



یک قسمت پلاستیکی را ذوب کنید و با آن مانند یک گوشه برخورد کنید، مانند ذوب شیشه یا بهار کردن استخوان شکسته. هدف تغییر شکل آن بدون آسیب رساندن به آن است: قالب گیری اکستروژن و تزریق دو روش برای دستیابی به این هدف هستند. این مقاله جوهر انجام این کار را در صنعت خلاصه می کند. برای شروع، باید بین قالبگیری اکستروژن و تزریق تمایز قائل شد، زیرا صنعت تبلیغات یک فرد مستقل را از شخصی که از محصول استفاده میکند خارج میکند، همچنین، قالبگیری چرخشی در کنار قالبگیری تزریقی قرار میگیرد و نحوه نگاه ما به فرآیند دوم ذکر شده را بازسازی میکند. . بنابراین، در حالی که پیچیدگی ها و روش ها را پاره می کنیم، عینک ایمنی خود را بردارید پشت نماهای فرآیندهای تولید، نوآوری اکسترود شده/از پیش حل شده، و قطعاتی با چنان دقت قابل یادآوری ایجاد کنید که فراموش می کنید با تلاش های پر زحمت ساخته شده اند. چه کسی تصور می کرد که این امکان پذیر است، اما واقعیت جایگزین همه انتظارات و بیشتر است. هر چیزی که نیاز دارید در مقابل چشمان شما قرار دارد: دستورالعمل. بیا! بیایید قالبها و پوستههای تاشو، تزریق و اکستروژن، انقلابی کردن، شکلدهی و بازسازی آینده را بررسی کنیم!
اکستروژن چیست و چگونه کار می کند؟
هم قالب گیری اکستروژن و هم قالب گیری تزریقی تکنیک هایی هستند که یک مهندس می تواند برای تولید یک مقطع تقسیم شونده استفاده کند. دومی به طور فعال از مواد ایجاد شده استفاده می کند، در حالی که اولی به دلیل فشار مداوم آن را از طریق قالب حرکت می دهد. از آنجایی که این فرآیند به بسیاری از صنایع، از جمله لولهسازی، تولید لوله، تولید ورق، یا پروفیلها یا طرحها خدمت میکند، اکستروژن به مزایایی مانند نرخ تولید بالا و کارایی هزینه نیاز دارد. قابل ذکر است، در حالی که قالبگیری تزریقی تنها میتواند سفارشات حجم زیادی را در یک زمان تولید کند، این فرآیندها باعث کاهش زمان و تفاوت هزینههای منفی شدهاند. از این رو، کسانی که قصد دارند از این فرآیند اکستروژن در سازه های خود استفاده یا تطبیق دهند، باید جنبه های اکستروژن را درک کنند. چنین برنامه ای رضایت بخش خواهد بود.
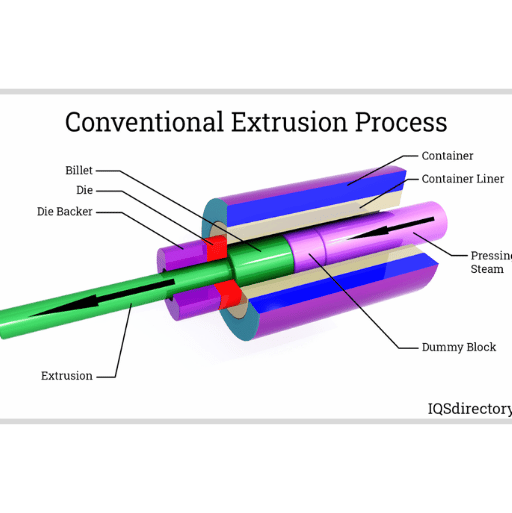
توضیح فرآیند اکستروژن
یا طرف مقابل اکستروژن Hot Extrusion است که فقط یک بار می توان آن را به صورت فیزیکی انجام داد. مرحله یک تا مرحله سه به طور دقیق خواص کلی تغییر شکل را در حین اکستروژن داغ توصیف می کند. کل اصل فلز الیاف با دمای بالا را توضیح می دهد. اکستروژن در اتاق و دماهای بالا. هنگامی که دماهای بالا در طول فرآیند اکستروژن استفاده می شود به طوری که تمام کرنش ها پلاستیکی هستند، تفاوت قابل توجه است و تفاوت های مهم مهمی در کل فرآیند وجود دارد.
اما قبل از بهره برداری از این مزایا، درک چگونگی تولید لوله ها، لوله ها، پروفیل ها و سایر کالاهای حاصل از اکستروژن گرم ضروری است. برای به دست آوردن یک ماشین فلزکاری اکسترود شده که کیفیت و مقرون به صرفه بودن را برآورده می کند، باید تکنیک های تولید حیاتی که مقیاس تورم هزینه تولید را کاهش می دهد و همچنین مدت زمان تکامل کل فرآیند تولید اکستروژن فلز را در نظر گرفت.
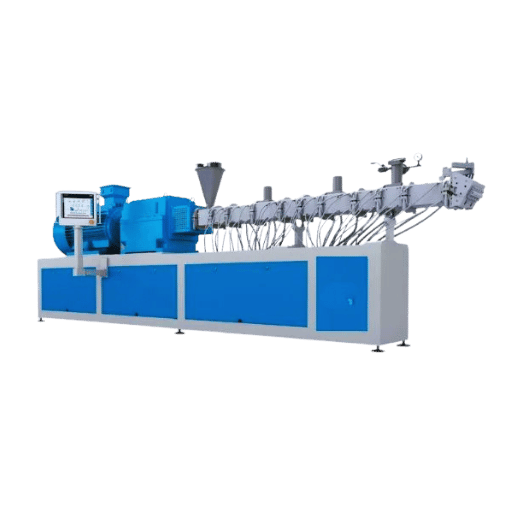
نقش اکسترودر در تولید
اکسترودر در بخش تولید، به ویژه در تجزیه و تحلیل تولید پلاستیک ضروری است. چنین ماشینهایی به عنوان مواد گرمایشی، عمدتاً گلولههای پلاستیکی یا گرانولها عمل میکنند تا آنها را در لولهها، لولهها، ورقها، پروفیلها و غیره مختلف قالبگیری کنند. عملکرد اکسترودر شامل ذوب پلاستیک با گرما و فشار و فشار دادن آن به داخل قالب برای ایجاد یک شکل خاص است. . این فرآیند ذوب و به دنبال آن هل دادن به اکستروژن معروف است و مزایای زیادی برای تولیدکنندگان دارد. برخی از آنها شامل زمان کارآمد و ارزان بودن فرآیند و امکان ساخت الگوهای پیچیده با اندازه گیری های دقیق است. بنابراین، هنگامی که یک تولید کننده جزئیات و پتانسیل فرآیندهای اکستروژن را یاد می گیرد، استفاده از اکستروژن برای گسترش ایده ها و بهره وری و مهمتر از آن، پاسخگویی به طیف گسترده ای از کاربردهای تولید برای آنها آسان تر خواهد بود.
