




اکستروژن پلاستیک فرآیند تولید با حجم بالا است که گلولههای ترموپلاستیک را به پروفیلهای پیوسته مانند لوله، ورق، فیلم، تیوب و اشکال سفارشی تبدیل میکند. این فرآیند نزدیک به ۱۰۰ سال است که تولید پلیمر را تثبیت کرده است - با این حال، به نظر میرسد بیشتر تصمیمات خرید در مورد ترکیبات، انواع دستگاه، ابعاد قالب و هزینهها به همان ۴ متغیر بستگی دارد: کدام اکسترودر، کدام پلیمر، کدام قالب و کدام بده بستانها در مورد تلرانسها و هزینهها؟ این راهنما به بررسی جریان کامل، ۴ نوع اکستروژن، تک ماردون در مقابل دو ماردون، گزینههای پلیمری، هزینه تولید آلومینیوم و چشمانداز ۲۰۲۶ - از بیش از ۱۵ سال - میپردازد. UDTECH اکسترودرها را برای بیش از ۱۰۰ کشور مهندسی کرده است.
مشخصات سریع
| نوع فرآیند | تولید مداوم با حجم بالا |
| محدوده توان عملیاتی | ۵۰ تا ۲۰۰۰ کیلوگرم در ساعت (بسته به دستگاه) |
| پلیمرهای سازگار | PVC، HDPE، LDPE، PP، ABS، PET، PC، TPE، PMMA، نایلون |
| خروجیهای رایج | لوله، ورق، فیلم، پروفیل، تیوب، پوشش سیم |
| زمان آمادهسازی ابزار | ۴ تا ۱۲ هفته (قالبهای سفارشی) |
| تحمل معمولی | ±۰.۰۵–۰.۵ میلیمتر (وابسته به هندسه) |
اکستروژن پلاستیک چیست؟ تعریف فرآیند و اهمیت صنعتی آن

در حوزه تولید با حجم بالا، اکستروژن پلاستیک مفهومی ساده است. ترموپلاستیکها، که به صورت گلوله و گرانول توسط راکتورهای رباتیک با حجم بالا تغذیه میشوند، ذوب میشوند، از میان قالبها عبور میکنند و به شکل پیوستهای با سطح مقطع ثابت خنک میشوند. در جایی که چرخه پیچیده قالبگیری تزریقی در تنش تک یا چند متغیره قرار دارد، اکسترودر طول را در یک کلمه افزایش میدهد: پیوسته. بدون تنظیم مجدد؛ تا زمانی که تغذیه ادامه داشته باشد، محصول جریان دارد.
تفاوت نامگذاری: اکستروژن یک سطح مقطع ثابت خاص تولید میکند - که بر حسب متر خطی یا پوند اندازهگیری میشود، نه قطعه؛ سایر تکنیکها قطعات گسستهای مانند لنزهای IR یا سیلندرهای گاز تولید میکنند. به عنوان مثال، قالبگیری تزریقی، صفحات جاذب صدا یا 3.Cradients را تولید میکند، در حالی که اکستروژن، قطعات با حجم بالا (با نیروی سلول بار) را به همراه جریانی از لایه مقاوم در برابر نور که به طور همزمان بر روی آن میکروچیلینگ (تراشکاری ریز) نظارت میشود، پمپ میکند.
| روند | نوع خروجی | نقطه مطلوب حجم | هزینه ابزار |
|---|---|---|---|
| اکستروژن پلاستیک | پروفیل پیوسته | بیش از ۱۰،۰۰۰ متر خطی | ۵ هزار تا ۵۰ هزار دلار (تاس) |
| قالب گیری تزریقی | قطعات با شکل گسسته | 10,000+ واحد | ۱۰ هزار تا ۸۰ هزار دلار (قالب) |
| ریخته گری ضربه | ظروف توخالی | 50,000+ واحد | ۱۰ هزار تا ۸۰ هزار دلار (قالب) |
| پرینت سه بعدی FDM | هندسه های سفارشی | 1-500 واحد | ۰ دلار (دیجیتال) |
در طول بیش از ۱۵ سال گذشته، UDTECH آغاز به کار کرده و بهینه شده است. پلی پروپیلن، ABS، PVC، PC، اورتان، رزینهای مهندسی و لیکرا، اکستروژنهایی برای بیش از ۱۰۰ کشور در کاربردهای مختلف از جمله کالاهای سفید، ساخت و ساز، زیرساختها، برق، صنعت و بستهبندی. مشخصات جریان فرآیند، ۴ نوع اکستروژن، طرحهای تک ماردون در مقابل دو ماردون، انواع پلاستیک و چشمانداز صنعت را میتوانید در زیر بیابید.
