



سیم کشی و اکستروژن فرآیندهای فلزکاری هستند که اهمیت زیادی دارند و اهداف و نتایج متفاوتی دارند. دو مورد از این فرآیندها در این پست در نظر گرفته شده است: سیم کشی و اکستروژن و ارتباط آنها با فرآیند، رایج ترین کاربرد و مقایسه با روش های دیگر. با درک سیم کشی و اکستروژن، خواننده متوجه خواهد شد که این دو روش چگونه با یکدیگر متفاوت هستند، مزایای آنها چیست و در استفاده عملی از این روش ها با چه مشکلاتی مواجه می شود. در این مقاله، ما دو فرآیند سیم کشی و اکستروژن را بررسی خواهیم کرد که توجه زیادی را به خود جلب کرده اند، اما تاکید کمی بر کاری که در فلزکاری انجام می دهند، و همچنین زمینه های مختلفی که این فرآیندها در آنها مورد نیاز است و همچنین دقت و قابلیت اطمینان آنها را بررسی خواهیم کرد. دارند.
رسم سیم چیست؟

سیم کشی فرآیندی در فلزکاری است که در آن یک سیم فلزی از طریق یک سری قالب ها کشیده می شود تا قطر آن کاهش یابد و طول آن افزایش یابد. این یک فرآیند متداول در چندین صنعت از جمله ساخت سیم برای کاربردهای الکتریکی، ساخت قطعات برای خودرو و در ساخت و ساز است. کشش سیم امکان کنترل دقیق ابعاد سیم و خواص مکانیکی آن را فراهم می کند و در نتیجه سیم هایی با استحکام بیشتر، انعطاف پذیری بیشتر و رسانایی بهبود یافته تولید می کند. تغییر شکل کنترل شده سیم امکان حذف آسان ناخالصی ها و عیوب سطح سیم را فراهم می کند و سطحی روشن و یکنواخت را به دست می آورد. به این ترتیب، سازندگان سیم می توانند سیم هایی با ضخامت ها و طول های مختلف با توجه به نیازهای کاربردهای مختلف ایجاد کنند.
فرآیند کشیدن سیم توضیح داده شده است
سیم کشی یک فرآیند فلزکاری است که در ساخت سیم هایی با طول ها و ضخامت های مختلف، که قوی تر، انعطاف پذیرتر و رساناتر هستند، استفاده می شود. این شامل فشار دادن سیم تا حد مشخصی در حین تمیز کردن و صاف کردن سطح سیم است. اهمیت سیم کشی از این واقعیت ناشی می شود که امکان کنترل دقیق قطر، طول و بسیاری دیگر از خصوصیات مکانیکی مورد نیاز در سیم کشی برق، ساخت و ساز و صنایع تولیدی را ارائه می دهد.
سیم کشی را می توان به عنوان فرآیندی تعریف کرد که در آن یک سیم برای عبور از یک قالب و به دنبال آن ازدیاد طول و کاهش تدریجی سطح مقطع سیم تعریف می شود. قالب دارای یک دیافراگم است که در حالتی که سیم از آن کج می شود، به صورت کشیده حفظ می شود. دیافراگم از طریق قالب سیم را منقبض می کند زیرا کشش کشیده شده به آن در طول آن باعث کشیده شدن آن می شود. این سخت شدن کرنش به طور کلی طول سیم را افزایش می دهد. تنشهای متفاوتی در این فرآیند چند مرحلهای برای ایجاد سیمهایی با هندسه و ویژگیهای تعیینشده به کار میرود.
سیم کشی معمولاً در سیم های الکتریکی که توانایی تکرار ابعاد سیم و ویژگی های عملکردی الکتریکی آنها مورد نیاز است، مشخص می شود. تعداد زیادی از کاربردها در بسیاری از صنایع در ساخت قطعات و محصولات مانند قطعات خودرو، فنرها و بست ها یافت می شود که به چند مورد با بافت یا استحکام و تنوع سیم اشاره می شود.
درک این نکته ضروری است که هم کشیدن سیم و هم اکستروژن فرآیندهایی هستند که شامل تغییر شکل یک فلز است. در حالی که هدف سیم کشی بیرون کشیدن سیم با کاهش قطر و افزایش طول آن است، در اکستروژن، فلز از طریق یک قالب پمپ می شود تا شکل ها و پروفیل های پیچیده ای تولید کند. هر دوی این فرآیندها اهمیت و کاربردهای خود را دارند، اما هر دو فرآیندهای ضروری در صنایع فلزکاری هستند که امکان تولید محصولات با کیفیت بالا را در طیف وسیعی از صنایع فراهم میکنند.
کاربردها در سیم کشی برق
تا آنجا که به سیم کشی برق مربوط می شود، سیم کشی و اکستروژن از مهمترین فرآیندهایی هستند که تولید قطعات الکتریکی ایده آل را تضمین می کنند. به طور خاص، سیم کشی، که تاکید بر طولانی شدن سیم ها در عین کاهش اندازه قطر دارد، در تشکیل شبکه گسترده ای از سیم های گیج بسیار ظریف که در مدارهای الکتریکی پیچیده استفاده می شود، بسیار سودمند است. با این حال، اکستروژن اجازه می دهد تا شکل ها و پروفیل های پیچیده مورد نیاز برای اتصال دهنده ها، جعبه های اتصال یا عایق کابل را تشکیل دهد. به دلیل ترکیبی از تکنیک ها، تولیدکنندگان می توانند بسیاری از استانداردهای سختگیرانه تحمیل شده توسط بخش الکتریکی اقتصاد را رعایت کنند و سیستم های الکتریکی قابل اعتماد و موثری را ارائه دهند.
