



آشنایی با برش EDM
فرآیند ماشینکاری تخلیه الکتریکی (EDM) برای ... برش شامل حذف مواد است از یک قطعه کار با استفاده از جرقههای الکتریکی. سیم EDM از یک قطعه ریز استفاده میکند، سیم دارای بار الکتریکی برای برش مواد رسانا با دقت بسیار بالا. از آنجایی که سیم با قطعه کار تماس پیدا نمیکند، احتمال تنش مکانیکی یا تغییر شکل به حداقل میرسد. برای تولید اشکال پیچیده، جزئیات شگفتانگیز و تلرانسهای دقیق، کاربردهای گستردهای در صنایع هوافضا، خودرو و تولید تجهیزات پزشکی دارد.
ماشینکاری تخلیه الکتریکی چیست؟
EDM از تخلیه الکتریکی یا جرقه برای اهداف ماشینکاری از یک قطعه کار رسانا بدون ایجاد هیچ گونه تماس فیزیکی استفاده میکند. این روش کاربرد ویژهای در زمینه فلزات سخت و موادی دارد که ماشینکاری آنها با استفاده از روشهای سنتی دشوار است. EDM یک جرقه الکتریکی شدید بین الکترود و قطعه کار ایجاد میکند که هر مقدار تخلیه الکتریکی را خاموش میکند. این تخلیه الکتریکی به نوبه خود، گرمای کافی برای تبخیر یا ذوب مقدار کمی از ماده تولید میکند.
مزایای کلیدی EDM:
- تولیدکنندگان را قادر میسازد تا هندسههای پیچیده را با تلرانسهای عالی شکل دهند.
- سطوح صاف و صیقلی ایجاد میکند
- به طور موثر با فلزات سخت و موادی که ماشینکاری آنها دشوار است، کار میکند.
- عدم تماس فیزیکی، استرس مکانیکی را کاهش میدهد
بررسی اجمالی فرآیند EDM سیمی
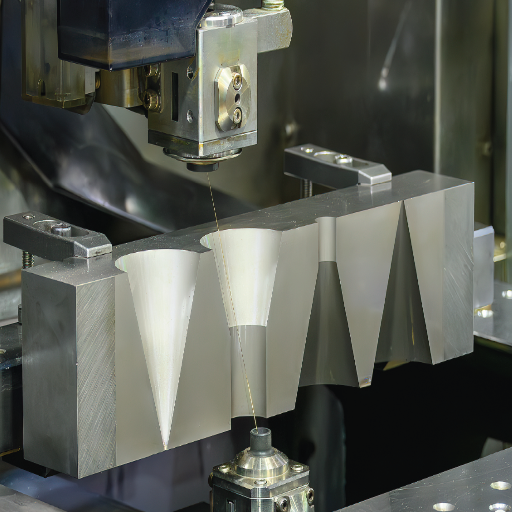
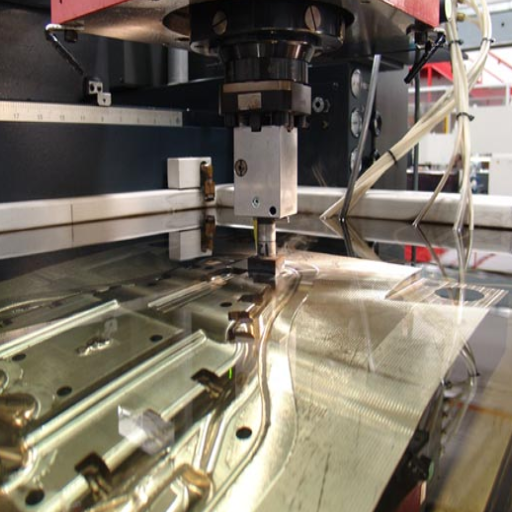
ماشینکاری تخلیه الکتریکی سیمی یک عملیات تولید دقیق است که در آن یک سیم نازک از نظر الکتریکی باردار میشود تا مواد رسانا را برش دهد. قطعه کار در یک سیال دیالکتریک غوطهور میشود که دو هدف خنککننده و عایق را برآورده میکند. سپس جریان الکتریکی از طریق سیم ارسال میشود تا یک سری تخلیه الکتریکی سریع ایجاد کند. این تخلیهها ماده را در امتداد خط برش مورد نظر فرسایش میدهند و امکان ایجاد اشکال پیچیده و بغرنج را با دقت قابل توجه فراهم میکنند.
سیم EDM برای تولید قطعات با تلرانسهای کم، ویژگیهای ظریف و پرداختهای سطحی عالی بسیار مناسب است. فناوریهای پیشرفتهای مانند سیستمهای کنترل خودکار و مواد سیمی بهبود یافته، برای ارتقای بیشتر سیم EDM معرفی شدهاند و آن را سریعتر، دقیقتر و کارآمدتر میکنند.