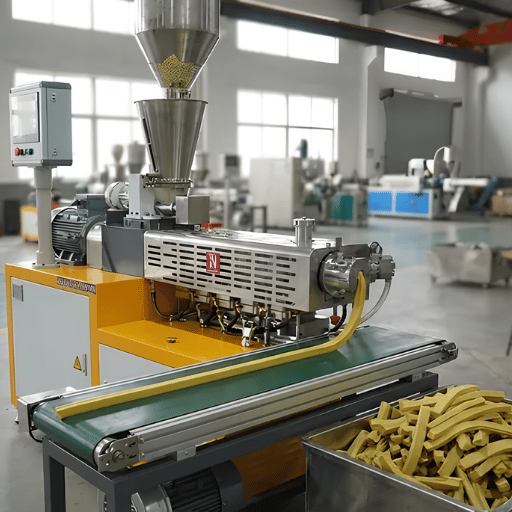
نحوه کار اکستروژن پلاستیک: جریان فرآیند گام به گام
تمام اکستروژنها از 6 مرحله فرآیند قابل کنترل پیروی میکنند که هر کدام توسط 1 پارامتر تعیین میشوند.
- قیف تغذیه - چرخش مارپیچ، پلاستیک را در امتداد بشکه میکشد و آن را از میان قالب عبور میدهد؛ گلولهها، گرانولها یا پودرها از طریق گلوگاه تغذیه عقب وارد میشوند، که اغلب از قبل با رنگها، تثبیتکنندههای UV یا پرکنندهها مخلوط شدهاند. خشک کردن با خشککن در سمت قیف برای Huastic و پلیمرهای حساستر بسیار مهم است.
- تغذیه پلیمر. گرما توسط پوششهای گرمکنندهی بشکه تولید میشود که گاهی اوقات در دمای ۲۰۰ تا ۲۷۵ درجه سانتیگراد کار میکنند و ۳ تا ۵ دریچهی PID از عقب تا جلوی بشکه امتداد دارند. سرعت مارپیچ بسته به ویسکوزیته پلیمر و حجم خوراک مورد نیاز، ممکن است از ۳۰ تا ۱۵۰ دور در دقیقه متغیر باشد.
- اصطکاک تشکیل مذاب پیچ. برنامهنویس گرمشده بین پیچ و بدنه به اندازه عناصر پوشش گرمکن گرما را هدایت میکند؛ در سرعتهای بالای پیچ، محل توقف، به علاوه هرگونه تقویتکننده چسبندگی بین بدنه و پیچ، گرمای کافی برای خاموش کردن اغلب مناطق گرمکن تولید میکند.
- فیلتراسیون ظریف پلاستیک از میان یک شکننده عبور داده میشود و یک صفحه توری توسط یک صفحه شکننده پشتیبانی میشود. فشار آنها ممکن است بیش از ۳۴ مگاپاسکال باشد.
- شکلدهی. پلاستیک مذاب به داخل قالب - هسته زیباییشناسی خط - جریان مییابد و به شکل دهانه قالب خارج میشود. اینجاست که تورم قالب رخ میدهد: پلیمر 5 تا 30 درصد نسبت به ابعاد قالب متورم میشود که مستلزم ماشینکاری قالب با اندازهای کوچکتر برای رسیدن به مشخصات نهایی است.
- خنکسازی و برش. لولهها و تیوبهای اکسترود شده در حمامهای آب تحت خلاء خنک میشوند تا از فروپاشی آنها جلوگیری شود؛ ورق از روی غلتکهای خنککننده نچسب و صیقلی عبور داده میشود؛ فیلم در حلقههای هوا ریخته میشود. ماده اکسترود شده سخت شده با کشش تنظیم شده کشیده شده و به طول مورد نظر برش داده میشود، قرقره میشود یا به صورت کلاف پیچیده میشود.
نسبت طول به قطر (L:D) ماردان در تصمیمگیریهای هندسی نقش اساسی دارد. نسبت ۲۴:۱ برای خطوط تولید پلیاولفین معمول است؛ ماردان با برش بالا ۳۲:۱ برای PVC و پلاستیکهای مهندسی که به زمان طولانی برای ذوب نیاز دارند. ASTM D1248 مشخصات مواد اکستروژن پلی اتیلن را ارائه میدهد که راهنمای طراحی پیچ برای خطوط عایق سیم و کابل است.
