



درود بر "تسلط بر اکستروژن TPE: راهنمای اکسترودرهای الاستومر ترموپلاستیک و فرآیندهای پلاستیک"! این بار، این پست وبلاگ پیچیده و همه کاره در صدد است تا فرآیند اکستروژن TPE را که در صنعت پلاستیک ضروری است، روشن کند. این راهنما اطلاعات مفید کافی را ارائه می دهد، چه در صنعت حرفه ای باشید و چه تازه وارد این حوزه شده اید، بنابراین به شما اطمینان می دهد که با ویژگی های اکستروژن TPE مقابله کنید.
دامنه این مقاله شامل ویژگی های TPE و TPE اکسترودرها همراه با بررسی برخی از نمونه های کاربردی، عملکرد دقیق اکسترودرهای TPE نیز گنجانده شده است. اجزای کلیدی یک دستگاه اکسترودر، چرخه اکستروژن TPE و نکات ارزشمند در مورد مناسب ترین اکسترودر TPE برای نیازها و نیازهای شما نیز مورد بحث قرار خواهند گرفت. مسائل شناخته شده چهره های اکستروژن TPE نیز با بینش های متخصص مفید برای کمک پوشش داده می شود.
بنابراین، راهنماهای BECA SEO به شما می آموزند که چگونه کیفیت محصولات تولیدی و TPEX را به حداکثر برسانید و در کاربردهای الاستومر ترموپلاستیک پیشرفت کنید. بنابراین، در این سفر به من بپیوندید و رازهای عظمت اکستروژن TPE را با هم کشف کنید!
TPE چیست و چه تفاوتی با سایر ترموپلاستیک ها دارد؟
TPE یا الاستومر ترموپلاستیک، دسته وسیعی از مواد است زیرا دارای ویژگیهای ترموپلاستیک و الاستومری است. مواد قابل کشش و انعطاف پذیری مانند لاستیک هنوز با TPE ها که الاستومرهای ترموپلاستیک هستند یکسان نیستند. این پیوند خاص TPE ها را قادر می سازد تا ویژگی های الاستیک و مقاوم در برابر ضربه الاستومرها را حفظ کنند و در عین حال می توانند مانند ترموپلاستیک ها شکل داده شوند و دستکاری شوند، همچنین، TPE ها گرمانرم غیر الاستیک به همراه مقاومت استثنایی در برابر ضربه آنها را کاندیدای ایده آل برای طیف وسیعی از کاربردها می کند. همچنین TPE ها را می توان ذوب کرد و دوباره شکل داد که به محبوبیت آنها می افزاید. TPE ها دارای خاصیت ارتجاعی، مقاومت شیمیایی قوی تر، محافظت قوی تر در برابر اشعه UV و توانایی طراوت برای مقاومت در برابر آب و هوای خشن هستند. بهره برداری موثر از TPE ها به شناخت خواص آنها بستگی دارد، که منجر به پذیرش تکنیک های جدید تولید می شود و در نهایت به افزایش کیفیت محصول نهایی کمک می کند.
درک TPE: ویژگی ها و کاربردها
الاستومرها یا الاستومرهای ترموپلاستیک دارای ویژگی های منحصر به فردی هستند که آنها را در بسیاری از کاربردهای صنعتی مفید می کند. با ترکیب ویژگی های ترموپلاستیک و الاستومری، TPE ها بر خلاف هر چیزی که قبلا دیده شده بود، ماهیت قابل پردازش و بازیافت ترموپلاستیک ها و خاصیت ارتجاعی لاستیک مانند را ارائه می دهند. شکل پذیری خوب، خاصیت ارتجاعی، دما و استقامت شیمیایی، این مواد را ارزشمند می کند.
TPE ها معمولاً برای کالاها در صنایع خودروسازی، مصرف کننده، پزشکی و الکترونیک استفاده می شوند. آنها در دستگیره ها، مهر و موم ها، واشرها و اجزایی که به نرمی و در عین حال دوام و انعطاف پذیری نیاز دارند، دیده می شوند. تطبیق پذیری بالای آنها در فرآیندهای ابزارسازی ترموپلاستیک و قابلیت های قالب گیری آنها را برای این فرآیندها مناسب تر می کند.
TPR ها، SBS ها و SEBS ها دیگر گرمانرم هایی هستند که به کار گرفته شده اند، اما رقابت پذیری آنها TPE ها را متمایز نمی کند. قابلیت ارتجاعی، انعطاف پذیری و پردازش پذیری آنها به طور قابل توجهی بالا است. آنها فرآیندهای قهوه ای ترنر، ذوب رنگ و اکستروژن هستند که با کاربردهای مختلف سازگار هستند.
هنگامی که ما TPEEL می کنیم، الاستومرها به دلیل توانایی آنها در انتقال ترکیبات الاستومری در ترکیب مورد نظر، اجزای اولیه هستند. نسبت و نوع الاستومرهای ادغام شده در ترکیبات TPE اهمیت زیادی نسبت به ویژگی های مواد حاصل و غیره دارد.
دانش جامع از ویژگی ها و کاربردهای TPE ها، سازندگان را قادر می سازد تا بهینه سازی فرآیندهای تولید TPE، طراحی الاستومر ترموپلاستیک و محصولات آن، و انتخاب مواد مناسب را درک کنند. با در نظر گرفتن همه چیز، کیفیت کالاها را افزایش می دهد و در عین حال چشم اندازهای جدیدی را در دنیای کاربردهای الاستومر ترموپلاستیک کشف می کند. بنابراین، بیایید این ماجراجویی را با هم شروع کنیم و اسرار برتری اکستروژن TPE را فاش کنیم!
مقایسه با سایر ترموپلاستیک ها: TPR، SBS و SEBS
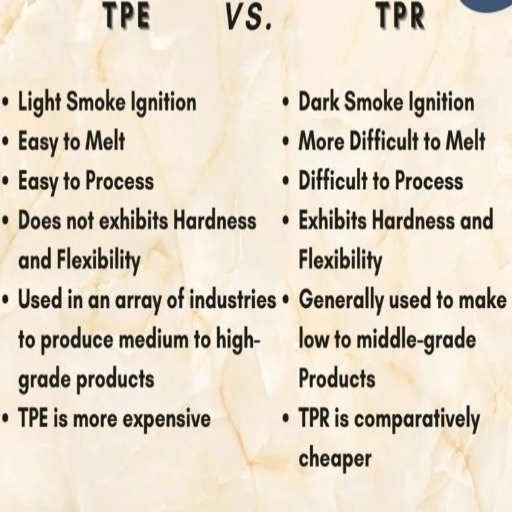
الاستومرهای ترموپلاستیک (TPEs) شباهت کمی با سایر پلیمرهای ترموپلاستیک مانند لاستیک گرمانرم (TPR)، استایرن-بوتادین-استایرن (SBS) و استایرن-اتیلن-بوتیلن-استایرن (SEBS) دارند که در جدول زیر مشاهده می شود.