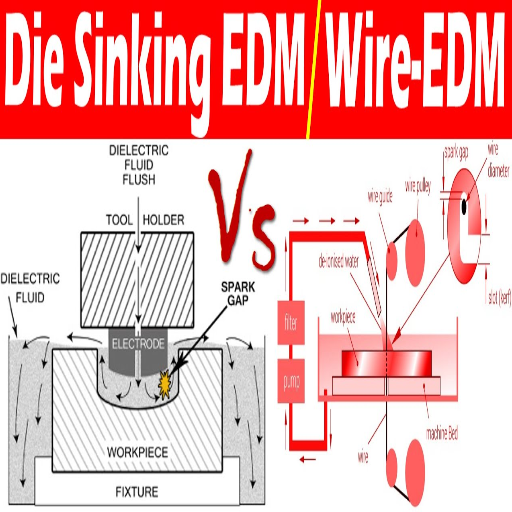
انواع EDM: سیم در مقابل سینکر
دو نوع اصلی EDM عبارتند از Wire EDM (از یک سیم نازک برای برش استفاده میکند) و Sinker EDM (از یک الکترود برای شکلدهی استفاده میکند).
| پارامتر | EDM سیم | سینکر EDM |
|---|---|---|
| ابزار | سیم نازک | الکترود شکلدار |
| ماده | هدایت کننده | هدایت کننده |
| دقت | زیاد | در حد متوسط |
| کاربرد | برش | شکل دادن |
| پیچیدگی | برشهای پیچیده | حفرههای پیچیده |
| پرداخت سطح | صاف | متفاوت |
| هزینه | برتر | پایین |
| برپایی | ساده | جراحی های |
| سرعت | آهسته تر | سریع تر |
| استفاده | نمونه های اولیه | قالبها/قالبها |
کاربردهای برش EDM در صنایع مختلف
با دقت بالای به دست آمده در مواد سخت، برش EDM به گزینهای محبوب در بسیاری از صنایع تبدیل شده است:
- هوافضا: برای ساخت قطعات پیچیده با تلرانس عالی، از جمله پرههای توربین و قطعات موتور
- پزشکی: برای ابزار جراحی بسیار ظریف و دقیق و ایمپلنتها
- ساخت ابزار و قالب: EDM برای قالبها، دایها و ابزارهای دقیق برای تولید انبوه استفاده میشود.
- خودرو: برای ساخت قطعات پیچیده مانند اجزای موتور و مکانیزمهای انتقال قدرت استفاده میشود.
- الکترونیک: به تولید قطعات ریز برای دستگاهها و اتصالات الکترونیکی کمک میکند.
کاربردهای سیم EDM در صنعت خودرو
ماشینکاری تخلیه الکتریکی سیمی (Wire Electric Discharge Machining) یا به اختصار EDM نقش بسیار مهمی در تولید دقیق قطعات خودرو ایفا میکند، به خصوص هنگام کار با قطعاتی که نیاز به تلرانسهای بسیار دقیق و پرداختهای دقیق دارند. با توجه به پیشرفتهای آیندهنگرانه در صنعت خودرو، مانند موتورهای کوچکتر، سبکتر و کارآمدتر، قطعات باید خود را در تلرانسهای دقیقی حفظ کنند.
کاربردهای اصلی خودرو عبارتند از:
- نازلهای انژکتور سوخت
- نشیمنگاه سوپاپهای موتور
- دنده های انتقال
- کانکتورهای باتری برای خودروهای برقی و هیبریدی
- سازههای سبک برای بهرهوری انرژی
کاربردهای هوافضایی برش EDM
با تولید قطعات بسیار دقیق از موادی که ماشینکاری آنها دشوار است، فناوری EDM نقش حیاتی در صنعت هوافضا دارد. حوزه هوافضا نیازمند تلرانسهای دقیق، هندسههای پیچیده و موادی است که شرایط عملیاتی سخت را تحمل کنند.
کاربردهای حیاتی هوافضا:
- تولید پره توربین: EDM ماشینکاری پرههای توربین را با کانالها و خطوط خنککننده بسیار ریز برای موتورهای جت فراهم میکند.
- کاهش وزن اجزا: ماشینکاری EDM از کاهش وزن پشتیبانی میکند. ماشینکاری فلزات سبک مانند سوپرآلیاژهای پایه تیتانیوم یا نیکل
- اتصال دهنده های هوافضا: دقت فوقالعادهای در اتصالدهندهها ایجاد میکند و به تناسب دقیقی دست مییابد که به یکپارچگی سازه کمک میکند.
- ماشینکاری مواد کامپوزیت: برش EDM روی مواد کامپوزیتی بدون ایجاد آسیبهایی مانند پلیسه یا مناطق تحت تأثیر گرما انجام میشود.
