




قدردانی میکنیم که از برنامههای شلوغ خود برای مطالعه مقاله ما در مورد سیستمهای گلولهسازی زیر آب، یکی از سیستمهای درگیر در تولید، وقت میگذارید. این وبلاگ بر روی فناوری گندله سازی در زیر آب تمرکز می کند، ساختار سیستم گلوله سازی زیر آب، نحوه کار، اجزای ضروری و الزامات نگهداری را توضیح می دهد. چه در این زمینه متخصص باشید یا فقط در مورد دستگاههای پردازش پلیمری کنجکاو باشید، این مقاله مفید را خواهید یافت زیرا با تمام اطلاعات فنی مرتبط مورد نیاز برای درک گندلهسازهای زیر آب و نحوه استفاده از آنها علاقهمند است. بنابراین، اجازه دهید در این سفر دور هم جمع شویم، زیرا توسعه پلت سازی زیر آب و نقش آن در پیشرفت صنعت پلاستیک را برجسته می کنیم.
چیست گندله سازی زیر آب سیستم؟

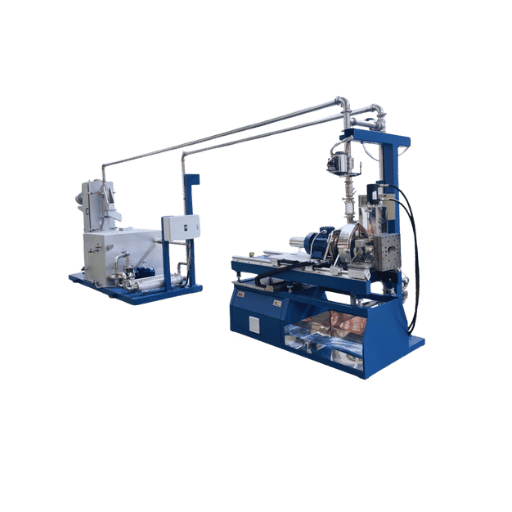
An سیستم گندله سازی زیر آب گلوله های یکنواخت کوچک را از اسیدها، عوامل کیلیت و سایر مواد غیر مخدر به طور موثر تولید می کند. این امر آن را به یک قطعه تجهیزات بسیار سفارشی در زمینه پلاستیک تبدیل می کند زیرا روند گلوله سازی پلاستیک ها را آسان می کند. این روش گلولهسازی فواید و اهداف زیادی دارد زیرا کارآمدتر و دقیقتر از روشهای معمولی است. در طی فرآیند گلوله سازی در زیر آب، رزین مذاب از طریق دهانه قالب و وارد محفظه برشی که آب در آن وجود دارد، وارد می شود. در آب، پلاستیک مذاب به سرعت سرد میشود، سپس به گلولهها منجمد میشود و پس از آن گلولهها برداشته میشوند و برای انجام فرآیندهای بعدی آماده میشوند. یکی از مزایای فراوان پلت سازهای زیر آب کیفیت نسبتاً بالای گلوله های کروی با شکل ها و اندازه های کاملاً مشخص است که آنها را برای کاربردهای متعدد عالی می کند. این تجهیزات بیشتر در صنایع بسته بندی، خودروسازی و ساخت و ساز ترجیح داده می شود که کیفیت و دقت محصولات در اولویت قرار دارد.
درک فرآیند گلوله سازی
روش گلوله سازی شامل تبدیل مواد پلاستیکی به گلوله های جامد ریز است که از نظر اندازه و شکل یکسان هستند. یک روش فزاینده محبوب برای فیلمبرداری دریایی در واقع گندله سازی رشته ای است. در این تکنیک، مواد پلاستیکی حرارت داده میشوند و سپس با فشار وارد یک دامن اکسترودر میشوند. پلاستیک ذوب شده توسط تیغه ای که در یک مخزن آب قرار دارد به صورت دانه های ریز خرد می شود. محصول نهایی با آب خنک می شود که از طریق یک صفحه قالب، پلاستیک را به دانه های گرد تبدیل می کند. گندله سازهای زیر آب با قابلیت دانه بندی سریع و تولید گرانول های ثابت مشخص می شوند که برای صنایع بسته بندی، خودروسازی و ساختمان مناسب هستند.
چندین جزء شناخته شده است که در عملیات دانه بندی زیر آب دخیل هستند. آنها شامل برش دانه بندی می شوند که قبل از عملیات برش، پلاستیک را به شکل های از پیش تعیین شده خاصی برش می دهد. اکسترودر و پمپ مذاب مرحله پلاستیک را گرم کرده و آن را از طریق صفحه قالب جلو می برند. اجزای ضروری سیستم برش، که شامل شیر دیورتر و محفظه برش است، به کنترل جریان پلاستیک خنک شده و برش به دانه کمک می کند. نتیجه نهایی این روش مجموعه ای از گرانول های گرد است که به راحتی قابل تبدیل یا استفاده هستند.
تولید گلوله های زیر آب چندین مزیت دارد، از جمله تولید گلوله های با کیفیت بالابهبود کیفیت محصول و توان عملیاتی و بهبود ویژگی ها در مقایسه با گندله سازی رشته ای به ویژه در حفظ دمای آب. این سیستم ها برای به حداقل رساندن زمان درگیر و افزایش دقت و کارایی در ساخت گلوله های پلاستیکی طراحی شده اند.
