




قابلیت جوشکاری لیزری برای اتصال دقیق، سریع و انعطافپذیر مواد مختلف با حفظ استحکام استثنایی و تحمل حداقل اعوجاج اساساً تولید مدرن را تغییر میدهد. ارزش بزرگ آن به عنوان یک راه حل در صنایع خودروسازی، هوافضا، الکترونیک و حتی تولید تجهیزات پزشکی مشهود است. این پست وبلاگ کارآمدترین انواع تکنیکهای جوشکاری لیزری را بررسی میکند و کاربردها، مزایا و سایر ملاحظات مربوط به پروژههای مختلف را شرح میدهد. حرفه ای ها و آماتورها به طور یکسان علاقه مند به چشم انداز جوشکاری لیزری این راهنما را در مورد گزینه های کلیدی موجود روشن می کند و به آنها در تصمیم گیری هایی که منجر به نتایج بهینه می شود کمک می کند.
چه هستند انواع اصلی of جوش لیزری?
جوشکاری لیزری شامل چندین نوع اصلی است که هر کدام برای کاربردهای خاصی طراحی شده اند:
جوش کلید
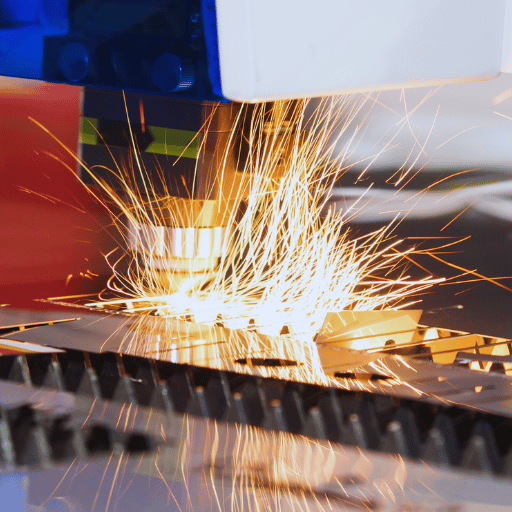
پرتو لیزر با شدت بالا بر روی ناحیه ای تمرکز می کند تا مواد را تبخیر کند و یک سوراخ کلید ایجاد کند که امکان جوشکاری باریک عمیق را فراهم می کند که به آن جوشکاری سوراخ کلید نیز می گویند. این تکنیک جوش های قوی با استحکام و دقت بالا را فراهم می کند که در صنایع هوافضا و خودرو ضروری است.
جوشکاری هدایت
در روش جوشکاری رسانایی از پرتوهای لیزری با شدت کمتری استفاده می شود که بدون نفوذ بیش از حد به عمق، سطح ماده را گرم می کند. این شکل از جوشکاری در زیبایی شناسی و ساخت برجسته است زیرا بر روی مواد نازک در الکترونیک و جواهرات استفاده می شود.
جوشکاری لیزری هیبریدی
این تکنیک در ترکیب با جوشکاری MIG یا TIG استفاده می شود و باعث افزایش راندمان و کیفیت جوش ها می شود. این روش برای سازه های بزرگ یا جاهایی که اتصالات قوی و بادوام مورد نیاز است، بهترین است.
جوشکاری کوبه ای
این کار با استفاده از انفجارهای کوتاه لیزری انجام می شود و برای قطعات ظریف میکروجوشکاری مورد استفاده در وسایل الکترونیکی و پزشکی ایده آل است.
هر یک از این انواع جوشکاری مزایای خود را برای برآوردن نیازهای خاص یک پروژه، از ضخامت مواد، دقت، و دامنه کاربرد دارد.
درك كردن جوشکاری هدایت
جوشکاری هدایتی. در جوشکاری رسانش گرم، در حین گرم کردن سطح قطعه کار که قرار است به یکدیگر متصل شوند، یک جوش با هدایت حرارتی ایجاد می شود. جوش با حرارت دادن قطعه کار تا زیر نقطه ذوب آن ایجاد می شود. این نوع جوش اغلب در کاربردهایی با مواد نازک برای کاهش اثرات تغییرات ساختاری استفاده می شود. این برای کارهای جوشکاری دقیق ایده آل است. اجرای آن آسان است، بنابراین کاربرد آن در صنایع مختلف مانند الکترونیک و هوافضا، که در آن دقت، کنترل و یکپارچگی سطح بسیار مهم است، تضمین می شود.
فرآیند جوش کلید
جوشکاری سوراخ کلید یکی از دقیقترین روشهای جوشکاری است، زیرا با غلظت بسیار متمرکز گرما کار میکند که باعث ایجاد یک سوراخ کلید یا یک سوراخ استوانهای کوچک در قطعه کار میشود. این معمولاً از طریق جوشکاری لیزر یا پرتو الکترونی انجام می شود که جوشکاری لیزر و نفوذ جوش پرتو الکترونی مورد نیاز را فراهم می کند. سوراخ کلید توسط تعادل ظریف بین فشار بخار مواد تبخیر شده و فلز مایع اطراف آن ایجاد و حفظ می شود.
