




اکستروژن ورق، عملیات طاقتفرسایی است که تقریباً در پشت تمام پنلهای پلاستیکی مسطح، بستهبندیهای سینیشکل و ورقهای سفت و سختی که از کارخانههای مدرن بیرون میآیند، قرار دارد. چه در مورد یک سینی غذای PET با ضخامت ۰.۵ میلیمتر صحبت کنید و چه یک پنل نورگیر پلیکربنات با ضخامت ۱۲ میلیمتر، اصول کار مشابه است: رزین را گرم کنید، آن را تحت فشار قرار دهید تا به یک قالب مسطح تبدیل شود، با غلتکهای ماهر آن را خنک کنید و یک ورق طولانی و پیوسته را بیرون بکشید. تمایز واضح در شیمی رزین، طرحبندی خط و سطح دقت ابعادی مورد نیاز نهفته است.
این سند فرآیند، مواد، تجهیزات، نقصها و چشمانداز ۲۰۲۶ را توضیح میدهد و دیدگاه جدیدی را برای تصمیمگیریهای خرید کارخانه ارائه میدهد.
مشخصات سریع — برگه اخراج در یک نگاه
| مرز ورق در مقابل فیلم | ≥0.25 میلیمتر (0.010 اینچ) طبق ASTM D883 |
| توان عملیاتی معمول خط | ۳۰ کیلوگرم در ساعت (آزمایشگاهی) تا ۱۲۰۰ کیلوگرم در ساعت (پرسرعت) |
| پروفیل ضخامت قابل دستیابی | ±۰.۵٪ با AGC حلقه بسته (به ازای هر بخش اکستروژن SPE) |
| مواد رایج | PVC، PE، PP، PS، PET/APET/CPET، PMMA، PC، ABS |
| هزینه ابزارسازی در مقابل تزریق | قالبهای اکستروژن ۸۰ تا ۹۰ درصد سریعتر از قبل اجرا میشوند (آنالیز Xometry) |
| مسیر بازار | پلاستیکهای اکسترود شده با نرخ رشد مرکب سالانه ۳.۹٪ تا ۲۲۱ میلیارد دلار تا سال ۲۰۳۰ (گرند ویو) |
اکستروژن ورق چیست؟ تعریف، فرآیند هسته و تفاوت آن با اکستروژن فیلم
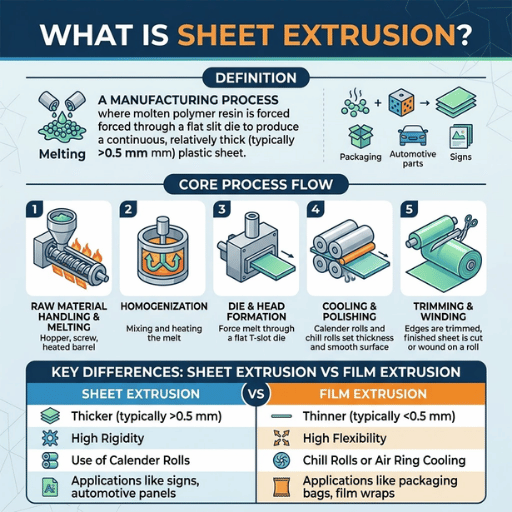
اکستروژن ورق یک تکنیک پردازش خشک است که برای تشکیل مداوم ورق ترموپلاستیک با استفاده از گلولههای رزین جامد مصرفی استفاده میشود. رزین ابتدا ذوب شده و از طریق یک اکسترودر تک یا دو مارپیچه منتقل میشود، سپس با فشار از یک قالب مسطح عبور میکند تا یک ورق پلاستیکی با عرض و ضخامت مشخص ایجاد شود. ورق تازه تشکیل شده از میان مجموعهای از غلتکهای خنک شده عبور میکند تا ضخامت و سطح آن تنظیم شود و سپس برش داده شده و به صفحات برش داده میشود یا روی یک رول پیچیده میشود.
محصول نهایی ساده به نظر میرسد. با این حال، فرآیند ساده نیست. سه متغیر - (1) پایداری دمای مذاب، (2) یکنواختی جریان قالب، و (3) هندسه غلتک خنککننده - تعیین میکنند که آیا ورق ارسال شده برای ترموفرمینگ صدف مناسب است یا باید به عنوان ورق درجه دو به بازار عرضه شود.
اکثر مشکلات کیفی که در ادامه این راهنما مورد بحث قرار میگیرند، میتوانند به یک یا چند مورد از این سه مورد مربوط باشند.
تفاوت اصلی بین اکستروژن فیلم و ورق چیست؟
با استاندارد ASTM به طور مطلوب پاسخ داده شده است. طبق اصطلاحات استاندارد ASTM D883 مربوط به پلاستیکهافیلم به عنوان «یک اصطلاح انتخابی برای ورق با ضخامت اسمی حداکثر 0.25 میلیمتر (0.010 اینچ)» تعریف میشود. تمام ورقهای دیگر طبق همان استاندارد صنعتی، ورق نامیده میشوند. نکتهی جالب - «یک اصطلاح انتخابی برای ورق» - فیلم را به عنوان زیرمجموعهای از اصطلاح گستردهتر ورق قرار میدهد.