TPR:
TPR یک الاستومر ترموپلاستیک و گرمانرم انعطاف پذیر، انعطاف پذیر و بادوام است که می تواند خواص مکانیکی و شیمیایی را با هم ترکیب کند.
مقاومت خوبی در برابر سایش، پارگی و ضربه دارد.
کاربردهای نرم و الاستیک، از جمله زیره کفش، واشر و دستگیره، به دلیل خواص سودمند آن از TPR استفاده می کنند.
SBS:
SBS یک الاستومر ترموپلاستیک است که از بلوک هایی از بخش های استایرن و بوتادین ساخته شده است.
دارای خاصیت ارتجاعی عالی و خواص ضربه ای در دمای پایین است که می تواند در برابر ضربه های متوسط مقاومت کند.
SBS در کاربردهای کفش، چسب و میرایی صدا گنجانده شده است.
SEBS:
SEBS یک ریزساختار با کوپلیمر بلوکی از استایرن، اتیلن و بوتیلن است.
SEBS حاوی ویژگی های مکانیکی پلیمرهای استایرن و الاستومرها است که مقاومت فوق العاده ای در برابر اشعه ماوراء بنفش و انعطاف پذیری و انعطاف پذیری خوب ارائه می دهد.
دستگاه های پزشکی، قطعات خودرو و محصولات مصرفی نمونه هایی از مناطقی هستند که SEBS در آنها استفاده می شود.
در ارزیابی این ترموپلاستیک ها همراه با TPE ها، عواملی مانند کشش، ویژگی های مکانیکی، مواد x مقاومت شیمیایی، مقرون به صرفه بودن، و سهولت فرآیند بسیار مهم هستند. خاصیت ارتجاعی افزایش یافته TPR، طیف گسترده ای از پایداری شیمیایی و قابلیت پردازش آسان آن را به گزینه ای مطلوب برای بسیاری از کاربردها تبدیل می کند. انتخاب مواد توصیه شده به عوامل استفاده مورد نظر، مانند ویژگی های فیزیکی مورد نیاز محصول نهایی، در دسترس بودن فضای نصب، یا بودجه مجاز بستگی دارد.
نقش الاستومرها در ترکیب TPE
نقش الاستومرها در ترکیب TPE بسیار ضروری است. الاستومرها پلیمرهایی هستند که انعطاف پذیر باقی می مانند و در صورت ایجاد تغییر شکل به شکل اولیه خود باز می گردند. در مورد TPE (الاستومر ترموپلاستیک)، الاستومرها بسیار مهم هستند زیرا انعطاف پذیری زیادی در محصول نهایی و انعطاف پذیری و دوام دارند. آنها نرمی و کشش TPE ها را افزایش می دهند و آنها را برای استفاده در کاربردهایی که به ویژگی های لاستیکی نیاز دارند مناسب می کند. این امر به این دلیل است که از طریق استفاده از الاستومرها در فرمول TPE، عملکرد کلی محصول نهایی، از جمله خواص مکانیکی، مقاومت شیمیایی و سهولت پردازش، بهبود مییابد. الاستومری که باید استفاده شود بر اساس ماهیت فیزیکی مورد نیاز TPEهای نهایی، الزامات نظارتی آن و محدودیت های هزینه است. در نتیجه، الاستومرها یک عنصر ضروری در ترکیب TPE هستند زیرا به ساخت مواد الاستومری ترموپلاستیک چند منظوره مناسب برای کاربردهای مختلف کمک می کنند.
اکسترودرهای TPE چگونه کار می کنند؟
اکسترودرهای TPE در تولید الاستومرهای ترموپلاستیک (TPE) به شدت مورد نیاز هستند. شکل نهایی مورد نیاز برای تولید TPE با استفاده از تکنیک اکستروژن متشکل از مراحل متعدد، از جمله ذوب، اختلاط و حمل و نقل مواد TPE شکل میگیرد.
- تغذیه HOPEER: مرحله اول شامل تغذیه گلوله های TPE در یک سوراخ، مخزن مواد مورد نیاز است.
- انتقال و ذوب گلوله: در این مرحله، غنی سازی دما و فشار با استفاده از یک پیچ دوار انجام می شود که گلوله های TPE را تقویت می کند. اولین مرحله در این فرآیند، وارد کردن گلوله های TPE به داخل اکسترودر از طریق منطقه تغذیه است.
- اختلاط و همگن سازی: مرحله اختلاط پس از محکم شدن مواد در پیچ انجام می شود. به جای ذوب مواد TPE، این مرحله از خواص کافی آن اطمینان می دهد.
- شکل گیری دایند اکستروژن: TPE در مرحله قبل کاملاً مخلوط و ذوب شد. شکل نهایی آن اکنون با عبور دادن آن از طریق یک قالب اکستروژن مشخص می شود و ابعاد مورد نیاز اکسترودر تنظیم شد.
با اطلاع از عملکرد اکسترودرهای TPE، تولیدکنندگان می توانند فرآیند اکستروژن را بهبود بخشند و اطمینان حاصل کنند که مواد TPE با ویژگی های فیزیکی، پردازش پذیری و عملکرد مطلوب تولید می شوند.
اجازه دهید اکنون به خصوصیات متمایز و اصول کار یک اکسترودر پیچ که در اکستروژن TPE ضروری است، بپردازیم.