اپراتور اکستروژن پلاستیک چه کاری انجام میدهد؟
یک اپراتور اکستروژن پلاستیک به طور مداوم شش پارامتر خط اصلی را کنترل و تغییر میدهد: نرخ تغذیه قیف، پروفیل دمای بشکه، دور در دقیقه مارپیچ، فشار مذاب، سرعت حمل و نقل و نرخ خنککننده پاییندست. کار بین بخشهای طولانی تولید پایدار و وحشت زمانی که اکسترود شده نقص نشان میدهد، در نوسان است - رگههای نقرهای نشاندهنده رطوبت، شکستگی مذاب نشاندهنده گرمایش برشی و موجدار شدن نشاندهنده تغذیه نامناسب است. اپراتورهای متخصص تشخیصهای خاص پلیمری را ارائه میدهند: بوی PVC شبیه HCl، زرد شدن نایلون مانند مرغ سرخ شده، موجهای پلیاولفینها در سطح پارگیهای برشی. نقش تقریباً 30٪ آمادهسازی و تغییر خط، 60٪ تنظیم و کنترل مداوم، 10٪ تعمیر فوری است.
۴ نوع اکستروژن پلاستیک: ورق، فیلم، پروفیل و لوله

اکستروژن پلیمر بر اساس هندسه خروجی و روش خنککاری به چهار فرآیند اکستروژن اصلی تقسیم میشود. هر کدام مجموعه تجهیزات، برشهای پلیمری و بازارهای متمایزی دارند، کالاهای ورقهای سفت در یک طرف و فیلمهای انعطافپذیر در طرف دیگر.
- اکستروژن لوله. یک مندرل در قالب، یک مقطع توخالی را تشکیل میدهد و لولهها، تیوبها و لولههای پزشکی را میسازد. از یک حلقه هوا برای کشیدن دیواره خنک به سمت بالا استفاده میشود. پلیمرهای معمول: PVC، HDPE، PEX.
- اکستروژن ورق. یک قالب پهن و صاف از خروجی خارج شده و بین سه غلتک خنککننده که به صورت شیمیایی صیقل داده شدهاند، غلتانده میشود تا ضخامت و سطح نهایی آن تعیین شود. ورقها ضخامتی بین 0.5 تا 12 میلیمتر دارند. پلیمرهای معمول: ABS، PC، PMMA، HIPS.
- اکستروژن دمشی فیلمها. پلیمر مذاب از یک قالب حلقوی عبور داده میشود و با یک حلقه هوا به شکل حباب باد میشود، سپس توسط غلتکهای نیپ به صورت فیلم دو لایه صاف میشود. ضخامت فیلم از 8 تا 250 میکرون متغیر است. پلیمرهای معمول: LDPE، LLDPE، HDPE.
- اکستروژن پروفیل. یک قالب سفارشی به پلیمر مذاب شخصیت میبخشد: واشر، پروفیلهای مربوط به پنجره، آب و هوا و ساخت و ساز. این متنوعترین فرآیند و تمرکز تجارت اکستروژن پلاستیکهای سفارشی است. پلیمرهای معمول: PVC سفت و سخت و انعطافپذیر، ABS، پلیپروپیلن.
درخت تصمیم ۴-پلیمری
با دنبال کردن چهار سوال مربوط به جریان محیطی، نوع فرآیند مورد نیاز خود را مشخص کنید. اولین «بله» برنده است.
- آیا سطح مقطع از داخل توخالی است؟ لوله/تیوب با قالب مندرل. (لولههای پزشکی، سوخت و خطوط تخلیه.)
- آیا محصول صاف و پهنتر از ۳۰۰ میلیمتر است؟ ورق صاف با رولهای کلندر. (تابلو، لعاب و بستهبندی ترموفرم شده.)
- آیا خروجی یک فیلم نازک < 250 متر است؟ اکستروژن فیلم دمشی. (کیسه، فیلم کشاورزی، لمینتهای بستهبندی.)
- آیا خروجی یک مقطع عرضی دوبعدی سفارشی است؟ اکستروژن پروفیل با قالب سفارشی. (قاب پنجره، نوار درزگیر، تزئینات.)
روکش سیم و کابل پنجمین مورد تخصصی است که در آن از یک قالب کراسهد برای پوششدهی هادی به صورت درون خطی استفاده میشود - که به طور جداگانه در راهنماهای تجهیزات اکستروژن روکش رویی مورد بحث قرار گرفته است.