مزایای اکستروژن در تولید پلاستیک
اکستروژن پلاستیک به دلیل مزایای اضافهای که نسبت به سایر فرآیندهای ساخت پلاستیک ارائه میکند، حوزه اصلی تمرکز در تولید پلاستیک است. در حین بحث در مورد اکستروژن پلاستیک، مزایایی به ذهن متبادر می شود.
- نرخ تولید بالا: یکی از مزایای عمده اکستروژن توانایی آن در افزایش تولید است زیرا می توان از آن برای تولید انبوه استفاده بهینه کرد. ویژگیهای ذاتی این فرآیند به محصول اجازه میدهد تا در تعداد زیاد با قیمت نسبتاً ارزان در هر واحد تولید شود.
- مقرون به صرفه بودن: احتمالاً مهمترین ویژگی فرآیند اکستروژن، سادگی آن است که به نوبه خود تعداد تولید و میزان هدر رفت مواد را کاهش می دهد. شکلدهندهها نیز از این سود میبرند، زیرا این امر پیچیدگی کار را کاهش میدهد و هزینهها را بیشتر کاهش میدهد زیرا به ابزار اضافی نیاز نیست.
- تطبیق پذیری در شکل و اندازه: یکی از بزرگترین مزیت های تولید از طریق اکستروژن این است که سیستم دارای محدوده نامحدودی برای محدودیت هندسی محصول، مانند ضخامت یا حتی طول است. تغییرات همچنین با فرآیند اکستروژن برای انطباق با الزامات مختلف طراحی آسان است.
- طیف گسترده ای از مواد: با توجه به ماهیت فرآیند اکستروژن، می توان از تعداد زیادی مواد ترموپلاستیک مانند PS، PVC و PE استفاده کرد. این امکان مواد عالی به تولید کنندگان آزادی زیادی در مورد استحکام، مقاومت شیمیایی یا دوام می دهد.
- پیوند ناگسستنی طراحی با کیفیت: مونوگراف Klaus Mieck مجدداً تأکید می کند که طراحی و استاندارد محصول نهایی به دلیل ویژگی های فرآیند اکستروژن به خوبی می تواند یکپارچه شود. در مونوگراف Klaus Mieck تکرار شده است که ویژگی های محصول در مورد اکستروژن به دلیل کنترل دقیق چندین پارامتر در طول فرآیند اکستروژن، از جمله دما، فشار و سرعت، اما نه محدود به آن، قابل تکرار و مرتبط هستند.
- بهینه سازی آسان: کاربرد اصلی اکستروژن به دلیل اینکه می توان از آن برای تولید کوچک و تولید انبوه استفاده کرد بسیار گسترده است. علاوه بر این، چنین فرآیندهایی تنظیم آسان برای حجم های خروجی مختلف را فراهم می کنند.
همچنین به لطف مزایای اکستروژن در کاربردهای فرآیند عمیق، می توان در عملیات تولید صرفه جویی بیشتری کرد و قطعات پلاستیکی با کیفیت بالا تولید کرد که معیارهای مختلف صنایع مختلف مانند خودروسازی، ساخت و ساز، بسته بندی و غیره را برآورده کند.
فرآیند قالب گیری تزریقی چیست؟
مراحل کلیدی در قالب گیری تزریق پلاستیک
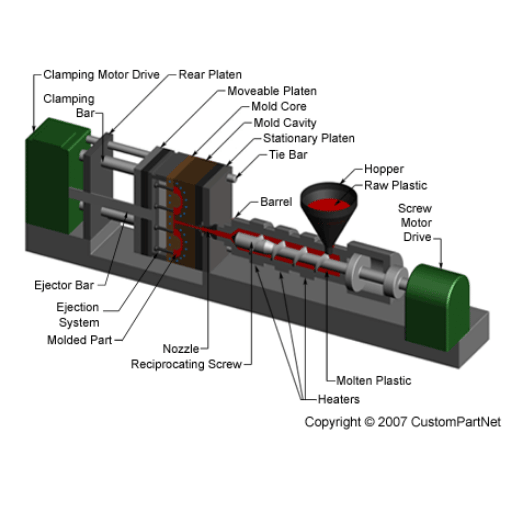
فرآیند اصلی PMI شامل مراحل خاصی است که به شکل دادن مواد خام به اجزای پلاستیکی مورد نیاز کمک می کند. مراحلی که در قالب گیری تزریق پلاستیک نقش بسزایی دارند در زیر آمده است:
- بستن: نیمه های قالب باید در موقعیت صحیح قرار گیرند تا مواد تزریق شود. هنگامی که آنها در تراز مناسب قرار گرفتند، قالب بسته می شود و یک واحد گیره آنها را کنار هم نگه می دارد.
- تزریق: سپس سیستم تزریق قالب، این گلولهها را به داخل بشکه میکشد، جایی که یک پیچ میچرخد و گلولهها را در حالی که هنوز گرم میشود هل میدهد. این گلوله ها را به پلاستیک مذاب ذوب می کند. نازل تزریق پلاستیک مذاب را از طریق یک سیستم فشار بالا تزریق می کند.