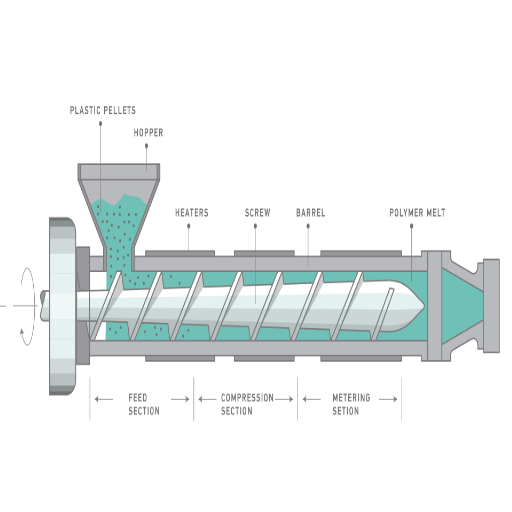
مکانیک یک اکسترودر اسکرو
من می توانم مفهومی عالی از نحوه عملکرد اکسترودر پیچ به شما ارائه دهم. اکسترودر پیچ در فرآیند اکستروژن TPE ضروری است زیرا ذوب، اختلاط و حمل و نقل مواد TPE را از طریق یک قالب در هندسه مورد نیاز ممکن میسازد. این دارای اجزای متعددی است، از جمله یک قیف که امکان ذخیره گلوله های TPE را فراهم می کند و یک منطقه تغذیه که حرکت گلوله ها را با پیچ امکان پذیر می کند. این منطقه گرمایش انرژی لازم برای ذوب TPE را فراهم می کند. پیچ های حفاری مجهز به پروازهای مارپیچ در اطراف بشکه ها می چرخند که فشار و نیروهای برشی مورد نیاز را برای ذوب و آب بندی TPE ایجاد می کند. سپس TPE گرم شده از طریق قالب اکستروژن وارد می شود و شکل دلخواه را به آن می دهد. سرعت اکسترودر و دما را می توان برای بهبود فرآیند اکستروژن و فعال کردن ویژگی های TPE مورد نظر تنظیم کرد. مکانیک یک اکسترودر پیچ ابزاری ضروری برای دستیابی به اکستروژن های موثر و یکنواخت TPS است، که به نوبه خود ساخت محصولات TPE را که دارای عملکرد همه کاره TPE هستند، تسهیل می کند.
تفاوت بین اکسترودرهای تک پیچ و دوقلو
اجازه دهید شما را در مورد تمایزات کلیدی بین روشن کنم اکسترودرهای تک پیچ و دوقلو. اکسترودرهای تک پیچ به طور گسترده برای اکستروژن TPE استفاده می شوند و شامل یک پیچ مارپیچ چرخان هستند که در داخل یک بشکه استوانه ای قرار دارد. آنها چند منظوره هستند، برای کاربردهای متعدد مناسب هستند و استفاده از آنها آسان و مقرون به صرفه است. اکسترودرهای دو پیچبا این حال، از دو پیچ استفاده می شود که با هم کار می کنند تا TPE را ذوب و پردازش کنند. آنها اختلاط را بهبود می بخشند، فرآیندهای اکستروژن را کنترل می کنند و برای فرمولاسیون های پیچیده مناسب هستند. تجزیه و تحلیل دقیق نیازهای اکستروژن TPE به شما در شناسایی انتخاب بهینه بین این دو کمک می کند - یک یا یک اکسترودر دو پیچ که برای نتایجی که می خواهید به آن نیاز دارید.
اجزای کلیدی یک ماشین اکسترودر
دستگاه اکسترودر قطعه ای قوی از تجهیزات با انواع قطعات تشکیل دهنده است که کل فرآیند اکستروژن TPE را تسهیل می کند. اینها عبارتند از:
هاپر. در طول فرآیند اکستروژن برای تغذیه TPE به اکسترودر و اطمینان از تداوم تغذیه مناسب در طول فرآیند استفاده می شود.
پیچ(ها): پیچ(ها) کلید ذوب و اختلاط سریع مواد TPE است و از فولاد با تغییر زیاد تشکیل شده است، پس از اینکه عمق و گام پروازهای پیچ برای اکستروژن بهتر بهینه شد. قطر و نوع پیچ نیز نقش اساسی در نتیجه بازی دارد.
بشکه: بشکه پیچ(ها) را در جای خود نگه می دارد و همچنین می تواند مواد TPE را در حین اکستروژن گرم و خنک کند، زیرا اجزای الکتریکی دما به آن در کنار سیم های گرمایش و ژاکت های خنک کننده اضافه شده است.
گیربکس: گیربکس را می توان به عنوان سیستمی تعریف کرد که وظیفه انتقال نیرو از موتور به پیچ(ها) را دارد که امکان کنترل بیشتر بر سرعت اکستروژن را فراهم می کند.
قالب: قالب مکانیزمی است که TPE را به شکل خاص یا نمایه دلخواه تشکیل می دهد. بنابراین، در تعیین ساختار و ویژگی های محصول نهایی که باید اکسترود شود، تخصص دارد.
سیستم کنترل: سیستم کنترل تقریباً از تمام پارامترها، از دما گرفته تا فشار و یا حتی سرعت، تشکیل شده است که به کاربر اجازه می دهد تا فرآیند اکستروژن را در زمان واقعی برای کارایی بیشتر تغییر داده و تنظیم کند.
هنگام انتخاب یک دستگاه اکسترودر برای اکستروژن TPE، برخی پارامترهای فنی از جمله قطر پیچ، نوع پیچ، قابلیت گرم کردن و خنک کردن بشکه، قدرت موتور و ویژگی های یک سیستم کنترل باید در نظر گرفته شود. این پارامترها باید با فرمول TPE و الزامات مشخصات تولید مطابقت داشته باشند. برای مشاوره حرفه ای در مورد انتخاب یک اکسترودر TPE مناسب، با متخصصان ما تماس بگیرید.
مراحل فرآیند اکستروژن TPE چیست؟
اکستروژن TPE شامل چندین مرحله حیاتی برای اکسترود موفقیت آمیز الاستومرهای ترموپلاستیک است. اجازه دهید این روش ها را با جزئیات بررسی کنیم.