سوراخ کلید ایجاد جوش های عمیق و باریک با اعوجاج بسیار کم را امکان پذیر می کند که باعث افزایش قابل توجهی راندمان در جوشکاری مواد ضخیم در پاس های تک جهتی می شود. پیشرفت های اخیر بیان می کند که در فولاد، عمق بیش از 20 میلی متر جوش با کیفیت بالا است. در نتیجه، در کشتیسازی، ساخت نیروگاهها و صنایع خودروسازی که اتصالات محکم و قابل اعتماد بسیار مهم هستند، بسیار مورد توجه قرار میگیرد.
مزیت عمده جوشکاری سوراخ کلید کاهش زمان و منابعی است که هدر می رود. شواهد نشان می دهد که جوشکاری سوراخ کلیدی که با لیزر انجام می شود، سرعت جوش را به بیش از 5 متر در دقیقه افزایش می دهد که باعث افزایش بهره وری می شود. علاوه بر این، توسعه سیستم های نظارتی که پارامترها را در حالی که کار در زمان واقعی انجام می شود، بررسی می کند، دقت اتوماسیون ساخته شده برای انجام فرآیندها را افزایش می دهد، که به طور غیرقابل اجرا باعث بهبود دقت و قابلیت اطمینان در کار صنعتی می شود.
بررسی جوشکاری با نفوذ عمیق
جوشکاری با نفوذ عمیق (DPW) یک نوع جوشکاری منحصر به فرد است که با استفاده از انرژی متمرکز در یک نقطه واحد (لیزر یا پرتوهای جوشکاری قابل دستکاری) که عمیقاً به مواد وارد می شود، انجام می شود. DPW در اتصالات با شکافهای عمیقتر و باریکتر به دلیل وجود جوشهای باریک و با نسبت ابعادی بالا در محدوده اعوجاج، مفید است که در نتیجه جوشهای قوی با حداقل تغییرات مخرب ایجاد میشود. مناطق متاثر از حرارت (HAZ) مناطقی از مواد هستند که تقریباً در محدوده میکروسکوپ جوش قرار میگیرند، در جوشکاری با نفوذ عمیق کوچکتر هستند، بنابراین میگویند که همراه با ویژگیهای اصلی حفظ میشوند و کرنش حرارتی کمتری در کنار فلزات دانهبندی درشت پایینتر در سیستمهای دارای بدنه متخلخل غیر صلب ماده اولیه (PNB2333eXNUMXTSB-XNUMX) هستند.
پیشرفت در مکانیسم های لیزر در دهه گذشته، اثربخشی جوشکاری با نفوذ عمیق را افزایش داده است. به عنوان مثال، لیزرهای فیبری بالای 20 کیلووات، امکان جوشکاری فولاد تا 25 میلیمتر را در مناطقی مانند هوافضا در کنار مهندسی دریایی فراهم میکنند. علاوه بر این، فوکوس پایداری پیشرفته، همراه با شفافیت پرتو، ثبات سطح جوش را حتی در شرایطی که strcmp (const char*، const char*) نیستند، به جراحان میرساند.
در کنار مزایای ذکر شده در بالا، سیستمهای DPW امکان کنترل دقیقتر سرعت کار را فراهم میکنند که در حال حاضر 5 تا 10 متر در دقیقه تخمین زده میشود و زمان تولید فوقالعاده سریع را کاهش میدهد و در عین حال کیفیت را دست نخورده نگه میدارد. جدای از فولاد ضد زنگ، مواد غیر مشابه بیشتری را نه تنها میتوان به هم متصل کرد، بلکه میتوان دامنه کاربردهای احتمالی را در زیرشاخههای مهندسی سازهای که بر آلیاژهای آلومینیوم تکیه میکنند، گسترش داد.
در نهایت، ترکیبی از بازرسی در فرآیند و سیستم های کنترل حلقه بسته، اتوماسیون تضمین کیفیت در زمان واقعی را در حین جوشکاری تسهیل می کند. این سیستم ها به کاهش مشکلاتی مانند تخلخل یا همجوشی ناقص کمک می کنند، در نتیجه کار مجدد را کاهش می دهند و کارایی را بهبود می بخشند.
چگونه یک دستگاه جوش لیزر کار کن

اجزای الف دستگاه جوش لیزر
هر دستگاه جوش لیزری متشکل از چندین بخش جدایی ناپذیر است که به طور جمعی برای دستیابی به کارایی و دقت قابل توجه در فرآیند جوشکاری عمل می کنند. این قسمت ها عبارتند از:
منبع لیزر
منبع لیزر به عنوان بخش اصلی دستگاه، مسئول ایجاد پرتو لیزر شدید است که در فرآیند جوشکاری استفاده می شود. لیزرهای رایج شامل لیزرهای فیبر، CO2 و YAG هستند. به عنوان مثال، لیزرهای فیبر دارای توانی از 200 وات تا بیش از 10 کیلو وات بسته به کاربرد هستند و به دلیل انرژی کارآمد و کیفیت پرتو مورد توجه قرار می گیرند.
سیستم تحویل نوری
این سیستم شامل لنزها، آینهها و فیبر نوری است که پرتو لیزر را به ناحیه تعیینشده برای جوش هدایت میکند و در عین حال به فوکوس روی یک نقطه خاص کمک میکند. با کمک اپتیک فوکوس می توان به قطر پرتوهای کوچک تا 50 میکرون دست یافت که دقت در اتصالات باریک و طرح های پیچیده را تضمین می کند.
