




جوشکاری یک فرآیند اساسی در بسیاری از صنایع است و حیات آن به فرآیندهایی وابسته است که با روشها و مهارتهای دقیق انجام میشوند. در میان جنبههای بسیاری که بر کیفیت و بهرهوری جوشکاری تأثیر میگذارند، موقعیت جوشکاری نقش حیاتی ایفا میکند. هر یک از موقعیتهای جوشکاری چالشها و تکنیکهای خاص خود را برای انجام جوشکاری دارند. از این رو، لازم است که یک جوشکار بر این موقعیتها تسلط داشته باشد. این مقاله با پرداختن به اصول اولیه و گنجاندن انواع اصلی، سعی در سادهتر کردن موقعیتهای جوشکاری دارد. چه خود را فردی باتجربه بدانید و چه هنوز در تلاش برای کسب اطلاعات بیشتر در مورد این زمینه باشید، این راهنما به شما کمک میکند تا بفهمید که موقعیت جوش چگونه بر عملکرد و نتیجه نهایی تأثیر میگذارد. برای استخراج عمیق این مفهوم جوشکاری عنصری، کاملاً با ما همراه باشید.
موقعیتهای جوشکاری پایه

ارائه مروری بر موقعیتهای جوشکاری
چهار حالت اصلی جوشکاری شامل حالت تخت (1G یا 1F)، حالت افقی (2G یا 2F)، حالت عمودی (3G یا 3F) و حالت بالای سر (4G یا 4F) است. هر حالت به شکلی خاص نسبت به قطعه کار و جهت جوش جهت گیری شده است تا هدفی را برآورده کند. اگر این حالتهای کلیدی را درک نکنیم، جوشکاری هرگز نمیتواند دقیق، کارآمد و بینقص باشد.
موقعیت تخت
حالت تخت معمولاً به عنوان 1G (شیار) یا 1F (فیله) شناخته میشود و آسانترین حالت جوشکاری محسوب میشود. در چنین جوشکاری، فلزات مذاب تحت تأثیر جاذبه به سرعت به داخل اتصال جریان مییابند زیرا جوشکاری از بالای اتصال انجام میشود. جوشکار در این حالت بیشترین کنترل را دارد و معمولاً کارهای بسیار بزرگی را جوش میدهد.
موقعیت افقی
جوش افقی یا 2G/2F در امتداد یک صفحه افقی انجام میشود که محور جوش موازی با زمین قرار میگیرد. جوش افقی سختتر از جوش تخت است زیرا باید در کنترل حوضچه جوش افقی دقت بیشتری داشت تا از هرگونه افتادگی جلوگیری شود. این روش اغلب برای جوشکاری سازهای تیرها و لولهها استفاده میشود.
موقعیت عمودی
موقعیت عمودی، که با علامتهای ۳G و ۳F مشخص میشود، جوشها را در جهت عمودی به سمت بالا یا پایین انجام میدهد. جوشکاری به سمت بالا و عمودی نیاز به یک روش کنترلشده در خلاف جهت جاذبه دارد که ماده مذاب را به سمت پایین میکشد. این موقعیت جوش بیشتر در جوشکاری لولهها استفاده میشود، جایی که جوشهایی که به اندازه کافی قوی و خوب هستند تا بتوان آنها را رادیوگرافی کرد، مورد نیاز است.
موقعیت بالای سر
موقعیت جوش سربار، که به عنوان 4G یا 4F ذکر شده است، یکی از دشوارترین موقعیتهای جوشکاری است. در این حالت باید جوش در قسمت زیرین اتصال با چکه کردن فلز مذاب به سمت پایین انجام شود، در حالی که نیاز به کنترل شدید و مهارت فنی بالایی دارد. جوشکاری سربار در تعمیر خطوط لوله و در مواردی که دسترسی به سازه محدود است، یک نیاز فوری است.
