




Industrias láser de soldadura de copo metalico es un processo industrial altamente especializado que es de mucha importancia en la manufactura moderna automotriz e electricos، در نظر گرفتن کارایی بالا و دقت بالا در طول سالادورا. Sin emabrgo, la alta reflectividad y conductividad térmica que el cobre pose se suelen generar ciertos desafíos en nobles, que la لیزر جوشکاری مس تلاش یک میلیون ویژگی برای engrandecer el resultado نهایی. در مورد جوشهای جوشخورده، ژستهای راضیکننده از استوس، پوزهای انکساری کوبر، یکی از لاستیکها برای بهینهسازی لیزر son las utilizadas در اختیار داشتن این دستگاههای کاوشگر. A partir de este reforza global alle su bastante rámido márj gabag بدعت گذار مشترک adoso ai existentes eó reselatioverfi در سطح جهانی skirties و Ньюдmarkc w این چالش ها. در طول این مقاله، هر مرحله را توضیح میدهیم و این چالش را سادهتر و در دسترستر از آنچه به نظر میرسد نشان میدهیم.
چطور؟ جوش لیزری of مس کار کن
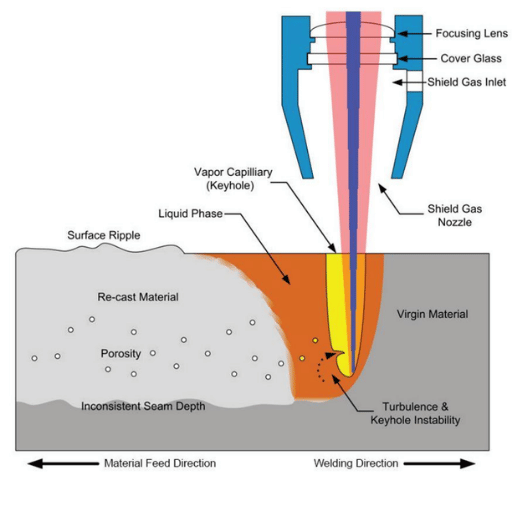
جوشکاری لیزری مس شامل اتصال دقیق مواد مسی با استفاده از پرتو نور پرقدرت است. انرژی بالای پرتو تولید شده توسط لیزر توسط سطح مس جذب میشود و این باعث ذوب موضعی میشود که منجر به تشکیل یک جوش قوی میشود. اطمینان از حفظ جذب مناسب انرژی به دلیل رسانایی حرارتی و بازتاب مس که به بالا بودن آن معروف است، بسیار مهم است. پیشرفتهای حاصل از شکرگزاری، مانند استفاده از طول موج کوتاهتر لیزر و تکنیکهای مدولاسیون پرتو، سهولت و اثربخشی کار انجام شده را تا حد زیادی افزایش داده است. این افزایش در کاربردهای مدرن مورد توجه است زیرا جوشهای تمیز، قوی و دقیق را تضمین میکند، و همچنین در کاربردهایی که اعوجاج کمتری مورد توجه است.
پایه چیست؟ فرآیند جوشکاری لیزری برای مس؟
برای اطمینان از نتایج بهینه از عملیات جوشکاری لیزر مس، باید چندین مرحله حیاتی دنبال شود. سطوح باید از هرگونه مواد آلاینده، از جمله روغنها و اکسیدها، اما نه محدود به آنها، تمیز شوند. آلایندهها را میتوان به سادگی با استفاده از تمیزکاری شیمیایی یا سایش مکانیکی از بین برد. پس از اتمام مراحل آمادهسازی، یک پرتو لیزر بر روی ناحیه جوش متمرکز میشود. چگالی توان پرتو باید به اندازه کافی بالا باشد. برای مس، طول موجهای بهینه سبز (532 نانومتر) و مادون قرمز (1,064 نانومتر) هستند.
با توجه به رسانایی حرارتی بالای مس، انرژی باید به طور یکنواخت و سریع تحویل داده شود، که معمولاً از طریق لیزرهای پالسی یا موج پیوسته، بسته به کاربرد، انجام میشود. از نظر تنظیمات جوشکاری پرسرعت، آنها قادر به دستیابی به سرعت 2 تا 10 متر بر دقیقه هستند که با کاهش اعوجاجهای مربوط به زمان ناشی از گرمای بیش از حد، به افزایش راندمان کمک میکند. علاوه بر این، استفاده از مدولاسیون و نوسان پرتو، توزیع یکنواخت انرژی را افزایش میدهد و در نتیجه کیفیت جوش بهبود یافته و تخلخل کاهش مییابد.
استفاده از گاز محافظ، که معمولاً از آرگون یا نیتروژن تشکیل شده است، یکی دیگر از جنبههای بسیار مهم در کنترل اکسیداسیون در طول فرآیند جوشکاری است. گنجاندن سیستمهای کنترل بازخورد، مانند حسگرهای نوری یا دوربینهای حرارتی، کنترل بازخورد را برای نظارت و کنترل دقیق در کاربردهای صنعتی تسهیل میکند. سیستمهای جوشکاری لیزری مدرن، نرخ بهرهوری تا 90٪ را نشان دادهاند که از نظر اقتصادی برای صنایع خودرو، الکترونیک و هوافضا سودمند است.