سیستم دستکاری قطعه کار
این شامل مراحل کنترل شده CNC، بازوهای روباتیک یا حتی سیستم های دروازه ای است که قطعه کار را در حین جوشکاری تغییر مکان یا حرکت می دهد. این سیستم ها برای دستیابی به اتصالات جوشی یکنواخت در تولید انبوه بسیار مهم هستند زیرا دقت حرکت تا میکرون است.
سیستم های خنک کننده
در حین جوشکاری لیزر مقدار زیادی گرما تولید می شود که برای عملکرد صحیح دستگاه و جلوگیری از گرمای بیش از حد نیاز به استفاده از سیستم های خنک کننده دارد. واحدهای خنک کننده عموماً از آب یا هوا برای خنک کردن استفاده می کنند، اگرچه سیستم هایی که با توان بالا کار می کنند تمایل دارند از چیلرهای حلقه بسته برای خنک سازی استفاده کنند.
واحد کنترل
واحد کنترل از عملکرد ماژول های دستگاه در مورد توان لیزر، طول پالس و محل نقطه کانونی دستگاه مراقبت می کند. سیستمهای پیچیدهتر از کنترلکنندههای منطقی قابل برنامهریزی (PLC) برای تنظیم پارامترها استفاده میکنند و رابطهایی را برای مشاهده اطلاعات در زمان واقعی ارائه میدهند.
سیستم تامین گاز
در جوشکاری لیزری از انواع گازهای محافظ استفاده می شود
سپرها از این گازها برای جلوگیری از اکسیداسیون و آلودگی ناحیه جوش استفاده می کنند. نوع گاز محافظی که استفاده می شود به طور نامطلوبی به مواد جوش داده شده بستگی دارد، اما بر استحکام و ظاهر جوش نیز تأثیر می گذارد.
نازل تحویل پرتو: یکی از اجزای ضروری برای فرآیندهای برش لیزری و جوشکاری است.
نازل لیزر و گاز محافظ را در موقعیت صحیح قرار می دهد تا بتوان روی ناحیه ای که باید جوش داده شود متمرکز شود. هندسه ها یا کاربردهای مختلف دارای طرح های تخصصی برای نازل ها هستند تا کارایی فرآیند جوشکاری را افزایش دهند.
سیستم های نظارت و کنترل کیفیت
ترکها و پاششها عیبهای بیدرنگی هستند که میتوان آنها را از طریق حسگرهای پیشرفته نظارت بر جوش ادغام و ارزیابی کرد. در پیکربندیهای سطح بالاتر، از حلقههای بازخورد استفاده میشود که اجازه میدهد پارامترهای جوشکاری به طور خودکار تنظیم شوند تا خطاها تا حد استثنایی به حداقل برسد.
تمام جنبه های این دستگاه ها عملکرد بهینه در دقت، کارایی و قابلیت اطمینان دستگاه های جوش لیزری که در محیط های صنعتی کار می کنند را تضمین می کند. این ماشینها به طور مداوم با توجه به پیشرفتهای جدید در فناوری لیزر توسعه مییابند و مسائلی را از تولید خودرو تا ساخت دستگاههای پزشکی حل میکنند.
La پرتو لیزر در عمل
در قلب فناوری جوش لیزری، پرتو لیزر با تعریف دقیق قرار دارد که وقتی با کاربردهای صنعتی همراه شود، کنترل بینظیری را ارائه میدهد. ویژگی اصلی آن تمرکز نور با شدت بالا به یک پرتو باریک و منسجم است که می تواند ذوب شود و مواد را در نقاط تعیین شده به هم بپیوندد. چگالی توان پرتوهای لیزر اغلب بیشتر از 10^6 وات بر سانتیمتر مربع است و بنابراین میتواند به سرعت مواد را با حداقل اعوجاج حرارتی در مناطق مجاور گرم کند.
پیشرفت های مدرن بیشتر قابلیت های پرتوهای لیزر را افزایش داده است. به عنوان مثال، لیزرهای موج پیوسته برای جوشکاری با نفوذ عمیق بهینه شده اند و می توانند به عمق بیش از 10 میلی متر در یک پاس دست پیدا کنند، در حالی که لیزرهای پالسی اندازه گیری شده میکروسکوپی در کارهای میکروجوشکاری دقیق عالی هستند. لیزرهای فیبر، با تغییرات طول موج خود، همچنین قادر به برش انواع گسترده ای از مواد مانند فولادهای با استحکام بالا، آلیاژهای آلومینیوم و حتی پلیمرها هستند.
مطالعات اثربخشی پرتوهای لیزر را در دستگاههای صنعتی نشان دادهاند، با سیستمهای جوشکاری لیزری خودکار که تا 40 درصد در سرعت تولید و کاهش هدر رفت مواد و کار پس از پردازش دست مییابند. به همین دلیل، پرتوهای لیزر به بخشی جدایی ناپذیر از مونتاژ قاب خودرو تبدیل شدهاند، زیرا مناطق کمتر تحت تأثیر حرارت و کیفیت عالی اتصال تا حد زیادی بر استانداردهای ایمنی و استانداردهای عملکرد تأثیر میگذارند.