آخرین بینش داده:
طبق آمار اخیر و روندهای جستجو از طریق [لینک]، علاقه به گواهینامهها و آموزش برای موقعیتهای جوشکاری تخصصی افزایش یافته است، و موقعیتهای جوشکاری سربار و عمودی به دلیل ماهیت چالشبرانگیزشان برجستهتر شدهاند. جستجوها نشان میدهد که علاقه به تسلط بر تکنیکهای جوشکاری عمودی برای صنایع مختلف مانند نفت و گاز یا هوافضا وجود دارد. تسلط بر این موقعیتها نه تنها برای برنامههای صدور گواهینامه مانند استانداردهای AWS بسیار مهم است، بلکه مورد توجه صنعت گستردهتری نیز هست که انتظار دارد متخصصان جوشکاری همهکاره باشند.
موقعیت ۱G
موقعیت جوشکاری ۱G که به آن موقعیت تخت نیز گفته میشود، یکی از سادهترین و در عین حال اساسیترین موقعیتهای جوشکاری است. این موقعیت شامل جوشکاری روی یک سطح افقی با ماده پایه صاف و جوش در بالای آن است. این موقعیت معمولاً در محیطهای آموزشی یا در مناطقی که جوشکاری دقیق مورد نیاز است، مانند ساخت خط لوله، کشتیسازی یا مهندسی سازه، مورد استفاده قرار میگیرد.
با توجه به آخرین روندهای جستجو از دادههای 's، سوالات متداول در مورد جوشکاری 1G معمولاً مربوط به کاربردهای 1G و تکنیکهایی است که برای مبتدیان مناسبتر است. به طور خاص، سوالات متقابلی مانند "چه چیزی موقعیت 1G را برای تمرین مناسب میکند؟" یا "چگونه میتوان به کیفیت جوش ثابت در 1G دست یافت؟" مطرح میشود. مزیت اصلی این موقعیت جوشکاری این است که به اپراتور اجازه میدهد تا نیروی جاذبه را به نفع خود حفظ کند، زیرا میتواند کنترل خوبی بر روی حوضچه جوش داشته باشد. برای دستیابی به ثبات جوش، جوشکار باید بر تنظیمات گرما، سرعت حرکت و جوشکاری با الکترود در زاویه صحیح تمرکز کند تا از عیوب جوشکاری مانند بریدگی زیرین یا تخلخل جلوگیری شود.
این صنعت همچنان گواهینامه 1G را بالاترین اولویت برای جوشکاران میداند، زیرا پیشرفت به تکنیکهای پیشرفتهتر مستلزم تسلط بر این موقعیت است. متخصصان جوشکاری باید قبل از اقدام به 1G یا 5G که شامل جوشکاری لوله در سناریوهای شیبدار و پیچیدهتر است، تسلط بر 6G را نشان دهند. از این رو، 1G جایگاه خود را به عنوان یک گام مهم در اخذ گواهینامه و مهارت در جوشکاری حفظ میکند.
موقعیت ۱G
موقعیت 2G که به آن موقعیت افقی نیز گفته میشود، به طور گسترده در کاربردهای جوشکاری که شامل جوشکاری سازهها و سناریوهای جوشکاری لوله میشود، مورد استفاده قرار میگیرد. این موقعیت مستلزم آن است که جوشکار یک جوش افقی با محور جوش موازی با زمین انجام دهد، در حالی که ماده در حال جوشکاری در یک موقعیت عمودی و قائم ثابت شده است. دسته 2G مشکلات بیشتری را ایجاد میکند، مانند نیروهای گرانشی که بر فلز جوش مذاب عمل میکنند و در صورت عدم کنترل کامل، باعث اثرات بدی مانند افتادگی یا ذوب ناقص میشوند.
آخرین اطلاعات جمعآوریشده از روندهای جستجوی 's' همچنین نشان میدهد که توجه زیادی به موقعیت جوشکاری 2G به روشهای دستیابی به جوش خوب با نقص کمتر اشاره دارد. این شامل شلیک الکترود با زاویه رو به بالا حدود 10 تا 15 درجه، حفظ سرعت حرکت کنترلشده برای اطمینان از توزیع یکنواخت گرما و غیره میشود. همانطور که برخی از متخصصان جوشکاری توصیه میکنند، تمیز کردن مواد پس از جوشکاری یا درست قبل از جوشکاری نباید نادیده گرفته شود. هرگونه ناخالصی روی مواد، تفاوت زیادی در استحکام جوش ایجاد میکند. دانستن و تمرین این روشها، افزایش اثربخشی جوشکار و جوشهای با کیفیت بالا را تضمین میکند، در نتیجه 2G را به یک مهارت ضروری برای کارگران در زمینههای ساخت و ساز، حمل و نقل و انرژی تبدیل میکند.