در عمل، تجهیزات خط تا تغییر در ضخامت خط. اکستروژن ضخامت نازک زیر 0.25 میلیمتر از فرآیند فیلم ریختهگری یا دمشی، با نسبتهای کشش و خنکسازی گاز با آب و هوا استفاده میکند. خط تولید ورق تخت بالای 0.25 میلیمتر از یک پشته سه غلتکی صیقلی برای تنظیم ضخامت در برابر غلتکهای چدنی استفاده میکند، که در آن خواص سختی، روکش ترموفرمینگ پاییندست و طبقهبندی کاربرد نهایی (FDA، EU 10/2011) متفاوت است.
فرآیند اکستروژن ورق 5 مرحلهای توضیح داده شده است (از رزین تا ورق نهایی)
تقریباً تمام توضیحات فرآیند منتشر شده به پنج مرحله خلاصه میشوند. نامها متفاوت هستند (+ یا / نشاندهنده ۱ یا ۲ مرحله ترکیبی هستند): از، ذوب/از، انتقال، خنککننده/کالیبراسیون، رسیدن.
5 مرحله فرآیند اکستروژن ورق چیست؟
- تغذیه مواد. گلولههای رزین خشک شده، پودر آسیاب شده یا پوستههای بازیافتی از یک قیف به داخل گلوگاه تغذیه اکسترودر ریخته میشوند. رزینهایی که جاذب رطوبت هستند مانند PET و PC باید قبل از این خشک شوند. هرگونه رطوبت باقیمانده بیشتر از حدود 50 ppm باعث تخریب هیدرولیتیک میشود که هیچ فیلتر پاییندستی نمیتواند آن را به طور کامل خنثی کند.
- ذوب و انتقال. یک مارپیچ چرخان، رزین را از میان یک سیلندر که معمولاً با نسبت L/Dis 24:1 تا 30:1 ساخته میشود، عبور میدهد (به بخش مربوطه مراجعه کنید). راهنمای پردازش پلی اتیلن فورمولین). گرمکنهای خارجی دمای منطقه را تنظیم میکنند؛ بقیه کار را نیروی برشی حاصل از پرههای مارپیچ انجام میدهد. زمانی که پلیمر به منطقه اندازهگیری میرسد، به صورت یک مذاب تک فاز در پنجره پردازش تعیین شده وجود دارد.
- تثبیت فشار و شکلدهی. یک پمپ دندهای بین اکسترودر و قالب، نوسانات فشار سمت قالب را از نوسانات سمت پیچ جدا میکند. سپس رزین مذاب از یک آویز لباس یا قالب T عبور میکند، جایی که مسیرهای جریان داخلی به طور مساوی مواد را در عرض کامل ورق توزیع میکنند. پارامترهایی مانند طول لبه، همگرایی لبه و تنظیم پیچ لبه، پروفیل جهت متقاطع را تعیین میکنند.
- خنکسازی و کالیبراسیون. پلاستیک مذاب از اکسترودر وارد قالب میشود. در اینجا، ماده اکسترود شده وارد یک توده سه غلتکی میشود. یک غلتک خنککننده اولیه، مذاب را دریافت میکند؛ فاصله بین آن غلتک و لبه قالب، ضخامت اولیه را تعیین میکند. غلتکهای بعدی یک سطح صاف ایجاد میکنند و ورق را از پنجره انجماد خود عبور میدهند. کتابچه راهنمای پردازندههای اکستروژن Dynisco اشاره میکند که عرض سطح قالب معمولاً حدود نصف عرض ورق نهایی است، اما برای رزینهای با شاخص ذوب بالاتر، کمی بیشتر است.
- برش و پردازشهای بعدی. لبهها برش داده میشوند تا تغییرات ابعادی طبیعی در عرشه قالب از بین برود، سپس ورق یا به طول برش داده میشود یا روی یک دستگاه پیچنده برجک از ماسوره جدا میشود. تجهیزات ترموفرمینگ درون خطی میتوانند ورق گرم را مستقیماً به ایستگاه شکلدهی تغذیه کنند. بنابراین مرحله دوم گرم کردن مجدد حذف میشود.
📐 نکته مهندسی
مرحله ۳ مسئول اکثر مشکلات مربوط به ضخامت نازک است. افزایش ناگهانی دما از پیچ به صورت تغییر در ضخامت جانبی ماشین (MD) ظاهر میشود؛ توزیع ناهموار دمای قالب به صورت تغییر در جهت متقاطع (CD) ظاهر میشود. یک پمپ دندهای، افزایش ناگهانی دما را از بین میبرد؛ پروفیل حرارتی لبه قالب (کمی داغتر کردن لبههای داغ) جریان یکنواخت CD را بدون درگیر شدن در چرخه ماشینکاری مجدد قالب حفظ میکند.