این پیشرفتها، اثربخشی جوشکاری لیزر را به عنوان روشی برای کار بر روی مس با توجه به سطوح بازتابنده آن به همراه رسانایی حرارتی بالا، تقویت میکند.
چرا؟ رسانایی حرارتی بالا یک چالش؟
راندمان رسانایی حرارتی در مس به میزان ۴۰۰ وات بر متر مکعب در دمای ۲۰ درجه سانتیگراد، در فرآیندهای جوشکاری و برش لیزری با چالشهایی مواجه میشود. انرژی لیزر به سرعت تلف میشود و انرژی بسیار کمی در ناحیه جوشکاری باقی میماند. بنابراین، دستیابی به جوشکاری مس با لیزر پیچیده است و نیاز به صرف انرژی نسبتاً بیشتری با جوشکاری با قابلیت اطمینان کمتر دارد.
علاوه بر این، این تهدید، مناطق تحت تأثیر حرارت نامطلوب (HAZ) را ایجاد میکند که خطر تخریب خواص مکانیکی مواد و افزایش اعوجاج را به همراه دارد. HAZ در مورد موادی با رسانایی حرارتی بالا مانند مس یا ... خطر بیشتری دارد. آلومینیوم زیرا به لیزر بیشتری نیاز دارند جوشکاری. این عوامل میتوانند کنترل انرژی ناحیه همجوشی را پیچیده کنند، که مدیریت خطرات ایجاد عیوبی مانند نفوذ ناقص یا تخلخل را بسیار دشوار میکند.
از جنبه مثبت، پیادهسازی لیزرهای فیبری پرقدرت همراه با بهینهسازی سایر فرآیندها، به کاهش همه این چالشها کمک میکند. این بهینهسازیها ضمن بهبود کیفیت جوش، دقت را نیز افزایش میدهند. با این حال، نیاز به ورودی حرارتی خنثی همچنان وجود دارد، در حالی که رسانایی حرارتی غالب، حل این مسائل را بسیار دشوار میکند.
چه نقشی انجام می دهد قدرت لیزری در جوشکاری مس بازی کنید؟
سطح توان لیزر تأثیر قابل توجهی بر کارایی و موفقیت فرآیند جوشکاری مس دارد، به خصوص با توجه به خواص بازتابی قوی مس و رسانایی حرارتی بالای آن. ارائه توان بیشتر، نفوذ عمیقتر و یکپارچگی جوش را تسهیل میکند و مشکلات مربوط به کفایت انرژی مرتبط با مکانیسمهای ذوب مقاومتی این ماده را کاهش میدهد. تحقیقات نشان میدهد که برای مس، ذوب زمانی قابل دستیابی است که یک لیزر با چگالی توان در محدوده 10^4 و 10^6 وات بر سانتیمتر مربع متمرکز شود، که امکان پایداری اثر سوراخ کلید را در عین به حداقل رساندن نقص فراهم میکند.
توان لیزر اعمال شده بر سرعت جوشکاری و همچنین گرمای تولید شده تأثیر میگذارد. به عنوان مثال، سطوح بالاتر توان به افزایش نرخ پردازش کمک میکند، که یک عامل مفید برای کاربردهای صنعتی است که نیاز به دقت همراه با توان عملیاتی بالا دارند. با این اوصاف، هر چیزی بالاتر از سطح بهینه (توان اضافی) مشکلاتی مانند نفوذ بیش از حد، پاشش بیش از حد یا آسیب به نواحی اطراف جوش را ایجاد میکند.
توسعه سیستمهای جدید لیزر دو پرتویی و پالسی، با بهینهسازی تحویل توان و کاهش تلفات بازتاب، کارایی استفاده از انرژی را افزایش میدهد. به طور خاص، توانایی تنظیم دقیق توان خروجی با لیزرهای پالسی، جوشکاری دقیق ورقهای نازک مسی را افزایش میدهد و در نتیجه مناطق برخورد حرارتی را کاهش میدهد. استفاده از توان لیزر کافی در کنار سایر استراتژیها مانند نظارت بر زمان واقعی، شکلدهی پرتو و کانتورینگ، امکان دستیابی به نتایج قابل اعتماد حتی با هندسههای دشوار و توپوگرافیهای پیچیده سطح را فراهم میکند.
مهندسان با چالش ایجاد تعادل بین تنظیمات توان با تمرکز پرتو، کنترل پالس و سرعت جوشکاری مواجه هستند تا بتوانند جوشهای با کیفیت بالا تولید کنند و در عین حال ویژگیهای ماده مس را نیز در نظر بگیرند.
مزایای کلیدی چیست؟ مس جوش لیزری?

چطور؟ جوش لیزری بهبود کیفیت جوش?
با کمک کنترل دقیق انرژی و به حداقل رساندن ورودی گرما، جوشکاری لیزری کیفیت جوش را بهبود میبخشد. این امر منجر به اعوجاج حرارتی کمتر و کاهش ناحیه تحت تأثیر گرما میشود که یکپارچگی ماده اطراف را حفظ میکند. علاوه بر این، چگالی بالای انرژی لیزر امکان نفوذ عمیق و جوشهای یکنواخت روی مس، مادهای با رسانایی حرارتی بالا، را فراهم میکند. این فرآیند همچنین امکان تکرارپذیری بالا را فراهم میکند که ثبات را در چندین جوش تضمین میکند. در مقایسه با روشهای جوشکاری سنتی، این عوامل منجر به جوشهای تمیزتر، قویتر و با کیفیت بالاتر میشوند.