- اجزای سیستم سوخت دقیق: ایجاد میکروسوراخها و هندسههای پیچیده با دقت بالا برای جریان سوخت بهینه
تولید تجهیزات پزشکی با EDM
ماشینکاری تخلیه الکتریکی (EDM) به دلیل دقت و ثبات بینظیرش، موهبتی برای تولید تجهیزات پزشکی بوده است. دنیای پزشکی خواستار استانداردهای ایمنی بسیار بالا، زیستسازگاری و دقت در مقیاس میکرو در دستگاههایی مانند ابزارهای جراحی، ایمپلنتها و تجهیزات تشخیصی است.
کاربردهای پزشکی:
- ابزارهای جراحی با هندسههای پیچیده
- ایمپلنتهای زیستسازگار از جنس تیتانیوم و فولاد ضد زنگ
- ابزارهای لوله گذاری و میکروسوزن ها
- اجزای تجهیزات تشخیصی
محدودیتها و چالشهای برش EDM

محدودیت های کلیدی
- محدودیت های مواد: فرآیند EDM فقط به کار با مواد رسانا محدود میشود و نمیتواند روی مواد غیر رسانا مانند برخی سرامیکها و پلاستیکها کار کند.
- سرعت پایین برای برشهای بزرگ: این فرآیند برای برشهای بزرگ یا عمیق میتواند زمانبر باشد، که ممکن است منجر به از دست رفتن بهرهوری شود.
- مصرف انرژی بالا: مصرف قابل توجه انرژی الکتریکی منجر به افزایش هزینههای عملیاتی میشود
- ملاحظات تکمیل سطح: دقت دقیق قابل دستیابی است، اما پرداخت بیعیب و نقص سطح از ویژگیهای پیچیده ممکن است نیاز به پردازش پس از ساخت داشته باشد.
- پوشیدن ابزار: الکترودهای EDM در طول ماشینکاری دچار تغییرات مورفولوژیکی میشوند و نیاز به تعویض مکرر دارند.
ملاحظات هزینه برای ماشینهای EDM
هنگام سرمایهگذاری روی یک دستگاه EDM، باید چندین عامل هزینهای را در نظر گرفت:
- هزینه خرید اولیه: دستگاههای EDM بسته به مدل، اندازه و قابلیت، از ۵۰،۰۰۰ دلار تا فراتر از ۲۰۰،۰۰۰ دلار قیمت دارند.
- نگهداری و تعمیرات: قطعات تعویضی، تعمیرات و برنامههای نگهداری، هزینههای جاری قابل توجهی را به همراه دارند.
- مصرف انرژی: نیاز مداوم به انرژی الکتریکی منجر به افزایش هزینههای عملیاتی میشود
- هزینههای الکترود: مواد مصرفی گرانقیمت مانند گرافیت یا مس نیاز به تعویض مکرر دارند
- آموزش و نیروی کار: به تکنسینهای ماهر نیاز است که به هزینههای پرسنلی و آموزشی میافزاید.
مقایسه برش EDM با سایر روشهای ماشینکاری
زمان پردازش در مقایسه با سایر روشها
زمان پردازش EDM معمولاً کندتر از روشهای سنتی مانند فرزکاری است، اما دقت بینظیری را برای طرحهای پیچیده و مواد سخت ارائه میدهد.
| پارامتر | EDM | فرز | پر زحمت |
|---|---|---|---|
| سرعت | آهسته تر | سریع تر | در حد متوسط |
| دقت | زیاد | در حد متوسط | زیاد |
| ماده | سخت/رسانا | نرم سخت | سخت |
| زمان راه اندازی | طولانی تر | کوتاهتر | در حد متوسط |
| هزینه | برتر | پایین | در حد متوسط |
| کاربرد | طرح های پیچیده | حذف فله | پرداخت سطح |
| پوشیدن ابزار | کم | زیاد | در حد متوسط |
| پرداخت سطح | صاف | متفاوت | صاف |
| حجم | کم | زیاد | در حد متوسط |
| استفاده از انرژی | زیاد | در حد متوسط | در حد متوسط |
سیم EDM در مقابل برش لیزری
برشکاری با دستگاه سیمی (Wire EDM) دقت بینظیری را برای مواد رسانا ارائه میدهد، در حالی که برش لیزری برای طیف وسیعی از مواد سریعتر و همهکاره است.