مواد TPE باید با احتیاط زیاد انتخاب و آماده شوند. این شامل بررسی فرمول و قوام ترکیب TEP است، که ممکن است نیاز به ترکیب TEP با افزودنیها، پرکنندهها یا رنگها داشته باشد. - آماده سازی مواد
TPE در قیف بارگذاری می شود و به دستگاه اکسترودر نصب می شود، که به طور دقیق دما را برای ویژگی های کلیدی TPE ها، مانند ذوب و ویسکوزیته، کنترل می کند. - تغذیه و پیش گرم کردن
مجموعه های TPE به طور مداوم به بشکه اکسترودر وارد می شوند تا پیش گرمایش را بدست آورند و باعث می شود TEP تحت یک فرآیند پلاستیک سازی قرار گیرد. ترکیبات TEP از طریق یک پیچ دوار قرار می گیرند که ذوب می شود، همگن می شود و فشار وارد می شود که سپس از طریق یک قالب رانده می شود - اکستروژن
هنگامی که از موادی مانند لوله های پروفیل یا فیلم استفاده می شود، قالب تعیین می کند که TEP چگونه پایان می یابد. – طراحی و شکل دهی قالب
تکنیکهای خنککننده مانند هوا، آب یا خلاء مستقیماً روی اکسترود اعمال میشوند تا به آن اجازه دهند تا از قالب متراکم خارج شود و ساختار آن - خنکسازی و اندازهگیری- حفظ شود.
برش و سیم پیچی: بسته به کاربرد مورد نظر، اکسترود ممکن است پس از سرد شدن به قطعات بریده شده یا نورد شود. تکنیک های برش و سیم پیچی، کالیبر برش محصول را افزایش می دهد و ابعاد محصول را در اندازه و شکل یکنواخت حفظ می کند.
کنترل و آزمایش کیفیت: نظارت بر فعالیتها در سراسر فرآیندهای اکستروژن برای نظارت بر پارامترهای کنترل کیفیت انتخاب شده مانند سطوح دما، مقادیر فشار اعمال شده و مشخصات مقطع اکسترود قبل از سرد شدن و انجماد. بررسی محصول نهایی ممکن است فقط به انجام آزمایشهای مکانیکی، تجزیه و تحلیل فیزیکی آنها و آزمایش رئولوژی آنها برای اطمینان از رعایت تمام پارامترهای TPE نیاز داشته باشد.
تا زمانی که فرآیندهای تولید همانطور که توضیح داده شد دنبال شوند و پارامترها در صورت لزوم متفاوت باشند، اکستروژن های TPE تولید شده از کیفیت و ترکیب مورد نیاز برای برآورده کردن نیازهای کاربر نهایی برخوردار خواهند بود.
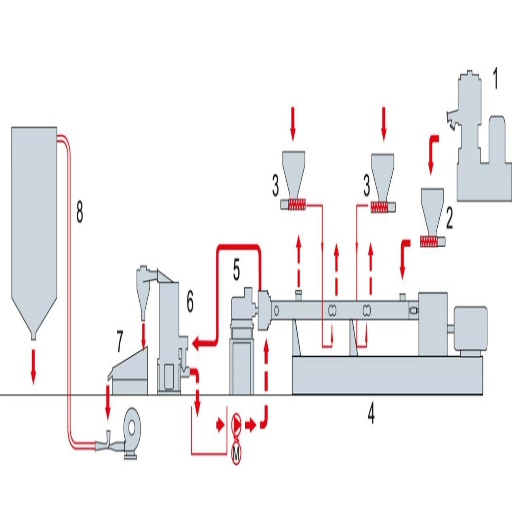
مروری بر فرآیند تولید TPE
در سراسر تکنیک تولید الاستومر ترموپلاستیک (TPE)، ویژگیهای خاصی اکستروژن مواد الاستومری گرمانرم را ممکن میسازد. این به نوبه خود به کارایی و بهره وری خروجی نهایی کمک می کند. بیایید برخی از حیاتی ترین مراحل در روش اکستروژن TPE را بررسی کنیم.
تنظیم مواد: فرآیند با انتخاب صحیح مواد TPE و تنظیم آن با توجه به خواص مورد نیاز، کاربردهای مورد نظر و فرمولاسیون مناسب آغاز می شود.
Compounding: TPE Compounding عبارت است از توزیع یک افزودنی به پلیمر پایه TPE که همراه با خود ترکیب، خصوصیات ماده را تغییر می دهد. سفارشی کردن فرمول TPE برای استفاده مورد نظر ضروری است.
اکستروژن: الاستومر ترموپلاستیک مرکب در اکسترودر TPE قرار می گیرد و همگن می شود، ذوب می شود و از طریق قالبی عبور می کند که شکل مشخصی به آن می دهد. این فرآیند به عنوان اکستروژن شناخته می شود. هنگام انجام این کار، چندین پارامتر فنی نیز باید در نظر گرفته شود، مانند قطر پیچ، قدرت موتور، طراحی پیچ، سیستم های گرمایش و سرمایش در بشکه ها و همچنین قابلیت های سیستم کنترل.
گلوله سازی: پس از اکستروژن، مواد TPE ممکن است نیاز به گلوله سازی داشته باشد تا آن را به شکل گلوله ای با قابلیت حمل آسان تبدیل کند. دو تا از محبوب ترین تکنیک ها، گلوله سازی زیر آب و گلوله سازی حلقه ای آب است. هر کدام مزایای خود را دارند که بسته به کاربرد ممکن است اعمال شوند.
راه اندازی و بهینه سازی خط اکستروژن: هنگامی که فرآیند اکستروژن TPE تنظیم شد، راه اندازی باید برای دستیابی به حداکثر بازده خط و کیفیت محصول بهینه شود. این شامل تنظیم پارامترهای فرآیند خاص، بهینه سازی فرآیندهای خنک کننده و اندازه، و کنترل سرعت و تنش خط است.
اگر به این دستورالعمل ها پایبند باشید و الزامات فرمولاسیون و الزامات تولید TPE خود را در نظر بگیرید، می توانید از نتایج اکستروژن TPE با کیفیت بهتر اطمینان حاصل کنید. برای انتخاب اکسترودر TPE یا بهینه سازی فرآیند خود در تماس با تیم کارشناسان ما تردید نکنید. ما در هر مرحله به شما کمک خواهیم کرد.
تکنیک های گلوله سازی: گلوله سازی زیر آب و حلقه آب
دو روش برای گلولهسازی الاستومرهای گرمانرم (TPEs) استفاده میشود: گلولهسازی زیر آب و حلقوی آب. هر دو روش دارای مزایا و معایبی در مورد فرمولاسیون TPE و الزامات تولید هستند.