چه چیزی ایجاد می کند جوشکاری لیزری مس کارآمدتر؟
در تحقیقات من در مورد کارایی جوشکاری لیزری مس، دو ویژگی برای من برجسته بود: دقت و سازگاری. کیفیت جوشهای حاصل به دلیل کاهش ورودی گرما به ماده مجاور افزایش مییابد که به نوبه خود اعوجاج را به حداقل میرساند. در مورد مس، با رسانایی حرارتی استثنایی آن، نفوذ انرژی قابل اعتماد و ثبات به دلیل چگالی انرژی قوی ارائه شده تضمین میشود. علاوه بر این، این فرآیند بسیار تکرارپذیر است و در نتیجه تطبیقپذیری لازم را برای کارهایی که نیاز به دقت و یکنواختی دارند، فراهم میکند.
برای فناوری های لیزری برای موارد زیر استفاده میشوند جوشکاری مس?

چگونه انجام دهید لیزر فیبر و لیزرهای دیسکی فرق داشتن؟
طیف تمایزات بین لیزرهای فیبری و لیزرهای دیسکی با طراحی و استراتژیهای تولید نور آنها آغاز میشود. کیفیت پرتو و کارایی از قابلیتهای لیزر فیبری هستند زیرا نور را به وفور در هسته فیبر نوری پخش میکنند. لیزرهای دیسکی به دلیل استفاده از یک کریستال نازک دیسکی شکل برای تقویت نور، کنترل حرارتی بسیار خوبی را ممکن میسازند. وقتی صحبت از قابلیت اطمینان برای جوشکاری میشود، هر دو به یک اندازه خوب عمل میکنند. برای اندازه جمع و جور و نگهداری کم، لیزرهای فیبری گزینه بهتری هستند. با این حال، لیزرهای دیسکی برای کاربردهایی که به قدرت و پایداری بیشتری نیاز دارند، بهتر هستند. هر دو نوع لیزر برای جوشکاری مس مناسب هستند، اما نیازهای عملیاتی خاص، انتخاب را تعیین میکند.
چه اهمیتی دارد لیزر سبز در جوشکاری مس؟
لیزرهای سبز به دلیل طول موج خاص و راندمان بالای خود در کار با موادی که دارای ویژگیهای بازتابی هستند، به عنوان یک منبع همه کاره و بیسابقه در زمینه جوشکاری مس عمل میکنند. با توجه به اینکه لیزر سبز در طیف نور مرئی قرار دارد و تقریباً 532 نانومتر طول موج دارد، در مقایسه با لیزرهای مادون قرمز، طول موج آن بهتر توسط مس جذب میشود. این جذب بهبود یافته به غلبه بر مشکلات بازتاب کمک میکند، که یک مشکل عمده در هنگام برش و کار با مس و سایر فلزات با بازتاب بالا است.
تحقیقات تأیید میکند که لیزرهای سبز در فرآیند جوشکاری مس، راندمان انرژی بالاتری را ارائه میدهند که احتمال بروز عیوب جوشکاری مانند تخلخل و عدم ذوب را کاهش میدهد. همچنین، میکروماشینکاری با لیزرهای سبز امکان کنترل دینامیک جوشکاری سوراخ کلید را در سطوح توان پایینتر فراهم میکند و دقت و کنترل بالاتری را ممکن میسازد. به عنوان مثال، مشخص شده است که با لیزرهای سبز، بیش از 60٪ جذب روی سطوح مس حاصل میشود، در حالی که این میزان با لیزرهای مادون قرمز معمولی کمتر از 5٪ است.
علاوه بر این پیشرفتهای قابل توجه، کاربرد لیزرهای سبز منجر به کاهش پاشش میشود و آنها را برای جوشکاری دقیق، بهبود یکپارچگی مواد و بسیار سودمند برای صنایعی مانند تولید الکترونیک و الکتروموبیلیتی مناسب میسازد. استفاده از لیزرهای سبز همچنین یکپارچگی جوش مورد نیاز در چنین صنایعی را بهبود میبخشد. علاوه بر این، راندمان انرژی و مصرف کمتر برق آنها در درازمدت به کاهش هزینههای عملیاتی منجر میشود و این لیزرها را به ابزاری مطلوب در کاربردهای صنعتی تبدیل میکند.
چطور؟ لیزر مادون قرمز از نظر عملکرد مقایسه کنید؟
لیزرهایی که تابش مادون قرمز ساطع میکنند، زیرا طول موج آنها بین ۸۰۰ نانومتر تا ۲۵۰۰ نانومتر است، وقتی در کنار لیزرهای سبز قرار میگیرند، ویژگیهای منحصر به فردی دارند که توجه را به خود جلب میکند. علاوه بر این، توان خروجی بالای ۱۰۰۰ وات آنها، آنها را در موقعیتی متنوع برای اهداف صنعتی، بالاتر از فلز، سرامیک و برخی پلیمرها قرار میدهد. علاوه بر این، فرآیندهایی مانند جوشکاری و ایجاد سوراخهای عمیقتر در مواد ضخیمتر، هنگام استفاده از لیزرهای مادون قرمز سریعتر و آسانتر میشوند. این امر، کار آسان را برای صنایعی مانند هوافضا و خودروسازی تسهیل میکند.