- خنکسازی: وقتی پلاستیک مذاب به داخل حفره قالب تزریق میشود، شروع به خنک شدن میکند و در نتیجه شروع به جامد شدن میکند. این فرآیند به پلاستیک اجازه می دهد تا به همان شکل قالب برسد. این دوره خنک کننده برای اطمینان از شکل و ابعاد مناسب مهم است.
- خروج: پس از خنک شدن، پین های جهشی می توانند قسمت پلاستیکی جامد شده را جدا کنند. با وقوع این اتفاق، نیمههای قالب از هم جدا میشوند و دسترسی به قسمت تکمیلشده را امکانپذیر میسازند.
- تکمیل: در صورت نیاز به مراحل اضافی، مانند اصلاح، افزودن چسب، یا افزودن اجزای جدید، می توان آنها را پس از خنک شدن جزء خارج شده انجام داد.
با گنجاندن این اجزا، همانطور که قبلاً ذکر شد، می توان محصولات پلاستیکی تمام شده را به راحتی تولید کرد. فناوری امروزی کاملاً پیشرفته است و به غلبه بر هر نوع مانعی کمک می کند.
درک قالب و حفره
قالب یکی از حیاتی ترین اجزای هر محصول در فرآیند قالب گیری تزریق پلاستیک است. این قالب از دو قسمت حفره قالب و هسته تشکیل شده است که در اندازه ها و شکل های خاص با دقت بسیار بالایی ساخته می شوند.
- حفره قالب: حفره قالب جایی است که پلاستیک مایع مذاب تزریق می شود. این آن را به مهم ترین بخش قالب تبدیل می کند زیرا چندین فاکتور از کالای نهایی را مشخص می کند، مانند هندسه بیرونی و تکمیل سطح آن. یک حفره قالب با جزئیات بسیار ساخته می شود تا الزامات مشخص شده در طراحی محصول را برآورده کند، که ممکن است شامل ویژگی هایی مانند بافت، آرم و غیره باشد.
- هسته قالب: هسته قالب یک ویژگی داخلی برنامه است که می تواند الزامات برآورده شده توسط حفره قالب را تکمیل کند. به عبارت ساده تر، ابعاد و شکل داخلی اپلیکیشن را به همراه سایر ویژگی ها در صورت نیاز فراهم می کند. هسته قالب در داخل حفره قالب قرار دارد و محصول قالب گیری شده را می سازند.
برای نتیجه گیری، حفره قالب و هسته تضمین می کند که محصول جامد دارای ویژگی ها و خواصی است که در مرحله طراحی محصول برای آنها حل شده است. شرکت ها قالب ها را با دقت بسیار بالا ایجاد و می سازند تا از یکپارچگی از طریق قالب گیری تزریق پلاستیک اطمینان حاصل کنند.
تولیدکنندگان پلاستیک با تسلط بر جزئیات قالب و حفره، می توانند فرآیندهای تولید خود را تنظیم کنند، اشتباهات و عیوب را کاهش دهند و در نهایت کالاهای پلاستیکی باکیفیت را برای صنایع مختلف تولید کنند.
مزایای استفاده از قالب گیری تزریقی برای اشکال پیچیده
با توجه به تجربه و مهارت من، به جرات می توان گفت که قالب گیری اشکال پیچیده از طریق تزریق مزایای بسیاری دارد. برای شروع، قالبگیری تزریقی توانایی کپی کردن طرحهای پیچیده و دقیق را به طور دقیق و یکنواخت افزایش میدهد. این تضمین می کند که هر کالای تولید شده با شرایط لازم برای بهبود نتیجه کل فرآیند مطابقت دارد. علاوه بر این، قالبگیری تزریقی باعث میشود تولیدکنندگان مقرونبهصرفه باشند و کارایی را افزایش دهند. این رویکرد به قالبگیری تزریقی اشکال پیچیده کمک میکند تا تولیدکنندگان در کاهش عیوب و در عین حال تولید قطعات پلاستیکی با کیفیت بالا برای صنایع مختلف کمک کنند.
چگونه آنها متفاوت هستند: قالب گیری اکستروژن و تزریق؟
تفاوت بین اکستروژن و تزریق
با توجه به تفاوتها، فکر میکنم ذکر این نکته مناسب باشد که دو فرآیند وجود دارد که به نظر میرسد محصولات نهایی کاملاً مشابهی را تولید میکنند: اکستروژن و قالبگیری تزریقی. با این حال، با توجه به دانش و تجربه قابل توجهی که در زمینه فرآیندهای ساخت پلاستیک دارم، می توانم به مهم ترین تفاوت های این دو روش اشاره کنم.
این روشی است که برای فشار دادن یک توده پلاستیکی گرم شده از طریق قالب برای ایجاد یک نمایه کشیده شناخته شده است. طیف وسیعی از کاربردها، از جمله تولید مقاطع مختلف مانند لوله، لوله و مواد ورق دارد. وقتی صحبت از قطعات خودرو، کالاهای مصرفی، و دستگاههای پزشکی میشود که به اشکال هندسی پیچیدهتری نیاز دارند، قالبگیری تزریقی با فشار بالا ارائه میشود. این فرآیند پلاستیک مذاب را در قالبها تزریق میکند - در آنجا با تنوع زیادی.
تفاوت اصلی مربوط به شکل گیری پلاستیک مذاب به شکل نهایی است. در حالی که اکستروژن شامل یک عملیات مداوم است، قالب گیری تزریقی یک عملیات چرخه ای است که در هر چرخه، پر شدن، خنک شدن و بیرون ریختن قسمت نهایی رخ می دهد. این بدان معنی است که هر فرآیند می تواند برای رویکردهای مختلف نیز از نقطه نظر کارایی و اقتصادی قابل اجرا باشد، که برابر با تهاجمی حجمی پیچیدگی شکل بیرونی، یکپارچگی تولید و قیمت گذاری است.