| پارامتر | EDM سیم | برش لیزری |
|---|---|---|
| دقت | فوق العاده بالا (0.0001 اینچ) | بالا (0.001 اینچ) |
| سرعت | آهسته تر | سریع تر |
| ماده | فلزات رسانا | فلزات، پلاستیک، چوب |
| ضخامت | حداکثر 12 ″ | حداکثر 0.25 ″ |
| کیفیت لبه | خشن تر | صاف |
| اپلیکیشنها | طرح های پیچیده | تولید انبوه |
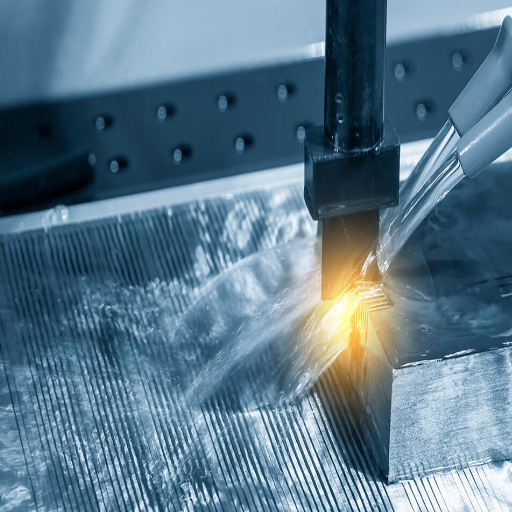
برش واترجت در مقابل برش EDM سیمی
| پارامتر | EDM سیم | برش واترجت |
|---|---|---|
| دقت | فوق العاده بالا (0.0001 اینچ) | متوسط (0.003 اینچ) |
| سرعت | آهسته تر | سریع تر |
| ماده | فقط رسانا | تقریبا هر ماده ای |
| ضخامت | حداکثر 12 ″ | حداکثر 3 ″ |
| تحت تأثیر گرما | بله | هیچ |
| اپلیکیشنها | طرح های پیچیده | تولید انبوه |
فرزکاری CNC و تفاوتهای آن با EDM
فرزکاری CNC و ماشینکاری تخلیه الکتریکی دو فرآیند تولید مجزا هستند که هر کدام مزایایی متناسب با نیازهای خاص پروژه دارند. فرزکاری CNC شامل تفریق مواد با استفاده از ابزارهای برش چرخشی است که آن را برای تولید سریع از مواد مختلف از جمله فلز، پلاستیک و چوب بسیار مؤثر میکند.
EDM از طریق تخلیه الکتریکی، قطعات کار را فرسایش میدهد و در ماشینکاری مواد سخت مانند کاربید تنگستن یا فولادهای سخت شده بسیار عالی عمل میکند. EDM زمانی ترجیح داده میشود که تلرانسهای بسیار دقیقی مد نظر باشد، یا زمانی که اشکال پیچیدهای که ابزارهای فرزکاری قادر به دستیابی به آنها نیستند، باید برش داده شوند.
آخرین روندها و پیشرفت های تکنولوژیکی
پیشرفتهای اخیر در برش EDM بر دقت، کارایی و پایداری متمرکز شده است. روندهای کلیدی عبارتند از:
اتوماسیون در ماشینهای EDM
اتوماسیون EDM در خط مقدم فرآیندهای تولید دقیق قرار دارد. ادغام رباتیک، یادگیری ماشینی پیشرفته و اینترنت اشیا، سیستمهای EDM را قادر ساخته است تا با حداقل دخالت انسان به نهادهایی خودمختار تبدیل شوند.
قابلیتهای خودکار عبارتند از:
- بهینه سازی مسیر ابزار
- مدیریت الکترود
- نظارت بر عملکرد در زمان واقعی
- تعمیرات قابل پیش بینی
- تشخیص مبتنی بر هوش مصنوعی
سیستمهای هیبریدی در ماشینکاری تخلیه الکتریکی
سیستمهای EDM هیبریدی، تکنیکهای تخلیه الکتریکی سنتی را با فناوریهای مدرن، از جمله CNC و کنترل تطبیقی، ترکیب میکنند. این سیستمها برای دقت بیشتر، کاهش زمان پردازش و قابلیت افزایش محدوده مواد طراحی شدهاند.
بهبود بهرهوری انرژی در دستگاه EDM سیمی
صرفهجویی در مصرف انرژی در سیستمهای EDM سیمی برای اهداف تولید پایدار بسیار مهم شده است. آخرین پیشرفتها بر موارد زیر تأکید دارند:
- سیستمهای هوشمند تامین برق
- روشهای بازیابی انرژی
- ژنراتورهای پالس با مصرف انرژی بهینه
- پارامترهای برش بهینه شده
- کاهش ولتاژ و جریان مصرفی در حالت بیکاری
پرسش های متداول (پرسش و پاسخ)
منابع مرجع
-
مطالعه برش EDM کاربید سیلیکون تک بلوری
-
تحلیل و کنترل سیم برای برش EDM دقیق
-
ماشینکاری تخلیه الکتریکی (EDM) با فناوری پیشرفته
-
اندازهگیری در مقیاس میکرو و مدلسازی FEM تنشهای پسماند در آلیاژ آلومینیوم AA6082-T6 ایجاد شده توسط برش EDM سیمی



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