میکروماشینکاری فلزات سخت با استفاده از لیزرهای مادون قرمز مبتنی بر فیبر، موضوع دیگری است که باید مورد توجه قرار گیرد، زیرا کیفیت پرتو آنها به اندازه کافی بالا است تا ساختار ماده در حال میکروماشینکاری را حفظ کند و در عین حال به اندازه کافی دقیق باشد تا کارهای دقیقی انجام دهد.
با این وجود، لیزرهای مادون قرمز ممکن است با چالشهایی در کاربردهایی که شامل نواحی حرارتی با تلرانس کم یا موادی با بازتاب بالا مانند مس یا طلا هستند، مواجه شوند. برای این محدودیتها، لیزرهای سبز به دلیل جذب بالاتر و انتشار حرارتی کمتر برای لیزرهای با طول موج کوتاهتر، مؤثرتر هستند. در نهایت، انتخاب لیزرهای مادون قرمز یا سبز با معیارهای کاربردی خاص مربوط به ترکیب ماده، سطح دقت مورد نیاز و مقیاس عملیات تعیین میشود.
چگونه غلبه کنیم جوش لیزری چالش ها با مس?
چگونه مدیریت کنیم پاشیدن و استخر ذوب تشکیل؟
حفظ کنترل بر پاشش و تشکیل حوضچه مذاب در طول جوشکاری لیزری مس با توجه به رسانایی حرارتی بالای این ماده، بازتاب لیزر، جذب کم و به حداقل رساندن پاشش، پیچیده است. علاوه بر این، ما پارامترهای لیزر را با دقت کنترل میکنیم. کاهش توان لیزر و بهینهسازی مدت زمان پالس برای محدود کردن انتقال انرژی اضافی، به حداقل رساندن پاشش را افزایش میدهد که برای یکپارچگی جوش بسیار مهم است. مطالعات نشان میدهد که کاهش قابل توجه پاشش و بهبود کلی کیفیت جوش با محدوده فرکانس پالس ۱ تا ۵ کیلوهرتز حاصل میشود.
علاوه بر این، خطر انتقال حرارت نامنظم با تکنیکهای شکلدهی پرتو مانند فوکوس قابل تنظیم و پروفایلهای پرتو سفارشی به حداقل میرسد، در حالی که آرگون و هلیوم به عنوان گازهای محافظ پست، سرکوب پلاسما و تثبیت فرآیند جوش را امکانپذیر میسازند. پاشش بیشتر و القای دینامیک ناهموارتر حوضچه مذاب با استفاده از غربال گاز برای افزایش صافی به دلیل پتانسیل یونیزاسیون بالای هلیوم کاهش مییابد.
دوربینها و حسگرهای کواکسیال با ویژگیهای انطباق و پاسخ بلادرنگ به شرایط جوشکاری پیشرفته شدهاند و تضمین پارامترهای بهینه در کل فرآیند را ممکن میسازند. با پشتیبانی ترکیبی از فناوریها و رویکردهای فوقالذکر، تولیدکنندگان میتوانند به جوشهای مسی بهینه با نقص کم یا بدون نقص دست یابند.
چه تکنیکهایی بهبود مییابند؟ نفوذ و عمق جوش?
برای دستیابی به نفوذ عمیقتر و بهبود عمق جوش، ترکیبی از روشهای پیچیده و تنظیمات دقیقتر پارامترهای جوشکاری مورد نیاز است. به عنوان مثال، افزایش جریان جوشکاری، ورودی گرما را افزایش میدهد. مطمئناً، افزایش منبع گرما، نفوذ عمیقتر به داخل ماده را ممکن میسازد، اما باید برای جلوگیری از ایجاد ناحیه تحت تأثیر گرما (HAZ) یا سوختگی بیش از حد، این گرما تعدیل شود.
نکته مهم دیگر که باید در نظر گرفته شود، سرعت حرکت است. سرعتهای حرکت کمتر، تمرکز بیشتر گرما را ممکن میسازند و منجر به نفوذ و ذوب بهتر اتصال جوش میشوند. با این حال، کاهش بیش از حد سرعت حرکت میتواند منجر به هندسه نامطلوب مهره جوش، مانند تقویت بیش از حد یا الگوهای انحنای بیش از حد (موجدار) شود.
انتخاب و آمادهسازی فلزات نیز به همان اندازه مهم است که باید در نظر گرفته شود. برای سهولت دستیابی به ذوب بهتر، مواد پرکننده باید دارای نقاط ذوب منطبق یا کمی فراتر از نقطه ذوب ماده پایه باشند. علاوه بر این، آمادهسازی کافی لبه، مانند پخ زدن و شیار زدن، شانس دستیابی به نفوذ کامل در مواد ضخیم را بهبود میبخشد.