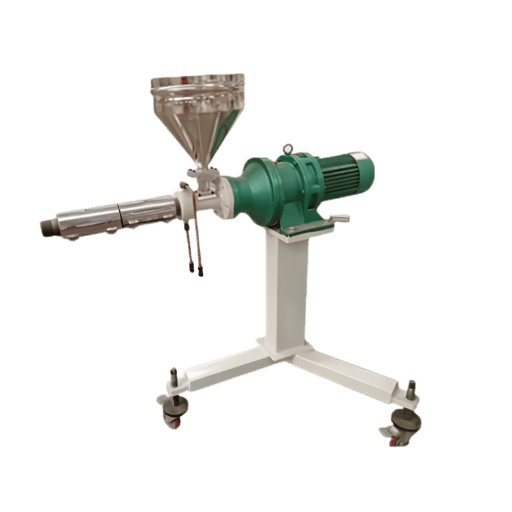
تجهیزات اکستروژن پلاستیک: اکسترودرهای تک ماردونه در مقابل دو ماردونه در مقابل اکسترودرهای تخصصی
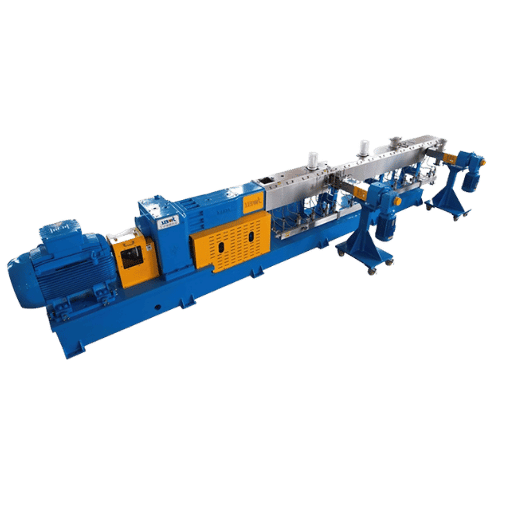
دستگاههای اکستروژن بر اساس پیکربندی مارپیچ به دو دسته تقسیم میشوند - تک، دوتایی یا سهتایی - که در هر مرحله، توانایی اختلاط، توان عملیاتی و قیمت افزایش مییابد. گزینههای مارپیچ تک، دو و سهتایی، پرهزینهترین قضاوتهای اشتباه در مشخصات کارخانه هستند: یک خط تجهیزات تک مارپیچ برای کاری که یک خط دو مارپیچ میتواند انجام دهد، مناسب نیست و یک دستگاه دو مارپیچ در کارهایی که میتواند انجام دهد، 30 تا 50 درصد انرژی بیشتری نسبت به یک خط تک مارپیچ مصرف میکند. UDTECH هر سه گزینه به علاوه انواع آزمایشگاهی و ویژه را در خط اکسترودر خود تولید میکند.
| نوع | نسبت طول به قطر (L:D) | ظرفیت تولید | بهترین برای | محدوده سرمایه |
|---|---|---|---|---|
| اکسترودر تک پیچ | 24: 1-32: 1 | 50-800 کیلوگرم در ساعت | پروفیلهای ساده، لولهها، ورقها، پلیمرهای تکی | 15 تا 120 هزار دلار |
| اکسترودر دو مارپیچ | 36: 1-48: 1 | 100-2,000 کیلوگرم در ساعت | آمیزهسازی، مستربچ، PVC، فرارزدایی، خوراک بازیافتی | 45 تا 350 هزار دلار |
| اکسترودر سه مارپیچ | 40: 1-52: 1 | 300-3,000 کیلوگرم در ساعت | آمیزه کاری با برش بالا، مستربچ رنگی، پلیمرهای حساس به حرارت ویژه | 80 تا 500 هزار دلار |
| اکسترودر آزمایشگاهی | 25: 1-40: 1 | 0.5-25 کیلوگرم در ساعت | تحقیق و توسعه، فرمولاسیون، آزمایشهای پایلوت، دادههای افزایش مقیاس | 20 تا 90 هزار دلار |
| اکسترودر پلاستیک بازیافتی | 30: 1-40: 1 | 100-800 کیلوگرم در ساعت | آسیاب مجدد پس از مصرف، خوراک مخلوط، فیلتراسیون مذاب | 35 تا 220 هزار دلار |
این روش اکتشافیِ تنبلانه - «دستگاه دو مارپیچه برای ترکیبسازی است، دستگاه تک مارپیچه برای هر چیز دیگری» - اغلب به اندازهای اشتباه است که خریداران باید این ادعا را دوباره بررسی کنند. اکسترودرهای دو مارپیچه در حذف رطوبت و مواد فرار باقیمانده، فرآوری مواد اولیه بازیافتی با اندازه ذرات متفاوت و روی PVC که هندسههای مقاوم در برابر خوردگی در خلاف جهت چرخش حاکم است، عملکرد بهتری دارند. خطوط پروفیل و ورق با پایداری فشار دو مارپیچه با مواد اولیه آسیاب شده یا همزمان و دوباره فرآوری شده در خوراک مشخص میشوند.