در گندله سازی زیر آب، رشته های TPE اکسترود می شوند. پس از آن، آنها از یک محفظه پر از آب عبور کرده و وارد محفظه می شوند، جایی که تجهیزات کوچک آنها را به گلوله برش می دهد. آب خنک به حفظ شکل و یکپارچگی گلوله ها در طول فرآیند کمک می کند. روش گلولهسازی زیر آب نیز به دلیل تولید ذرهای با پراکندگی خوب با کیفیت سطحی خوب شناخته شده است. این برای TPE با ویسکوزیته کم و قدرت مذاب بالا مناسب است.
در گلولهسازی حلقهای آب، رشتههای TPE دوباره اکسترود شده و با آب سرد میشوند که در گردش است. رشته ها با یک چاقوی چرخشی بریده می شوند. آب گرما را از رشته ها حذف می کند تا به انجماد کمک کند. گلوله سازی حلقه آب برای TPE با ویسکوزیته بالا مناسب است و یکنواختی عالی را در شکل گلوله ارائه می دهد.
هنگام تصمیم گیری برای استفاده از گلوله سازی حلقه ای زیر آب یا آب، باید به فرمول TPE، حجم تولید و هزینه ها توجه شود. مشاوره با متخصصان صنعت توصیه می شود تا بتوان از کاربردی ترین تکنیک گندله سازی استفاده کرد.
راه اندازی و بهینه سازی خط اکستروژن
کارایی اکستروژن TPE به شدت به بهینه سازی پیکربندی و تنظیم خط اکستروژن بستگی دارد. اکسترودر TPE را با در نظر گرفتن پارامترهایی مانند قطر و نوع پیچ خریداری کنید.
قطر پیچ: برای خروجی مورد نظر برای اکستروژن TPE، قطر پیچ باید از ظرفیت و کیفیت تولید پشتیبانی کند. برای انتخاب قطر پیچ از حجم و سرعت تولید استفاده می شود. اکسترودرهای TPE دارای قطر پیچی هستند که معمولاً بسته به استفاده از 20 میلی متر تا 120 میلی متر متغیر است.
نوع اکسترودر: ساخته شده از پیچ های تک یا دوقلو. استفاده عمومی از TPE اکستروژن از اکسترودرهای تک پیچ استفاده می کندبا این حال، اکسترودرهای دو پیچ برای فرآیندهای اکستروژن که نیاز به اختلاط، پراکندگی و کنترل بهتری دارند، مناسبتر هستند.
نظارت بر ماشین آلات اکستروژن برای مصارف مختلف باید ملاحظاتی را در نظر بگیرد:
گرمایش و سرمایش بشکه: کنترل دقیق دما در امتداد بشکه برای حفظ دمای مورد نظر و در نتیجه ویسکوزیته TPE در طول فرآیند اکستروژن ضروری است. مناطق گرمایشی و سرمایشی مناسب باید برای حفظ مشخصات دما طراحی شوند.
طراحی و پیکربندی پیچ: پیکربندی پیچ باید بهینه شود تا با فرآیند اکستروژن TPE مطابقت داشته باشد و اطمینان حاصل شود که اختلاط، پراکندگی و ایجاد فشار خوب برای انتقال موثر مذاب را تجربه می کند.
سیستمهای کنترل: سیستمهای اتوماسیون مانند کنترلکننده PLC همراه با کنترلهای صفحه لمسی میتوانند دقت و انعطافپذیری اکستروژن را افزایش دهند و در عین حال تنظیم، نظارت و بهینهسازی فرآیند را آسان کنند.
اگر سوال بیشتری دارید یا نیاز به مشاوره تخصصی در مورد اکستروژن TPE دارید، لطفا با ما تماس بگیرید. متخصصان ما می توانند به شما در تصمیم گیری و بهینه سازی فرآیند اکستروژن TPE کمک کنند.
چگونه اکسترودر TPE مناسب را برای نیازهای خود انتخاب کنید؟

درک فرآیندهای مختلف درگیر، از جمله اکستروژن، برای خرید یک اکسترودر TPE ضروری است. دو عامل اصلی که باید بر روی آنها تمرکز کرد عبارتند از نوع اکسترودر و همچنین قطر پیچ.
قطر پیچ: قطر فشار ایجاد شده را تعیین می کند، که اجازه می دهد دمای شدید ایجاد شود. این به نوبه خود تأثیر زیادی بر زمان اقامت خواهد داشت. برای به دست آوردن نتایج دقیق، بسیار مهم است که بر روی توان عملیاتی پرکننده، چگالی TPE یا هر نیاز خاص دیگری تمرکز کنید.
انواع اکسترودر: این ابزارها که معمولاً به عنوان پیچ های تک، پیچ های دوقلو و اکسترودرهای سیاره ای شناخته می شوند، به طور گسترده در سراسر جهان مورد استفاده قرار می گیرند. هر نوع دارای ویژگی های منحصر به فردی است که به فاکتورهایی مانند راندمان ذوب یا سطح اختلاط مطلوب کمک می کند. با کمک متخصصان، زوایای دقیقی را با در نظر گرفتن الزامات به دست آورید تا بهترین مورد را برای استفاده خود انتخاب کنید.
یادآوری این نکات شانس تولید و اکسترود کردن یک محصول با کیفیت را افزایش می دهد و از به روز بودن کارایی و کارایی اطمینان می دهد.
عواملی که باید در نظر بگیرید: قطر پیچ و نوع اکسترودر
این عوامل تضمین می کند که بهترین کیفیت و عملکرد اکسترودر TPE خود را دریافت کنید.
قطر پیچ در طول اکستروژن TPE بسیار مهم است زیرا زمان ماند، دمای مذاب و همچنین فشار اکسترودر را تعیین می کند. یک قطر پیچ خاص بسته به نیاز توان عملیاتی قطعه کاربردی، خواص رئولوژیکی ماده TPE مورد پردازش و بسیاری از عوامل مرتبط دیگر مناسب است. اختلاط مناسب، پراکندگی و افزایش فشار باید به طور مناسب برای انتقال موثر مذاب متعادل باشد.
علاوه بر ملاحظاتی که قبلا ذکر شد، نوع اکسترودر نیز بر فرآیند اکستروژن TPE تأثیر می گذارد. برخی از انواع متداول اکسترودرهای مورد استفاده برای اکستروژن TPE عبارتند از اکسترودرهای تک پیچ و اکسترودرهای دو پیچه. الف اکسترودر تک پیچ برای فرمولاسیون و کاربردهای اساسی برای TEP مناسب است. در مقابل، یک اکسترودر دو مارپیچ مزایای اختلاط و کنترل بیشتری را فراهم می کند و آن را برای فرمولاسیون های پیچیده TEP و کنترل مناسب کیفیت مذاب عالی می کند.