برای نتیجه گیری، روش گلوله سازی در زیر آب با ذوب پلاستیک شروع می شود، اما US5322056 A اضافه می کند که پلاستیک ابتدا از طریق یک صفحه قالب اکسترود می شود، که به گلوله های گرد کوچک در یک حمام آب بریده می شود. این تکنیک مزایای زیادی دارد و اغلب در بسیاری از بخش ها به آن اعتماد می شود زیرا به طور مداوم گلوله هایی با همان کیفیت بالا ایجاد می کند.
اجزای یک پلت ساز زیر آب
پلت ساز زیر آب یک سیستم پیچیده در تولید گلوله های پلاستیکی است. این شامل عناصر مختلفی است که کارایی، دقت و بهره وری را افزایش می دهد. بیایید به بخش های اصلی یک پلت ساز زیر آب نگاه کنیم:
- صفحه قالب: صفحه قالب یک جزء مهم در گلوله سازی زیر آب است. این ماده پلاستیکی گرم شده را به یک رشته نازک تبدیل می کند که بعداً به توپ های کوچک بریده می شود. اندازه، شکل و کیفیت گلوله های تولید شده توسط طراحی الک و پیکربندی آن تعیین می شود.
- مرحله پمپ اکستروژن و مذاب: در اینجا عملیات برش با ذوب مواد پلاستیکی و عبور آنها از اکسترودر و پمپ مذاب آغاز می شود. عملکرد اکسترودر ذوب پلاستیک است، در حالی که پمپ مذاب مذاب برای ارائه یک جریان یکنواخت پلاستیک در حالت مذاب کار می کند.
- شیر انحرافی و محفظه برش: شیر انحرافی برای تنظیم جریان پلاستیک مذاب گرما به محفظه برش ضروری است. محفظه برش جایی است که رشته های پلاستیکی در اندازه های گلوله ایجاد می شوند. این کار با تیغه ها/ چاقوهای چرخشی انجام می شود که به طور مساوی پلاستیک اکسترود شده را برش می دهند و آن را به شکل توپ یا گلوله ترکیبی تبدیل می کنند.
- تشکیل گلوله کروی با استفاده از یک تکنیک برش انجام می شود که ثبات را تضمین می کند: پس از اینکه رشته پلاستیکی در حمام آب قرار گرفت، در چند مرحله به صورت گلوله بریده می شود. حمام آب برای ایجاد شکل و جلوگیری از تغییر گلوله ها به منظور ایجاد یک شکل کروی است.
برای تنظیم مکانیسم های تولید گلوله های پلاستیکی، دانستن قطعات یک پلت ساز زیر آب بسیار مهم است. هر بخش با هم ادغام می شود تا به فرآیند اثربخشی و کیفیت کامل بدهد. استفاده از ذوب پلت زیر آب تضمین می کند که گلوله های پلاستیکی یکنواخت و عالی برای استفاده در فرآیندهای مختلف تولید می شود.
نقش بشقاب مرگ در گلوله سازی
صفحه قالب یکی از اجزای ثانویه در مرحله گندله سازی سیستم گندله ساز زیر آب در نظر گرفته می شود. این به عنوان پلی عمل می کند که در آن جریان پلاستیک مذاب از آن عبور می کند تا گلوله مورد نیاز را تشکیل دهد. صفحه قالب شامل تعداد زیادی سوراخ کوچک است که به نام سوراخ های قالب شناخته می شوند که هر کدام اندازه و شکل گلوله های تولید شده را تعیین می کنند. این روزنه ها به طور خاص در موقعیت و زوایای خود طراحی شده اند تا به یکپارچگی در اندازه و شکل گلوله ها دست یابند.
در حین کار، صفحه قالب برای اعمال فشار بر جریان های پلاستیکی مذاب مورد نیاز است، که باعث می شود پلاستیک از طریق روزنه ها خارج شود. سپس، این جریان های پرتاب شده با حمام آب کنترل شده حرارتی که روزنه ها را احاطه کرده است، در تماس هستند. انتقال حرارت بسیار زیاد که از طریق این حمام آب رخ می دهد، به طور آنی پلاستیک های مذاب را به شکل کره های گلوله خنک می کند و آنها را دست نخورده نگه می دارد. بنابراین، صفحه قالب حرکت پلاستیک مذاب را به موقعیت مورد نظر خود برای ایجاد اندازه مورد نظر گلوله ها تسهیل می کند.
این دانش در مورد اینکه چگونه یک صفحه قالب بر گلولهسازی تأثیر میگذارد، سازنده را قادر میسازد تا عملکرد سیستمهای پلتساز زیر آب را بهبود بخشد، بنابراین کارایی آنها را افزایش داده و گلولههای پلاستیکی با کیفیت بالا برای هر کاربری تولید میکند.