آنچه من معتقدم در نهایت تعیین می کند که آیا از قالب گیری اکستروژن یا تزریق برای یک محصول استفاده شود، این است که به طور خاص آن محصول چیست و برای چه چیزی استفاده می شود. من به شما پیشنهاد می کنم که از نزدیک با سازنده خود کار کنید تا بهترین تزریق را برای محصول پلاستیکی خود بیابید.
مقایسه تکنیکهای اکستروژن و قالبگیری تزریقی پلاستیک
امروزه پلاستیک یکی از پرکاربردترین مواد است و دو روش اصلی برای تولید محصولات پلاستیکی وجود دارد: قالب گیری تزریقی و اکستروژن. هر دو تکنیک از نظر ویژگی ها و مناسب بودن برای کاربردهای مختلف در صنایع مختلف متمایز هستند. اجازه دهید به تفاوت ها و جنبه هایی که به انتخاب این روش ها کمک می کند با جزئیات بیشتری نگاه کنیم:
اکستروژن پلاستیک
این فرآیندی است که در آن دهانه قالب همیشه باریکتر از سطح مقطع ماده اکسترود شده است. مواد خام پلاستیکی در طول فرآیند گرم، ذوب شده و از طریق قالب خارج می شوند. از این روش می توان برای تولید لوله ها، لوله ها، میله ها، ورق ها و سایر محصولات با سطح مقطع یکسان در طول آنها استفاده کرد. برخی از عواملی که باید برای اکستروژن پلاستیک در نظر داشت به شرح زیر است:
- تطبیق پذیری مواد: اکستروژن پلاستیک با طیف وسیعی از مواد ترموپلاستیک، از جمله PVC، HDPE، LDPE و موارد دیگر به خوبی کار می کند.
- مقرون به صرفه: با توجه به روند مداوم و سرعت تولید بالا، اکستروژن گاهی اوقات می تواند یک راه حل اقتصادی برای تولید انبوه باشد.
- انعطافپذیری طراحی: اگرچه اکستروژن محدود به اشکال پیوسته است، انعطافپذیری طراحی در رابطه با طول، ضخامت و مشخصات اکستروژن وجود دارد.
Formação por Injeção
Por outro lado, a formação por injeção شامل injeção de plástico em estado líquido dentro da cavidade de um molde fechado. Ela encontra maior aplicação na fabrikação de produtos que possuem forms muito elaboradas e possuem tolerâncias de fabrikação bastante rígidas. Alguns dos aspectos relatedes da formação por injeção incluem:
- Grande variedade de produtos: A formação por injeção pode proporcionar Uma variedade grande de produtos, desde pequenos e detalhados components, a maiores partes que podem ser painéis automotivos ou dispositivos médicos.
- Ampla escrepa sobre Plástico A formação por injeção possui uma vasta gama de plásticos termoplásticos، یا شامل ABS، polipropileno، policarbonato entre outros، proporcionando uma certa liberdade nas proprimaterias.
- Passa a ser possível o uso de elementos de por seção da prensa em detalhe، pois a formação por injeção consume um forte controle do tamanho do molde، assegurando uma quase repetição da qualidade e as medidas crescentes da to precilerânos.
Tanto as extrusões de plásticos quanto a injeção têm suas vantagens e desvantagens، que podem ser definidas pelas características do formato que se deseja، یا número de produção entre outros fatores de quantia monetaria. Tais procedimentos são، entretanto، escoltas pela característica do produto e do seu uso. Ao interagir com um fabricante com vasta experiência, é possível esclarecer quais são as técnicas mais apropriadas para a produção de plásticos eo que assegurara uma produção pertinente.
انتخاب فرآیند تولید مناسب برای محصول شما
تصمیم گیری برای تولید یک محصول پلاستیکی باید با احتیاط انجام شود. با این حال، دانستن مزایا و معایب اکستروژن پلاستیک و قالب گیری تزریقی می تواند به شما در تصمیم گیری صحیح کمک کند. در اینجا عواملی وجود دارد که باید هنگام انتخاب فرآیند تولید مناسب برای محصول خود در نظر بگیرید: برخی از عواملی که هنگام انتخاب فرآیند تولید باید در نظر بگیرید:
- ضخامت کلی قطعه مورد نظر: اکستروژن پلاستیک به بهترین وجه برای محصولات ساده و با مقطع طولانی مانند لوله ها، لوله ها و پروفیل ها مناسب است. انواع مختلفی از فرآیندهای اکستروژن موجود است. در مقابل، قالبگیری تزریقی برای هندسه با دیوارههای نازک و ویژگیهای پیچیده بسیار عالی عمل میکند.
- مقدار پیش بینی شده: مقدار لازم برای تولید مورد انتظار نیز بر نوع فرآیندی که باید اتخاذ شود تأثیر زیادی دارد. اکستروژن پلاستیک به دلیل فرآیند تولید مستمر آن، تولید با مقدار بالا را ممکن میسازد، در حالی که قالبگیری تزریقی میتواند چرخههای کم و زیاد را انجام دهد.
- عوامل هزینه - جنبه اقتصادی تصمیم گیری در مورد نوع فرآیند بسیار مهم است. به طور خاص، اکستروژن پلاستیک با هزینه های نسبتا کم ابزار مشخص می شود و در نتیجه مناسب بودن آن برای تولید اشکال سفت و سخت در مقادیر زیاد است. از سوی دیگر، قالبگیری تزریقی یک نقطه ضعف دارد زیرا به هزینههای ابزار قابل توجهی نیاز دارد. با این حال، به دلیل کاربرد گسترده این فناوری و صرفه جویی در مواد، ممکن است در قطعات ماشینکاری بزرگ یا دسته های کوچک مقرون به صرفه تر باشد.
همچنین کار با یک سازنده با تجربه که این موضوع را می داند مفید خواهد بود فرآیندهای اکستروژن پلاستیک و قالب گیری تزریقی آنها می توانند مشخصات محصول، تعداد تخمینی تولید، و نگرانی های بودجه ای شما را درک کنند و جایگزین های تولید مناسبی را پیشنهاد کنند. با این دانش، بهترین نتایج، کاهش هزینهها و سرعت تولید کالاهای پلاستیکی را به دست خواهید آورد.