انتخاب مواد: PVC، PE، PP، PET، ABS، HDPE و پلی کربنات
انتخاب مواد از میان انواع مواد موجود، در نهایت تمام پارامترهای بعدی - نقاط تنظیم بشکه، هندسه مارپیچ، بافتهای سطح غلتک و حداکثر سرعت خط که در آن وضوح و خواص ضربه شروع به تجزیه میکنند - را کنترل میکند. هفت ماده پلاستیکی رایج ذکر شده در زیر، اکثر اکستروژن ورقهای پلاستیکی تجاری را شامل میشوند. محدودههای دمایی ذکر شده در زیر یا از تنظیمات خط تولید سازنده یا از یک مطالعه بررسی شده توسط همتا در مورد تأثیر سرعت مارپیچ بر PP، HDPE و PET گرفته شده است (MDPI علمی ۲۰۲۶).
| رزین | محدوده معمول لوله | دمای سطح رول | استفاده از ورق رایج | یادداشت |
|---|---|---|---|---|
| PVC (سفت و سخت) | 160-200 ° C | رول 155-175 درجه سانتی گراد (بائوشنگ) | تابلوهای ساختمانی، علائم | آزادسازی HCl در دمای بالاتر از 205 درجه سانتیگراد؛ پایدارکننده حرارتی غیرقابل مذاکره است |
| پلی اتیلن / پلی اتیلن سنگین | 180-240 ° C | 50-80 ° C | ژئوممبران، بسته بندی | پنجره پردازش گسترده طبق راهنمای LyondellBasell |
| PP | 200-260 ° C | 30-65 ° C | فضای داخلی خودرو، سینیهای غذا | دمای غلتک پایینتر، بلورینگی و سفتی را افزایش میدهد |
| PS / باسن | 180-240 ° C | 30-50 ° C | سینیهای یکبار مصرف، روکشهای یخچال | پنجره باریک؛ خطر شکستگی ناشی از ذوب در دمای بالاتر از ۲۵۰ درجه سانتیگراد |
| PET / APET / CPET | 270-300 ° C | 80-120 ° C | بسته بندی مواد غذایی سفت و سخت، تاول زده | قبل از خشک کردن، تا کمتر از ۵۰ ppm خشک کنید؛ قطره داخل وریدی دائمی است |
| PMMA (اکریلیک) | 200-250 ° C | 60-90 ° C | صفحه نمایش نوری، نمایشگرها | مقاوم در برابر اشعه ماوراء بنفش اما نرم در برابر خراش؛ غلتک جلا دهنده بسیار مهم است |
| PC | 280-320 ° C | 80-120 ° C | شیشه کاری، محافظ ماشین آلات | رطوبتپذیر؛ قبل از اجرا تا ≤100 ppm خشک شود |
| سیستم ترمز ضد قفل (ABS) | 210-240 ° C | 40-80 ° C | آستر یخچال، تزئینات خودکار | سطح قابل چاپ بدون پرایمر |
خیلی به ندرت پیش میآید که انتخاب بین دو رزین کاندید فقط به خواص آنها بستگی داشته باشد. یک گرید با مدول مناسب، با در نظر گرفتن انرژی اضافی خشککن و هزینه ضایعات، ممکن است در مقایسه با گرید جایگزین، 30٪ گرانتر باشد. یک پاسخ منصفانه این است: رزینی را که واقعاً چند فوت از آن را در خط تولیدی که استفاده خواهید کرد، از بچ مشخصی که واقعاً خریداری خواهید کرد، امتحان کنید. برگه اطلاعات شما یک فرمول اولیه ارائه میدهد، نه نتیجه نهایی.
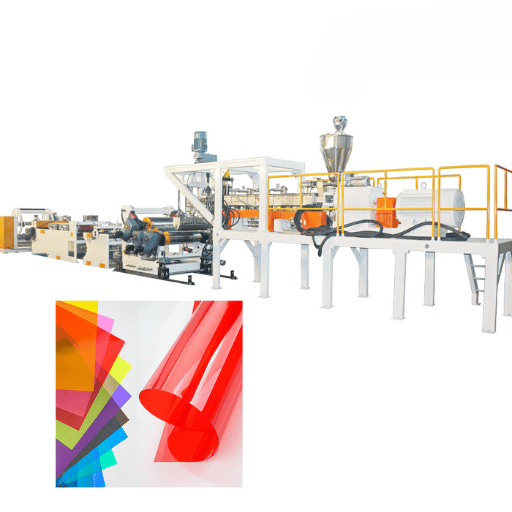
پیکربندی خط اکستروژن ورق: قطعات و تجهیزات

سیستمهای اکستروژن مدرن برای تولید ورق از هفت زیرسیستم ساخته شدهاند که همگی برای رزین و ضخامت هدف بهینه شدهاند. حذف هر یک از آنها امکانپذیر است، اما تقریباً همیشه منجر به تغییر عیب از آن زیرسیستم حذفشده میشود.