چطور؟ گندله سازی زیر آب فرآیند کار؟

La اخراج و پمپ مذاب صحنه
فرآیند گلوله سازی زیر آب برای کارایی مکانیکی به شدت به مرحله پمپ اکستروژن و مذاب متکی است. در این مرحله، مواد اولیه پلاستیکی به یک اکسترودر وارد میشود، جایی که گرما و فشردهسازی اتفاق میافتد. پس از مذاب شدن، پلاستیک از یک بسته صفحه نمایش عبور می کند تا قبل از رفتن به مرحله بعدی، آلاینده ها را از بین ببرد. پمپ مذاب این امکان را فراهم می کند تا عرضه پلاستیک مذاب را افزایش داده و در عین حال کنترل دائمی فشار وارد بر صفحه قالب را امکان پذیر می کند، که کلید حفظ حجم است. این مرحله بسیار مهم است زیرا تضمین می کند که حجم پلیمر مذاب کافی با فشار مناسب به صفحه قالب عرضه می شود تا صفحات فرعی به طور دقیق شکل بگیرند. نظارت قابل اعتماد و بهبود مؤثر مرحله پمپ اکستروژن و مذاب برای کیفیت و قوام مورد انتظار گلوله های پلاستیکی انتهایی که برای اهداف متعدد مورد استفاده قرار می گیرند بسیار مهم است.
علاوه بر این، درک این نکته ضروری است که بسته به سیستم گلولهسازی زیر آب و پلاستیک مورد نظر برای پردازش، از روشهای مختلفی برای تغذیه قالب استفاده میشود. ثابت شده است که هر کدام تا حدی مناسب هستند، اما با در نظر گرفتن نقش هایی که قطعات مختلف تجهیزات بازی می کنند، می توان پیشرفت های بیشتری را در این مرحله از روش گلوله سازی انجام داد.
عملکرد از شیر انحرافی و محفظه برش
فرآیند دانه بندی زیر آب به شدت به عملکرد شیر دیورتر و محفظه برش متکی است. به عنوان یک متخصص در سیستمهای گلولهسازی، میتوانم نقش آنها را به طور گستردهتر توضیح دهم. شیر دیورتر جریان پلاستیک مذاب را به محفظه برش کنترل می کند. این باعث می شود حجم مناسبی از مواد مورد نیاز برای تشکیل گلوله ها حفظ شود. محفظه برش از طرف خود حاوی یک دستگاه برش است که رشته های یکنواخت پلاستیک مذاب را به گلوله های کوچک برش می دهد. این امکان ایجاد گلوله های یکنواخت با کیفیت بالا را فراهم می کند. بنابراین شرایط برش برای دانه بندی مواد در حال پردازش بهینه است. بنابراین، ترکیب شیر دیورتر و محفظه برش کلیدی برای گلولهسازی خوب و قابلیت اطمینان سیستمهای گلولهسازی زیر آب است.
شکل گیری گلوله های کروی
تخصص من دستگاه گلولهسازی زیر آب را به طور کامل پوشش میدهد و فکر میکنم حیاتیترین بخش فرآیند گلولهسازی، دستیابی به شکل کروی گلوله است. با تکنولوژی روز، گندله سازهای زیر آب امکان ساخت گلوله های گرد را در تمام ابعاد فراهم می کنند. منحصر به فرد بودن ساختارهای طراحی مکانیسم برش در محفظه برش و کنترل دقیق دریچه دیورتر باعث می شود که گلوله ها عناصر کروی کاملی را تشکیل دهند و خواص مکانیکی گلوله ها را افزایش دهند. چنین کنترل دقیقی باعث کاهش عیوب و بهبود کیفیت و یکنواختی محصول می شود. گندله سازهای زیر آب ما می توانند گلوله های کروی با کیفیت و عملکرد مورد نیاز تولید کنند.
مزایای آن چیست گندله سازهای زیر آب?
مزایای بیش از گندله سازی رشته
توانایی ارائه طیف گسترده ای از مزایا باعث شده است که گندله سازی در زیر آب به روشی محبوب تر از گندله سازی رشته ای در بسیاری از کاربردهای پردازش پلیمر تبدیل شود. برخی از مزایای گندله سازهای زیر آب عبارتند از:
- افزایش کیفیت پلت: استفاده از گرانولاتورهای زیر آب باعث افزایش کیفیت و یکنواختی محصول نهایی می شود. گندله سازهای زیر آب امکان کنترل دقیق شیر دیورتر و دستگاه برش را فراهم می کنند.
- افزایش راندمان فرآیند: به لطف محیط زیر آب، مرحله دانه بندی می تواند بدون تداخل عمل کند و خطر سرد شدن و سخت شدن زودرس را که می تواند در گلوله سازی رشته ها اتفاق بیفتد، از بین می برد. این منجر به خروجی بیشتر در عین استفاده از زمان کمتر می شود.
- کاهش ضایعات یک مزیت قابل توجه هنگام تلاش برای ساخت گلوله های با کیفیت خوب است. برش گلوله ها به اندازه دقیق اندازه گیری شده به کاهش مقدار ضایعات تولید شده کمک می کند و گلوله سازهای زیر آب در این کار عالی هستند. این همچنین استفاده از مواد خام را افزایش می دهد.
- سفارشی سازی محصول: گندله سازهای زیر آب امکان ایجاد گلوله هایی با اشکال و اندازه های مختلف را برای مطابقت با نیازهای یک برنامه خاص فراهم می کنند.
- انتقال حرارت عالی: محیط زیر آب انتقال حرارت کارآمد را فراهم می کند و به گلوله ها اجازه می دهد تا به سرعت سرد و جامد شوند. این باعث کاهش خطر تخریب حرارتی و سرعت بخشیدن به چرخه های تولید می شود.
- مزایای اتوماسیون: سیستمهای گلولهسازی زیر آب کاملاً خودکار هستند و منجر به خروجی بالاتر و نیروی کار کمتر میشوند. سیستم های خودکار ثبات کیفیت گلوله را تضمین می کنند و در عین حال خطر خطای انسانی را کاهش می دهند.
