلى أكثر مواصفات المواد تعقيدًا، وسنقوم بصياغة مواصفات ملائمة بناءً على تلك الاحتياجات. هذه هي الطريقة الأمثل والوحيدة لإجراء مقارنة عادلة عند اختيار خط البثق التالي."
المراجع والمصادر
- لائحة نظام إدارة الجودة (QMSR)الادارة الامريكية للطعام والمخدرات
- 21 CFR الجزء 820، لائحة نظام إدارة الجودةقانون اللوائح الفيدرالية الإلكتروني الأمريكي
- تحقيق دقة عالية في بثق الأنابيب للتطبيقات الطبيةالمواد البلاستيكية الطبية والمواد الحيوية (MD+DI)
- البثق بالذوبان الساخن: تطوير تشتت صلب غير متبلورالمكتبة الوطنية الأمريكية للطب (PMC)
- آلات البثق ذات اللولب المزدوج كخلاطات مستمرة للمعالجة الحراريةالمكتبة الوطنية الأمريكية للطب (PMC)
- خصائص بثق الأنابيب ذات الجدران الرقيقة المستخدمة في القسطرةالمكتبة الوطنية الأمريكية للطب (PMC)
- دستور الأدوية الأمريكي، فئات التوافق الحيوي للبلاستيكالولايات المتحدة الأمريكية دستور الأدوية
- ISO 14644-1 غرف نظيفة وبيئات خاضعة للرقابة مرتبطة بهاInternational Organization for Standardization