کاربردهای قالب گیری اکستروژن و تزریق پلاستیک

کاربردهای رایج محصولات پلاستیکی اکسترود شده
قطعات پلاستیکی اکسترود شده به دلیل سهولت در ساخت، استحکام مکانیکی و هزینه کم در بخشهای مختلف کاربرد بیشتری دارند. در زیر چند زمینه وجود دارد که اکستروژن به یک فرآیند بهینه تبدیل میشود: اکستروژن فیلم برای اهداف بستهبندی و پروفیلها برای کاربردهای ساختمانی.
- لوله ها و لوله های اکسترود شده برای لوله کشی، آبیاری و انتقال سیال مفید هستند زیرا در برابر خوردگی، مواد شیمیایی و اشعه ماوراء بنفش بسیار مقاوم هستند.
- بیشتر پروفیل های پلاستیکی اکسترود شده طراحی شده برای قاب پنجره ها و درها به طور گسترده در کاربردهای ساختمانی مورد استفاده قرار می گیرند. آنها ترجیح داده می شوند زیرا عایق هستند، نسبتا سبک هستند و نسبت به چوب یا فلز نیاز به نگهداری کمتری دارند.
- لوله های پلاستیکی اکسترود شده ایمنی و کارایی را در کاربردهای سیم کشی و کابل کشی ایجاد می کنند. آنها همچنین عایق هستند، در برابر رطوبت و عوامل محیطی محافظت می کنند و امکان نصب آسان را فراهم می کنند.
- زمینه دیگری که در آن اکستروژن به خوبی پذیرفته شده است، ساخت مواد بسته بندی مانند فیلم ها، ورق ها و کیسه ها است. این محصولات موانع، انعطاف پذیری و حتی کیفیت های بسیار مورد نیاز برای محصولات غذایی و دارویی را فراهم می کنند.
- قطعات پلاستیکی اکسترود شده به شدت در کاربردهای خودرو، از جمله نوارهای هوا، مهر و موم، تزئینات و حتی اتصالات داخلی، ادغام می شوند. اکستروژن پلاستیک ویژگی های طراحی، میرایی نویز و مقاومت در برابر ضربه را افزایش می دهد و به جذابیت و عملکرد خودرو می افزاید.
- اکستروژن پلاستیک با ایجاد اشکال پیچیده و تسهیل استفاده از چندین رنگ، انعطافپذیری طراحی را ایجاد میکند و زیباییشناسی را افزایش میدهد و در نتیجه جذابیت بصری را افزایش میدهد. برخی از کاربردهای A & D اکستروژن عبارتند از تریم لبه، پوشش و قالب گیری.
با این وجود، اینها تنها تعداد انگشت شماری از کالاهای پلاستیکی اکسترود شده در بازار را نشان می دهند. صنایع دائماً به دنبال راههای بیشتری برای اعمال فناوریهای اکستروژن برای نیازهای خود هستند و این امر محبوبیت و کاربرد زیاد اکستروژن پلاستیک را به عنوان یک فرآیند تولید توضیح میدهد.
برنامه های محبوب برای قطعات قالب گیری تزریقی
قطعات تزریقی به دلیل کارآمد و مقرون به صرفه بودن در صنایع مختلف محبوب هستند. در زیر برخی از کاربردهای رایج قطعات قالب گیری تزریقی آورده شده است:
- اجزای خودرو: صنعت خودرو از قطعات تزریقی مختلفی مانند تزئینات داخلی و خارجی، دستگیره ها، پانل های داشبورد، قطعات بدنه و بسیاری از اجزای دیگر استفاده می کند. این قطعات یک محصول نهایی بادوام را ارائه می دهند که به خوبی ساخته شده، دقیق است و سطحی با کیفیت بالا دارد.
- الکترونیک و لوازم خانگی: قالب گیری تزریقی برای تولید قطعات کوچک، دقیق و دقیق برای بسیاری از دستگاه های الکترونیکی و لوازم خانگی استفاده می شود. این قطعات شامل محفظه ها و کانکتورها یا کلیدها و دکمه ها می باشد. قطعات قالبگیری شده دقیق، آسان برای جا دادن و کاربردی هستند.
- تجهیزات پزشکی: ابزارهای جراحی و تجهیزات پزشکی مانند سرنگ ها و ویال ها و همچنین ایمپلنت ها با استفاده از انواع تکنیک های قالب گیری تزریقی تولید می شوند. این امکان تولید اقلام استریل، دقیق و زیست سازگار را فراهم می کند در حالی که هنوز استانداردهای دقیق کیفیت و ایمنی را برآورده می کند.
- بسته بندی: صنعت بسته بندی به شدت به اجزای قالب گیری تزریقی متکی است، از جمله درب ها و درب ها، بطری ها و ظروف، و قالب های درج بسته بندی. این فرآیندها امکان تولید فرمهای منحصربهفرد را فراهم میآورند که برای ایمن کردن کالا، سهولت استفاده و زیباییشناسی مناسب طراحی شدهاند.
- کالاهای مصرفی: فرآیند قالب گیری تزریقی نیز برای تولید کالاهای مصرفی مانند اسباب بازی، وسایل خانگی و اقلام مراقبت شخصی استفاده می شود. این امکان ایجاد هندسه های پیچیده، انواع رنگ های متعدد و قطعات مستحکم مورد نیاز مشتریان را فراهم می کند.
در اینجا چند تصویر از طیف استفاده از قطعات تولید شده با استفاده از قالب گیری تزریقی آورده شده است. به دلیل سازگاری، دقت و مزایای هزینه، قالبگیری تزریقی در بخشهای مختلف به یک امر عادی تبدیل شده است و قطعات خوشساخت، قابل دوام و ارزان را ایجاد میکند.