ویژگیهای مثبت گندلهسازی زیر آب در صنایعی استفاده میشود که گلولههای باکیفیت و یکنواخت با راندمان فرآیند بالا و حداقل ضایعات مورد نیاز است.
بهبود کیفیت محصول و ظرفیت تولید
تلاش برای کارایی عالی و همچنین استانداردهای با کیفیت بالا، منجر به اکتشاف رو به رشد در زمینه پلت سازی پلیمری در تلاش برای دستیابی به رویکردها و فناوری های جدید شده است. این پیشرفتها به تولیدکنندگان کمک میکند تا با تعبیه پیشرفتهای فناوری گلولهساز، به کیفیت بالای محصول و همچنین توان عملیاتی بهتر دست یابند. هدف این فصل تشریح روندهای پیشرفته در پردازش پلیمری، بهویژه سیستمهای گلولهسازی زیر آب است. این سیستم ها برای حل برخی از مشکلات صنعت ساخته شده اند که دقت در کیفیت گلوله ها یا کارایی فرآیندها در اولویت باشد.
سیستم های گندله سازی زیر آب، سیستم های جریان کارآمدی هستند که در مدیریت کیفیت محصولات و همچنین توان عملیاتی موثر بوده اند. چند ویژگی دیگر عبارتند از
1. بهبود کنترل فرآیند: مرحله زیر آب کیفیت گلوله ها و قابلیت اطمینان کنترل اندازه و شکل را تضمین می کند. با کاهش تغییرات در ابعاد گلوله ها، بهبود عملکرد و کاهش ضایعات نیز رخ می دهد.
2. بهبود خنکسازی و انجماد: چنین غوطهوری به فرآیند انجماد کنترلشده و کاملاً پایهگذاری شده گلوله منجر میشود، زیرا پلیمر مذاب در آب سرد میشود. با دست نخورده ماندن شکل گلوله ها، احتمال تخریب حرارتی کاهش می یابد، در حالی که فرار در دما به حداقل می رسد زیرا فرآیند انجماد یکنواخت است.
3. سازگاری فرآیند پیشرفته: سیستم های گلوله سازی زیر آب را می توان با چندین پلیمر مانند ترموپلاستیک ها، الاستومرها و سایر مواد حساس به حرارت استفاده کرد. در نتیجه، آنها تولیدکنندگان را قادر میسازند تا به طور مؤثر چندین نوع پلیمر را در حین تولید گلولههای باکیفیت به حرکت درآورند.
4. پتانسیل اتوماسیون: سیستم های گندله سازی در زیر آب را می توان به راحتی خودکار کرد و در نتیجه باعث افزایش بهره وری و کاهش هزینه های نیروی کار می شود. سیستم های خودکار کیفیت قابل قبول گلوله را تضمین می کنند و خطای انسانی را کاهش می دهند.
به این ترتیب، تولید کنندگان خاکشیر می توانند به طور کامل سیستم های گلوله سازی زیر آب را پیاده سازی کنند و کیفیت محصول و کل خروجی را در ساعت افزایش دهند. این تغییرات پلیمری همچنین منجر به مزایای تولیدکنندگان در افزایش بیشتر قابلیتها و فرصتهای پردازش پلیمر میشود.
چه انواع گلوله کردن سیستم ها وجود دارند؟

مقایسه رشته و حلقه آب سیستم های
سیستم های حلقه ای و حلقه ای آب دو سیستم پرکاربرد برای سیستم های گندله سازی هستند. ما به ارزیابی ویژگیها و نقاط قوت هر دو میپردازیم:
سیستم های رشته ای
- در این روش یک رشته پلیمری به قطعات معروف به گلوله بریده شده و از طریق دستگاه برش فشار داده می شود.
- این تکنیک برای تعدادی از مواد از جمله ترموپلاستیک ها، ترموست ها و الاستومرها قابل استفاده است.
- سیستم های رشته ای به دلیل انعطاف پذیری و نرخ کار عالی خود شناخته شده اند.
- نتیجه نهایی فرآیند تولید که از سیستمهای رشتهای استفاده میکند، دستهای از گلولهها است که عمدتاً اندازه و شکل مشخصی ندارند، که ممکن است در طول مرتبسازی چالشهایی را ایجاد کند.
سیستم های حلقه آب
- در گلولهسازی حلقهای آب، یک پلیمر مذاب از طریق صفحه قالب رانده میشود و رشتهها از طریق یک تیغه چرخان گلوله میشوند.
- این تکنیک در تولید ترموپلاستیک با حساسیت حرارتی کم یا زمانی که قرار است ترموپلاستیک با اندازه و شکل گلوله دقیق تولید شود کاربرد دارد.
- کیفیت گلوله های تولید شده توسط سیستم های حلقه آب دارای استانداردهای بالا با گلوله هایی با اندازه و شکل مشابه می باشد.
- این نوع سیستم ها را می توان به طور موثری کار کرد و برای انواع مواد مناسب است.
- نوع سیستم پلتینگ برای نصب، از جمله به مواد در حال پردازش، کیفیت گلوله های مورد نیاز، ظرفیت تولید و هزینه سرمایه سیستم ها بستگی دارد. توصیه می شود نیازهای خود را بیشتر تعریف کنید و از متخصصان کمک بگیرید تا بفهمید کدام سیستم گلوله سازی برای شما کار می کند.