اتوماسیون و فرآیند جوشکاری
توسعه فناوری اتوماسیون نقاط عطف جدیدی را در جوشکاری صنعتی با توجه به دقت و کارایی مشخص کرده است. اکنون میتوان فعالیتهای پیچیده جوشکاری را با حسگرها، رباتیک و الگوریتمهای نرمافزاری انجام داد که نیاز به نیروی انسانی کم دارند. به عنوان مثال، نظارت بر واحدهای جوشکاری رباتیک در زمان واقعی، سطوح دقت پایبندی ± 0.02 میلی متر را انجام می دهد. بنابراین، تمام مشخصات طراحی مطابق با آن رعایت می شود.
یکی از مهم ترین عواملی که جوشکاری خودکار فراهم می کند، راندمان کلی گردش کار است. تأسیسات گزارش کردند که هنگام استفاده از راه حل های جوشکاری رباتیک، 25 تا 30 درصد زمان کمتری برای تکمیل چرخه های تولید صرف می کنند، و حتی برخی از عملیات ها در مقایسه با روش های دستی، شش برابر بهبود خروجی داشته اند. علاوه بر این، ادغام اتوماسیون در محل کار با جلوگیری از قرار گرفتن اپراتورها در معرض دود سمی، آتش سوزی، و اشعه ماوراء بنفش، به کاهش خطرات کمک می کند و در نتیجه محل کار را ایمن تر می کند.
صنایعی مانند هوافضا، کشتی سازی و خودروسازی همگی از اتوماسیون در تلاش برای برآوردن الزامات ایمنی و کیفیت دقیق استفاده کرده اند. صنعت خودرو یک نمونه عالی است زیرا آنها از جوشکارهای رباتیک در کنار هم قرار دادن بدنه خودروها استفاده می کنند، بنابراین می توانند جوش هایی با مقاومت بالا با حداقل خطا تولید کنند. استفاده از سنسورهای پیشرفته و سیستمهای هوش مصنوعی همچنین با ترکیب تعمیر و نگهداری پیشبینیکننده، شناسایی مشکلات قبل از تبدیل شدن به مشکلات اصلی، دقت را افزایش میدهد و در نتیجه زمان خرابی را کاهش میدهد.
از طریق استفاده از یادگیری ماشینی و تجزیه و تحلیل، سیستم های جوشکاری خودکار به طور مداوم بهینه می شوند. این سیستم ها می توانند به طور یکپارچه با تغییر ضخامت و ترکیب مواد و همچنین تغییرات در محیط ترکیبی تنظیم شوند و فرآیندهای جوشکاری خودکار را از ضربه در شرایط سخت تولید عایق کنند. انتظار میرود جوشکاری خودکار در مقیاسبندی تولید در صنایع از اهمیت حیاتی برخوردار باشد، زیرا کاربردهای بیشتری نیاز به بازتولید کامل با سرعتهای بالا دارند و در عین حال مراقب تضمین کیفیت هستند.
برای روش جوشکاری لیزری آیا برای فلزات مختلف مناسب است؟

با استفاده از لیزر فیبر برای دقت
با توجه به دقت بالای مورد نیاز برای قطعات کار پیچیده با جزئیات، جوش لیزری فیبر به عنوان یک روش پیشرفته برای اتصال فلز در نظر گرفته شده است. این فناوری از لیزر فیبری استفاده می کند که یک پرتو نوری است که از طریق یک فیبر نوری منتقل می شود و کنترل شدیدی بر توزیع انرژی و ورودی گرما ارائه می دهد. با توجه به پیشرفت فرآیندهای جوشکاری لیزری، می تواند به سرعت فولاد ضد زنگ، آلومینیوم و تیتانیوم را در حالی که حداقل اعوجاج حرارتی را متحمل می شود، جوش دهد.
در مقایسه با سیستم های لیزری معمولی، لیزرهای فیبری کارآمدتر تلقی می شوند زیرا گزارش شده است که دارای راندمان تبدیل انرژی بیش از 30٪ هستند. این فناوری همچنین جوشهای مواد نازک را قادر میسازد تا با سرعتهای بالا، اغلب بیش از 10 متر در دقیقه، پردازش شوند. بنابراین، لیزرهای فیبر در صنایع خودروسازی، هوافضا و پزشکی بسیار سودمند هستند، جایی که مواد مورد استفاده نیاز به یکپارچگی ساختاری بالا و دقت جوش دارند.
علاوه بر این، بهبود در شکل دهی پرتو این امکان را برای لیزرهای فیبر فراهم می کند تا با ضخامت های مختلف فلز و اشکال پیچیده سازگارتر باشند. به عنوان مثال، در صنعت خودروسازی، جوشکاری لیزر فیبر به طور گسترده ای برای مونتاژ بسته باتری خودروی الکتریکی استفاده می شود و دقت استثنایی را در اتصال اجزای مهم تضمین می کند. چنین سازگاری و دقت بر نقش تکنولوژی لیزر فیبر در پرورش نوآوری در کاربردهای صنعتی متنوع.
نقش لیزر پالسی در جوشکاری
جوشکاری با لیزرهای پالسی در حال حاضر در سیستمهای تولیدی پیشرفته اجرا میشود، زیرا مستلزم دقت بسیار زیاد برای تنظیم حداقل آسیبهای مربوط به گرما است. لیزرهای اسپورس، فرآیندهای جوشکاری را قادر میسازند که بیشتر بیان شوند، زیرا این پالسها اپراتورها را به تنظیم انرژی مصرفشده بر روی مواد هدایت میکنند. مخصوصاً برای وسایل پزشکی، جواهرات ظریف و سایر قطعات الکترونیکی به دلیل ساختار ظریف و نازکی که دارند مفید است.