چه انواع پلاستیک در قالب گیری اکستروژن و تزریق استفاده می شود؟

آشنایی با مواد ترموپلاستیک
ترموپلاستیک ها پلیمرهایی هستند که وقتی بالاتر از یک دمای بحرانی خاص گرم می شوند جریان پیدا می کنند. ترموپلاستیک ها را می توان چندین بار بدون تغییر خواص آنها پردازش کرد و آنها را برای چرخه های مختلف ایجاد مناسب می کند. برخی از ملاحظات مهم در مورد مواد ترموپلاستیک عبارتند از:
- طیف وسیعی از گزینه های موجود: انواع مختلفی از ترموپلاستیک ها در دسترس هستند که هر کدام دارای خواص و ویژگی های متفاوتی هستند. رایج ترین آنها هستند پلی اتیلن (PE)، پلی پروپیلن (PP)، پلی استایرن (PS)، پلی وینیل کلراید (PVC) و اکریلونیتریل بوتادین استایرن (ABS).
- تطبیق پذیری: به دلیل ریزساختار بی شکل مواد، ترموپلاستیک ها را می توان در قالب ریخت، ذوب کرد و سرد کرد تا اشکال و محصولات متعددی ایجاد کند. این ویژگی به آنها اجازه می دهد تا در برنامه های مختلف مفید باشند.
- سازگاری با محیط زیست: ترموپلاستیک ها را می توان چندین بار بدون تغییر خاصی در خواص آنها قالب گیری و تغییر شکل داد. این امر آنها را از نظر حفظ محیط زیست مطلوب تر می کند.
- مواد ترموپلاستیک و خواص آنها: مواد ترموپلاستیک دارای ویژگی های متفاوتی از جمله مقاومت مکانیکی، شیمیایی، مقاومت در برابر حلال و حرارتی هستند. از آنجایی که همه این خواص متفاوت است، عملکرد یک ماده در محدوده ها و شرایط تعریف شده، از جمله استحکام، انعطاف پذیری، ضربه و دما، متفاوت خواهد بود.
درک ویژگی ها و ویژگی های مواد مختلف ترموپلاستیک برای انتخاب مناسب ترین ماده برای فرآیند اکستروژن یا قالب گیری تزریقی خاص ضروری است.
نقش پلیمر و پلت در فرآیند
به عنوان پایه و اساس محصولات با کیفیت، اهمیت پلیمر و گلوله در فرآیندهای ساخت پلاستیک را نمی توان دست کم گرفت. این به این دلیل است که پلیمر ماده پایه بر ویژگی ها، ویژگی ها و خواص پلاستیک تأثیر می گذارد. معمولاً یک قطعه کوچک از رزین یا گرانول پلاستیکی گرد و شناخته شده است.
در حین عملیات، گلوله های پلیمری تا دمای مشخصی گرم می شوند و در آنجا شکل خود را از دست می دهند و به مایع تبدیل می شوند. این پلیمر مایع سپس با فشار وارد حفره ها می شود یا از طریق غربال فشار داده می شود تا فرم یا شکل مورد نیاز را به دست آورد. پلیمر گرم شده یا مایع خنک می شود و سفت می شود که محصول نهایی مواد پلاستیکی است.
ویژگی های نهایی محصول نهایی بر انتخاب پلیمر خاص مورد استفاده تأثیر می گذارد. استحکام مکانیکی، انعطاف پذیری، تحمل شیمیایی و مقاومت دما باید در نظر گرفته شود. از آنجایی که پلیمرها از نظر ماهیت متفاوت هستند، هر کدام مزایا، معایب و ویژگی های منحصر به فرد خود را با سایرین دارند.
برای دستیابی به نتایج ثابت، کیفیت و خلوص گلوله های پلیمری باید در اولویت قرار گیرد. عدم وجود مواد خارجی و فرمولاسیون دقیق در گلوله های پلیمری، عملکرد مطلوب و پردازش پذیری را تضمین می کند.
پلیمرها و گلوله ها در تولید محصولات پلاستیکی مهم هستند. نوع پلیمر مورد استفاده و کیفیت گلوله ها تعیین کننده خواص و عملکرد اقلام پلاستیکی نهایی است. قضاوت و انتخاب مناسب ترین پلیمر برای دستیابی به اهداف مورد نظر در مورد عملکرد، استحکام و ظاهر بسیار مهم است.
چگونه مواد پلاستیکی بر محصول نهایی تأثیر می گذارد
انتخاب معقول مواد پلاستیکی مشخصهای است که ویژگیها، عملکرد و زیبایی سبک کالای تولید شده را تعیین میکند. علم پلیمر خاص ویژگی های عملکردی آنها را رد می کند، از مقاومت مکانیکی خاص گرفته تا انعطاف پذیری، مقاومت شیمیایی و دما. هنگام انتخاب یک پلیمر، نیازهای خاص باید به وضوح برای کار مناسب درک شود. علاوه بر این، در صورتی که کیفیت گلوله های پلیمری مورد استفاده در فرآیند به اندازه کافی خوب باشد و به خوبی در مخلوط ادغام شود، پلیمریزاسیون زمینه سازگاری بهتر در نتایج را فراهم می کند. گلوله های آلوده و با طراحی ضعیف مانع از خواص پلاستیک تولید شده می شوند، بنابراین در نظر گرفتن ماده اولیه اولیه بسیار مهم است. از این گذشته، انتخاب مواد پلیمری مناسب و باکیفیت به نتایج ثابت و قابل اعتمادی در طول ساخت پلاستیک کمک می کند.
پرسش های متداول (پرسش و پاسخ)
س: متمایزترین ویژگی های بین اکستروژن پلاستیک و قالب گیری تزریقی چیست؟
A: تکنیک های مورد استفاده برای تولید اکستروژن پلاستیک و قالب گیری تزریقی متفاوت است. در قالبگیری اکستروژن، پلاستیک مذاب از طریق قالب وارد میشود تا شکلی با سطح مقطع همگن در طول آن ایجاد کند. این برای اشکالی مانند پروفیل لوله یا ورق استفاده می شود. روش دیگر، در قالبگیری تزریقی، پلاستیک مایع به شکل یک حفره سهبعدی به داخل قالب تزریق میشود که امکان ساخت قطعات پیچیده را فراهم میکند. اکستروژن یک نمایه بلند و نازک شکل ایجاد می کند، اما قالب های تزریق پلاستیک عمدتا تکه های پلاستیکی را تشکیل می دهد.