موقعیتهای جوشکاری پیشرفته

موقعیت جوشکاری 3G
موقعیت جوشکاری 3G به عنوان جوشکاری عمودی در نظر گرفته میشود. این یک تکنیک مهندسی ضروری است که در آن به اتصالات عمودی بیشترین اهمیت داده میشود. درز در مقایسه با موقعیت ایستاده جوشکار، عمودی است. توانایی جوشکاری در این موقعیت به دلیل عواملی مانند گرانش که بر جوش تأثیر میگذارند، بسیار مهم است، زیرا اگر مهندس جوش به خوبی آن را در نظر نگیرد، میتواند باعث بروز حوادثی مانند افتادگی یا حتی جوش شود.
سوال پرطرفدار در رابطه با جوشکاری 3G از نظر موتورهای جستجو این است: «هدف از آزمایش جوشکاری 3G چیست؟» این آزمایش توانایی جوشکار را در تولید یک جوش بسیار قوی و با کیفیت بالا در حالت عمودی ارزیابی میکند. این آزمایش عموماً به صورت عمودی رو به بالا (3G Uphill) و عمودی رو به پایین (3G Downhill) انجام میشود و جوشکار را از نظر ورودی گرما، سرعت حرکت و کنترل حوضچه جوش ارزیابی میکند. جوشکاری که در جوشکاری 3G گواهینامه میگیرد، عموماً در سطحی مهارت مییابد که میتواند انتظار داشته باشد در زمینههایی مانند کشتیسازی، ساخت خط لوله و ساخت سازه استخدام شود.
موقعیت جوشکاری 4G
برخی آن را موقعیت بالای سر مینامند. این موقعیت جوشکاری 4G مستلزم آن است که جوشکار جوشها را زیر یک سطح افقی ایجاد کند. این موقعیت به دلیل جاذبه که فلز مذاب و سرباره را مجبور به چکه کردن به سمت پایین میکند، دشوار است، بنابراین نیاز به گرمایش کنترلشده و دستکاری بسیار ماهرانه حوضچه جوش دارد. از یک جوشکار انتظار میرود که دست خود را ثابت نگه دارد، سرعت ثابتی داشته باشد و کنترل را حفظ کند تا از افتادگی، پاشش بیش از حد یا حتی عدم ذوب جلوگیری شود.
بینشهای اخیر از موتور جستجوی گوگل تأیید کرد که بیشترین سوالات پرسیده شده در مورد موقعیت جوشکاری 4G مربوط به تفاوت آن با سایر موقعیتها و کاربردهای آن است. جوشکاری بالای سر، جوشکاری 4G را از سایرین متمایز میکند، زیرا جوشکار برای مدیریت نیروهای رو به پایین که بر جوش وارد میشوند، آزمایش میشود. این مهارت اغلب در ساخت و ساز، نگهداری خط لوله و تعمیر ماشین آلات سنگین مورد نیاز است زیرا جوشکاری در مکانهای پیچیده یا دشوار بالای سر انجام میشود. داشتن گواهینامه در جوشکاری 4G در واقع گواهی بر تسلط فرد بر تکنیکهای ضروری در شرایط سخت برای حفظ یکپارچگی سازه است.