علاوه بر این، یکی از کاربردیترین کاربردهای لیزرهای پالس جوش، پرتوهای فروپاشی به دربهای ریز مفصلی است، بنابراین حداقل تنش اتساع یا اثر حرارتی هر ماده خارجی که ممکن است دستگاه را تخریب کند، تضمین میشود. این اصل در صنعت تولید که در آن از مواد حساس به حرارت یا ریز قطعات استفاده می شود کاملاً مورد نیاز است. علاوه بر این، محدوده میکرومتر تا چندین میلی متر برای عمق جوش هایی که می توان با لیزرهای پالسی اجرا کرد، به کاربردهای متعدد اجازه می دهد تا از درجه بالایی از سازگاری این ابزارها بهره مند شوند.
سیستمهای لیزر پالسی بازی را تغییر میدهند و کنترل قدرت میتواند به صدها وات برسد در حالی که کیفیت پرتو استثنایی باقی میماند. دیگر پیشرفتهای اخیر شامل بازه کمتر انرژی مصرفی و سرعت بهتری است که این فرآیندها در آن انجام میشوند. این تغییرات پس از تعیین راندمان کار در سازه های قابل تنظیم جوش به میزان 70% درصد بیشتر در زمینه های صنعتی خاص اتفاق افتاد.
علاوه بر این، در صنایع خودروسازی و هوافضا، قابلیت لیزرهای پالسی برای ایجاد جوش های نقطه ای دقیق و قابل تکرار بسیار مفید است. به عنوان مثال، کنترل قابل توجه و تغییر شکل مواد آنها حداقل است، که امکان اتصال اجزا در سلول های باتری لیتیوم یون و جوشکاری پره های توربین را فراهم می کند. چنین قابلیت هایی اساساً سیستم های تولیدی را که برای برآوردن الزامات پیشرفته دقت و کارایی مدرن در برش و جوش لیزری حیاتی هستند، متحول کرد.
چه مزایایی دارد جوش لیزری روی جوشکاری سنتی مواد و روش ها؟

مقایسه با جوش قوس الکتریکی
در مقایسه بین جوشکاری لیزری و قوس الکتریکی، به نظر من اولی دارای مزایای منحصر به فردی است. اولاً، به دلیل تحویل انرژی از دقت استثنایی برخوردار است، زیرا جوشکاری دقیق منجر به درزهای جوش باریک تر می شود و اعوجاج مواد را کاهش می دهد. علاوه بر این، جوشکاری لیزری سرعت پردازش سریعتری را ممکن میسازد و بهرهوری را در جریانهای کاری تولید افزایش میدهد. برخلاف جوشکاری قوس الکتریکی، مواد غیر مشابه را می توان به راحتی از طریق جوش لیزری به هم متصل کرد، بنابراین دامنه آن در صنایع مختلف گسترش می یابد. در نهایت، ماهیت غیر تماسی جوشکاری لیزری، سایش و آلودگی ابزار را کاهش میدهد و باعث میشود که جوشهایی با کیفیت بالا به طور مداوم انجام شود.
مزایای جوشکاری پرتو لیزر
- دقت بالا جوشکاری پرتو لیزر به دلیل کنترل دقیق انرژی تحویلی در طول فرآیند، جوشهای متمایز و دقیقی را با حداقل اعوجاج ایجاد میکند.
- سرعت و کارایی. در مقایسه با روشهای سنتی، نشان داده شده است که این فرآیند با سرعتهای جوشکاری سریعتر، بهرهوری را بهبود میبخشد.
- تطبیق پذیری مواد این روش در مقایسه با همتایان خود، کاربرد آن را افزایش می دهد، زیرا قابلیت جوشکاری فلزات مختلف و مواد غیر مشابه را دارد.
- ثبات کیفیت. اصل غیر تماسی فرآیندهای جوشکاری را با امکانات کم خطر آلودگی توضیح می دهد و کیفیت جوش ثابت را حفظ می کند.
- کاهش پس پردازش Du
نحوه انتخاب دستگاه جوش لیزری سمت راست?

عواملی که در الف باید در نظر گرفته شوند دستگاه جوش
- توان خروجی: دستگاهی را انتخاب کنید که برای سطح توان مورد نیاز برای ضخامت و نوع جوشکاری که قصد انجام آن را دارید، مناسب باشد. توان خروجی معمولا برای مواد سخت تر یا ضخیم تر بیشتر است.
- دقت و کنترل: ماشینی را انتخاب کنید که دارای کنترلهایی باشد که میتوان آنها را تنظیم کرد تا دقت بالاتری داشته باشد، جایی که جزئیات ریزتر مانند شدت پرتو و موقعیت را میتوان تغییر داد.
- سازگاری مواد: بررسی کنید که آیا دستگاه می تواند برای مواد یا آلیاژهای خاصی که قصد دارید روی آنها کار کنید استفاده شود یا خیر.