چگونه کشیدن سیم یک فرآیند فلزکاری است
ترسیم فرآیندی است که شامل ایجاد سیم به تراکم های کوچکتر بدون کوتاه شدن طول سیم می شود. سیم کشی اساساً به عنوان عمل تشکیل یک سیم با کشیدن دنباله ای از قالب ها تعریف می شود. سیم باریک با طول قابل توجهی از طریق کشش ساخته می شود که برای کاربردهایی مانند مدارهای سیمی و بسیاری از اتصالات الکترونیکی دیگر در صورت لزوم استفاده می شود. هر فرآیند کشیدن سیم باعث افزایش استحکام سیم و یکپارچگی مکانیکی و الکتریکی آن و همچنین بهبود کشش سطحی سیم می شود.
عملیات عمده ای که در طول فرآیند کشیدن سیم انجام می شود، تغییر شکل سیم است. سیم با کشش معینی از داخل قالب ها کشیده می شود و در طی فرآیند کشیدن، تغییر شکل پلاستیکی فلز رخ می دهد و قطر آن کاهش می یابد. در طول کشیدن سیم، سطح سیم با روان کننده پوشانده می شود تا تماس و آسیب روی سطح کاهش یابد. پارامترهای سیم کشی عبارتند از:
قطر سیم: به ضخامت سیم اولیه یا قبل از کشش، قطر سیم گفته می شود.
سایز قالب: با توجه به رسم، سیم سریعتر در ابعاد دلخواه قالب ها تکمیل می شود
نسبت کاهش: به عنوان قطر سیم اولیه تقسیم بر قطر سیم انتهایی بیان می شود و تخمینی از تغییر را ارائه می دهد.
سرعت کشیدن: برای هر قالبی که در فرآیند سیم کشی استفاده می شود، یک قالب وجود دارد که سیم از طریق آن کشیده می شود. نرخ کشش سیم به طور مستقیم بر اثربخشی و کیفیت سیم کشی تأثیر می گذارد.
روانکاری: روانکاری است که در طول جهت اعمال می شود و در فرآیند کشش استفاده می شود تا مقاومت در طول کشش به حداقل برسد.
سیم کشی برای ساخت سیم ها و کابل های برق تخصصی و ضروری است و کاربردهای متعددی در صنایع خودروسازی، هوافضا و مخابرات دارد. این امکان را فراهم می کند تا سیم هایی با ابعاد کنترل شده و خواص مکانیکی تولید شود که در هنگام استفاده در سیستم های الکتریکی مفید و موثر باشد.
بررسی فرآیند اکستروژن
فرآیند اکستروژن یک روش محوری در فلزکاری است که برای ساخت اقلامی با شبحهای پیچیده و ویژگیهای مقاومتی مشخص استفاده میشود. این شامل اعمال فشار بالا به یک یا چند ماده - معمولاً فلزی یا پلاستیکی - است که مواد را از طریق یک شکل (یک قالب) با هندسه و ویژگیهای مورد نظر وارد میکند. با این دانش در مورد ویژگی های فرآیند اکستروژن، سازندگان می توانند از آن برای تولید اجزای مختلف با اشکال، ابعاد، ویژگی های مکانیکی و همچنین بهبود سطح استفاده کنند.
انواع اکستروژن: مستقیم و غیر مستقیم
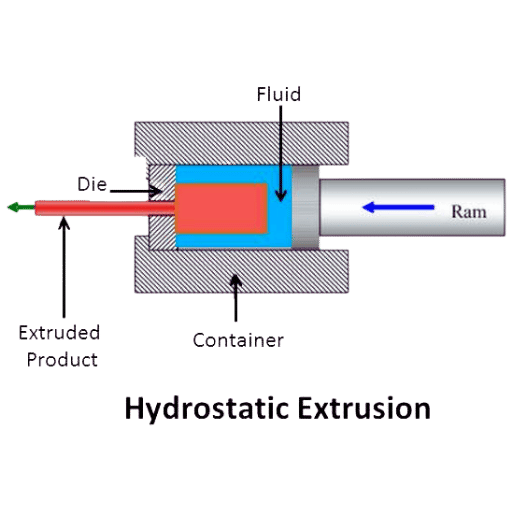
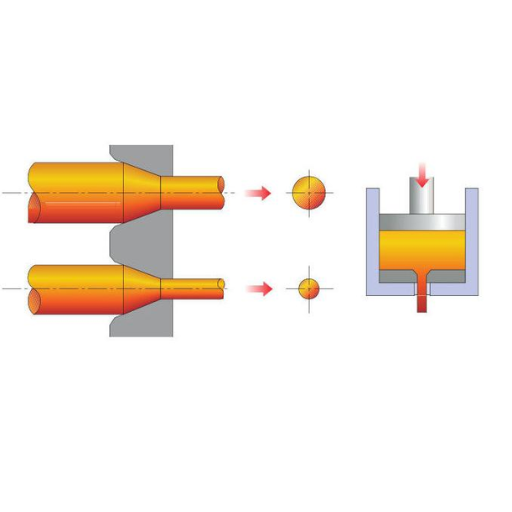
دو تمایز اصلی در مورد اکستروژن وجود دارد: اکستروژن مستقیم و غیر مستقیم. اکستروژن مستقیم زمانی است که قوچ ماده را از درون قالب هل می دهد. برای موادی استفاده می شود که دارای نیروهای اکستروژن کمتر و سطح مقطع آسان اکسترود هستند. در مقابل، اکستروژن غیرمستقیم برعکس این است که قالب به سمت ماده حرکت میکند و در نتیجه آن را از طریق قالب رانده میکند. این تکنیک در موادی با نیروهای اکستروژن بالاتر یا اشکال مقطعی پیچیده تر استفاده می شود. اکستروژن مستقیم و غیرمستقیم فرمولاسیون دارای مزایای خاص خود است و در ساخت فلزات و پلاستیک در زمینه های مختلف به یک اندازه پذیرفته می شود. برای درک بیشتر این نوع از اکستروژن، بهترین رویکرد این است که از 3 وب سایت برتر در حال حاضر در Google.com در مورد این مسائل بازدید کنید.