موقعیت جوشکاری عمودی
موقعیت جوشکاری عمودی یا معمولاً 3G، به معنای جوشکاری از یک صفحه عمودی است که در امتداد اتصال به سمت بالا یا پایین حرکت میکند. این تکنیک جوشکاری در واقع بسیار مهم است زیرا جوشکار باید با جاذبه، ورودی گرما و حفظ یک حوضچه جوش ثابت رقابت کند. استنباط حاصل از دادههای اخیر جمعآوریشده از روندهای جستجوی جوشکاری 3G، بر علاقه به کاربرد جوشکاری عمودی در مهندسی سازه و صنایع تولیدی تأکید میکند. روش عمودی رو به بالا برای نفوذ زیاد و دوام سازه ترجیح داده میشود، در حالی که روش عمودی رو به پایین برای مواد نازک برای جلوگیری از سوختگی استفاده میشود. مهارت در موقعیتهای جوشکاری عمودی برای کارگرانی که پروژههایی را با تأکید بر نیاز به دقت و ثبات جوش در یک جهت بسیار دشوار انجام میدهند، بسیار ضروری است.
انتخاب موقعیت جوشکاری مناسب

عواملی که باید برای موقعیت جوشکاری مناسب در نظر گرفته شوند
انتخاب موقعیت جوشکاری کار آسانی نیست زیرا عوامل متعددی در آن نقش دارند. اولاً، نوع و ضخامت ماده باید در نظر گرفته شود. حالت عمودی رو به پایین معمولاً هنگام کار روی مواد نازک استفاده میشود تا خطر سوختگی وجود نداشته باشد، در حالی که مواد ضخیم باید به صورت عمودی رو به بالا جوش داده شوند، زیرا ممکن است برای نفوذ قویتر و یکپارچگی ساختاری لازم باشد. ثانیاً، روش و فرآیند جوشکاری به خودی خود در میزان قابل استفاده بودن یک موقعیت خاص نقش دارد. برخی از فرآیندهای جوشکاری برای این موقعیتها مناسب و برخی دیگر نامناسب هستند.
علاوه بر شرایط محیطی مانند دسترسی به پیکربندی اتصال محل کار و فضای مناسب، جوشکاران همچنین میخواهند اقدامات ایمنی و راحتی ارگونومیک را هنگام انجام جوشکاری در موقعیتهای دشوار در نظر بگیرند، زیرا وضعیت نامناسب بدن میتواند باعث استرس و خستگی یا خطا شود. طبق بینشهای اخیر بهدستآمده از جستجوی کاربران در پلتفرم، تأکید زیادی بر انتخاب موقعیتی وجود دارد که نقصها را به حداقل برساند و در عین حال استحکام جوش را به حداکثر برساند، بهویژه در کاربردهای صنعتی. ترکیب این اطلاعات دادهای با دانش جوشکاری مرسوم باید نتایج مطلوبی را از نظر عملکرد و اقتصاد به همراه داشته باشد.
اشتباهات رایج در انتخاب محل جوشکاری
یکی از اشتباهات رایج هنگام انتخاب موقعیت جوش، زمانی است که جوشکاران اجازه میدهند خواص مواد و نوع اتصالی که قرار است جوش داده شود، از بین برود. اینکه نیروی جاذبه چگونه بر فلز جوش مذاب عمل میکند و ممکن است در برخی موقعیتها، مانند جوشهای سربار یا عمودی، به افت یا ذوب ناقص کمک کند، به نظر میرسد یک مفهوم رایج است که اغلب توسط کاربران فراموش میشود، طبق دادههای جمعآوریشده از موتور جستجوی '. یکی دیگر از اشتباهات رایج زمانی است که موقعیت جوشکاری انتخابشده با سطح مهارت جوشکار همترازی ندارد، به عنوان مثال، یک جوشکار غیرماهر ممکن است اغلب موقعیتهای جوشکاری مانند 6G را که نیاز به یک دست بسیار ماهر دارد، امتحان کند.
نکته دیگری که نتایج جستجو نشان میدهد، در نظر نگرفتن ورودی گرما در رابطه با موقعیت جوشکاری است. به عنوان مثال، در یک جوش افقی، گرمای بیش از حد باعث میشود که مهره جوش نامتقارن شود زیرا ماده مذاب توسط نیروی جاذبه به سمت پایین کشیده میشود. از سوی دیگر، اگر جوشکاری در موقعیتهای عمودی یا بالای سر انجام شود، ورودی گرمای خیلی کم منجر به نفوذ ضعیف میشود. کنترل صحیح پارامترهای جوشکاری - میزان صدا، جریان و سرعت - مختص این شرایط - به عنوان یک رکن اساسی عمل میکند که به ندرت رعایت میشود.