- سهولت حمل و نقل: برای برش لیزری و جوشکاری در هر جایی که از دستگاه استفاده می شود، باید قابل حمل بودن در نظر گرفته شود. اندازه دستگاه را نسبت به فضای کار در نظر داشته باشید.
- طراحی کاربر پسند: رابطهایی که درک آن آسانتر است و همچنین اتوماسیونهایی که عملکرد را بهبود میبخشند، دستگاه را کاربرپسندتر میکنند و زمان لازم برای یادگیری نحوه استفاده از آن را کاهش میدهند.
- نگهداری: بررسی کنید که ماشین چقدر به تعمیر و نگهداری نیاز دارد، سختی قطعات و ابزارها را می توان جدا کرد یا جایگزین کرد، و تعمیر و نگهداری منظم مورد نیاز را بررسی کنید.
- کارایی کلی: کارایی را می توان از روی قیمت خرید اولیه، هزینه های عملیاتی و هزینه های متحمل شده با گذشت زمان ارزیابی کرد.
درك كردن تکنیک های جوشکاری لیزری
در جوشکاری لیزری از پرتو نور متمرکز برای برش و اتصال فلزات یا ترموپلاستیک ها با دقت بالا استفاده می شود. بیشتر با استفاده از دو تکنیک زیر اعمال می شود:
- جوشکاری هدایتی: این برای مواد نازک و کاربردهایی که نیاز به حداقل نفوذ دارند ایده آل است. این کار نیاز به ظرافت دارد و سطح قطعه کار تا نقطه ذوب حرارت داده می شود تا پیوند ایجاد شود.
- جوشکاری سوراخ کلید: این روش برای مواد ضخیم تر و کاربردهای با استحکام بالا مناسب است و با تبخیر یک حفره کوچک یا "سوراخ کلید" در قطعه کار، جوش های عمیق ایجاد می کند.
انتخاب مناسب تکنیکها از گزینههای مختلف موجود، تضمین میکند که ویژگیهای مورد نظر در حالی که پارامترهایی مانند خواص مواد، ضخامت و عمق جوش متعادل میشوند، به دست میآیند.
ارزیابی پیشنهادات جوشکاری
هنگام انتخاب پیشنهادات جوشکاری، باید عوامل مهمی را که بر کیفیت، هزینه و مناسب بودن خدمات و تجهیزات مورد نظر تأثیر میگذارند، درک کنید. در اینجا عوامل کلیدی برای بررسی وجود دارد:
- مشخصات تجهیزات: صلاحیت تجهیزات جوشکاری باید مطابق با معیارهای صنعت باشد و نه کمتر از آن، زیرا مربوط به موادی است که با آنها کار می کنید. به عنوان مثال، دستگاههای جوش لیزری مدرن مجهز به ویژگیهای کنترل دقیق قدرت، پایداری پرتو برتر و سیستمهای خنککننده کارآمدتر هستند که عملکرد و قابلیت اطمینان را تا حد زیادی افزایش میدهند.
- یکپارچه سازی فناوری: پیشنهادهایی که با فناوریهای تقویتشده مانند کنترلهای خودکار برنامهریزیشده، سیستمهای پیشرفته نظارت بر زمان واقعی، یا سیستمهای شناسایی نقص مبتنی بر هوش مصنوعی ارائه میشوند، باید به دلیل توانایی آنها در افزایش بهرهوری و در عین حال به حداقل رساندن شانس یا میزان خطا در نظر گرفته شوند.
- سازگاری مواد: با توجه به ماهیت دینامیکی فلزات و همچنین ترموپلاستیک های موجود در صنعت، بررسی کنید که درجه و ضخامت خاصی که نیاز دارید می تواند توسط تجهیزات یا خدمات جوشکاری تامین شود. تطبیق پذیری پیشرفته توسط سیستم هایی ارائه می شود که می توانند آلیاژهای با استحکام بالا را که در الگوهای پیچیده هستند جوش دهند.
- بهره وری انرژی: در مقایسه با روش های سنتی، سیستم های جوش لیزری مدرن تمایل به مصرف انرژی کمتری دارند. بهتر است به صرفه جویی در مصرف انرژی که در طول زمان با استفاده از تحویل پرتو کارآمد و بازیابی گرمای اتلاف حاصل می شود نگاه کنید.
- برآورد هزینه: تمام احتمالات قیمت گذاری را تجزیه و تحلیل کنید، هزینه های سرمایه اولیه و هزینه های عملیاتی را در طول زمان در نظر بگیرید. مثالی در مورد برخی از سیستم های لیزری ارائه شده است که ممکن است قیمت خرید بالاتری داشته باشند اما هزینه نگهداری و انرژی کمتری در طی چندین سال داشته باشند.
- بررسی ها و داده های آزمون: بررسیهای مشتریان و ارزیابیهای عملکرد از منابع مستقل یا تولیدکنندگان باهوش را تجزیه و تحلیل کنید. به دنبال اطلاعاتی در مورد سرعت جوش، دقت عمق نفوذ و میزان عیوب باشید تا عملکرد تجهیزات را در موقعیت های واقعی اندازه گیری کنید.
- قراردادهای خدمات و کمک: فروشندگانی را انتخاب کنید که کمک جامعی از جمله بستههای نصب، آموزش و نگهداری ارائه میکنند. به روز رسانی منظم و قطعات یدکی رایگان می تواند عمر دستگاه جوش شما را بهبود بخشد.