نقش اکستروژن در فلزکاری
اکستروژن عملکرد بسیار مهمی در فلزکاری دارد، زیرا از آن برای ایجاد قطعات فلزی به طور موثر و دقیق استفاده می شود. به عنوان یک فرآیند برای تغییر شکل، اکستروژن به گرفتن ساختارهای داخلی سازگار با اشکال مقطعی پیچیده تر در فلزات کمک می کند. هنگام تضاد کشیدن سیم و اکستروژن، باید بیان کرد که اکنون یک فعالیت مشترک فلزکاری وجود دارد، اما فناوری و هدف عملکردی آن اساساً متفاوت است. نقشه کشی سیم به تولید سیم هایی می پردازد که برای کاربردهای الکتریکی و سازه ای استفاده خواهند شد، در حالی که اکستروژن به طور گسترده در صنایع پلاستیک و فلز استفاده می شود. این فرآیندها همچنین دارای مزایای دیگری مانند پرداخت سطحی بهتر و توانایی کار در مواد کشیده شده است که به نیروهای اکستروژن زیادی نیاز دارد. با این حال، برخی از مشکلات مربوط به کشش فلز یا مسترینگ اکستروژن و ترسیم فلز وجود دارد که به معایب تغییر شکل توجه می کند. هنگامی که ویژگی های فرآیند اکستروژن با درک، تولید کنندگان قادر خواهند بود محصولات فلزی با کیفیت را ارائه دهند.
چرا اکستروژن فرآیندی برای تغییر شکل است؟
اکستروژن یک فرآیند فلزکاری بسیار کارآمد است که برای سهولت تغییر شکل برای تولیدکنندگانی که به دنبال ایجاد مجموعه ای از اشکال هستند، طراحی شده است. این فرآیند شامل اعمال مقدار زیادی نیرو در یک حرکت فشاری یا کششی بر روی ماده ای است که به گونه ای شکل گرفته است که در داخل قالب قرار می گیرد، در نتیجه سطح مقطع و ابعاد آن در فرآیند تغییر می کند. نکات زیر دلایلی را نشان می دهد که چرا اکستروژن یک روش ترجیحی برای تغییر شکل است:
کارایی در ابعاد و فرم: استفاده از اکستروژن برای تولیدکنندگان مفید است زیرا آنها قادر خواهند بود تغییر شکل را در فرآیند تنظیم کنند و ابعاد و شکل یکنواخت را تضمین کنند. برخی از پارامترهایی که در مراحل قبلی اکستروژن فلزات باید در نظر گرفته شوند دما، سرعت اکستروژن و هندسه قالب هستند.
ساختار داخلی بهبود یافته: فناوری اکستروژن می تواند به طور قابل ملاحظه ای خواص موادی که با آنها کار می شود را اصلاح کند. من ساختار دانه را بهبود می بخشم، مواد را تقویت می کنم و حتی خواص مکانیکی کل مواد را غنی می کنم. دماهای بهینه در طول اکستروژن و ترکیبات آلیاژی مناسب برای دستیابی به خواص مورد انتظار یک ماده باید رعایت شود.
ایجاد اشکال پیچیده: از آنجا که اکستروژن نیاز به تولید اشکال پیچیده دارد، ممکن است ساخت آنها با استفاده از تکنیک های سنتی دشوار باشد. با استفاده از پیکربندی های قالب مناسب، سازندگان می توانند وظیفه اکسترود کردن مواد را به بخش هایی که منحصر به فرد طراحی شده اند، اعم از پروفیل، لوله، میله یا هر شکل دیگری، انجام دهند.
مقرون به صرفه بودن و بهره وری مواد: توسعه پارامترهایی را امکان پذیر می کند که با مفهوم کمینه سازی هزینه در فرآیند تولید همراه هستند. کمبود هدر رفت و توانایی استفاده از ضایعات زباله یا مواد بازیافتی در حین تولید، هزینه های مربوط به تولید انبوه را نیز به حداقل می رساند، بنابراین توسعه را به یک فرآیند مقرون به صرفه تبدیل می کند.
تطبیق پذیری و گستره وسیع کاربردها: با توجه به فرآیندهای مختلف درگیر، صنایع متعددی مانند خودروسازی، هوافضا، ساخت و ساز و تولید کالاهای مصرفی توسعههایی را در تولید انبوه اتخاذ کردهاند. طیف گسترده ای از مواد از جمله آلومینیوم، فولاد، مس و پلاستیک را می توان در فرآیند اکستروژن استفاده کرد و در نتیجه توانایی آن را در فرآیندهای تغییر شکل افزایش داد.