فناوریهای پیشرفتهای مانند جوشکاری پالسی، نفوذ را به میزان قابل توجهی افزایش میدهند. تنظیم دقیق حرارت در طول فرآیند جوشکاری را میتوان با استفاده از جوشکاری قوسی فلزی با گاز پالسی (GMAW-P) که جریانهای بالا و پایین را به طور متناوب تغییر میدهد، به دست آورد. این امر به طور مؤثر پاشش را از بین میبرد و در عین حال نفوذ قابل اعتمادی را در پیکربندیهای دشوار تضمین میکند.
علاوه بر این، استفاده از گازهای محافظ بر عمق جوش تأثیر میگذارد. در جوشکاری MIG، مخلوط آرگون و دی اکسید کربن (مانند ۸۵٪ آرگون و ۱۵٪ دی اکسید کربن) پایداری قوس را بهبود میبخشد و در عین حال نفوذ عمیقتر جوش را نیز تضمین میکند.
اطلاعات اخیر نشان میدهد که تکنیکهای جوشکاری با کمک لیزر، قابلیتهای نفوذ در جوشکاری نفوذی را به طور قابل توجهی بهبود بخشیدهاند. این تکنیک از قوس جوشکاری معمولی به همراه انرژی لیزر استفاده میکند. لیزر گرمای دقیق و متمرکزی را فراهم میکند که عمق نفوذ عمیقی را با حداقل جابجایی ممکن میسازد. متخصصان جوشکاری، در کنار بهینهسازی پارامترها، به تلاش خود برای دستیابی به عمق بیشتر بدون به خطر انداختن یکپارچگی سازه ادامه میدهند.
چگونه بهینه سازی کنیم پارامترهای لیزر برای نتایج بهتر؟
قدرت لیزری
کیفیت جوش و پارامترهای آن به شدت تحت تأثیر قدرت لیزر قرار دارند. عمق نفوذ بیشتر معمولاً با افزایش قدرت لیزر مرتبط است، اما گرمای بیش از حد یا پاشش بیش از حد ممکن است با قدرت بیش از حد رخ دهد. به عنوان مثال، برخی تحقیقات بیان میکنند که با قدرت ۱ کیلووات تا ۱۰ کیلووات، بسته به نوع و ضخامت ماده، عملکرد خوبی وجود دارد. برای حفظ کیفیت سطح، تأمین قدرت کافی برای کاربرد جوشکاری بسیار مهم است.
سرعت جوشکاری
ورودی گرما در واحد طول مستقیماً تحت تأثیر سرعت عملیاتی جوشکاری قرار دارد. حداکثر جذب انرژی مربوط به سرعتهای پایینتر است که عمق نفوذ را افزایش میدهد، در حالی که سرعتهای بالاتر میزان قرار گرفتن در معرض گرما را کاهش میدهند که باعث کاهش اعوجاج حرارتی میشود. معمولاً محدوده بهینه بین 0.5 متر در دقیقه تا 2.0 متر در دقیقه است. با این حال، پیکربندی اتصالات و خواص ماده ممکن است آن را تغییر دهد.
اندازه نقطه پرتو و موقعیت فوکوس
تغییر اندازه نقطه پرتو و موقعیت کانونی، بر چگالی انرژی تحویل داده شده به قطعه کار تأثیر میگذارد. تمرکز انرژی با اندازه نقطه کوچکتر بهتر است، که برای جوشهای باریک و عمیق مناسب است، و کمی عدم کانونی شدن میتواند برای اتصالات پهنتر مفید باشد. مطالعات نشان میدهد که برای مواد ضخیم، متمرکز کردن پرتو کمی پایینتر از سطح، برای دستیابی به حداکثر نفوذ، بهترین نتیجه را میدهد.
انواع گاز محافظ و نرخ جریان
انتخاب و سرعت جریان گاز محافظ تأثیر زیادی بر پایداری حوضچه جوش و سرعت اکسیداسیون دارد. آرگون و هلیوم گازهای رایج مورد استفاده هستند؛ در حالی که هلیوم انتقال انرژی کارآمد را افزایش میدهد، آرگون برای بسیاری از کاربردها مقرون به صرفهتر است. صرف نظر از نوع گاز، سرعت جریان بهینه معمولاً بین 10 تا 20 لیتر در دقیقه است.
تنظیمات خاص مواد
رسانایی و جذب حرارتی برای هر ماده متفاوت است. به عنوان مثال، استفاده از لیزرهای با طول موج خاص، مانند لیزر فیبر با طول موج 1.06 میکرومتر برای فولاد کربنی، منجر به جذب بهتر میشود. علاوه بر این، پیش گرم کردن مواد ضخیم یا بسیار بازتابنده، مانند آلومینیوم، میتواند ثبات را در حین جوشکاری افزایش دهد.
از طریق تنظیم دقیق پارامترهای مختلف و انجام آزمایشهای مربوطه برای مواد خاص، متخصصان میتوانند به نتایج برجستهای در مورد بهبود کیفیت جوش، نفوذ، عمق و یکنواختی دست یابند و در عین حال پتانسیل نقص را به حداقل برسانند. در حین کار، ابزارهای نظارتی پیشرفته مانند تصویربرداری حرارتی و سیستمهای بازخورد در زمان واقعی نیز برای اطمینان از حفظ پارامترها در محدوده بهینه تعریف شده، به همان اندازه مهم هستند.
برنامه های کاربردی چیست جوش لیزری in اجزای مسی?