با توجه به این مناطق تمرکز، همراه با آخرین پیشرفتها در این زمینه، شرکتها میتوانند به صورت استراتژیک تصمیم بگیرند که چگونه سیستمهای جوشکاری را بهینه کنند و در عین حال با الزامات تجاری خود هماهنگ باشند.
پرسش های متداول (پرسش و پاسخ)
س: جوش لیزری چیست و چه چیزی آن را از سایر انواع جوش متمایز می کند؟
پاسخ: جوشکاری لیزری یک روش مدرن و پیشرفته جوشکاری است که از پرتو لیزر برای اتصال مواد به یکدیگر استفاده می کند. در مقایسه با روشهای مرسومتر مانند جوشکاری MIG، جوشکاری TIG و جوشکاری چوبی، جوشکاری لیزری سریعتر، دقیقتر است و میتواند به صورت خودکار انجام شود. علاوه بر این، جوش لیزری برای مواد نازک با اشکال و خطوط پیچیده مؤثرتر است.
س: چه نوع لیزرهای اصلی در جوشکاری لیزر استفاده می شود؟
پاسخ: انواع اصلی لیزرهای مورد استفاده در جوشکاری لیزرهای CO2، لیزرهای فیبر و سیستم های جوش لیزری YAG می باشد. هر تغییر در دسته لیزر با مجموعه ای از مزایای خود همراه است. به عنوان مثال، لیزرهای CO2 طیف وسیعی از کاربردها و نسبتاً ارزان هستند، در حالی که لیزرهای فیبر کارآمد هستند و می توانند مواد بازتابنده را جوش دهند.
س: جوش رسانایی حرارتی در جوشکاری لیزری چیست؟
ج: جوشکاری رسانش حرارتی یکی از روشهای جوشکاری لیزری است که مستلزم استفاده از پرتوهای لیزر برای گرم کردن سطح بالایی یک ماده است. این روش جوشکاری برای مواد نازک مناسب است زیرا نتایج با جوش های صاف و یکنواخت کمترین اعوجاج را خواهند داشت.
س: جوشکاری لیزری با نفوذ عمیق چگونه کار می کند؟
پاسخ: جوشکاری لیزری با نفوذ عمیق یا جوشکاری سوراخ کلیدی فرآیندی است که از لیزر یک حفره یا حباب بخار درون ماده می سوزد. این فرآیند اجازه نفوذ عمیق تر را می دهد و برای جوش دادن مواد ضخیم تر استفاده می شود. این یکی از قوی ترین روش های جوش لیزری است که در مقاطع ضخیم استفاده می شود.
س: مزایای جوش لیزری پیوسته چیست؟
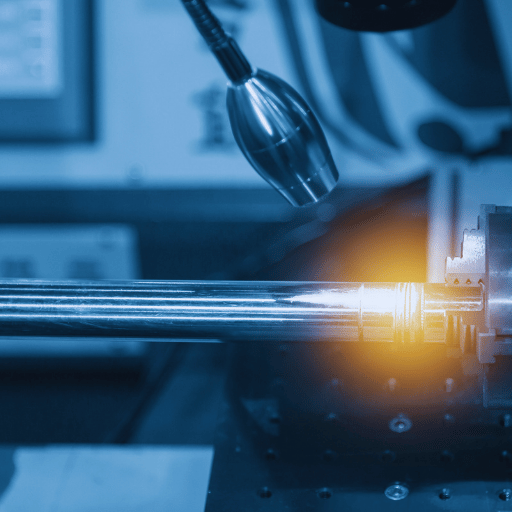
پاسخ: جوشکاری مداوم لیزری فرآیندی است که در آن از یک پرتو نور لیزر برای ایجاد جوشهای فوقالعاده طولانی بدون وقفه با سرعت و دقت زیاد استفاده میشود. این روش به دلیل سرعت بالا و قوام ارائه شده برای سیستم های جوشکاری رباتیک مناسب است. این به ویژه برای برش جوش های بلند، مستقیم یا دایره ای بر روی قطعات استوانه ای مفید است، که می تواند انواع دیگری از نیازهای جوشکاری را برآورده کند.
س: تفاوت های اصلی بین جوش لیزری و سایر روش های جوشکاری مانند جوشکاری چوبی چیست؟
پاسخ: در میان سایر فرآیندهای سنتی مانند جوشکاری چوبی، جوشکاری لیزری مزایایی مانند افزایش دقت، کاهش حرارت، افزایش سرعت و کاهش اعوجاج را ارائه میدهد. علاوه بر این، جوشکاری لیزری آسانتر بهصورت خودکار انجام میشود و جوشکاری موادی را که روشهای معمولی با آنها مبارزه میکنند، امکانپذیر میسازد.
س: چه قطعات یا اجزایی را می توان با استفاده از جوش لیزری به هم وصل کرد؟
پاسخ: جوشکاری لیزری را می توان بر روی انواع و ترکیبات زیادی از فلزات، آلیاژها و برخی پلاستیک ها به کار برد. برای جوشکاری فولاد و آلیاژهای آن، آلومینیوم، تیتانیوم و آلیاژهای نیکل فوق العاده خوب است. مواد غیرمشابه که با روش های معمولی غیر ممکن است به یکدیگر متصل شوند، می توانند با استفاده از فرآیند جوش لیزری جوش داده شوند.