با استفاده از اکستروژن، تولیدکنندگان میتوانند محدودیتهای ناشی از تغییر شکل را برطرف کنند، محصول را با دقت شکل دهند و عناصر فلزی را با کیفیتهای برتر مانند دقت ابعاد و خواص بسازند.
مقایسه سیم کشی و اکستروژن
در مقایسه فرآیندهای سیم کشی و اکستروژن، عوامل کشش سیم باید در نظر گرفته شود. اجازه دهید تفاوت ها را، به ویژه در مورد تغییرات مقطعی و کیفیت سطح، بررسی کنیم تا از مزیت های دو روش و کاربردهای آنها بهتر درک کنیم. تمایز بین کشش سیم و اکستروژن برای تولید کنندگان مهم است زیرا در انتخاب مناسب ترین تکنیک برای الزامات تولید و اهداف نهایی کمک می کند.
تفاوت بین تکنیک های ترسیم و اکستروژن
هنگام پرداختن به روش های سیم کشی و اکستروژن و مقایسه روش ها، لازم است پارامترهای مختلفی در نظر گرفته شود که توانایی و کارایی هر روش خاص را تعیین می کند. تفاوت بین این تغییرات سطح مقطع و به ویژه پرداخت سطح را به ما اطلاع دهید تا بتوانیم در مورد مزایا و کاربردهای روش های مختلف بیشتر بدانیم. برای اینکه دید کلی خوبی از چنین تکنیک هایی به شما بدهم، می توانم به منابع مناسب در اینترنت مانند 3 سایت اول در google.com مراجعه کنم.
سیم کشی فرآیندی است که قطر سیم را با کشیدن آن از طریق قالبی با مقطع کوچکتر تغییر شکل داده شده توسط انقباض حرارتی کاهش می دهد. اغلب برای کاربردهای الکتریکی و سازهای که نیاز به خواص مکانیکی و تلرانس دارند، استفاده میشود.
روش دیگر بیشتر به عنوان اکستروژن شناخته می شود که به معنای هل دادن یک فلز یا پلاستیک از طریق یک قالب با سطح مقطع مورد نظر است. این فرآیند انتقال یک ماده از طریق یک قالب به شکل مقطع مورد نظر است. از آنجایی که میتواند به صنایع پلاستیک و فلز اجازه دهد تا پروفیلها، میلهها و لولهها را با اشکال و نواحی خاص تولید کنند، برای صنعت قابل استفاده است.
در میان تمایزات قابل توجه بین تکنیک های کشش سیم و اکستروژن، باید به موارد زیر اشاره کرد:
عیوب مقطعی: فناوری کشش سیم به طور موثر فقط برای کاهش سطح مقطع سیم کار می کند، اما شکل را حفظ می کند و سیم را در این فرآیند کشیده می کند. از طرف دیگر، اکستروژن امکان تشکیل اشکال مقطع دندانه دار به همراه مقاطع مخروطی و توخالی را فراهم می کند.
درمان سطحی: ناظر متوجه خواهد شد که کشش سیم به بسیاری از سطوح ناهموار برخورد می کند زیرا سیم ها پس از کشیدن تحت کشش و فشرده شدن در طول کشیدن قسمت های اصلی سیم قرار می گیرند. از طرف دیگر، فرآیندهای اکستروژن ممکن است به دلیل مالش مواد فعال بیش از حد روی قالب، منجر به پرداخت سطحی نه چندان صاف شود.
تولیدکنندگان بر اساس تجزیه و تحلیل دقیق مزایا و محدودیتهای هر یک از روشهای مربوط به مشخصات تولید یا اهداف، بین روشهای کشش سیم و اکستروژن تمایز قائل میشوند. در مورد بقیه، آنها باید این موضوع پیچیده را کاملاً درک کنند و تمام اطلاعات حیاتی را از منابع معتبر و معتبر و همچنین راهنمایی متخصصان به دست آورند.
تجزیه و تحلیل تغییرات مقطعی
هنگام مطالعه فرآیندهای سیم کشی یا اکستروژن، نیاز به تجزیه و تحلیل پارامترهای فنی آنها و همچنین اثرات آنها وجود دارد. بیایید روی چنین عوامل مهمی تمرکز کنیم:
جریان و تغییر شکل مواد: در سیم کشی سطح مقطع سیم با کشیدن سیم از داخل یک قالب کاهش می یابد. با انجام این کار طول طولانی تر و قطر کوچکتر می شود که تغییراتی در ساختار دانه، ریزساختار و خواص مکانیکی مواد ایجاد می کند. از طرف دیگر، در اکستروژن، مواد با فشار دادن به داخل یک قالب به سطح مقطع مورد نظر در می آیند که منجر به تغییر شکل پلاستیک و تغییر شکل مقطع می شود.
زبری سطح: در نتیجه نیروهای اصطکاک بین سیم و قالب، کشش سیم دارای عیوب سطح پایین تری است. در حالی که در اکستروژن، مقادیر زبری سطح تولید شده به دلیل برهمکنش ماده - قالب کمی بالاتر است.