البته توجه داشته باشید که انتخاب سیستم گندله سازی مناسب برای نتایج کارآمد و پردازش بهتر پلیمر ضروری است.
انتخاب سیستم گندله سازی سمت راست برای نیازهای شما
هنگام انتخاب مناسب ترین سیستم گندله سازی باید برخی از عوامل را بررسی کرد. به طور خاص، انواع مواد در حال پردازش، کیفیت گلوله ها، ظرفیت تولید، و اقتصاد تعیین می کند که کدام سیستم مناسب ترین است. در این مورد، با ارزیابی این معیارها شروع کنید و از متخصصان این حوزه مشاوره و نظر بگیرید. این دانش به شما در انتخاب مناسب سیستم گندله سازی در مورد فرآیندهای تولید و کارایی فرآوری پلیمر کمک می کند. لازم به یادآوری است که سیستم گندله ساز مستقیماً بر اثربخشی نتایج پیش بینی شده در فعالیت های پردازش پلیمر تأثیر می گذارد.
نحوه نگهداری یک گندله سازی زیر آب سیستم؟

تعمیر و نگهداری ضروری برای خشک کن و سیستم آبی
تعمیر و نگهداری مدار خشک کن و آب سیستم گندله سازی زیر آب باید به دقت انجام شود تا همه چیز به درستی کار کند. تعمیر و نگهداری این قطعات شامل مراحل اساسی زیر است:
- شستشوی مکرر: تجمع آلاینده ها برای عملکرد هر دستگاه خاصی مضر است، زیرا منجر به استهلاک عملکرد آنها می شود. سیستم های خشک کن و آب را به طور منظم طبق توصیه سازنده تمیز کنید.
- بررسی و جایگزینی فیلترها: برای فعال کردن جریان آزاد هوا، بازرسی، شستن و حتی تعویض فیلترهای نصب شده در اطراف سیستم های خشک کن و آب در صورت لزوم مهم است. انباشته شدن ذرات گرد و غبار و ناخالصی ها در داخل سیستم ممکن است از نظر زمان و تعمیرات پرهزینه باشد.
- ارزیابی سورس: پوسته پوسته شدن یا خوردگی مشکلات بالقوه در یک سیستم خاص هستند، بنابراین ارزیابی آب در حال گردش در آن سیستم مهم است. برای رفع این کاستیها، اقدامات مناسبی مانند تیمارهای شیمیایی، فیلتراسیون و غیره باید هر سهماهه یا دو بار در سال انجام شود.
- جستجو برای نشت: گردش هوا و آب بدون عیب در یک سیستم بدون آب یا حتی بدون هوا ضروری است. بنابراین، بررسی نشتی که می تواند باعث آسیب شود مهم است. Kuck یا مواد دیگری که از چنین مسائلی جلوگیری می کند باید برای حل سریع استفاده شود.
- حفظ دما: تنظیم و کنترل مناسب دما برای سیستم خشک کن و آب ضروری است. بررسیهای دورهای برای کالیبراسیون کنترلکنندهها و سنسورهای دما باید به طور موثر برای حفظ یکنواختی دما انجام شود.
با انجام این فعالیت های تعمیر و نگهداری ساده، به بهبود طول عمر و عملکرد واحد خشک کن و آب در سیستم گندله سازی زیر آب خود کمک می کنید، بنابراین اطمینان حاصل می کنید که کارایی و خروجی عملیات پردازش پلیمر شما به بهترین شکل ممکن خواهد بود.
نظارت بر تصفیه و Die Holes برای دستیابی به اندازه و شکل گلوله مورد نظر و برای تولید گلوله های با کیفیت بسیار مهم است.
مهم است که سوراخهای قالب و واحد فیلتر را در سیستم گلولهسازی زیر آب خود رعایت کنید تا اثربخشی آن حفظ شود و گلولههای درجه یک تولید کنید، زیرا این امر امکان بازیابی گلولههای با کیفیت بالا را فراهم میکند. نکات مهم زیر باید مورد توجه قرار گیرد:
- سیستم فیلتراسیون: برای اطمینان از نداشتن آلایندههایی که میتوانند کیفیت گلوله را مختل کنند، بهطور مداوم بررسی کنید و مطمئن شوید که دستگاه فیلتر تمیز است. تمام فیلترها، صفحه نمایش ها و سایر مواد مورد استفاده برای فیلتراسیون نیاز به بازرسی دارند. اطمینان حاصل کنید که سیستم فیلتراسیون برای جلوگیری از گرفتگی های غیر ضروری و بهینه سازی حذف ناخالصی در وضعیت خوبی قرار دارد.
- سوراخ های قالب: با گذشت زمان، بررسی کنید که سوراخ های قالب مسدود نشده و آسیبی ندیده باشند تا بتوانند عملکرد خود را انجام دهند. اگر مسدود شود یا دارای سوراخ های قالب پاره شونده باشد، بر اندازه، شکل یا حتی کیفیت گلوله های تشکیل شده تأثیر منفی می گذارد. از ظروف و روشهای تمیز کردن مناسب استفاده کنید تا سوراخهای قالب فقط برای اهداف گلولهسازی اندازه خاصی داشته باشند.