- •
اکسترودر تک مارپیچ یا دو مارپیچ. قلب ذوب. تک ماردونه رزین بکر را کنترل میکند؛ ماردونه دو ماردونه برای آمیزهکاری، آسیاب مجدد و گریدهای پرفیلر ترجیح داده میشود. نسبت طول به قطر (L/D) 24:1 تا 30:1 بیشتر ورقکاریها را پوشش میدهد.
- •
تغییر دهنده صفحه نمایش. آلودگی را قبل از پمپ دندهای جذب میکند. تعویضکنندههای مداوم صفحه، وقفه تولید واحدهای پلیتمانند را از بین میبرند - که هنگام اجرای جریانهای PCR اهمیت دارد.
- ✔
پمپ دنده ای (پمپ مذاب). فشار سمت قالب را از خروجی اکسترودر جدا میکند. یک ارتقاء با بالاترین ضربه برای ورقهای نازک و آسانترین روش برای مقاومسازی.
- ✔
میکسر استاتیک (اختیاری). دمای مذاب و رنگ را قبل از قالب همگن میکند. در خطوط دوزینگ مستربچ یا کو-اکستروژن اجباری است.
- ✔
قالب ورق. هندسه آویز لباس پیشفرض است؛ قالبهای T و قالبهای دو-خمشی برای کارهای با عرض کم یا اکستروژن همزمان استفاده میشوند. وضوح پیچ لب تعیین میکند که چقدر میتوانید پروفیل CD را با دقت اصلاح کنید.
- ✔
پشته کالیبراسیون سه غلتکی. پیکربندیهای رو به پایین، رو به بالا، J-stack یا عمودی وجود دارد؛ بهترین انتخاب به پنجره دمای ورق و طرح پاییندست بستگی دارد. رولها دارای تاج کوچکی هستند تا انحراف تحت بار را جبران کنند.
- ✔
حمل و نقل، برش لبه، و دستگاه پیچنده/برش. دستگاههای حمل و نقل سروو موتور، حلقه را با حسگر گیج میبندند؛ یک کشنده آهسته که گیج ضخامت را میخواند، به طور خودکار سرعت میگیرد. بازیابی لبههای برش خورده (سنگزنی و تغذیه درون خطی) نیاز به رزین خام را کاهش میدهد.
توان عملیاتی بر اساس اندازه اکسترودر و سرعت ماردون. خطوط آزمایشگاهی و پایلوت حدود 30 کیلوگرم در ساعت کار میکنند؛ خط تولید بستهبندی مواد غذایی PP/PET معمول در محدوده 200 تا 800 کیلوگرم در ساعت کار میکند؛ خطوط ورق ترموفرمینگ PET با سرعت بالا 900 تا 1,200 کیلوگرم در ساعت برای تغذیه چند اکسترودر و درایوهای گشتاور بالا غیرمعمول نیستند. انتخاب تجهیزات اکستروژن برای ارائه برنامه ورق جدید تقریباً همیشه با هدف حجم شروع میشود و از طریق اندازه ماردون، ظرفیت پمپ دندهای و عرض قالب تقسیمبندی میشود.
پارامترهای بحرانی فرآیند: کنترل دما، فشار و نرخ خنکسازی
سه حلقه بسته تصمیم میگیرند که آیا یک خط تولید، محصول نهایی ممتاز، ممتاز یا قراضه را ارسال میکند: پایداری دمای مذاب، پایداری فشار مذاب و کنترل سیستم خنککننده. هر کدام یک محدوده هدف مشخص دارند و هر کدام با سختافزارهای امروزی قابل اجرا هستند.
- ✔
دمای ذوب: در هر منطقه در محدوده ±۲ درجه سانتیگراد از نقطه تنظیم نگه دارید. حتی یک تغییر ۲ تا ۳ درجه سانتیگراد، ویسکوزیته پلیمر را به اندازه کافی تغییر میدهد تا ضخامت MD را نشان دهد. PID چند ناحیهای با خنککننده مستقل هوا یا آب، پاسخ استاندارد است.
- ✔
فشار مذاب: پمپ دندهای، موج را تا کسری از مقادیر اکسترودر بدون پوشش کاهش میدهد. میزان دقیق کاهش به طراحی مارپیچ و ثبات تغذیه بستگی دارد، اما ورق تغذیه شده با پمپ چیزی است که امکان دستیابی به پروفیل گیج ±0.5% را فراهم میکند.
- ✔
نرخ سیستم خنککننده: دمای سطح غلتک، میزان بلورینگی را کنترل میکند. یکی از متخصصان در مورد خنکسازی PP در انجمن r/plastic به خوبی این موضوع را بیان کرد: «دمای بالاتر به معنای سرعت خنکسازی کمتر و در نتیجه بلورینگی کمتر است» که مستقیماً بر مدول و براقیت سطح در رزینهای نیمه بلوری تأثیر میگذارد.