پارامترها و ملاحظات: چندین پارامتر فنی در درک تغییرات مقطع دخیل هستند، از جمله پیکربندی قالب و هندسه تکنیکهای روانکاری و خنککاری خواص مکانیکی مواد، مانند استحکام و شکلپذیری سرعت حمام یا اکستروژن نسبت کاهش دمای شمش یا سیم زبری سطح قالب دانستن و بهبود پارامترهای گرافیکی تکنو تمرکز بر پشتیبانی از خروجی های قابل قبول و همچنین کیفیت محصولات در طول فرآیندهای سیم کشی و اکستروژن. بنابراین برای تولیدکنندگان مهم است که به منابع معتبر مراجعه کنند، به دنبال کمک متخصص باشند و فرآیندها را با شدت بیشتری آزمایش کنند تا بهترین پارامترهای فنی را برای نیازهای تولید خود بیابند.
تفاوت های پرداخت سطحی در محصولات فلزی
از آنجایی که من یک متخصص طراحی و اکستروژن فلز هستم، ویژگی های پرداخت سطح محصولات فلزی چیزی است که من در آن مهارت دارم. علاوه بر این، پرداخت سطح بخش ناچیزی را تشکیل می دهد زیرا یک عامل تعیین کننده در چشم انداز، اثربخشی و کاربرد اجزای فلزی است. در هر صورت، ویژگی های پرداخت سطحی که انتظار می رود باید از طریق چندین الزامات و محدودیت های عملیاتی برآورده شوند. با نگاهی به سه جستجوی برتر گوگل در مورد موضوع مربوطه، می توانم نتیجه گیری زیر را داشته باشم:
پارامترهای پایان سطح: پرداخت سطح در محصولات فلزی می تواند تابعی از پارامترهای مختلف مانند:
روشهای روانکاری و خنککاری: استفاده قابلتوجه از عیوب و افزایش سطح کمک به دستیابی به پرداخت بهتر.
نوع و پرداخت سطحی قالب: استفاده از مواد قالب و همچنین ویژگی های سطحی، زبری و کیفیت محصول نهایی را تعیین می کند.
سرعت کشش یا اکستروژن: کنترل سرعت عمل برای دستیابی به قوام و کاهش تعداد عیوب سطح بسیار مهم است.
خواص مواد: خواص ذاتی فلز مانند استحکام و شکل پذیری سطحی را که به دست می آید تعیین می کند.
اهمیت بهینهسازی: تولیدکنندگان باید در حین طراحی برای پرداخت بهینه سطح، الزامات محصولات و فرآیندهای مربوطه را در نظر داشته باشند. آنها باید ادبیات مربوطه و نظرات کارشناسان را در نظر بگیرند و معیارهای مناسبی را برای رسیدن به پارامترهای مناسب برای نیازهای تولید خاص خود انجام دهند. این امر به دستیابی به اهداف مورد نظر و تضمین کیفیت پرداخت سطح در فرآیندهای سیم کشی و اکستروژن کمک می کند.
تزریق و افزایش این پارامترها از طریق بهینهسازی طراحی، سازندگان را قادر میسازد تا سطح محصولات فلزی نهایی را مدیریت و بهینه کنند تا انتظارات زیبایی و عملکردی به اندازه کافی برآورده شوند.
کاربردهای رایج سیم کشی و اکستروژن

نقشه کشی سیم:
سیم کشی برق: فرآیند کشش سیم شکل پیشرفته ای از تکنیک کشش سرد است که عمدتاً در تولید سیم کشی های الکتریکی مانند سیستم های مسکونی، تجاری و صنعتی استفاده می شود. پارامترهای فرآیند تولید سیم هایی را تضمین می کند که پروفیل یکنواخت و صاف و دارای حداکثر هدایت الکتریکی و عایق بودن سیم باشند.
اجزای ساختاری: سیم کشی همچنین در ساخت اجزای ساختاری در صنایعی مانند ساختمان سازی، خودروسازی و صنایع هوافضا استفاده می شود. در ساخت سیم هایی با ابعاد و خواص مکانیکی مورد نیاز برای استفاده در کاربردهای مورد نیاز با نیازهای مقاومتی کمک می کند.
اکستروژن:
ساخت پلاستیک: اکستروژن یکی از ضروری ترین فرآیندهای کاری در حوزه تولید فایل پلاستیکی است. همچنین برای قالبگیری پلاستیکهایی که در حالت مذاب به لولهها و اشکال دیگر از جمله لوله و ورق و پروفیل تبدیل میشوند، استفاده میشود. این امکان ایجاد اشکال پیچیده تر با ابعاد ثابت و پرداخت سطح را فراهم می کند.
ساخت فلز: در مورد ساخت فلز، اکستروژن عمدتاً در تولید پروفیل ها، میله ها و لوله ها استفاده می شود. ساخت قطعات فلزی که دارای اشکال و خواص فیزیکی خاص هستند را تسهیل می کند که در صنایع مختلف از جمله صنایع ساختمانی، خودروسازی و هوانوردی مورد نیاز است.
تولیدکنندگان می توانند از فرآیندهای سیم کشی و اکستروژن برای برآوردن نیازهای زمینه های مختلف و تولید قطعات با اندازه، استحکام و همچنین پرداخت سطح از پیش تعیین شده استفاده کنند. از آنجایی که چنین فرآیندهایی انعطاف پذیری و کنترل را فراهم می کنند، در طیف وسیعی از کاربردها در صنایع مختلف اهمیت پیدا می کنند.