اشتباه ذکر شده در بالا به اشتباه دیگر اضافه میشود؛ جوشکاران به ندرت محیط کار را به درستی با تثبیت یا تغییر موقعیت قطعه کار در مناسبترین زاویه ارگونومیک برای اپراتور آماده میکنند. این موارد مربوط به گیرهبندی و فیکسچرینگ است؛ جوشکاران ممکن است بخواهند این موارد را در نظر بگیرند تا از هرگونه حرکت آسان در طول فرآیند جوشکاری جلوگیری شود. این موارد میتواند به عنوان نمونههایی از عدم برنامهریزی و تحلیل دقیق در همسو کردن انتخاب موقعیت جوش با پارامترهای خاص پروژه، رفتار مواد و مهارت اپراتور باشد.
نحوه تعیین نوع جوشکاری مناسب
انتخاب نوع جوشکاری مناسب، تصمیمی پیچیده است که به عوامل مهم متعددی از جمله ترکیب مواد، مشخصات پروژه، حجم تولید و منابع موجود بستگی دارد. بر اساس تجزیه و تحلیل جدیدترین روندها و دادههای بهدستآمده از جستجو در موتور جستجو، موثرترین راه برای تصمیمگیری در مورد نوع مناسب روش جوشکاری با درک خواص ماده آغاز میشود. به عنوان مثال، جوشکاری MIG به دلیل تطبیقپذیری و سرعت، کارآمدترین نوع جوشکاری برای آلومینیوم، فولاد کربنی و فولاد ضد زنگ است، در حالی که جوشکاری TIG امکان کنترل بهتر روی مواد نازک را فراهم میکند و بالاترین سطح ظرافت را که برای کار دقیق ضروری است، فراهم میکند.
عوامل دیگری که باید در نظر گرفته شوند، شرایط محیطی است که جوشکاری تحت آن انجام خواهد شد. به عنوان مثال، جوشکاری میلهای اغلب در فضای باز یا شرایط محیطی متغیر به دلیل قابلیت اطمینان آن در چنین محیطهای کنترل نشدهای ترجیح داده میشود. علاوه بر این، حجم تولید نقش حیاتی ایفا میکند - اتوماسیون تجاری تکنیکهای جوشکاری مانند MIG رباتیک سیستمها به دلیل کارایی و تکرارپذیریشان برای تولید با حجم بالا مناسبتر هستند. در مقابل، جوشکاری دستی همچنان گزینه بهتری برای تولید سفارشی و با حجم کم است که نیاز به انعطافپذیری و خلاقیت دارد.
سطح مهارت اپراتور یکی دیگر از عوامل مهم است. در حالی که جوشکاری TIG نیاز به مهارت و دقت دارد، فرآیندهای جوشکاری مانند FCAW یا MIG به دلیل عملکرد سادهشان، برای جوشکاران کمتجربهتر بسیار قابل دسترستر هستند. با ترکیب این ملاحظات با بهینهسازیهای اخیر در فناوری و دادههایی که تقاضا برای روشهای ترکیبی پیشرفتهتر را نشان میدهند، اپراتورها میتوانند اطمینان حاصل کنند که انتخاب نوع جوشکاری با الزامات پروژه برای کارایی بهینه و یکپارچگی سازه مطابقت دارد.
تکنیکهای مختلف جوشکاری و کاربردهای آنها

موقعیت جوشکاری تخت و کاربردهای آن
موقعیت جوشکاری تخت اساساً موقعیت 1G در استانداردهای صنعتی است و اساسیترین و کارآمدترین موقعیت جوشکاری است. این موقعیت شامل جوشکاری روی قطعه کاری است که سطح آن به صورت افقی قرار دارد و حوضچه جوش مذاب آن درست زیر الکترود قرار دارد و به نیروی جاذبه اجازه میدهد تا مهره جوش را نگه دارد. این یک موقعیت جوشکاری است که عمدتاً برای نرخ رسوب بالا و پیچیدگی کم در عملیات جوشکاری استفاده میشود.