کنترل دما چه نقشی در اکستروژن ورق دارد؟
دما به عنوان متغیر اصلی عمل میکند. این متغیر، ویسکوزیته مذاب (و در نتیجه فشار مذاب) را تعیین میکند، سرعت خنکسازی (و بنابراین بلورینگی و تابخوردگی) را کنترل میکند و زمان ماندگاری پایدار را بدون تخریب رزینهای حساس به حرارت تضمین میکند. خطوط پیشرفته، کنترل چند ناحیهای سیلندر را با وضوح ۱ درجه سانتیگراد انجام میدهند، گرمکنهای الکتریکی قالب را در ناحیه کف قالب تعبیه میکنند که افت فشار در سراسر قالب را جبران میکند و غلتکهای خنککننده با کنترل جداگانه را تعبیه میکنند تا ورق در یک پروفایل دمایی خاص به جای یک پروفایل تصادفی، وارد و از پشته خارج شود.
کنترل ضخامت، حلقه را کامل میکند. یک گیج غیرتماسی - گیج بتا برای اندازهگیری جرم مطلق، اشعه ایکس یا مادون قرمز برای اندازهگیری نسبی - عرض ورق را طی میکند، یک پروفایل به کنترلکننده ارائه میدهد و محرکهای پیچ لبه را در زمان واقعی تنظیم میکند. مرجع کنترل گیج بخش اکستروژن SPE توصیه میکند که پروفیل میانگین با دقت ۰.۵٪ یا بهتر باشد، و سیستمهای کنترل خودکار گیج (AGC) خوب میتوانند بدون دخالت اپراتور به این هدف دست یابند. افزایش گیج متناسب است: ۱٪ بهبود در یکنواختی گیج در یک خط ۶۰۰ کیلوگرم در ساعت به معنای تقریباً ۶ کیلوگرم در ساعت رزین است که دیگر هزینه حمل آن را پرداخت نمیکنید.
کاربردهای صنعتی: بستهبندی، خودرو، ساخت و ساز، پزشکی
ورقهای پلاستیکی اکسترود شده سپس به چهار بازار نهایی هدایت میشوند که در مجموع بیشترین سهم تولید ورقهای تخت پلاستیکی را بر عهده دارند. کاربردهای اکستروژن ورق به طور عمده در دستههای زیر قرار میگیرند.
| بخش | محصولات ورق معمولی | رزینهای غالب |
|---|---|---|
| بسته بندی غذا | سینیها، تاولها، ظروف اغذیه، دربها | PET / APET / CPET، PP، PS |
| خودرو | پنلهای درب، آستر صندوق عقب، زیرسازی داشبورد | ABS، HDPE، PP/TPO |
| ساخت | شیشه، پارتیشن، تابلو، روکش استخر | کامپیوتر، پی وی سی، پی ام ام ای |
| پزشکی | بستههای تاولزده سفت و سخت، پایههای سینی، جداکنندهها | PET-G، PVC، PP |
شکل ۱ در شرایط عادی، وقتی به عقب برمیگردید، واقعاً این شکلی است. خارج از تصویر کلان، این موضوع هنگام تعیین ابعاد ظرفیت وارد معادله میشود. طبق Grand View Researchبازار جهانی پلاستیکهای اکسترود شده از سال ۲۰۲۴ تا ۲۰۳۰ با نرخ رشد مرکب سالانه ۳.۹ درصد رشد خواهد کرد و به ۲۲۱.۱۸ میلیارد دلار خواهد رسید. محرکهای مختلف بازار نهایی، رشد نابرابر را تقویت خواهند کرد، به طوری که اشکال بستهبندی مواد غذایی سفت و سخت، تقاضای پلاستیک را برای رشد حجم محصول از تجارت الکترونیک و قالبهای بستهبندی غذای آماده، هدایت میکنند.
اکستروژن ورق در مقابل کلندرینگ در مقابل قالبگیری تزریقی: چه زمانی باید هر کدام را انتخاب کنیم؟
سه فرآیند در برخی کاربردها همپوشانی دارند و در برخی دیگر تقریباً به طور کامل از هم جدا میشوند. مزایای عملی اکستروژن ورق در محدودههای حجمی و ضخامتی خاص و نه در کل فرآیند، خود را نشان میدهد. مقایسه دقیق، A در مقابل B نیست، بلکه مقایسه فرآیندی است که در ترکیب مشخصی از حجم، ضخامت و جنس، از دیگری شکست میخورد.