نقشه کشی سیم برای مصارف الکتریکی و سازه ای
سیم کشی یک عملیات اولیه است که در سازه و منبع تغذیه مربوط به عناصر اعمال می شود. این فرآیندی است که یک سیم فلزی را از طریق یک قالب برای انقباض کردن سطح مقطع آن و افزایش خواص آن وارد میکند. من سیم کشی را به عنوان روشی برای انجام کار در عملیات می شناسم و این را برای صنایع مخابرات، برق و ساختمان می گویم. این امکان توسعه سیم هایی با سطح مقطع خاص، استحکام کششی و عملیات سطحی را فراهم می کند. با تنظیم دقیق پارامترهای ترسیم، سازندگان می توانند سیم هایی را تولید کنند که به نیازهای حیاتی این صنایع پاسخ می دهد و عملکرد رضایت بخشی را در هر برنامه ای تضمین می کند.
اکستروژن در ساخت پلاستیک و فلز
اکستروژن یک روش رایج در ساخت پلاستیک و فلز است. این فرآیند شامل فشار دادن مواد از طریق قالب برای تشکیل محصولات با اشکال و اندازه های مورد نیاز است. در مورد اکستروژن پلاستیک، این فرآیند برای ساخت لوله، لوله، لوله و ورق مفید ظاهر می شود. در ساخت فلز از این فرآیند در ایجاد میله، میله و پروفیل استفاده می شود.
در هنگام استفاده از روش اکستروژن، کارایی فرآیند تولید مزایای متعددی دارد. این امکان تولید یک مقطع پیوسته و منسجم را فراهم می کند که می تواند بسیار پیچیده نیز باشد. این فرآیند با نرخ بالا و راندمان تولید همراه است و امکان استفاده در محصولات تولید انبوه را فراهم می کند. برای اضافه کردن، همچنین اشاره می شود که قطعات پلاستیکی و فلزی اکسترود شده دارای کیفیت بهتری مانند سختی هستند.
با این حال، ممکن است در حین اجرای اکستروژن عوارض خاصی رخ دهد. برخی از عوارض مانند تغییر شکل، کشش و توزیع مواد می تواند منجر به نقص در خواص شود. قطر بیلت و تلورانس های مقطع دو عاملی هستند که ثبات محصول را تضمین می کنند. آخرین اما نه کم اهمیت، دستیابی به کیفیت سطح مورد انتظار می تواند دشوار باشد زیرا فرآیند اکستروژن می تواند منجر به برخی از سطوح ناهموار و ناهموار شود.
برای رویارویی با این چالش ها، تولیدکنندگان از چندین فناوری و تکنیک استفاده می کنند. استفاده از طرح های قالب پیچیده و انتخاب دقیق پارامترهای فرآیند اکستروژن تا حد زیادی اعوجاج را کاهش می دهد و خواص کششی را افزایش می دهد. کنترل فرآیند همچنین ثبات ارتفاع و ضخامت بیلت و همچنین سطح مقطع آن را فراهم می کند. پولیش و مقداری پوشش نیز ممکن است برای افزایش کیفیت سطح اقلام اکسترود شده استفاده شود.
همانطور که تولید کنندگان ویژگی های اساسی اکستروژن در صنایع پلاستیک و فلز را یاد می گیرند، برخی از چالش ها برطرف می شوند در حالی که فرصت های حاصل از این فرآیند به طور کامل مورد استفاده قرار می گیرند. همچنین برای تولید محصولات مختلف و توسعه بخش های مختلف مهم است.
مزایای فلزات سرد کشیده و اکسترود شده
در طول کارم، من میخواهم آشکارا از فرآیندهای کشش و اکستروژن فلز حمایت کنم، زیرا به ترتیب شناخته شدهاند که فلز را به صورت سرد و/یا اکسترود میکنند. فلزات کشیده شده یا اکسترود شده از طریق این فرآیندها به گونه ای تغییر شکل می دهند که خواص متالورژیکی و دقت آنها را افزایش می دهد. مشخص شده است که فلزات سرد کشش دارای ویژگیهای عالی مانند استحکام کششی، دقت ابعادی و پرداخت سطحی هستند که میتوانند در کاربردهایی که به تحملهای بالایی نیاز دارند، باشند. در حالی که فلزات اکسترود شده دارای ظرفیت و انعطاف پذیری برای تولید در اشکال، اندازه ها و طرح های مختلف هستند که به نوبه خود آزادی طراحی زیادی را برای تولید کنندگان فراهم می کند. بنابراین تولید محصولات متنوعی از جمله، اما نه محدود به قطعات ساختاری در صنعت هوافضا، قطعات پیچیده خودرو و دستگاه های الکتریکی مصرفی امکان پذیر است. به طور کلی، فلزات سرد با هدف بهبود خواص مکانیکی فلزات و قطعات فلزی، دقت ابعادی و کیفیت سطح محصولات فلزی و همچنین فرصتهای طراحی هستند. همه این جنبه ها این فلزات را در صنایع امروزی حیاتی می کند.
چالش ها در طراحی و اکستروژن فلزات

فرآیندهای کشش و اکسترود کردن محصولات فلزی مجموعه ای از مشکلات خاص خود را دارند که برای دستیابی به حداکثر اثربخشی و حداکثر کیفیت محصولات نهایی باید به درستی با آنها برخورد کرد. غلبه بر مشکلات فوق مستلزم شناخت کامل ویژگی های مواد، رژیم های فرآیند و فناوری های پیشرفته تولید است. چنین چالشهایی قابل حل هستند و با کمک تکنیکها و ابزارهای مناسب، تولیدکنندگان میتوانند قطعات فلزی و محصولاتی با بهترین کیفیت را تولید کنند.