طبق دادههای پرطرفدار اخیر از موتور جستجوی گوگل، جستجوهای مربوط به موقعیت جوشکاری تخت، انواع صنایعی را که در آن استفاده میشود، توصیف میکند: ساخت و ساز، کشتیسازی و نصب خط لوله. توانایی ایجاد جوشهای با کیفیت بالا به راحتی و با حداقل نگرانی در مورد عیوبی مانند ذوب ناقص یا تخلخل، اتصال جوشی تخت را به روشی ترجیحی برای اتصالات افقی در ساخت سازههای بزرگ تبدیل میکند. علاوه بر این، جوشکاری تخت به دلیل فرآیندهای راهاندازی بهینهای که در اطراف آن توسعه یافتهاند، معمولاً برای اتوماسیون، مانند سیستمهای جوشکاری رباتیک، ترجیح داده میشود. این امر باعث میشود که ضمن برآورده کردن دقیق الزامات سازه، درجه بالایی از بهرهوری از اپراتور تضمین شود.
موقعیت جوشکاری افقی توضیح داده شده است
موقعیت جوشکاری افقی، درزها را در سطح افقی مشاهده میکند و به دلیل کارایی که در کنار کیفیت قابل قبول ارائه میدهد، اهمیت آن در کاربردهای صنعتی افزایش یافته است. از دادههای تولید شده از تجزیه و تحلیل Cobb&Co.، نشان داده شده است که موقعیت جوشکاری افقی بیشترین جستجوها را در زمینههای ساخت خط لوله، کشتیسازی و مهندسی سازه به خود اختصاص داده است. این تجزیه و تحلیل، نیاز عمودی به جوشکاری افقی را در صنایعی که به تکنیکهای اتصال محکم و دقیق نسبت به اتصالات افقی دوربرد نیاز دارند، نشان میدهد.
انطباقی رباتها و جوشکاری با کمک لیزر تنها تعداد کمی از فناوریهای جوشکاری مدرن هستند که کارایی جوشکاری افقی را افزایش دادهاند. آنها توزیع گرما را به حداکثر میرسانند که به نوبه خود مسائلی مانند افتادگی مهره جوش یا بریدگی زیر جوش را کاهش میدهد. موقعیت افقی همچنین کنترل بهتر فلز مذاب را فراهم میکند و در نتیجه موقعیت افقی را برای جوشکاری آلیاژهای با استحکام بالا ضروری میسازد. همه این دلایل، موقعیت جوشکاری افقی را در مرکز نوآوریها و تحقیقات در رشتههای مهندسی جوشکاری قرار میدهد.
چالشهای موقعیت جوشکاری سقفی
جوشکاری سربار به دلیل ویژگیها و خطرات ذاتیاش، یکی از دشوارترین تکنیکهایی است که به طور گسترده در جوشکاری مورد استفاده قرار میگیرد. مشکل اصلی، نیروی جاذبه هنگام برخورد با فلز مذاب است که تهدید بزرگی برای چکیدن یا فوران آن محسوب میشود و در نتیجه، جوشکار و کیفیت جوش را به خطر میاندازد. دادههای اخیر نشان میدهد که جوشکاران با مشکلاتی مانند نفوذ نامنظم، گیر افتادن سرباره یا احتمال ذوب ناقص مواجه هستند که همه آنها ناشی از مشکلات در حفظ قوس ثابت و حفظ سرعت مناسب حرکت در حالت معکوس است.
تکنیکهای پیشرفته جوشکاری مانند ترکیبات پوشش الکترود بهبود یافته و استخراج فرآیندهای جوشکاری MIG پالسی، با بهبود پایداری قوس و رسوب فلز، این مشکل را به خوبی حل میکنند. آموزش جوشکاران و در نظر گرفتن الزامات ارگونومیک برای کار در بالای سر، راهحل این مشکلات را با رعایت ایمنی، عمیقتر میکند. این رویکرد ترکیبی همیشه به عنوان بهترین استراتژی برای غلبه بر مشکلات جوشکاری در بالای سر عمل خواهد کرد.