هنگام تعیین اکسترودر TPE برای خرید، الزامات کاربرد، توان عملیاتی و خواص رئولوژیکی مواد TEP را در نظر بگیرید. بررسی کامل این پارامترها به انتخاب اکسترودری که به بهترین وجه برای هدف مناسب است، کمک می کند، بنابراین فرآیند استخراج و کیفیت و قوام تولید TPE را بهبود می بخشد. متخصصان آگاه ما آماده ارائه توصیه های تخصصی متناسب در صورت نیاز به دستورالعمل های بیشتر هستند.
ارزیابی ماشین آلات اکستروژن برای کاربردهای مختلف
انتخاب تجهیزات اکستروژن دقیق برای انواع عملیات های مختلف باید چندین بار مورد توجه قرار گیرد تا حداکثر کارایی و کارایی به دست آید. از تحقیقات من، نتایج پیشنهادی نشان میدهد که گستردهترین مشکلاتی که در طول تولید اکستروژن TPE با آن مواجه میشوند عبارتند از:
پراکندگی زیر بهینه: گرادیان غلظت قابل توجهی از مواد افزودنی و پرکننده ها در TPE چالش برانگیز است، که می تواند خواص غیر رضایت بخش مواد را کاتالیز کند. انتخاب تجهیزات اکستروژن و پارامترهای فرآیند به یک مسئله کلیدی در جلوگیری از پراکندگی ضعیف و مذاب ناهموار تبدیل می شود.
کنترل سختی: کنترل سختی TPE می تواند چالش برانگیز باشد. مواد، فرآیند و طراحی قالب همگی عواملی هستند که باعث تغییرات قابل توجهی در سختی می شوند. سختگیری در مناطق دما و فشار و بهینهسازی شکل قالب میتواند به این ثبات کمک کند.
کیفیت مذاب: مواد TPE نمی توانند نرخ برش اکسترود شده و دمای مذاب بسیار بالا را تحمل کنند، یا ممکن است ویژگی های مورد نظر محصول نهایی نشان داده نشود. عدم نظارت کامل بر فرآیند اکستروژن می تواند بر کیفیت مذاب تأثیر منفی بگذارد و باعث ایجاد مسائلی مانند برش ناخواسته، سایه های ناخواسته و محصولات ضعیف مکانیکی شود.
این مشکلات را می توان با پیروی از توصیه های بهترین شیوه های صنعت در موارد زیر به طور موثر حل کرد:
طراحی پیچ بهبودیافته: مشخص کردن یک اکسترودر با شکل پیچ مخصوص، توانایی اختلاط را بهبود میبخشد و بنابراین میتواند قوام مذاب یکدستتر را فراهم کند و به طور قابل توجهی پراکندگی مواد را کاهش دهد.
بهینه سازی پارامتر فرآیند: سختی و پراکندگی را می توان با مدیریت پارامترهای پردازش مانند دما، سرعت پیچ و توان در کیفیت مذاب ادغام کرد.
بهینه سازی طراحی قالب: گوشتی بودن و کیفیت هنگام استفاده از قالب مناسب ثابت می ماند. طول قالب صحیح، فاصله بین قالب ها و حتی خنک شدن قالب ها به ایجاد یک جریان یکنواخت کمک می کند.
پیروی از بهترین روش های ذکر شده می تواند به تولید کنندگان کمک کند تا کیفیت و ثبات را حفظ کنند. برای اطلاعات بیشتر با ما تماس بگیرید تا به شما در درک کامل فرآیند اکستروژن TPE کمک کنیم. ما همیشه آماده کمک به مشتریان خود هستیم.
برای مشاوره تخصصی در مورد اکستروژن TPE با ما تماس بگیرید
در صورتی که با اکستروژن TPE با مشکل مواجه شدید، به ما کمک کنید زیرا ما کارشناسانی داریم که می توانند به شما در یافتن راه حل کمک کنند. خواه به افزایش پراکندگی، کنترل سختی، بهینه سازی طراحی قالب یا بهبود کیفیت کلی تولید مربوط باشد، ما کارشناسانی داریم که می توانند به شما کمک کنند. با در نظر گرفتن دما، سرعت پیچ، توان عملیاتی، پارامترهای طراحی قالب (طول زمین، شکاف قالب، خنککاری)، و بهترین روشهای ارائه شده، امکان دستیابی به اکستروژن TPE با کیفیت بالا به طور مداوم وجود دارد. برای مشاوره و کمک حرفه ای در هر مرحله از فرآیند اکستروژن TPE خود با ما تماس بگیرید.
چه چالش هایی با اکستروژن TPE مرتبط است؟

اکستروژن TPE سهم عادلانه خود را از چالش ها دارد که باید شناسایی و حل شود تا تولید به طور موثر انجام شود. درک مسائل برای تولید روان ضروری است. در زیر برخی از مشکلات رایجی که ممکن است در حین اکستروژن TPE رخ دهد و جنبه های اصلی آنها آورده شده است.
مواد TPE به دلیل پراکندگی ضعیف که ناشی از اختلاط ناکافی است، شکل و ظاهر نهایی خود را تغییر می دهند. ترکیب و اختلاط مناسب، و همچنین کار در جهت پراکندگی بهینه، به طور موثر مشکل را حل می کند. دستیابی به دمای مذاب ثابت در سراسر اکستروژن می تواند نگران کننده باشد، به خصوص برای محصولات TPE با کیفیت بالا. طراحی پیچ ها، مواد مورد استفاده، خواص محصولات و دما می تواند از نظر ثابت نگه داشتن دمای مذاب کمی سخت باشد.
همانطور که می دانیم TPE باید متورم شود و در نتیجه کنترل ابعادی را برای حفظ چالش دقیق می کند. برای حل مشکلی که قبلا ذکر شد، طراحی مناسب قالب و استفاده از خنک کننده می تواند به حفظ محدوده شکاف قالب کمک کند. در حالت ایده آل، طول زمین می تواند به ما کمک کند تا ابعاد مورد نیاز خود را بدست آوریم.