چطور است جوش لیزری مورد استفاده در رسانایی الکتریکی برنامه های کاربردی؟
با توجه به دقت، اثربخشی و توانایی کار با موادی با رسانایی حرارتی بالا، مانند مس، جوشکاری لیزر در زمینههایی که رسانایی الکتریکی ضروری است، اهمیت دارد. کاربردها به همراه دادههای مربوط به مناطقی که جوشکاری لیزر در آنها مورد استفاده قرار میگیرد، در زیر برجسته شدهاند:
ذوب هادیهای مسی
جوشکاری لیزری برای اتصال سیمهای مسی، شینهها و کانکتورها با حداقل گرما که بر قطعات اطراف تأثیر میگذارد، رایج است. در محل جوش، تماس الکتریکی عالی و مقاومت کم وجود دارد. تحقیقات نشان میدهد که اتصالات مسی جوش داده شده با لیزر دارای مقاومت الکتریکی 0.2 میکرو اهم هستند که بسیار کمتر از روشهای مرسوم مانند لحیم کاری است.
ساخت باتری
جوشکاری لیزری در تولید باتریهای لیتیوم-یونی برای اتصال زبانهها یا فویلهای مسی به منظور افزایش جریان برق به کار میرود. کنترل دقیق انرژی ارائه شده توسط لیزر منجر به عملکرد استثنایی در مورد پاشش و تخلخل میشود که نمیتوانند راندمان الکتریکی مناسب را حفظ کنند.
PCB و مونتاژ میکروالکترونیک
جوشکاری لیزری در مونتاژ بردهای مدار چاپی (PCB) و میکروالکترونیکهایی که شامل اتصال اتصالات یا ردیابی مس هستند، از اهمیت بالایی برخوردار است. این روش امکان دقت بالا در کاربردهای در مقیاس سبک را فراهم میکند و به عملکرد قابل اعتماد آنها در طرحهای فشرده کمک میکند.
سیستم های توزیع برق
در مورد تجهیزات توزیع برق پیشرفته، سیستمهای با کارایی بالا از جوشکاری لیزری برای ایجاد اتصالات در باسبارها و ترمینالهای مسی استفاده میکنند. به طور خاص، کاربرد جوشکاری لیزری با قطعه کار تماسی ندارد که باعث کاهش سایش آن و بهبود راندمان میشود.
بهینه سازی بهره وری انرژی
تکنیکهای جوشکاری که بهترین نتایج را از اعمال جوش به همراه سایر پارامترها ارائه میدهند، جوشهای با کیفیت بالا و ورودی کم گرما به محل اتصال را ارائه میدهند. این امر برای مشاغل حساس به انرژی بسیار مهم است زیرا به کاهش تلفات الکتریکی در مسیرهای رسانا کمک میکند. نکته قابل توجه این است که گزارش شده است که جوشهای مس با لیزرهای انرژی منجر به کاهش تلفات انرژی در فرکانسهای بالا برای بسیاری از کاربردها تا 15٪ میشود.
ساخت موتور و کویل
موتورهای الکتریکی و کویلهای ترانسفورماتورها، کویلها و سیمپیچهای مسی خود را با لیزر جوش میدهند که از دقت و تکرارپذیری بالایی برخوردار است. این امر برای حفظ جریان برق در حین کار بدون از بین رفتن فشار مکانیکی اعمال شده بر درزهای لیزر، بسیار مهم است.
با توجه به همه این کاربردهای صنعتی، جوشهای لیزری با مقاومت کم و دقت بالا برای صنایعی که با رسانایی الکتریکی سروکار دارند، به یک ضرورت تبدیل شده است.
مزایای آن چیست لیزر صنعتی برنامه های کاربردی؟
کاربرد لیزر در صنعت مزایای متمایزی دارد که فرآیندهای تولید را بهبود میبخشد. این مزایا عبارتند از:
جزئیات و دقت فوقالعاده
تولیدکنندگان به دلیل سطوح استثنایی دقتی که سیستمهای لیزری ارائه میدهند، قادر به پردازش مواد با ویژگیهای بسیار دقیق و تلرانسهای دقیق هستند. از آنجایی که پرتو لیزر بسیار متمرکز است، حداقل انحراف وجود دارد که کیفیت ثابتی را در برش، جوشکاری و حکاکی لیزری تضمین میکند.
کاهش تغییر شکل مواد
به دلیل انرژی متمرکز لیزرها، منطقه تحت تأثیر گرما کاهش مییابد که تغییر شکل ماده را محدود میکند. این امر به ویژه در قطعات حساس مانند ورقهای نازک یا قطعات دقیق مورد استفاده در هوافضا و الکترونیک بسیار مهم است.
سازگاری با مواد مختلف
لیزرها میتوانند به طور مؤثر طیف وسیعی از مواد مانند کامپوزیتها، شیشه، پلاستیک، فلز و سرامیک را پردازش کنند. به دلیل این انعطافپذیری، میتوان از آنها در محیطهای تولیدی مختلف استفاده کرد.
افزایش سرعت پردازش
لیزرهای صنعتی سرعت عملیاتی بسیار بالایی دارند که باعث افزایش راندمان تولید میشود. به عنوان مثال، بسته به جنس و ضخامت، سیستمهای برش لیزری میتوانند به سرعت 20 متر در دقیقه برسند.