موقعیتهای جوشکاری لوله
گرفتن موقعیتهای جوشکاری لوله
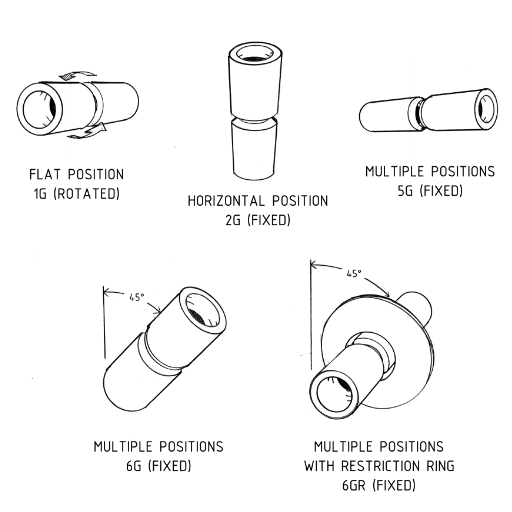
موقعیتهای جوشکاری لوله برای اطمینان از یکپارچگی ساختاری و قابلیت اطمینان اتصالات جوش داده شده بسیار مهم هستند، با توجه به اینکه در کاربردهایی که نیاز به دقت و حداکثر عملکرد دارند، در مناطقی مانند خطوط لوله یا مخازن تحت فشار اجرا میشوند. در سالهای اخیر، دادهها و بینشهای صنعتی به شدت بیان میکنند که موقعیتهای جوشکاری لوله طبق انجمن جوشکاری آمریکا (AWS) چهار عنوان اصلی دارند: 1G، 2G، 5G و 6G.
- ۱G (موقعیت مسطح): لوله به صورت افقی قرار میگیرد و جوشکار روی بالای اتصال کار میکند. این روش به دلیل سهولت کار، برای جوشکاران مبتدی مناسب است.
- 2G (موقعیت افقی): لوله به صورت عمودی نصب شده و در امتداد یک خط افقی روی اتصال جوش داده میشود که نیازمند کنترل عالی جوش و آگاهی از تأثیر جاذبه بر فلز مذاب است.
- 5G (موقعیت ثابت عمودی): لوله به صورت افقی قرار گرفته است، اما برخلاف ۱G، هیچ چرخشی مجاز نیست. جوشکاران باید در تمام محیط لوله جوشکاری کنند، و چالشهای موقعیتی در بالا، کنارهها و پایین لوله با آنها روبرو خواهد بود.
- 6G (موقعیت ثابت شیبدار): دشوارترین حالت، که در آن لوله با زاویه ۴۵ درجه ثابت میشود؛ از این رو، جوشکار باید در طول عملیات، موقعیتهای جوشکاری را با تمام امکانات تغییر دهد.
با این حال، بدون آموزش مناسب و درک موقعیتهایی که جوشها میتوانند در آنها قرار گیرند، تولید جوش مناسب برای برآورده کردن الزامات خاص پروژه غیرممکن است. جوش موقعیت 6G معمولاً در جوشکاران دارای گواهینامه مناسب استفاده میشود؛ این جوش همچنان یک مرجع حرفهای شاخص در سراسر این حرفه است.
روشهای جوشکاری پیشرفته لوله
جوشکاری مؤثر لوله شامل آمادهسازی دقیق و تکنیک بیعیب و نقص، همراه با استفاده از تجهیزات مدرن برای دستیابی به نتایج با کیفیت است. اول از همه، آمادهسازی سطوح است؛ لبههای لوله باید تمیز و مطابق با استانداردهای پذیرفتهشده پخ زده شوند، آلودگی کمتری ایجاد کنند و نفوذ جوش را تضمین کنند. پس از این، فرآیند جوشکاری مناسب برای پروژه انتخاب میشود؛ TIG، MIG یا SMAW، که هر کدام بسته به نوع ماده، ضخامت آن یا کاربرد خاص خود، مزایای منحصر به فرد خود را دارند.