آیا اپراتوری اکسترودر شغل سختی است؟
کارگر اکستروژن پلاستیک یک نقش صنعتی نسبتاً چالشبرانگیز است، چیزی بین یک اپراتور CNC و یک اپراتور جرثقیل کارخانه شیمیایی در سقف سطح مهارت. یک تا شش ماه تجربه برای درک نقش راهاندازی و گشتزنی در سطح مبتدی کافی است. سه تا پنج سال دوره متوسط برای رسیدن به سطح تسلط است - عیبیابی در مورد نوسانات ناشی از ناهماهنگی خوراک در مقابل سایش پیچ، تعیین اینکه مواد چه پروفیل دمایی را ترجیح میدهند، عیبیابی آبریزش قالب در مقابل تجمع قالب. نیازهای فیزیکی شامل شیفتهای ۱۰ تا ۱۲ ساعته روی کفهای بتنی، قرار گرفتن گاه به گاه در معرض دمای بیش از ۲۰۰ درجه سانتیگراد در حین تعویض قالب، بلند کردن کیسههای مواد ۲۰ کیلوگرمی است. تلاشهای شناختی در طول تغییر و پاسخ به خطا زیاد است، در طول عملیات پایدار متوسط. کارشناسان صنعت در انجمنهای موضوعی، همواره این موقعیت را نسبت به دشواری کار، کمارزش میدانند.
مواد پلیمری و فرمهای پروفیل: چه پلاستیکهایی را میتوان اکسترود کرد

تقریباً هر پلیمر ترموپلاستیکی را میتوان اکسترود کرد - چالش، انتخاب پلاستیک مناسب برای پوشش حرارتی، شیمیایی، فرابنفش و مکانیکی عملیات است. انتخاب پلاستیک، پنجره پردازش و خواص نهایی اکستروژن را تعیین میکند. جدول، نه پلاستیک رایج و پنجره پردازش و کاربردهای معمول آنها را خلاصه میکند. ستون سیم و کابل پلیاتیلن توسط ASTM D1248 پوشش داده شده است؛ فناوری قالبگیری تزریقی و اکستروژن پلیپروپیلن توسط ... تدوین شده است. ASTM D5857ورودیهای تولید افزایشی اکستروژن تحت نظارت ISO/ASTM 52903-1:2020.
| بسپار | دمای ذوب (°C) | بهترین ویژگی | محدودیت | خروجی معمولی |
|---|---|---|---|---|
| پی وی سی (سفت و سخت) | 170-200 | هزینه، مقاومت در برابر آب و هوا | پایداری حرارتی ضعیف، آزاد شدن HCl | پروفیلهای پنجره، لولهها |
| HDPE | 180-230 | مقاومت شیمیایی | UV ضعیف بدون تثبیت کننده | لولهها، ژئوممبرانها |
| LDPE | 160-220 | انعطافپذیری، هزینه کم | استحکام کم، خزش آسان | فیلم پلاستیکی، کیسه |
| PP | 200-250 | پایداری حرارتی، شیمیایی | شکننده در دمای زیر صفر درجه سانتیگراد | قطعات خودرو، منسوجات |
| سیستم ترمز ضد قفل (ABS) | 220-250 | استحکام ضربه، پرداخت نهایی | مقاومت شیمیایی ضعیف، مقاومت در برابر اشعه ماوراء بنفش کم | تزئینات خودرو، آستر یخچال |
| PET | 260-290 | شفافیت، مانع گاز | رطوبتگیر، نیاز به خشک شدن دارد | بطری، فیلم، الیاف |
| PC | 280-320 | تأثیر، شفافیت | هزینه بالا، مستعد خراش | شیشه، محفظه الکترونیکی |
| نایلون (PA6/PA66) | 230-290 | سایش، مقاومت مکانیکی | رطوبت پذیری، تغییر ابعادی | لوله، چرخ دنده، الیاف |
| PMMA (اکریلیک) | 210-250 | وضوح نوری، پایدار در برابر اشعه ماوراء بنفش | شکننده، حساس به خراش | لولههای نوری، نمایشگرها |
انتخاب مواد بر انتخاب تجهیزات تأثیر میگذارد. دریچه HCl در PVC، بشکههای مقاوم در برابر خوردگی را تضمین میکند، از این رو به آن اختصاص داده شده است. خطوط اکستروژن پی وی سی مجهز به پوششهای دوفلزی هستند. پلاستیکهای مهندسی مانند PC، PA و PEEK به نسبتهای L:D طولانیتر و تنظیم دمای ثابت نیاز دارند که توسط ما اطلاعرسانی شده است. خط پروفیل پلاستیکی مهندسی پیکربندیها. ورودیهای بازیافتی که به طور فزایندهای در بازار اجباری میشوند، نیاز به مراحل فیلتراسیون مذاب و گاززدایی دارند که توسط اکسترودرهای پلاستیک بازیافتی اختصاصی ارائه میشوند.