چارچوب سه پرسشی برای انتخاب اکستروژن ورق
- چند متر خطی در سال؟ برای کمتر از حدود ۵۰،۰۰۰ متر ورق نهایی، ترموفرمینگ یک ورق اصلی خریداری شده به جای تولید آن در محل، از نظر اقتصادی توجیه بهتری دارد. بالاتر از آن، اکستروژن داخلی شروع به پوشش نقطه بازگشت سرمایه و استهلاک میکند. بالای ۵۰۰،۰۰۰ متر، عملیات چند خطی اختصاصی یا کلندرینگ از نظر هزینه مزیت دارد.
- چه ضخامت و عرضی؟ بازار اکستروژن ورق در اینجا از 0.25 میلیمتر تا حدود 12 میلیمتر است. زیر 0.25 میلیمتر، فیلمهای ریختهگری یا دمشی نیز از نظر اقتصادی مقرون به صرفه هستند. بالای 12 میلیمتر، اکستروژن تختهای یا قالبگیری فشاری.
- چند ماده؟ چند لایه؟ تک لایه بودن یک ماده، چیز سادهای است. اکستروژن همزمان چند رزینی، ۵ لایه یا بیشتر به یک بلوک تغذیه متفاوت و بودجه قالب متفاوت نیاز دارد - اگر هیچ مانع یا عملکرد تزئینی وجود ندارد، برای تعداد لایهها هزینه نکنید.
✔ اکستروژن ورق چه زمانی برنده میشود؟
- هدف، محصول مسطح پیوسته است
- ضخامت 0.25 تا 12 میلیمتر است
- بودجه ابزار محدود است: هزینه قالبهای اکستروژن ۸۰ تا ۹۰ درصد کمتر از قالبهای تزریق است (طبق آنالیز Xometry)
- شما میتوانید تبدیل پاییندستی را با رولهای ورق بافر کنید
⚠ به جای آن، کلندرینگ یا تزریق را انتخاب کنید
- حجم سالانه از صرفه اقتصادی کلندرینگ فراتر میرود (بهویژه حجم زیاد PVC سخت)
- قطعه نهایی دارای هندسه سهبعدی یا ویژگیهای دقت است - قالبگیری تزریقی
- الزامات ضخامت ورق کمتر از 0.05 میلیمتر تلرانس در عرض - کلندرکاری با غلتکهای چرخدنده سیارهای
عیوب رایج و عیبیابی: تاب برداشتن، تغییر ضخامت، مشکلات سطحی
دسته بندی عیوب در اکستروژن ورق معمولاً حول پنج حالت خرابی تکرارشونده جمع میشوند. هر کدام یک علت غالب و یک راه حل عملی در اولین مرحله، قبل از ورود به خط تولید، دارند.
| نقص | علت غالب | رفع مشکل در اولین اقدام |
|---|---|---|
| گنبد وارپ/ورق (TD) | اختلاف دمای رول خنککننده | دمای رول پایینی را کاهش دهید؛ دمای رول بالایی را افزایش دهید (به ازای هر راهنمای عیبیابی NatureWorks Ingeo) |
| مرکز ضخیم / لبههای نازک (CD) | عدم تعادل دمایی عرضی یا زمین قالب | پیچهای لبه را تنظیم کنید؛ قالب را از نظر حرارتی برش دهید (لبهها داغتر شوند)؛ میله محدودکننده را نصب یا بررسی کنید |
| تغییرات ضخامت MD دورهای | پیچ فرسوده، لقی چرخدنده در هنگام حمل و نقل، لرزش ناشی از غلتش غلتکها | سیستم انتقال قدرت را بررسی کنید؛ هم محوری در مسیر حرکت را بررسی کنید؛ به دنبال ساییدگی پرههای مارپیچ باشید. |
| پوست کوسه / پوست پرتقال | برش بیش از حد در لبه قالب، به خصوص در گریدهای خطی PE | دمای لبه قالب را افزایش دهید؛ سرعت خط را کاهش دهید؛ کمک فرآیند پلیمری را در نظر بگیرید |
| ژلها و رگههای ذوب نشده | آلودگی، رزین ذوب نشده، خرابی خشککن در PET/PC | بسته توری را بررسی کنید؛ نقطه شبنم خشککن را تأیید کنید؛ گلوگاه تغذیه را از نظر نفوذ رطوبت بررسی کنید |
بیشتر تاب برداشتن TD ناشی از تشخیص اشتباه مشکل قالب است. قبل از تنظیم پیچهای لبه، دلتا T غلتک خنککننده را تعمیر کنید. متخصصان حوزه خنککننده PP در انجمن r/plastic به همین علت ریشهای اشاره میکنند: دمای غلتک، سرعت خنک شدن را مدیریت میکند، سرعت خنک شدن، بلورینگی را مدیریت میکند، و تغییر در میزان بلورینگی باعث تاب برداشتن میشود.
اکستروژن همزمان: ورقهای چند لایه برای کاربردهای مانع و ممتاز

ورق تک مادهای زمانی مشکلساز میشود که یک محصول نهایی به طور همزمان دو ویژگی ناسازگار را درخواست کند: وضوح نوری و مانع اکسیژن، یا سطح قابل چاپ و تماس با غذا. اکستروژن همزمان، لایههای ناسازگار را در کنار هم قرار میدهد و از اکسترودرهای جداگانه از طریق یک قالب تغذیه/چند منیفولد به یک ورق لمینت شده واحد تبدیل میشود.