مقرون به صرفهتر و کاهش ضایعات
با توجه به دقتی که در فرآیندهای لیزری ارائه میشود، ضایعات مواد در طول تولید به حداقل میرسد. علاوه بر این، هزینههای مربوط به مواد مصرفی مانند ابزارهای برش کاهش مییابد که در طول زمان هزینههای عملیاتی را کاهش میدهد.
ادغام سیستمهای اتوماسیون
بازوهای رباتیک، ماشینهای CNC و سایر سیستمهای خودکار میتوانند به راحتی لیزرها را در خود جای دهند. استفاده از آنها با فناوریهای صنعت ۴.۰، بهرهوری را بیشتر بهبود میبخشد و امکان نظارت در طول فرآیند را فراهم میکند.
کاربردهای مختلف پردازش غیرتماسی
از آنجایی که پرتو لیزر با ماده تماس پیدا نمیکند، هیچ نوع جوشکاری رخ نخواهد داد. هیچ تماسی با ابزار وجود ندارد، بنابراین نقاط ضعفی به قطعه کار وارد نمیشود. به همین دلیل، از سایش و از بین رفتن ابزار جلوگیری میکند و تجهیزات را سالم نگه میدارد.
پردازش لیزری سازگار با محیط زیست
برخلاف حکاکی شیمیایی، ماشینکاری با انگشت یا سایر روشهای سنتی، برخی از روشهای مدرن از انتشار گازهای گلخانهای، ضایعات و سایر آلایندهها کمتری استفاده میکنند. این امر امکان استفاده تمیزتر از این روشها را بدون ایجاد آسیب زیستمحیطی فراهم میکند.
سازگاری با وظایف تکراری انجام شده توسط لیزر
استفاده از لیزر برای کارهایی مانند حکاکی و علامتگذاری، نتایج یکنواخت را در طول فرآیند تضمین میکند. این ویژگیها برای بخشهایی که به بالاترین استانداردها نیاز دارند، مانند تولید دستگاههای پزشکی، ضروری هستند.
پایداری اقتصادی و بهبود اثربخشی هزینه برای مصارف صنعتی توسط سیستمهای لیزر مدرن به دلیل نرخ تبدیل انرژی بالا و توانمند آنها فراهم میشود. به عنوان مثال، گفته میشود لیزرهای فیبری بیش از 30 درصد راندمان انرژی دارند.
این موضوع، دلیل اینکه چرا زمینههایی مانند خودروسازی، فناوری پزشکی، هوافضا و الکترونیک، لیزرهای صنعتی بیشتری را در برنامههای خود ادغام میکنند، بیشتر تقویت میکند. همه این دلایل ثابت میکنند که این ابزارها از کارآمدترین ابزارها در فرآیندهای تولید مدرن هستند.
پرسش های متداول (پرسش و پاسخ)

س: چالشهای اصلی در جوشکاری لیزر مس چیست؟
الف) مشکلات اصلی در جوشکاری لیزر مس، بازتابندگی و رسانایی حرارتی بالای آن است. این ویژگیها ممکن است منجر به جوشکاری ناکارآمد شوند زیرا بدون استفاده از تکنیکهای خاص مانند طول موج صحیح لیزر و توان بالا، نور لیزر بسیار کمی را جذب میکنند.
س: طول موج نور لیزر چگونه بر جوشکاری مس تأثیر میگذارد؟
الف) جذب در مواد مسی به شدت تحت تأثیر طول موج نور لیزر قرار دارد. برای جوشکاری لیزر مس، طول موجهای آبی و سبز مفیدتر هستند زیرا جذب را افزایش و بازتاب را کاهش میدهند که این امر کیفیت جوش را بهبود میبخشد.
س: چرا در جوشکاری لیزر مس از گاز محافظ استفاده میشود؟
الف) گاز محافظ در جوشکاری لیزر مس برای کنترل اکسیداسیون و آلودگی حوضچه جوش استفاده میشود. گاز محافظ با پوشاندن فلز مذاب، اتمسفری بیاثر ایجاد میکند که یکپارچگی درز جوش را حفظ میکند.
س: از چه تکنیکهایی برای جوشکاری نفوذ عمیق در مس استفاده میشود؟
الف) جوشکاری پرتو لیزر با چگالی انرژی بالا، جوشکاری با نفوذ عمیق در مس را امکانپذیر میکند. این روش از لیزرهای موج پیوسته و تنظیمات خاص برای لیزرهای پالسی استفاده میکند تا گرمای کافی را فراهم کند و در عین حال از آسیب به مواد جلوگیری کند.
س: تأثیر رسانایی مس بر جوشکاری هدایت حرارتی چیست؟
الف) رسانایی حرارتی بالای مس مستلزم آن است که انرژی لیزر به دقت مدیریت شود تا از اتلاف گرمای بیش از حد در حین ذوب و اتصال در جوشکاری هدایتی جلوگیری شود. این امر معمولاً با تغییر سرعت جوشکاری و توان لیزر حاصل میشود.
س: پالس چه تاثیری در جوشکاری لیزر مس دارد؟
الف) جوشکاری لیزر با استفاده از تکنیک پالسی، کنترل بهینه بر روی اعمال حرارت را امکانپذیر میسازد، که هنگام جوشکاری موادی که بسیار بازتابنده و رسانای حرارتی هستند مانند مس، بسیار مهم است. این امر اعوجاج را به حداقل میرساند و به دستیابی به جوشهای با کیفیت بهتر کمک میکند.