اکستروژن پلاستیک در مقابل اکستروژن فلز: آستانهی تغییر هزینه

اکستروژن پلاستیک و اکستروژن آلومینیوم، پروفیلهای پیوستهای ایجاد میکنند که از نظر بصری قابل تشخیص نیستند، اما منحنیهای هزینه آنها در مقادیر تولید قابل پیشبینی، یکدیگر را قطع میکنند. مهندسان مشخصات فنی به طور پیشفرض برای «ظاهر سازهای» از آلومینیوم و برای «ظاهر مصرفی» از پلاستیک استفاده میکنند و این روش اکتشافی در هر دو جهت هزینه دارد.
آستانهی تغییر هزینهی پلاستیک در مقابل فلز
برای هر یک از سه محور زیر، عدد بزرگتر به مسیر غالب اشاره دارد.
| محور | پلاستیک وقتی برنده میشود که | آلومینیوم وقتی برنده میشود که |
|---|---|---|
| هزینه ابزار | زیر ۲۰ هزار دلار بمیرید | فوت بیش از 20 هزار دلار (رده مشابه) |
| حجم | کنتورهای خطی 10K تا 500K | مترهای خطی بالای ۵۰۰ هزار |
| نیاز به قدرت | استاتیک یا بار کم | سازهای یا باربری |
| تحمل | ±0.2 میلیمتر قابل قبول | ±0.05 میلیمتر مورد نیاز |
| پرداخت سطح | رنگ در مواد اولیه | آنودایز شده، به پوشش پودری نیاز است |
اگر سه یا چند ردیف به یک سمت اشاره کنند، مسیر درست است. سیگنالهای مختلط نشان میدهند که شما در نقطه تقاطع هستید - از هر دو نمونه بگیرید، آنها را در کاربرد واقعی خود آزمایش کنید، نه فقط روی کاغذ:
اکستروژن همزمان سه لایه: وقتی یک پروفیل مانند دو ماده رفتار میکند

اکستروژن همزمان از دو یا سه جریان پلیمر از طریق یک قالب واحد استفاده میکند تا یک پروفیل نهایی با مواد مختلف در مناطق مختلف تشکیل دهد. این یکی از نتایج غیرمنطقی در اکستروژن پلاستیک است: یک پروفیل واحد میتواند یک هسته ساختاری سفت و سخت با یک پوسته انعطافپذیر مقاوم در برابر آب و هوا، یا یک پوشش رنگی روی یک هسته بازیافتی، یا یک لایه مانع که بین پوستههای محافظ قرار گرفته است، داشته باشد.
ترفند کو-اکستروژن سه لایه
سه پیکربندی در دنیای واقعی که به جای یک مرحله تولید اضافی، از اکستروژن همزمان استفاده میکنند:
- پروفیل پنجره (صلب + انعطافپذیر). هسته پیویسی صلب به سازه استحکام میبخشد؛ پوسته ترموپلاستیک الاستومر هم اکسترود شده، در یک مرحله آببندی ایجاد میکند - بدون چسب، بدون نصب واشر جداگانه.
- جنس درب (رنگی + بازیافتی). یک لایه درب ۰.۵ میلیمتری رنگی خام، یک هسته ۴-۶ میلیمتری از جنس بازیافتی را میپوشاند. این محصول ظاهری لوکس دارد؛ هزینه مواد اولیه ۲۵-۴۰٪ کاهش مییابد.
- فیلم محافظ (پوست + محافظ + پوست). پوستههای LDPE بیرونی یک لایه محافظ نازک EVOH یا PVDC را از اکسیژن و رطوبت محافظت میکنند. در بستهبندی مواد غذایی که در آن فیلمهای تک مادهای نمیتوانند به اهداف ماندگاری دست یابند، استفاده میشود.
کو-اکستروژن یک تخصص سطح بالا نیست: روکشکاری سیم و کابل - یکی از بخشهای با حجم بالای اکستروژن پلاستیک - دهههاست که از کو-اکستروژن روکشدار استفاده میکند. این فناوری در ... تعبیه شده است. دستگاه ترکیب پلاستیک خانوادهای که جریانهای پلیمری چندگانه را به یک سر قالب هماهنگشده میرساند.
مزایا، معایب و هزینههای واقعی اکستروژن پلاستیک
اکستروژن پلاستیک برای اکثر محصولات با پروفیل پیوسته در محدوده متر خطی 10K تا 500K مناسب است، اما مزایا و معایب آن واقعی هستند و بیشترین تأثیر را بر معایبی دارند که خریداران بالقوه در طول مشخصات فنی دست کم میگیرند.