س: چه مراحلی در فرآیند اکستروژن پلاستیک گنجانده شده است؟
الف: اکستروژن پلاستیک فرآیندی است برای نرم کردن گرانولهای پلاستیک تا زمانی که مذاب شوند و مواد را از طریق قالب وارد میکنند تا جسمی با شکل مقطع ثابت با طول بینهایت ایجاد شود. پلاستیک مذاب با سرد شدن به شکلی که قالب به آن می دهد جامد می شود و قالب را ترک می کند. این عمل در تولید می تواند برای ایجاد لوله ها، لوله ها، نوارهای هوا و حتی ورق های پلاستیکی استفاده شود.
س: قالب تزریق چگونه در چارچوب بزرگتر صنعت تولید قرار می گیرد؟
پاسخ: از آنچه ارائه شد، می توان استنباط کرد که قالب گیری تزریقی به طور یکپارچه در زمینه گسترده تر صنعت تولید ادغام می شود. درگیر پرس فلز، قالبگیری، و ریختهگری با دایکاست از فلز یا پلاستیک، پایه اتصال ایدهآل را برای تجارت و تجارت فراهم میکند، زیرا همه محصولات باید تولید شوند. اما چگونه تزریق در چارچوب بزرگتر سازمانهایی که در تجارت رشد کردهاند، جا میگیرد؟ قالبگیری تزریقی جزء محیطی باقی میماند که کل ساختار را قابل قبول جلوه میدهد. برداشتن یک گام به عقب این امکان را به فرد می دهد تا تضاد فاحش بین دایره و تجارت مثلثی را تصور کند، جایی که یکی کاملاً به دیگری وابسته است تا محصولاتی را از مواد خام تشکیل شده از طریق دایره تولید کند.
س: چه چیزهایی می توان به نفع قالب گیری اکستروژن گفت؟
پاسخ: فرآیندهای قالب گیری اکستروژن نسبت به سایر روش ها دارای مزایایی هستند، مانند 1. آنها به تولیدکنندگان اجازه می دهند هر زمان که محصولات طولانی ساخته می شوند، شکل ثابت و یکنواختی ایجاد کنند. 2. هزینه ابزارسازی نسبتاً کمتری نسبت به قالب گیری تزریقی دارند. پروفیل های توخالی 3. برای ساخت محصولاتی که سطح مقطع آنها اندازه و شکل یکسانی دارند ایده آل هستند. 4. دارای راندمان تولید بالا برای ساده اشکال هندسی 5. آنها را می توان با پلاستیک های بازیافتی و مواد دیگر استفاده کرد.
س: برای کدام دسته از محصولات قالب گیری تزریقی در مقابل اکستروژن مناسب است؟
پاسخ: تعداد زیادی از قطعات در خودرو، محفظههای الکترونیکی، دستگاههای پزشکی و اساساً هر محصول سهبعدی با برخی جزئیات با استفاده از قالبگیری تزریقی بهتر تولید میشوند. پنجرههای سفارشی، لولهها، نوارهای آبوهوا و ورقهای پلاستیکی همگی با استفاده از برش (اکستروژن) تولید میشوند و به همین ترتیب یکنواخت هستند. بیشتر اتصالات با استفاده از قالب گیری تزریقی بهتر تولید می شوند. با این حال، نقطه ضعف این روش در مقایسه با اکستروژن این است که نمی تواند اتصالات یا کابل های یکنواخت مداوم تولید کند.
س: نقاط تفاوت بین فرآیندهای قالب اکستروژن و دمش چیست؟
پاسخ: اکستروژن و قالب گیری دمشی، برعکس، دو فرآیند اصلی هستند که شامل فشار دادن پلاستیک مذاب از طریق قالب هستند. تفاوت اصلی در نحوه شکل گیری مواد مذاب در انتهای آن است. در مورد اکستروژن، پلاستیک همیشه شکلی را می گیرد که توسط قالب به آن داده می شود. قالب گیری دمشی تا حدودی متفاوت عمل می کند. این فرآیند با اکسترود کردن پلاستیک شروع می شود، که سپس در قالب باد می شود تا اجسام توخالی تشکیل شود. هنگامی که نیاز به بدست آوردن پروفیل های جامد یا توخالی با قطر ثابت است، از اکستروژن استفاده می شود. قالب گیری دمشی برای به دست آوردن ظروف توخالی، به ویژه بطری ها و کوزه ها استفاده می شود.
س: هنگام انتخاب قالب تزریق یا اکستروژن برای یک قطعه پلاستیکی چه عواملی باید در نظر گرفته شود؟
پاسخ: در ابتدا، تصمیم به استفاده از قالبگیری اکستروژن یا تزریق برای یک اقلام پلاستیکی، از جمله موارد زیر را در نظر میگیرد: پیچیدگی قطعه: در مورد طرحهای پیچیدهتر، از جمله آنهایی که قطعات آنها را میتوان به سه دسته تقسیم کرد. -بعدی، قالب گیری تزریقی مناسب تر است. حجم تولید: روش به کار گرفته شده باید تعداد قطعات ساخته شده را نیز در نظر بگیرد. در این مورد، شکل ممکن است از روشهای قالبگیری تزریقی به دلیل بهبود کارایی که این روش ایجاد میکند، پشتیبانی کند. الزامات مواد: مواد مختلف ممکن است در یک فرآیند بهتر از دیگری عمل کنند. اندازه و شکل قطعه اشکال خاص مانند سیلندرهای نازک بلند و دیگر اشکال پروفیل بلند برای اکستروژن مناسب هستند، در حالی که اشکال گسسته برای قالب گیری تزریقی مناسب هستند. روشهای طبقهبندی شده به عنوان قالبگیری تزریقی و روشهای جدیدتر اکستروژن تقریباً در طول تاریخ خود چنین ویژگیهایی را نشان دادهاند. الزامات تکمیل سطح: تکمیل سطح ناحیه ای است که فرآیندهای قالب گیری تزریقی بهتر از روش های اکستروژن انجام می شود. 6. هزینه های ابزار: در اکثر موارد کلی، هنگام مقایسه روش های تزریق و اکستروژن برای زیربخش های اقتصادی، هزینه اکستروژن در ابزارسازی کمتر است. 7. سرعت تولید: از طرف دیگر اکستروژن ممکن است با اکستروژن های با مشخصات پایین بسیار سریعتر باشد.