چسبندگی و چسبندگی: هنگامی که مواد TPE اکسترود می شوند، معمولاً مشکلات چسبندگی و چسبندگی دارند که می تواند باعث ایجاد مشکلاتی در فرآیند تولید شود. استفاده از عوامل آزاد کننده مناسب، بهینه سازی پارامترهای پردازش و طراحی صحیح قالب می تواند به کاهش این مشکلات کمک کند.
فوم کردن و گیر افتادن هوا: اکستروژن TPE گاهی اوقات می تواند مشکلاتی در کف کردن یا گیر افتادن هوا داشته باشد که منجر به نقص در محصول نهایی می شود. کنترل دمای مذاب، طراحی پیچ و تهویه مناسب مشکلات کف کردن و گیر افتادن هوا را کاهش می دهد.
ما مجهز به ارائه توصیهها و کمکهای عملی هستیم تا در اکستروژن پیچیده TPE گم نشوید و در عوض به طور مداوم نتایج درست را دریافت کنید. متخصصان ماهر ما به شما در فرآیند اکستروژن TPE کمک خواهند کرد.
مسائل رایج در تولید اکستروژن TPE
در طول اکستروژن TPE، چندین مشکل مداوم نیاز به تعمیر و نگهداری و حل مشکل دارد. برای پرداختن به مسائل به طور جامع، در اینجا برخی از رایج ترین مشکلاتی که در فرآیند تولید TPE با آن مواجه می شوند، آورده شده است.
پراکندگی کم مواد: پراکندگی با کیفیت پایین می تواند باعث ناهماهنگی یک محصول شود و به طور بالقوه بر عملکرد و زیبایی آن تأثیر بگذارد. در این مورد، کنترل شرایط اختلاط، مانند دما، سرعت پیچ و مدت اختلاط، برای پراکندگی صحیح محیطها بسیار مهم است.
کنترل سختی یک چالش است: کنترل سختی یک ماده در محدوده های تنظیم الاستیک بسیار مهم است، این امر برای اطمینان از اینکه خواص مکانیکی محصولات نهایی TPS مطابق با مشخصات از پیش تعیین شده است، ضروری است. با این حال، از آنجایی که محصولات هنوز در فرآیند اکستروژن هستند، تغییرات سختی وجود خواهد داشت، این موارد را می توان از طریق مدیریت موثر و دقیق فرمول بندی مواد، پروفایل های دمای تنظیم شده و سرعت اکستروژن حل کرد.
مشکلات مرتبط با طراحی قالب: زمانی که قالب به درستی طراحی نشود، می تواند مشکلات دیگری مانند شکستگی مذاب، به دست آوردن ضخامت دیواره ناهموار به دلیل خطوط قالب و نازک شدن بیش از حد دیوار ایجاد کند. پارامترهای طراحی قالب باید برای بازگرداندن ثبات در کیفیت و عملکرد محصول بهبود یابد.
هنگامی که اقداماتی مانند تنظیم دقیق پارامترها برای دستیابی به قالب های مورد نیاز، بررسی های معمول برای اطمینان از کیفیت مواد و مکانیسم های قوی برای حفظ کیفیت محصول انجام می شود، راندمان تولید TPE به طور قابل توجهی افزایش می یابد تا انتظارات مشتری را برآورده کند.
راه حل هایی برای بهبود پراکندگی و کنترل سختی
برای افزایش کنترل پراکندگی و سختی در قالبگیری ترموپلاستیک TPE، ابتدا به من اجازه دهید که از طریق تحقیقات و درک عمیقتر مشکل در دست، بگویم چندین راهحل پیدا کردهام:
اختلاط با برش بالا: این روش ملایم و در عین حال موثر اعمال گرما برای مخلوط کردن یکنواخت ترکیبات و به نوبه خود، پراکندگی مواد افزودنی، پرکننده ها و سایر اشکال تقویت کننده در سراسر ماتریس TPE طراحی شده است. این نه تنها عملکرد ترموپلاستیک را افزایش می دهد، بلکه قوام محصول را نیز افزایش می دهد.
سیستمهای مانیتورینگ مدرن: تجهیزات مانیتورینگ عصر جدید مانند نظارت رئولوژیکی و حسگرهای دمای مذاب حس دقت را هنگام کنترل پارامترهای اصلی القا میکنند. این، همراه با فرمول بندی دقیق مواد، کنترل دما و سرعت اکستروژن، امکان مدیریت موثر سختی در الاستومر را فراهم می کند.
طراحی قالب ساده: برای افزایش هندسه محصولات تولید شده و به حداکثر رساندن رضایت مشتری، مشخصات طراحی قالب، از جمله شکاف قالب، باید بیشتر بهینه شود تا یکنواختی ضخامت افزایش یابد، که احتمال شکستگی را کاهش می دهد.
فرض کنید تولیدکنندگان قصد دارند به سطح بالاتری از رضایت مشتری دست یابند. در آن صورت، آنها باید با اتخاذ راهحلهایی مانند راهحلهایی که به همراه بهترین اقدامات در قالبگیری ترموپلاستیک TPE، از جمله اما نه محدود به مواد با کیفیت، بهینهسازی پارامترهای فرآیند و سیستمهای تضمین کیفیت موجود، روی بهبود کارایی تولید و قابلیت سرویسدهی تمرکز کنند. .
بهترین روش ها در قالب گیری ترموپلاستیک TPE
برای به دست آوردن نتایج مطلوب، باید بهترین روش ها را دنبال کرد. چنین شیوه هایی بر اساس تحقیقات گسترده در این زمینه، مانند بهترین شیوه ها برای قالب گیری TPE، فرموله می شوند. در چنین فرآیندهایی باید موارد زیر را در نظر گرفت:
انتخاب مواد TPE مناسب تضمین می کند که ویژگی های هدف محصول برآورده می شود، بنابراین، نیاز به در نظر گرفتن سختی، انعطاف پذیری و مقاومت شیمیایی مواد وجود دارد. چنین ویژگی های TPE تحت پارامترهای فنی کلیدی مانند:
کنترل حفره تخصصی: داشتن کنترل حفره تخصصی حفظ کیفیت محصول و ثبات ابعاد را آسان تر می کند. پارامترهای فنی که می توانند این کار را انجام دهند عبارتند از:
تزریق روغنکاری کنترل شده: برای حل چنین مسائلی نیاز به کنترل ساختار هیبریدی دقیق مونتاژ بخشی است که از قالب گیری الاستومری ترموپلاستیک استفاده می کند. چنین پارامترهایی که نیاز به دقت دارند عبارتند از:
طول مجموعه قالب و عرض حاشیه مجموعه قالب
طراحی جهت جریان قالب و زمان چرخه
طرح های جابجایی هوا که حفره های هوا را به حداقل می رساند
در نظر گرفتن ملاحظات فوق می تواند پارامترهای فنی را نیز افزایش دهد. راندمان تولید افزایش می یابد و کیفیت محصولات TPE مطابق با استاندارد بازار خواهد بود. همیشه آزمایش و اقدامات کنترلی را در نظر بگیرید تا از خروجی با کیفیت در طول قالبسازی اطمینان حاصل کنید تا به خروجی مطلوب برای بازار نهایی برسید.