- نظارت بر فرآیند: قابلیت نظارت را ایجاد کنید تا بتوانید پارامترهای کلیدی فرآیند را که شامل دما، فشار و سرعت جریان میشود، ردیابی کنید. به طور منظم داده ها را در پایین دست تجزیه و تحلیل کنید تا روندهای نامطلوب را بررسی کنید، که در بیشتر موارد مشکلات مربوط به واحد فیلتراسیون یا سوراخ های قالب را پیش بینی می کند. در اسرع وقت به چنین موضوعاتی رسیدگی کنید تا از مسائل بعدی جلوگیری کنید و کارایی را حفظ کنید.
نظارت دقیق بر سیستم فیلتراسیون و سوراخ های دای به شما این امکان را می دهد که به طور موثر عملکرد پلت ساز زیر آب خود را کنترل کنید و بدون زحمت گلوله های عالی را در طول چرخه تولید کنید. تعمیر و نگهداری دوره ای و تعمیر فعال باید کارایی تولید پلیمر شما را بهبود بخشد و زمان خرابی را کاهش دهد.
عیب یابی مسائل رایج
عیبیابی منظم برای راهاندازی و راهاندازی سیستمهای گلولهسازی زیر آب پردازش پلیمری در صورت لزوم ضروری است. برای رسیدگی به این موارد، در زیر چند مشکل متداول که در طول پردازش پلیمر با تکنیکهای عیبیابی مواجه میشوند، آورده شده است.
کیفیت نامناسب پلت:
- علل احتمالی عبارتند از شکستگی سوراخ های قالب، مونتاژ و تنظیم نامناسب صفحه قالب و تنظیمات اشتباه کاتر.
- راه حل: سوراخ های قالب را تمیز و بررسی کنید، صفحه قالب را مجدداً تراز کنید و تنظیمات برش را برای به دست آوردن کیفیت گلوله مورد نظر تغییر دهید.
- سایش بالای صفحه قالب:
- دلایل احتمالی شامل پردازش پلیمر در دماهای بالا، درصد بلوک مشخصی از مواد افزودنی و مواد صفحه قالب اشتباه است.
- راه حل: دما در طول پردازش باید تحت نظر و کنترل شود. علاوه بر این، مواد صفحه قالب نیز میتواند نسبت به مواد مقاوم در برابر سایش متفاوت باشد و از محتوای افزودنی بالا اجتناب شود.
انسداد سیستم فیلتراسیون:
- دلایل احتمالی: ناخالصی های پلیمری زیاد، آسیب یا شکست استراتژی های نگهداری سیستم های تصفیه.
- راه حل: از قبل واحد فیلتراسیون را بر اساس برنامه زمان بندی شده تمیز و خود نگهداری کنید، فیلترهای کافی تنظیم کنید و مطمئن شوید که پلیمرهای جوشکاری در شرایط مناسبی برای جلوگیری از انسداد نگهداری می شوند.
- تغییر در قطر گلوله:
- علل احتمالی: ثبات در سرعت برش پایدار نیست، غرقابی دوغاب پلیمری یکنواخت نیست، و تیغه های برشی کدر یا زخمی هستند.
- راه حل: افزودن تیغه های کاتر کسل کننده باید به حداقل برسد، خوراک پلیمری باید به طور یکنواخت اندازه گیری شود و سرعت برش باید تثبیت شود.
ذوب اجزای سیستم:
- دلایل احتمالی: عملکرد پایین واحد تبرید، عملکرد پردازنده اجزای مذاب در دماهای بالا، یا مواد روان کننده ضعیف یا ناکافی.
- راه حل: واحد تبرید باید بهبود یابد، اجزای سیستم و تمام قطعات باید به خوبی روغن کاری شوند و دمای پردازنده اجزای ذوب همیشه باید حفظ و نظارت شود.
ادغام این مشکلات و راه حل های رایج به شما کمک می کند تا بر برخی از چالش های پیش بینی شده غلبه کنید. در کنار اقدامات نگهداری، نظارت و عیبیابی، ارتقای منظم و منظم باید کارایی سیستم گلولهسازی زیر آب شما را افزایش داده و از وقفه و کیفیت پایین تولید گلوله جلوگیری کند.
چه نوآوری هایی وجود دارد پردازش پلیمر?
تحولات اخیر در pelletizer تکنولوژی
در طول تاریخ، واحد تولید گلوله یا گندله ساز به طور پایداری جایگاه خود را به عنوان یکی از مهم ترین قطعات تجهیزات در زنجیره پردازش پلیمر حفظ کرده است. یکی از جدیدترین پیشرفتها در فناوری گلولهسازی، کاهش میزان خنکسازی حین فرآیند است. چنین نوآوری هایی امکان کنترل بهتر بر روی اندازه، شکل و کیفیت گلوله ها را از طریق یکنواختی ژنتیکی که شامل تمام جنبه های یک مستربچ است، می دهد. علاوه بر این، گندله سازهای مدرن در حال حاضر دارای فناوری های خنک کننده و خشک کردن بهینه ای هستند که وقوع ریزدانه های گلوله را کاهش می دهد، که فرآیند گلوله سازی را بهینه می کند. این حسگرهای پیشرفته، همراه با یکپارچهسازی دقیق سیستمهای نظارتی که تجزیه و تحلیل دادهها را در زمان واقعی امکانپذیر میسازد، از نظارت و کنترل بهتر فرآیندها، از جمله شناسایی مؤثر انحرافات، پشتیبانی میکند. تغییرات ایجاد شده توسط پیشرفت در فن آوری های ذکر شده در بالا از دستیابی به کیفیت بهتر و یکنواختی مواد پلیمری گلوله شده، کاهش هدررفت و افزایش کارایی کل سیستم پشتیبانی کرده است.