معماریهای رایج پشته عبارتند از AB (دو لایه)، ABA (ساندویچی با پوسته تکبعدی در هر طرف)، ABABA (پنج لایه با یک رزین مانع مرکزی و لایههای اتصال متقارن). خطوط بستهبندی مواد غذایی به طور معمول پشتههای ۵ و ۷ لایهای از رزینهای PA، EVOH، PP، PE و اتصال تولید میکنند. کواکستروژنهای نه لایه در دانشگاهها به خوبی مستند شدهاند و در عمل بسیار فراتر از نیاز اکثر کارخانهها مورد استفاده قرار میگیرند.
«توانایی EVOH در جذب اکسیژن، حساسیت به رطوبت را کاهش میدهد. قرار دادن آن بین لایههای PE یا PP غیر هیدروفونیک در یک ساختار کواکسترود شده، مانع را از بین میبرد. به همین دلیل است که EVOH تقریباً به طور کامل در وسط ورق بستهبندی مواد غذایی قربانی میشود و هرگز روی پوست دیده نمیشود.»
هزینه تابعی نامتناسب از تعداد لایهها است - مقیاس بلوکهای تغذیه تغییر میکند، اما قالبها این کار را نمیکنند. تغییر از سه لایه به پنج لایه ممکن است مستلزم بازسازی قالب باشد، سازندگان با تعداد لایهها پس از آن کنار میآیند.
آینده اکستروژن ورق: rPET، بیوپلاستیکها و نظارت بر صنعت ۴.۰
سه نیرو وجود دارد که تعیین میکند کارخانهها چه چیزی و چگونه میخرند. خیر، هیچکدام از این سه نیرو حدس و گمان نیستند - هر کدام بر قیمتهای اعلامشده در سال ۲۰۲۶ تأثیر میگذارند.
۱. PET بازیافتی در تماس با مواد غذایی تا چه حد میتواند مورد استفاده قرار گیرد؟ راهنمای FDA در مورد پلاستیکهای بازیافتی در بستهبندی مواد غذایی پردازندههای جریانی را از طریق رویه نامه عدم اعتراض (LNO) که برای تأیید یک یا چند ماده بازیافتی پس از مصرف لازم است، هدایت میکند؛ بر اساس مجوزهای پلیمری در 21 CFR قسمت 177واقعبینانه، ورق ۱۰۰٪ rPET برای سینیهای غذا اکنون میتواند اتفاق بیفتد - از بطریهای در تماس با غذا یا به هر طریق دیگری حاوی ضایعات با طرح ایمن، و یک قوطی LNO را کامل نگه دارید: حالتهای خرابی (سطح آلودگی و قابلیت شستشو) اندازهگیری شدهاند. مطمئناً در سال ۲۰۲۶ شاهد خواهیم بود که مشخصات صاحبان برند، ۵۰٪ rPET را درخواست میکنند.
۲. رزینهای زیستپایه و قابل کمپوست شدن عملیاتی میشوند. PLA، PBAT، PHA و PVA دیگر در حوزه تحقیق و توسعه (R&DM) نیستند. پنجرههای فرآیند باریکتر از معادلهای پتروشیمیایی هستند و معمولاً نیاز به تنظیم پروفیل دارند - دمای پایینتر بشکه، خنکسازی ملایم، احتمالاً طراحی مارپیچ متفاوت. کارخانههایی که قادر به تبدیل گریدهای نفتی و زیستی روی یک مجموعه تجهیزات هستند، با تغییر تقاضای مشتری، از خطوط تک جریانی پیشی خواهند گرفت.
۳. صنعت ۴.۰ حلقه را از ابتدا تا انتها میبندد. کارخانه با ترکیب کنترل PID چند منطقهای، بازخورد فشار پمپ دندهای، اسکن AGC و ثبت دادهها در سطح SCADA، خطی ایجاد میکند که بدون انتظار برای مداخله اپراتور، به رویدادهای درون باندهای رانش پاسخ میدهد. نظارت بر وضعیت - از طریق جریان موتور، ارتعاش گیربکس و چرخه کار بخاری بشکه - در حال گذار از فهرست ویژگیهای خاص تأمینکننده به مشخصات خرید استاندارد است. گروه تحقیقات بازار صنعت هوش مورد استفاده تخمین زده میشود که بازار کلی ماشینآلات پردازش پلاستیک در سال ۲۰۲۶ به ۳۴.۷۲ میلیارد دلار آمریکا با نرخ رشد مرکب سالانه ۴.۵۳ درصد تا سال ۲۰۳۱ برسد، و درآمد حاصل از خطوط هوشمند سریعتر از رقم اصلی رشد خواهد کرد.