- کمترین هزینه واحد بالای 10 هزار متر خطی
- خروجی پیوسته - بدون زمان مرده چرخه
- سازگاری گسترده با پلیمر
- رنگ، پرکنندهها و افزودنیها به صورت خطی با هم مخلوط میشوند
- اکستروژن همزمان قابلیت تولید چند مادهای را افزایش میدهد
- فقط سطح مقطع ثابت - هندسه متغیر ندارد
- تورم قالب، عدم قطعیت ابعادی را 5 تا 30 درصد افزایش میدهد.
- تلرانس کف ±0.05 میلیمتر - محکمتر نیاز به ماشینکاری پس از نصب دارد
- ضایعات راه اندازی در طول تثبیت خط
- تغییرپذیری مواد اولیه بازیافتی، رئولوژی مذاب را مختل میکند
برخی از معایبی که باید مراقب آنها بود، از سوی اپراتورها ناشی میشود، نه از متون بازاریابی. در سایتهای بحث مهندسی صنایع، سندرمی که بیشترین گزارشها را دارد، تعیین مشخصات کمتر یا بیشتر از حد لازم است - انتخاب پلیمر یا ضخامت دیوارهای که در تئوری کار میکند، اما در شرایط سرویس در دنیای واقعی به دلیل خزش، اشعه ماوراء بنفش یا چرخه حرارتی شکست میخورد. تورم قالب همچنان یک نگرانی اصلی است: انبساط پلیمر در خروجی قالب، دستیابی به تلرانس دقیق را پیچیده میکند و آن را به جای یک محاسبه ساده، به یک مشکل تنظیم تبدیل میکند. گنجاندن مواد بازیافتی، به دلیل اندازه ذرات، رطوبت و آلایندههایی که از دستهای به دسته دیگر تغییر میکنند، بُعد سوم غیرقابل پیشبینی بودن را اضافه میکند.
- ابزارسازی (قالب): ۵ تا ۵۰ هزار دلار برای پروفیلهای معمولی، تا ۱۵۰ هزار دلار برای قالبهای چند حفرهای یا اکستروژن همزمان
- جنس: بسته به پلیمر انتخاب شده، ۱.۵۰ تا ۸ دلار به ازای هر کیلوگرم، که PVC تقریباً در پایینترین قسمت و PC/PEEK در بالای آن قرار دارد.
- زمان چرخه/خط: ۵۰ تا ۲۰۰۰ کیلوگرم در ساعت، میزان کار و انرژی به ازای هر متر، بر اساس توان عملیاتی تعیین میشود.
- اقتصاد حداقل مقدار سفارش (MOQ): ضایعات راهاندازی و نیروی کار در حین تغییر به این معنی است که تیراژهای کوچک (زیر ۵۰۰۰ متر) میتوانند ۲ تا ۴ برابر بیشتر از هر متر هزینه داشته باشند.
آیا اکستروژن پلاستیک گران است؟
اکستروژن پلاستیک یکی از ارزانترین مسیرهای تولید پلاستیک به ازای هر واحد محصول است، اما سرمایهگذاری در ابزار و ماشینآلات قابل توجه است. قالبهای سفارشی برای پروفیلهای استاندارد از قالبهای شیاردار استاندارد مانند ۵۰۰۰ و ۵۰۰۰۰ دلار در بیشتر محدوده تا قالبهای اکستروژن همزمان پیچیده مانند ۱۵۰۰۰۰ دلار متغیر است که میتواند تا حد زیادی از این مقدار فراتر رود. تجهیزات خط اکسترودر از ۱۵۰۰۰ دلار (تک ماردونه) تا ۵۰۰۰۰۰ دلار (خط ترکیب سه ماردونه) متغیر است. هزینههای مواد از ۱.۵۰ تا ۸ دلار در هر کیلوگرم متغیر است. اقتصاد به نفع اکستروژن حدود ۱۰۰۰۰ متر خطی از پروفیل تولید شده است، پایینتر از آن قالبگیری تزریقی یا تولید افزایشی معمولاً رویکرد مقرون به صرفهتری هستند، بالاتر از ۵۰۰۰۰۰ متر مربع قیمت کل اکستروژن را به خود اختصاص میدهد. خدمات اکستروژن پلاستیک سفارشی به طور خاص برای کاهش سرمایهگذاری ابزار در بین چندین مصرفکننده وجود دارد، زمانی که تعداد تولید تکی برای توجیه هزینه قالب کافی نیست.