تاثیر فناوری گلوله سازی زیر آب در صنعت پلاستیک
تاثیر گندله سازی زیر آب بر روش ساخت گلوله های پلیمری در حوزه پلاستیک قابل تاکید نیست. این فناوری جدید مزایای بسیاری از جمله بهبود کیفیت گلوله ها، افزایش کارایی و افزایش سطح بهره وری را در اختیار کاربران خود قرار می دهد. مزیت این فناوری این است که فرآیند گندله سازی در زیر آب انجام می شود که منجر به کنترل بهتر پارامترهای گلوله های نهایی از جمله شکل، اندازه و کیفیت آنها می شود. در نتیجه، گلوله های تولید شده از کیفیت بالا و اندازه یکنواخت برخوردار هستند، که گلوله سازی زیر آب را برای گلوله سازی پلاستیک ایده آل می کند. همچنین، سیستمهای پیشرفته گلولهسازی زیر آب عملکرد خنککننده و خشککردن خود را بهبود بخشیدند و روند گلولهسازی را بیشتر بهینه کردند و درجه ریزدانههای گلوله را کاهش دادند.
علاوه بر این، نصب حسگرها و سیستمهای نظارتی پیشرفته، پردازش خودکار را با ارائه و تجزیه و تحلیل دادهها در زمان واقعی امکانپذیر میسازد و امکان بهینهسازی کنترل فرآیند و شناسایی خطاها را فراهم میکند. این پیشرفتها در فناوری گلولهسازی در زیر آب، به میزان کم، امکان افزایش استانداردهای عمومی گلولههای پلیمری در صنعت پلاستیک را فراهم کرده است. به این ترتیب، جایی برای هدر رفتن وجود ندارد و عملکرد محصولات نیز افزایش می یابد.
پرسش های متداول (پرسش و پاسخ)
س: آقاسق چیست و چگونه کار می کند؟
پاسخ: آقاسق به عنوان مکانیزم کنترلی برای فعالیت های مختلف در محدوده کار به منظور دستیابی به محصولات یا مصنوعات با کیفیت بهتر شناخته می شود. Aplas دارای این فناوری دستاورد است که در آن کنترل اهداف عملیاتی خود را به دست می گیرد و به طور کامل با تمام پارامترهای کنترلی تعیین شده در کل محیط عملیاتی مطابقت دارد. برش متقاطع از طریق کل لنز و دامنه فعالیت های Aqasq در طول عملیات APLAS شامل انطباق با اهداف کنترلی تنظیم شده، به ویژه زیر FOT است.
س: مزیت اقاق نسبت به سایر دستگاه های مشابه چیست؟
پاسخ: استفاده از aqaq مزایای زیادی دارد. به عنوان مثال، در لمینیت چوب، از آقاق می توان برای حفظ کیفیت اصلی استفاده کرد. در ارتباط با نوک و جزییات با چوب فرآوری شده، آقاق بسیار سازگارتر از چوب های لمینیت شده رویه ای است. علاوه بر این، روشهای ساخت استراتژیک خاصتر ایده اولیه aqaq را بهبود میبخشد و بازخورد منفی احتمالی را که قبلاً در مورد تغییرات استاندارد احتمالی فرض شده بود، حذف میکند.
س: فرآیند کار با دستگاه خشک کن پلت در هر سیستم گلوله سازی زیر آب چیست؟
پاسخ: پس از تشکیل گلوله ها و سرد شدن در آب، از آب فرآیند خارج شده و به خشک کن پلت منتقل می شوند. رایج ترین نوع مورد استفاده، خشک کن گریز از مرکز است. چنین خشک کن بر اساس اصل حذف آب اضافی از گلوله ها از طریق نیروی گریز از مرکز عمل می کند. گلوله ها با سرعت بسیار بالایی چرخانده می شوند، به طوری که آب پلاسما را از گلوله ها خارج می کند، در نتیجه گلوله های خشک آماده استفاده می شود، یا در نتیجه استفاده از گلوله های با کیفیت در فرمولاسیون می تواند کیفیت را افزایش دهد. این سیستم خشک کردن جزء ضروری خط گلوله سازی زیر آب است.
س: چه مواد ترموپلاستیک دیگری را می توان برای پردازش در گندله سازهای زیر آب استفاده کرد؟
پاسخ: گندله سازهای زیر آب بسیار موثر هستند و می توانند بسیاری از مواد ترموپلاستیک را پردازش کنند. آنها برای چندین ترکیب، مستربچ، پلی اتیلن، پلی پروپیلن، پلیمرهای پلی استایرن و بسیاری دیگر. این سیستم می تواند با موادی با ویسکوزیته و نقطه ذوب متفاوت برخورد کند و بنابراین می تواند در بسیاری از فرآیندهای اکستروژن پلاستیک در صنعت استفاده شود.