رسیدگی به مسائل تغییر شکل و کشش
تغییر شکل و عوامل کششی چالشهای اساسی پیش روی کشش و اکستروژن فلزات است که در درجه اول کیفیت و یکپارچگی محصولات نهایی را زیر سوال میبرد. برای مقابله با این مسائل، سازندگان باید مراحل اصلی تعیین کننده زیر را در نظر بگیرند:
پارامترهای فرآیند: پارامترهای فرآیند مناسب مانند دما، نرخ کرنش و روانکاری باید برای کاهش تغییر شکل و عوامل کششی ایجاد شود. توجه به این نکته حائز اهمیت است که این پارامترها باید بر اساس خواص مواد و نتیجه مورد نظر تنظیم شوند.
طراحی قالب: در مواردی که تغییر شکل گسترده مواد وجود دارد، طراحی قالب باید به گونه ای بهینه شود که جریان مواد در حال ماشینکاری به قطعات تا حدی کنترل شود. برخی از عواملی که نیاز به تنظیم مناسب برای به حداقل رساندن تنش های کششی و دستیابی به دقت ابعادی مطلوب دارند عبارتند از زاویه قالب، طول زمین و شعاع فیله.
انتخاب مواد: برای این منظور، بصری است که خواص مکانیکی ماده و شکلپذیری آن به شدت بر تغییر شکل مواد و عوامل کششی در طول کشش و اکستروژن تأثیر میگذارد. انتخاب مواد را می توان با توجه به پارامترهای مختلفی انجام داد که شامل استحکام، ازدیاد طول و همچنین رفتار سخت شدن کار می شود.
عملیات حرارتی: بنابراین، تکنیک دیگری برای کاهش میزان تغییر شکل و همچنین بهبود خواص مکانیکی فلز پیشنهاد شده است. به عنوان مثال، درمان های بازپخت یا تنش زدایی به طور موثر تنش های پسماند را کاهش می دهد و شکل پذیری مواد را بهبود می بخشد که به نوبه خود شانس تغییر شکل و شکست کششی را کاهش می دهد.
تعمیر و نگهداری قالب: بازرسی به موقع و معمول و تعمیر قالب ها برای دقت ابعاد و محدود کردن نگرانی های تغییر شکل ضروری است. در صورتی که سطح قالب دارای هر گونه سایش و پارگی یا آسیب باشد، باید فوراً اصلاح شود تا یکنواختی در کیفیت کالای تولید شده تضمین شود.
با ارزیابی عاقلانه و به کارگیری این تکنیک ها، سازندگان می توانند به طور موثر مسائل مربوط به تغییر شکل و کشش را در طراحی و ساخت قطعات فلزی با مترولوژی و خواص مکانیکی پیشرفته حل کنند.
مدیریت بیلت و یکنواختی مقطعی
در تولید، حفظ کیفیت و ثبات عملکردی محصولات نهایی نیازمند مدیریت موثر بیلت و یکنواختی مقطع است. در حالی که یکی برای این کار تلاش می کند چندین مسئله پیش می آید. اولین مورد مربوط به نوع مواد بیلت است. از ترکیبات شیمیایی موادی که دارای خواص مکانیکی مورد نیاز از جمله مقاومت، ازدیاد طول و ویژگی های سخت شدن کار هستند باید استفاده شود. علاوه بر این، دما همراه با سرعت خنکسازی مورد استفاده در ریختهگری فرآیندهای ساخت پیچ C شکل باید کنترل شود تا از ابعاد مختلف مقطع جلوگیری شود.
از سوی دیگر، پارامترهای فنی برای مدیریت یکنواختی دو فلزی و مقطعی ممکن است شامل موارد زیر باشد:
ترکیب فلز: اطمینان حاصل کنید که دو فلز ساخته شده دارای خواص مکانیکی مورد نیاز خود است.
دمای ریخته گری: اطمینان حاصل کنید که درجه حرارت در سراسر رادیاتور ریخته گری در طول ریخته گری یکنواخت باشد تا اختلاف حرارتی در سطح مقطع آن وجود نداشته باشد.
زمان خنک کردن سیستم: این زمان را کاهش دهید تا قطعه به اندازه کافی خنک شود و از ایجاد آسیب/تغییر در سطح مقطع به دلیل استرس داخلی جلوگیری کنید.
شمش و ارسی. ضخامت گلوکوم المان های حجیم بلند – طول – افقی، ارتفاع: این بخش ابعاد یک دو فلزی را برای اطمینان از حفظ مشخصات بهینه آن نظارت و کنترل می کند.
اقدامات کنترلی: اقدامات اصلاحی و پیشگیرانه باید برای به حداقل رساندن موارد تغییرات ابعادی یا ترکیبی دو فلزی انجام شود.
با توجه به فاکتورهای مشخص شده و عوامل بیان شده، تولیدکنندگان می توانند یکنواختی بیلت و سطح مقطع را برای تولید اجزای فلزی دقیقی که ابعاد و خواص مکانیکی آنها از استاندارد بالایی برخوردار است، کنترل کنند.
بهبود سطح پرداخت در تولید
برای دستیابی به یک سطح بهتر، دانش در مورد عوامل تعیین کننده پرداخت سطح نهایی اساسی است. با استفاده از 3 وب سایت برتر ظاهر شده در Google.com، بهترین روش های زیر را گردآوری کرده ام.
اولاً، تولیدکنندگان باید مناسبترین پارامترهای تولیدی را بیابند: این به پارامترهای بهینهشده برای فرآیند برش مانند سرعت برش، نرخ تغذیه و هندسه ابزار اشاره دارد. دستیابی به مصالحه مناسب بین کیفیت پرداخت سطح و حذف مواد ضروری است.