اگر برای یک خط تولید جدید با تاریخ تحویل ۲۰۲۶-۲۰۲۷ قیمتگذاری میکنید، نکات کاربردی ساده هستند: از فروشندگان بپرسید که این خط تولید چگونه واجد شرایط خوراک ۱۰۰٪ rPET است، چه گریدهایی از رزین زیستی را آزمایش کردهاند و چه دادههایی را ثبت میکنند. پاسخها نشان میدهد که آیا شما درخواست خط تولید ۲۰۲۶ را دارید یا یک خط تولید تبدیلشده ۲۰۱۸.
سوالات متداول در مورد اکستروژن ورق

س: محدوده ضخامت معمول تولید شده توسط اکستروژن ورق چقدر است؟
مشاهده پاسخ
س: آیا اکستروژن ورق برای تولید با حجم کم مناسب است؟
مشاهده پاسخ
س: آیا پلاستیکهای بازیافتی مانند rPET و rHDPE میتوانند در خطوط اکستروژن ورق استاندارد پردازش شوند؟
مشاهده پاسخ
س: کیفیت محصول در طول اکستروژن ورق چگونه کنترل میشود؟
مشاهده پاسخ
س: تأثیر زیستمحیطی اکستروژن ورق چیست؟
مشاهده پاسخ
س: چه اقدامات احتیاطی ایمنی برای عملیات اکستروژن ورق لازم است؟
مشاهده پاسخ
س: هزینه تجهیزات فرآیند اکستروژن ورق در مقایسه با اکستروژن فیلم چگونه است؟
مشاهده پاسخ
مقالات مرتبط
- اکستروژن چیست؟ مروری بر فرآیند و کاربردهای صنعتی - مفهوم بالادستی که پروفیل، ورق، فیلم و اکستروژن قالبگیری دمشی را در کنار هم پوشش میدهد
- ماشین آلات اکستروژن پلاستیک: انواع، انتخاب و راهنمای خرید - همراه دستگاه که پیچ، سیلندر و سیستم انتقال قدرت را سوراخ میکند
- ترموپلاستیکها: خواص، دستهبندیها و گریدهای سازگار با ورق — مرجع رزین-خانواده با همان مجموعه دادههای دمایی و مکانیکی که در بالا استفاده شده است
- دستگاه اکسترودر هات ملت: کاربردهای چسب و ورقهای تخصصی - فرآیند مجاور برای فیلمهای ذوب داغ و لایههای چسب
- اکستروژن آلومینیوم ۸۰/۲۰: قاببندی T-slot برای کف کارخانه - همتای اکستروژن فلزی برای زیرساختهای کارخانه در اطراف خطوط ورق
درباره این تحلیل اکستروژن ورق
این سند از مرجع اصطلاحات ASTM D883، تحقیقات فرآوری منتخب، کتابچه راهنمای پردازشگرهای اکستروژن Dynisco و راهنماییهای FDA در مورد پلاستیکهای بازیافتی گردآوری شده است - هرگونه وزنی که به محدودههای دمای خام، دادههای تلرانس ضخامت (0.5٪ در هر SPE) و فرآیند نامه عدم اعتراض FDA برای استفاده در تماس با مواد غذایی 100٪ rPET داده شده است، برای اطمینان از این است که این مقادیر در مشخصات کارخانه جدید و مشخصات محصول مشتری در سال 2026 اعمال میشوند.
منابع و مراجع
- اصطلاحات استاندارد ASTM D883-19 مربوط به پلاستیکها — ASTM بینالمللی
- ارزیابی تجربی اثرات دما و سرعت مارپیچ بر اکستروژن PP، HDPE و PET — MDPI Sci، داوریشده توسط همتا
- راهنمای پردازش فیلم پلی اتیلن — شرکت فورموسا پلاستیکس آمریکا
- کتابچه راهنمای پردازندههای اکستروژن داینیسکو — دینسکو
- راهنمای اکستروژن فیلم پلی اولفین — لیوندل بازل
- کنترل گیج — ویکی بخش اکستروژن SPE — انجمن مهندسان پلاستیک
- عیبیابی فرآیند اکستروژن ورق Ingeo — شرکت نیچرورکس
- پلاستیکهای بازیافتی در بستهبندی مواد غذایی — سازمان غذا و داروی آمریکا
- ۲۱ CFR بخش ۱۷۷ - افزودنیهای غذایی غیرمستقیم: پلیمرها — مجموعه قوانین فدرال ایالات متحده
- گزارش اندازه و رشد بازار پلاستیکهای اکسترود شده ۲۰۲۴-۲۰۳۰ — گرند ویو ریسرچ
- گزارش بازار ماشین آلات پردازش پلاستیک 2026-2031 — اطلاعات موردور
- فیلمهایی با فناوری کواکستروژن نه لایه و عملکرد مانع EVOH — موسسه فناوری روچستر



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)