چشمانداز صنعت ۲۰۲۶: بازیافت، بیوپلیمرها و صنعت ۴.۰

بازار جهانی تجهیزات اکستروژن پلاستیک در سال ۲۰۲۶، ۷.۶ میلیارد دلار بود و پیشبینی میشود که در سال ۲۰۳۳ با نرخ رشد مرکب سالانه ۵.۱ درصد به ۱۰.۸ میلیارد دلار برسد. تحقیقات بازار پایداریبر اساس بازار بزرگتر تجهیزات اکستروژن، که در سال ۲۰۲۴ به ۸.۹۳ میلیارد دلار با نرخ رشد مرکب سالانه ۴.۵ تا ۲۰۳۰ خواهد رسید، مدیریت خوراک و ماشینآلات در سه جهت فراتر از رشد اصلی در حال تکامل هستند.
۱.) تغییر استراتژیک در برنامه خرید خریداران، اکنون نیاز به تجهیزات جدید جابجایی خوراک را ایجاب میکند: هنگام جایگزینی اکسترودرهای تک مارپیچ ۱۵ ساله، توصیه به استفاده از اکسترودرهای دو مارپیچ در پاییندست میشود. سیستم پلتساز زیر آب برای گسترش امکانات آینده برای استفاده از مواد اولیه بازیافتی و در عین حال حفظ گزینه ترکیب در محل. این همان چیزی است که اکنون مشخصات تجهیزات پیشفرض به آن شباهت دارد.
سوالات متداول: سوالات متداول در مورد اکستروژن پلاستیک
اکستروژن پلاستیک از زمان سفارش تا تحویل چقدر طول میکشد؟
مشاهده پاسخ
معایب اکستروژن پلاستیک چیست؟
مشاهده پاسخ
آیا میتوان از پلاستیک بازیافتی در اکستروژن استفاده کرد؟
مشاهده پاسخ
تفاوت بین اکستروژن پلاستیک و قالب گیری تزریقی چیست؟
مشاهده پاسخ
آیا اکستروژنهای پلاستیکی قابل بازیافت هستند؟
مشاهده پاسخ
تعیین مشخصات خط اکستروژن پلاستیک؟
مشخصات اکسترودرهای دو مارپیچ، تک مارپیچ و اکسترودرهای تخصصی را با توجه به توان عملیاتی، پلیمر و نقشه راه خود برای تولید مواد بازیافتی مقایسه کنید.
درباره این تحلیل اکستروژن پلاستیک
این راهنما بر اساس بیش از ۱۵ سال تجربه UDTECH در طراحی خطوط اکستروژن پلاستیک - برای تولیدکنندگان پلاستیک، آزمایشگاه، پلاستیک بازیافتی و پلیمرهای مهندسی در بیش از ۱۰۰ کشور با پیکربندیهای تک ماردون، دو ماردون و سه ماردون - تهیه شده است. محدوده هزینه و توان عملیاتی ارائه شده با مشخصات ASTM D1248، D5857 و ISO/ASTM 52903-1:2020 مطابقت داده شده است. در مواردی که دادههای صنعتی ارائه شده است (Grand View Research، تحقیقات بازار پایداری، فناوری پلاستیک)، ما منبع مربوطه را درج میکنیم تا بتوانید در مقابل تاریخ انتشار اصلی به آن مراجعه کنید.
منابع و مراجع
- مشخصات استاندارد ASTM D1248-16 برای مواد اکستروژن پلاستیک پلی اتیلن برای سیم و کابل — ASTM بینالمللی
- مشخصات استاندارد ASTM D5857 برای مواد تزریقی و اکستروژن پلیپروپیلن — ASTM بینالمللی
- ISO/ASTM 52903-1:2020 تولید افزایشی — تولید افزایشی مبتنی بر اکستروژن مواد — ایزو
- اندازه بازار ماشینآلات اکستروژن - گزارش صنعت ۲۰۳۰ — گرند ویو ریسرچ
- اندازه و رشد بازار ماشین اکستروژن پلاستیک، ۲۰۳۳ — تحقیقات بازار پایداری
- هفت نمودار که صنعت پلاستیک ایالات متحده را در سال 2025 تعریف میکنند — انجمن صنایع پلاستیک
- چشمانداز ۲۰۲۶ برای تولید پیشرفته — فناوری پلاستیک
مقالات مرتبط
- راهنمای انتخاب و مشخصات اکسترودر دو مارپیچه — وقتی دو مارپیچه در آمیزهسازی، خوراک بازیافتی و PVC از تک مارپیچه پیشی میگیرد
- راهنمای پیکربندی اکسترودر پلاستیک بازیافتی — فیلتراسیون مذاب، گاززدایی و نسبت L:D برای آسیاب مجدد پس از مصرف
- بررسی اجمالی سیستم گلوله سازی زیر آب — گندلهسازی پاییندستی برای خطوط آمیزهسازی و مستربچسازی
- بازیافت پلاستیک چیست؟ راهنمای فرآیند صنعتی - مرتبسازی، شستشو، آسیاب مجدد و نقش اکستروژن در بازیافت حلقه بسته



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