س: آیا جوشکاری لیزر برای اتصال مس و آلومینیوم امکان پذیر است؟
الف) بله، انجام فرآیند جوشکاری لیزری برای اتصال مس و آلومینیوم امکانپذیر است. این کار به دلیل اختلاف بین خواص بازتابی و حرارتی فلز با فلزات دیگر، نیاز به تنظیم دقیق پارامترهای لیزر یا استفاده از لیزر با طول موج آبی یا سبز دارد.
س: چرا منبع لیزر پرتو قدرت در زمینه جوشکاری مس مهم است؟
الف) نوع منابع پرتو لیزر مورد استفاده در جوشکاری مس اهمیت زیادی دارد زیرا میزان جذب انرژی توسط فلز را تعیین میکنند. استفاده از منابع پرتو لیزر با توان بالا و طول موجهای مناسب، مانند لیزرهای آبی و سبز، جذب را افزایش میدهد و منجر به جوشهای بهتر و بهبود کیفیت جوش میشود.
س: لیزر آبی چه مزایایی برای جوشکاری لیزری دارد؟
الف) لیزرهای آبی به جوشکاری مس کمک میکنند زیرا به دلیل طول موجشان، جذب آنها توسط مواد مسی بسیار آسانتر است. این امر کنترل بر روی حوضچه جوش را بهبود میبخشد که به نوبه خود درزهای جوش و کیفیت جوشکاری را بهبود میبخشد.
منابع مرجع
۱. تأثیر پارامترهای جوشکاری و عملیات سطحی قبل از جوشکاری بر جوشکاری لیزری از راه دور برای مونتاژ موتورهای الکتریکی<|image_sentinel|>اتصال سیم مسی نازک و باسبار مسی
- نویسندگان: تی. سان و همکاران
- تاریخ انتشار: اوت 30، 2024
- مجله: سعلم و فناوری جوشکاری و اتصال
یافته های کلیدی:
- این تحقیق به دنبال جوشکاری لیزری از راه دور یک سیم مسی نازک به یک باسبار مسی است که با توپولوژی اتصال T شکل پیکربندی شده است.
- این تکنیک خودکفا است زیرا سیم به عنوان پرکننده عمل میکند و شکافها را پر کرده و از نظر الکتریکی و مکانیکی به هم متصل میکند.
- این روش ظرفیت بار مکانیکی ۲۲۱ نیوتن را نشان میدهد که ۹۲.۵٪ مقاومت شبیهسازی شده سیم محصور شده است.
- دادهها نتایج مقایسهای در مورد عملکرد مکانیکی، الکتریکی و حرارتی را نشان میدهند که عملیات سطحی قبل از جوشکاری بر آنها تأثیری نداشته است. این نشان دهنده مقاومت بالای این ماده در برابر شرایط سطحی قبل از جوشکاری است (سان و همکاران، 2024).
۲. تحقیق در مورد جوشکاری لیزری فلزات غیرمشابه - آلومینیوم و مس با لیزر فیبری پالسی
- نویسندگان: ال. ترین، دونگهیونگ لی
- تاریخ انتشار: 17 ژوئیه 2024
- مجله بین المللی مهندسی دقیق و ساخت
یافته ها:
- این کار، کاربرد احتمالیِ لیزرهای فیبری در جوشکاری لیزری از قطعات آلومینیوم و مس، به طور خاص با تمرکز بر لیزرهای فیبری پالسی.
- سیستمهای جوشکاری لیزری و هیبریدی طیف گستردهای از کاربردها را در صنعت و علم دارند و مزایای زیادی دارند (Trinh & Lee, 2024).
- همانطور که در این مطالعه اشاره شد، مشکلات جوشکاری فلزات متمایز، مانند آلومینیوم و مس، در کنار پارامترهای بهینه مورد نیاز برای جوشهای با کیفیت بالا مورد بحث قرار گرفته است.
- این مطالعه درک روابط جوش-خواص مکانیکی اتصالات را افزایش میدهد (ترین و لی، ۲۰۲۴).
۳. جوشکاری لیزری آلومینیوم به مس: خواص اتصالات جوش داده شده و بهینهسازی پارامترها
- نویسندگان: فاتح شاهین و ای. تابان
- تاریخ انتشار: 1 دسامبر، 2024
- مجله: بولتن علوم مواد و متالورژی
نکات برجسته اصلی:
- این مقاله خواص مکانیکی اتصالات جوش داده شده آلومینیوم و مس را تجزیه و تحلیل میکند و تلاش میکند تا پارامترها را برای جوشکاری لیزری کارآمدتر بهینه کند.
- این مطالعه مزایای استفاده از لیزر در جوشکاری، به ویژه در رابطه با سرعت جوشکاری، ورودی گرما و اندازه مناطق تحت تأثیر گرما را مورد بحث قرار میدهد.
- پارامترهای بهینه با استفاده از روش تاگوچی که به کمترین میزان آزمایش نیاز دارد، یافت شدند.شاهین و تابان، ۲۰۲۴).



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