منابع
برترین تولید کننده اکسترودر لاستیکی در چین
سوالات متداول (FAQ)
س: الاستومر ترموپلاستیک (TPE) چیست و چه تفاوتی با سایر مواد دارد؟
پاسخ: الاستومرهای ترموپلاستیک (TPEs) دسته ای از کوپلیمرها یا ترکیبی فیزیکی از پلیمرها، معمولاً پلاستیک و لاستیک هستند که از موادی با خواص ترموپلاستیک و الاستومری تشکیل شده است. برخلاف لاستیک های سنتی، TPE ها را می توان به راحتی قالب گیری و مانند پلاستیک بازیافت کرد. تفاوت اصلی بین TPE و سایر مواد مانند TPU (پلی اورتان ترموپلاستیک) یا TPV (ترموپلاستیک ولکانیزه) در خواص و کاربردهای خاص آنها نهفته است، جایی که TPU به دلیل خاصیت ارتجاعی و TPV برای دوام آن شناخته شده است.
س: معرفی TPE در خط تولید چگونه بر فرآیندهای تولید تأثیر می گذارد؟
A: معرفی TPE به خط تولید به دلیل توانایی آن در قالب گیری و قالب گیری، امکان تولید کارآمدتر را فراهم می کند. این انعطاف پذیری منجر به کاهش زمان و هزینه تولید می شود. علاوه بر این، TPE ها می توانند طرح های محصول را با ترکیب خواص لاستیک و پلاستیک، ارائه دوام بالا، انعطاف پذیری و پرداختی عالی، بهبود بخشند.
س: چه نوع ماشین های اکستروژن برای اکستروژن TPE استفاده می شود؟
A: TPE اکستروژن معمولاً از ماشین های اکسترودر گرمانرم استفاده می کند برای رسیدگی به خواص منحصر به فرد مواد TPE. این ماشینها میتوانند شامل اکسترودرهای تکی و پلاستیکی با پیکربندیهای تخصصی پیچ و بشکه باشند تا از دقت بالا در خروجی و پراکندگی بهتر مواد در طول فرآیند اکستروژن اطمینان حاصل کنند.
س: آیا می توان از TPE در چاپ سه بعدی استفاده کرد؟
پاسخ: بله، TPE را می توان در چاپ سه بعدی استفاده کرد. انعطاف پذیری و قابلیت ارتجاعی را ارائه می دهد و برای کاربردهایی که نیاز به خواص لاستیک مانند دارند مناسب است. فیلامنت TPE با بسیاری از پرینترهای سه بعدی، از جمله آنهایی که با مواد PEEK، PCL، ABS، PLA و PETG چاپ می کنند، سازگار است.
س: نقش پیچ و بشکه در دستگاه اکستروژن TPE چیست؟
پاسخ: پیچ و بشکه در دستگاه اکستروژن TPE برای ترکیب و ذوب مواد TPE بسیار مهم است. طراحی پیچ، از جمله قطر پیچ اینچ آن، بر جریان و اختلاط مواد تأثیر می گذارد و کیفیت و خواص ثابت را در طول فرآیند اکستروژن تضمین می کند.
س: چگونه TPE با ABS، PLA و PETG در کاربردهای اکستروژن مقایسه می شود؟
A: TPE از نظر انعطاف پذیری و خواص لاستیک مانند با ABS، PLA و PETG متفاوت است. در حالی که ABS به دلیل استحکام و چقرمگی خود شناخته شده است، PLA به دلیل زیست تخریب پذیری آن ارزشمند است، PETG مقاومت شیمیایی را ارائه می دهد و TPE ترکیبی منحصر به فرد از الاستیسیته و انعطاف پذیری را ارائه می دهد. این آن را برای کاربردهایی که انعطاف پذیری و مقاومت در برابر ضربه بسیار مهم است، مناسب می کند.
س: مزایای استفاده از TPE نسبت به لاستیک سنتی در قالب گیری تزریقی چیست؟
پاسخ: TPE مزایای متعددی نسبت به لاستیک سنتی در قالبگیری تزریقی دارد، از جمله پردازش و بازیافت آسانتر، چرخههای تولید سریعتر و توانایی تولید طرحهای پیچیده با دقت بالا. این امر TPE را به یک انتخاب مقرون به صرفه و همه کاره برای بسیاری از کاربردها تبدیل می کند که ممکن است از لاستیک سنتی استفاده شود.
س: برخی از کاربردهای معمول TPE در تولید اکستروژن PEEK چیست؟
A: TPE اغلب در تولید اکستروژن PEEK (پلی اتر کتون) به دلیل انعطاف پذیری و توانایی آن در تشکیل اشکال پیچیده استفاده می شود. کاربردها شامل مهر و موم، واشر و لوله های انعطاف پذیر است که ترکیبی از خواص الاستومری TPE و ویژگی های عملکرد بالا PEEK سودمند است.
س: دقت بالای ماشین های اکستروژن چگونه به اکستروژن مواد TPE کمک می کند؟
A: دقت بالا در ماشین های اکستروژن تضمین می کند که مواد TPE به طور یکنواخت پردازش می شوند و کیفیت و عملکرد ثابت محصول را تولید می کنند. این دقت امکان پراکندگی بهتر مواد افزودنی و رنگدانهها را فراهم میکند که منجر به خواص مکانیکی برتر و پرداختهای زیبایی در محصولات نهایی اکسترود شده میشود.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