س: آیا می توان از همان مواد در قالب گیری اکستروژن و تزریق استفاده کرد؟
پاسخ: همه ترموپلاستیک ها را نمی توان با هر دو روش پردازش کرد. برخی از مواد زمانی که در یک روش خاص به کار گرفته شوند کارآمدتر هستند. با این حال، پلی اتیلن (PE)، پلی پروپیلن (PP) و PVC مواد تشکیل دهنده شناخته شده در هر دو فرآیند هستند. پلیمرهای پیشرفته ممکن است در قالبگیری تزریقی مؤثرتر باشند زیرا میتوان شرایطی را که در آن پردازش پلیمر انجام میشود کنترل کرد.
منابع مرجع
1. بیوکامپوزیت های چوبی پلیمری چاپ سه بعدی در مقابل قالب گیری تزریقی: تحلیل مقایسه ای خواص فیزیکی و مکانیکی و فرآیندهای تولید
- نویسندگان: دیلن جوبینویل و همکاران
- انتشار: مارس 15، 2023
- خلاصه: در این کار، نویسندگان سعی کردند خواص بیوکامپوزیت های تولید شده از طریق به اصطلاح «چاپ سه بعدی» یا روش اکستروژن مواد و بیوکامپوزیت های ساخته شده با روش های سنتی را بررسی کنند، به طور خاص، خواص شیمیایی و مکانیکی این مواد، به عنوان مثال، کشش حفاری یا تقویت رزین ایزوتروپی انتخابی، که در آن به برخی از تفاوتهای بین این دو روش اشاره میکنند. فرآیندهای آماده سازی نمونه با آزمایش مکانیکی نمونه های تولید شده به دست آمده با هر دو روش به منظور ارزیابی اثربخشی هر دو روش دنبال شد.
- یافتههای کلیدی: تعداد زیادی از شرکتکنندگان متوجه شدند که نمونههای پرینتشده سهبعدی خواص مکانیکی متفاوتی را از قطعات قالبگیری شده بهدست میآورند که به این معنی است که روشی که در آن نمونه ساخته شده است در تعیین ویژگیهای آن اهمیت زیادی دارد.Jubinville et al., 2023, pp. 1-13).
2. نظارت بر پارامترهای فیزیکی در یک خط اکستروژن از فیلم پلی پروپیلن برای آستین ها
- نویسندگان: تی نیکونوا و همکاران.
- منتشر شده: 13 اکتبر 2022
- خلاصه: این مقاله بر درک عملکرد مکانیکی یک خط اکستروژن مورد استفاده برای تولید فیلم پلی پروپیلن برای آستین ها تمرکز دارد. پارامترها و مراحل مهمی که در فرآیند اکستروژن گنجانده شده است، مانند روابط دمای خنککننده با کیفیت فیلم تولید شده را توضیح میدهد.
- یافتههای کلیدی: درک روابط دمای خنککننده با ویژگیهای مختلف فیلم، مانند براقیت و کدورت، مفید است زیرا آنها تعیینکننده کیفیت فیلم هستند.نیکونوا و همکاران، 2022).
3. مدل ریاضی اکستروژن لیزری محصولات غلات در جریان یک جریان غیر همدما ذوب یک محصول در دمای شروع واکنش میلارد.
- نویسندگان: A. Ostrikov، ZJ Lazic، SM Pirozhenko
- تاریخ انتشار: 01.07.2022
- خلاصه: این مقاله کنفرانس یک مدل ریاضی را ارائه میکند که امکان پیشبینی جریان غیر همدما محصولات غلات را در یک اکسترودر فراهم میکند. این مدل شامل معادلات حرکت، معادلات تداوم و معادلات انرژی است که برای توصیف ریاضی فرآیند اکستروژن ضروری هستند.
- یافتههای کلیدی: یافتهها نشان داد که این مدل میتواند عملکرد فرآیند اکستروژن را پیشبینی کند و بنابراین راهنمایی برای شرایط کشت فراهم میکند که کیفیت شروع محصولات اکسترود شده را افزایش میدهد.Ostrikov و همکاران، 2022).
4. مدلسازی ریاضی و عددی اکستروژن لوله مسی پس از بهینه سازی شرایط هندسی و عملیاتی.
- نویسندگان: Ngoy Moïse Raphael Moramess et al.
- تاریخ انتشار: 2022
- خلاصه: این تحقیق به دنبال بهبود فناوری اکستروژن لوله مسی با استفاده از روش های عددی است. نویسندگان از روش اجزای محدود برای شبیه سازی اکستروژن استفاده کردند و خواص اکسترود را بر اساس پارامترهای مختلف در نظر گرفته شده ارزیابی کردند.
- یافتههای کلیدی: همانطور که قبلاً ذکر شد، بهینهسازی فرآیند اکستروژن را بهبود بخشید، بنابراین نشان میدهد که چگونه مدلسازی عددی میتواند در بهبود فرآیندهای تولید مفید باشد.مورامس و همکاران، 2022).
5. جریان ذوب بیوپلیمر از طریق حفره های قالب اکسترودر: مدل سازی ریاضی
- نویسندگان: A. Ostrikov et al.
- انتشار: مارس 7، 2019
- خلاصه: این مقاله مشخصات سرعت و رفتار رئولوژیکی ماده را در حین حل تحلیلی جریان مذاب پلیمرهای زیستی از طریق یک قالب اکسترودر معرفی میکند.
- یافتههای کلیدی: مطالعه به این نتیجه رسید که مدل طراحیشده ممکن است برای کاربردهای طراحی قالب مناسب باشد زیرا یافتهها با یافتههای تجربی مطابقت معقول دارند.Ostrikov و همکاران، 2019، صفحات 2875-2905).
6. قالب تزریق



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