تراز صحیح لولهها عامل مهمی است که در غیر این صورت باعث نقص جوش یا ضعف ساختاری میشود. تنظیم تراز معمولاً نیاز به گیره، جوشهای تکی و نصب دقیق دارد. کنترل ورودی گرما، سرعت حرکت و زاویه الکترود در حین جوشکاری، عدم ایجاد بریدگی زیر جوش، تخلخل یا ذوب ناقص را تضمین میکند. اطلاعات اخیر صنعت بیان میکند که با در نظر گرفتن عوامل فوق، توسعه سیستمهای خودکار و رباتیک برای جوشکاری، دقت و کارایی بالاتری را فراهم کرده و در نتیجه ناهماهنگیهای ناشی از فرآیندهای دستی را محدود میکند.
بازرسی و آزمایش مداوم، مانند آزمایش غیرمخرب (NDT)، آزمایش اولتراسونیک یا آزمایش رادیوگرافی، برای اطمینان از صحت جوش انجام میشود. با استفاده از ابزارهای مدرن فناوری مبتنی بر داده، مانند شبیهسازهای جوش و سیستمهای آموزشی واقعیت افزوده (AR)، جوشکاران توانایی خود را برای دستیابی به عملکرد جوش مورد نیاز از نظر قابلیتها و دقت ارتقا میدهند. بنابراین، با استفاده از ترکیبی از روشهای مرسوم و جاافتاده در کنار فناوری مدرن، جوشکاران میتوانند بهترین عملکرد را به دست آورند و در عین حال انتظارات سایر پروژههای موجود را برآورده کنند.
اهمیت اتصال جوش در جوشکاری لوله با کیفیت
کیفیت اتصال جوش در جوشکاری لوله برای تضمین ایمنی، قابلیت اطمینان و دوام سیستمهای لولهکشی ضروری است. یک جوش نادرست اجرا شده ممکن است باعث خرابیهایی مانند نشتی، ترک خوردگی و مشکلات پایداری شود که منجر به خاموش شدن سیستم یا حتی سناریوهای فاجعهبار در محیطهای پرفشار یا خطرناک خواهد شد. از بینشهای جمعآوریشده از روندهای جستجوی GelAfrica، صنایع نفت و گاز، تولید مواد شیمیایی و توزیع آب، بر اهمیت اتصالات جوش با کیفیت خوب برای رعایت استانداردهای سختگیرانه نظارتی و به حداقل رساندن تعمیرات پرهزینه تأکید زیادی دارند.
روشهای جوشکاری مدرن شامل آمادهسازی مناسب مواد، پارامترهای جوشکاری و تکنیکهای بازرسی پس از جوشکاری مانند VT (آزمایش چشمی) و UT (آزمایش اولتراسونیک) برای اطمینان از یکپارچگی جوش در سطح بالا هستند. از سوی دیگر، استفاده از ابزارهای پیشرفته مانند سیستمهای جوشکاری خودکار و روشهای NDT، بهبود و تشخیص عیوب در کاربردهای حیاتی را ارتقا میدهد. از این رو، تأکید بر کیفیت جوش تضمین میکند که سیستمهای لولهکشی میتوانند در برابر تنشهای عملیاتی روزمره و چالشهای محیطی مقاومت کنند.
پرسش و پاسخهای متداول
منابع مرجع
دانشگاه ویسکانسین - مطالعهای برای تعیین موادی که باید در کتاب مرجع برای جوشکاران و سازندگان گنجانده شوند
این مطالعه فرآیندهای جوشکاری، موقعیتها و ملاحظات ایمنی مختلف را پوشش میدهد و یک مرور کلی برای جوشکاران ارائه میدهد.
دانشگاه ایالتی کالیفرنیا، سن برناردینو - تدوین برنامه درسی برای دوره مهارتهای دستی برای جوشکاری قوس فلزی محافظ
این سند، موقعیتها و تکنیکهای جوشکاری را به عنوان بخشی از برنامه درسی مهارتهای پیشرفته جوشکاری مورد بحث قرار میدهد.
انجمن جوشکاری آمریکا - راهنمای آموزش و صلاحیت پرسنل جوشکاری
این راهنما اطلاعات دقیقی در مورد موقعیتهای جوشکاری، از جمله جوشکاری گوشهای و شیاری، ارائه میدهد و منبعی کلیدی برای آموزش جوشکاران پیشرفته است.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