ثانیاً، برخی از روانکاری موثر تمرین شده: روانکاری روی سطح ماشینکاری شده باید به درستی انجام شود تا میزان گرما و اصطکاک تولید شده کاهش یابد. بنابراین، زبری سطح ماشینکاری شده به طور قابل توجهی کاهش می یابد. نوع روان کننده مورد استفاده باید به درستی انتخاب شود. همچنین، این باید به طور مداوم اعمال شود.
ثالثاً، چرخ دنده ها و ساینده ها باید بهبود یابند: با استفاده از ابزارها و ساینده های مدرن که دارای هندسه و پوشش های برتر هستند، می توان به بهبود پرداخت دست یافت. پیگیری پیشرفتها در فناوری ابزارسازی باید انجام شود.
چهارم، ارتعاشات باید کنترل شوند: لکههای سطحی که میتوانند کیفیت را کاهش دهند، میتوانند با بهینهسازی میزان استحکام، میرایی و پایداری عناصر دستگاه برای کنترل ارتعاشات دستگاه کمک کنند.
پنجم، باید از تکنیکهای پس از پردازش استفاده کرد: برای دستیابی به سطح ریزتر باید از سایر تکنیکهای پس از پردازش مانند پرداخت، پرداخت الکتروشیمیایی و اجرای شیمیایی استفاده کرد.
این تکنیک هایی که از سوی خود توضیح داده شده اند به سازندگان اجازه می دهد تا سطح را بهبود بخشند و بنابراین اجزایی را تولید می کنند که کیفیت بهتری با ظاهر بهبود یافته دارند.
منابع
برترین تولید کننده اکسترودر سیم و کابل در چین
سوالات متداول (FAQ)
س: رسم سیم چیست؟
ج: سیم کشی یک فرآیند فلزکاری است که برای کاهش سطح مقطع سیم با کشیدن سیم از طریق یک قالب یا یک سری قالب استفاده می شود. این یک فرآیند کار سرد است که منجر به سیمی با سطح مقطع ثابت می شود.
س: فرآیند اکستروژن چه تفاوتی با طراحی دارد؟
پاسخ: اکستروژن و ترسیم هر دو فرآیندهای شکل دهی هستند، اما در روش متفاوت هستند. در اکستروژن، مواد از طریق قالب رانده میشوند تا شکل دلخواه را ایجاد کنند، در حالی که طراحی شامل کشیدن مواد از طریق قالب است. اکستروژن را می توان در دماهای سرد یا گرم انجام داد، در حالی که کشش معمولاً یک فرآیند کار سرد است.
س: می توانید نقش سنبه را در طراحی لوله توضیح دهید؟
پاسخ: در طراحی لوله، از سنبه برای حمایت از قطر داخلی لوله استفاده می شود و اطمینان حاصل می شود که شکل مورد نظر را در حین کشیده شدن از طریق قالب حفظ می کند. این به دستیابی به دقت در ضخامت و یکنواختی لوله فولادی کمک می کند.
س: منظور از اکستروژن رو به جلو چیست؟
الف: اکستروژن رو به جلو فرآیندی است که در آن مواد در همان جهتی که دهانه قالب رانده می شود. این در تضاد با اکستروژن به عقب است، جایی که مواد در جهت مخالف حرکت قوچ جریان می یابد.
س: چرا سیم کشی یک فرآیند کار سرد در نظر گرفته می شود؟
پاسخ: کشیدن سیم به دلیل اینکه در دمای اتاق یا نزدیک به آن انجام می شود، یک فرآیند کار سرد در نظر گرفته می شود. این فرآیند ماده را از طریق سخت شدن کرنش تقویت می کند، زیرا فلز بدون اعمال حرارت از طریق قالب کشیده می شود.
س: چه نوع موادی را می توان در فرآیندهای اکستروژن و کشش استفاده کرد؟
پاسخ: فلزات مختلفی را می توان در فرآیندهای اکستروژن و کشش استفاده کرد، از جمله آلومینیوم، مس، فولاد و برنج. انتخاب مواد به خواص و کاربردهای مورد نظر محصول نهایی بستگی دارد.
س: ماشین نقشه کشی چگونه کار می کند؟
الف: ماشین نقشه کشی با کشیدن یک سیم از درون قالب برای کاهش قطر آن و تغییر مشخصات مقطع آن عمل می کند. دستگاه کشش را به سیم اعمال می کند و آن را از طریق یک سری قالب ها که هر کدام به تدریج کوچکتر می شوند، می کشد تا به ابعاد مورد نظر برسد.
س: اهمیت "طراحی داغ" چیست؟
A: کشش داغ به فرآیندی اطلاق می شود که در آن مواد قبل از کشیدن از طریق قالب گرم می شوند. این می تواند نیروی مورد نیاز برای شکل دادن به مواد را کاهش دهد و شکل پذیری را بهبود بخشد و امکان تغییر شکل بیشتر بدون شکستگی را فراهم کند.
س: اکستروژن و کشش سرد چگونه با هم استفاده می شوند؟
A: اکستروژن و ترسیم سرد ممکن است به ترتیب برای دستیابی به شکل و اندازه خاصی انجام شود. ابتدا از اکستروژن برای ایجاد یک شکل اولیه استفاده می شود و سپس کشش سرد ابعاد و سطح سطح محصول را اصلاح می کند.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