س: نقش جوش لیزری در سیستم های خودکار چیست؟
پاسخ: جوشکاری لیزری یکی از خودکارترین فرآیندها است که آن را به یک عنصر اساسی در سیستم های خودکار تبدیل می کند. دقتی که لیزر را می توان کنترل کرد، امکان جوشکاری قابل تکرار و موضعی را فراهم می کند که در سیستم های جوشکاری رباتیک مفید است. می توان از پرتوهای لیزر پرقدرت استفاده کرد که امکان تولید انبوه کالاهای با کیفیت ثابت و مهم در صنعت خودرو را فراهم می کند.
س: برخی از ملاحظات کلیدی هنگام انتخاب روش جوشکاری لیزر چیست؟
ج: عواملی که در انتخاب روش جوشکاری لیزری باید ارزیابی شوند عبارتند از مواد مورد جوش، ضخامت آنها، خواص مورد نیاز جوش، حجم تولید و نیاز به اتوماسیون. راه حل های مختلف جوش لیزری توسط شرکت هایی مانند AMADA WELD TECH ارائه شده و برای کاربردهای خاص سفارشی شده است. نتایج به دست آمده توسط سیستم بستگی زیادی به انتخاب نوع لیزر صحیح و حالت جوش دارد، که باید با توجه به اهدافی که باید انجام شود، انجام شود.
منابع مرجع
1. شناسایی عیوب جوش با استفاده از تکنیک های نویز زدایی در صداهای گرفته شده در جوشکاری لیزری حالت پالس
- نویسندگان: M. Yusof et al.
- مجله: جوشکاری در جهان
- منتشر شده در: 2023-01-16
- به این استناد کنید: (یوسف و همکاران، 2023، صص 1267-1281)
خلاصه ای از یافته ها:
- تمرکز اصلی بر روی گرفتن سیگنال های صوتی برای تجزیه و تحلیل برای تشخیص عیوب در جوش ها در طول جوشکاری لیزری حالت پالس است.
- سنسورهای مورد استفاده با روشی ماهرانه تقویت شدند که نویز پس زمینه را کاهش داد تا شناسایی نقص را بهبود بخشد.
روش شناسی:
- تکنیک های پردازش سیگنال، از جمله کاهش نویز، بر روی سیگنال های صوتی جمع آوری شده در طول فرآیند جوشکاری انجام شد.
- ارزیابی واقعی کیفیت جوش به عنوان پایه ای برای مقایسه در ارزیابی موفقیت روش حذف نویز انتخاب شده است.
2. Grad-MobileNet: یک رویکرد یادگیری بدون نظارت با استفاده از گرادیان برای طبقه بندی عیوب جوش سطحی
- نویسندگان: سیزه شیائو و همکاران
- مجله: سنسورها (بازل، سوئیس)
- تاریخ انتشار: ممکن است 1، 2023
- ارجاع: (Xiao و همکاران، 2023)
یافته های کلیدی:
- در این مقاله، نویسندگان یک مدل یادگیری بدون نظارت مبتنی بر گرادیان، Grad-MobileNet را پیشنهاد کردند که به طور دقیق عیوب سطح جوشکاری لیزر را با دقت 99٪ طبقه بندی می کند.
- این مدل در شرایطی که مجموعه دادههای عیوب جوش نامتعادل هستند، بهترین عملکرد را دارد، زیرا اغلب در کاربردهای دنیای واقعی با آنها مواجه میشویم.
روش شناسی:
- نویسندگان یک مجموعه داده (RIAM) را ایجاد کردند که شامل تصاویری از انواع مختلف عیوب جوشکاری و تصاویری است که در طول عملیات عادی بدون نقص گرفته شده است.
- مدل Grad-MobileNet تنها با چند تصویر معمولی آموزش داده شد که به طور فعال در استخراج ویژگی و طبقه بندی عیوب بر اساس توزیع آنها در ویژگی های تصویر شده شرکت می کرد.
3. استفاده از جوشکاری لیزری در ساختار جانبی STS301L وسایل نقلیه راه آهن (II) - زاویه A-Trac جوشکاری پرتو لیزر با استفاده از تحلیل رگرسیون متغیر ساختگی چند بعدی
- نویسندگان: های جی کیم، سانگ هو جونگ
- مجله: مجله علم و صنعت مکانیک
- منتشر شده در: اوت 1، 2023
- نقل شده به عنوان: (کیم و یونگ، 2023، صفحات 4249-4258)
نکات برجسته:
- این تحقیق بهترین زاویه تابش را برای سازه های وسیله نقلیه راه آهن جوشکاری لیزری با تمرکز بر افزایش یکپارچگی جوش و استحکام ساختاری کلی تجزیه و تحلیل می کند.
- پارامترهای جوشکاری که بیشترین تأثیر را بر کیفیت جوش داشتند با کمک رگرسیون چندگانه محاسبه شدند.
روش شناسی:
- عوامل اضافی که همراه با زوایای مکرر تغییر کردند شامل پارامترهای جوشکاری بود.
- دادههای کیفیت جوش از طریق تجزیه و تحلیل رگرسیون پردازش شد تا محرکهای کلیدی با بیشترین تأثیر روی جوش مشخص شود.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