س: تفاوت بین پلت سازهای زیر آب و رشته ای چیست؟
پاسخ: گندله سازهای زیر آب و رشته ای با وجود عملکرد یکسان، تفاوت های قابل توجهی دارند. گندله سازهای زیر آب نرخ تولید بیشتری را نشان می دهند، دارای درجه بالاتری از یکنواختی پلت هستند و نسبت به گندله سازهای رشته ای تطبیق پذیرتر هستند. همانطور که از نام آن پیداست، گلوله های رشته ای با اکسترود کردن پلیمر به رشته هایی تشکیل می شوند که پس از سرد شدن در آب بریده می شوند. در همین حال، یک گندله ساز زیر آب، پلیمر را روی صفحه قالب که در آب غوطه ور است، برش می دهد. این منجر به سیستم های زیر آب می شود که گلوله های خود را سریعتر خنک می کنند و شکل آنها را یکنواخت تر می کند.
س: برخی از شرکت های برجسته که با تجهیزات گلوله سازی زیر آب سروکار دارند، کدامند؟
پاسخ: چندین شرکت معروف تجهیزات گلوله سازی زیر آب را تولید می کنند، از جمله Gala، Nordson BKG، Maag و Econ. این شرکت ها انواع گندله سازهای زیر آب، خشک کن ها و سیستم های کامل گندله سازی را ارائه می دهند. هر برند ممکن است جنبهها یا تخصصهای خاصی داشته باشد، بنابراین فروش برندها به بهترین وجه با استراتژی کسبوکاری که نیازهای دقیق پروژه شما را برآورده میکند، مناسب است.
س: ارتباط اکستروژن کاول در گندله سازی زیر آب چیست؟
پاسخ: اکستروژن کاول یک فرم تخصصی است که می تواند با سیستم های گلوله سازی زیر آب اعمال شود. این تکنیک شامل یک قالب خاص است که کنترل بهتری بر جریان پلیمر و توالی های برش را تضمین می کند. گلولههای تولید شده با ترکیب اکستروژن کاول با گندلهسازی زیر آب کیفیت، حجم و ویژگیهای خوبی خواهند داشت و عملکرد کامل کارخانه گلولهسازی را در برخی از حالتهای مواد قانعکننده یا شکل تولید دسته بزرگ افزایش میدهند.
منابع مرجع
1. بررسی سینتیک شکل دهی گلوله در قالب در گلوله سازی زیر آب
- نویسندگان: O. Kast، K. Geiger، E. Grünschloss، C. Bonten
- منتشر شده در: مهندسی و علوم پلیمر، 2015
یافته های کلیدی:
- این تحقیق بر روی ویژگیهای چسبناک و الاستیک مذاب و ویژگیهای فرآیند مربوطه تمرکز دارد زیرا بر هندسه گلولهها تأثیر میگذارند.
- این یک عدد DS غیر بعدی را برای مشخص کردن حساسیت مواد پلیمری مختلف به تغییر شکل پیشنهاد میکند.
- یک سیستم دوربین فیلمبرداری جدید برای کمک به عملیات برش در ارزیابی عوامل اصلی ایجاد تغییر شکل گلوله های تشکیل شده طراحی شده است.
روش شناسی:
- نویسندگان آزمایشها را بر روی مواد مختلف و پارامترهای فرآیند انجام دادند تا چارچوب تحلیلی و موقعیت عدد DS را در مدلهای پیشبینی تغییر شکل گلولهای ثابت کنند.Kast et al., 2015, pp. 1170-1176).
2. E-PBT - ارائه فوم مهره ای از پلی (بوتیلن ترفتالات) توسط پلت ساز زیر آب
- نویسندگان: T. Koppl, Daniel Raps, V. Altstadt.
- منتشر شده در: مجله پلاستیک سلولی، 2014.
نتیجه گیری های کلیدی:
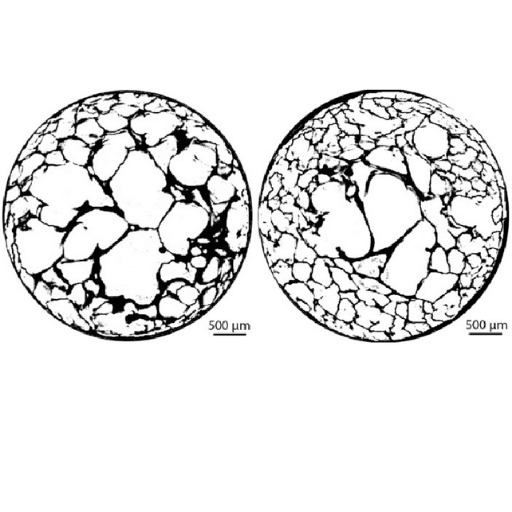
- تحقیقات این فوم را تایید می کند PBT دانه های CO2 در یک فاز به عنوان یک فوم همگن با چگالی کم عمل می کند، در این مورد یک عامل دمنده، در حالت فوق بحرانی تزریق می شود.
- به نظر می رسد فشار آب و سرعت برش پلت ساز زیر آب تأثیرات قابل توجهی بر مورفولوژی فوم و پیکربندی دانه ها دارد.
- حداقل تراکم مهره 230 کیلوگرم بر متر مکعب در این مطالعه به دست آمد.
روش شناسی:
- نویسندگان مجموعهای از فرآیندهای کفسازی را برای بهبود خواص کف انجام دادند. روشها از درجههای مواد مختلف و غلظت عامل دمنده، در میان متغیرهای دیگر استفاده کردند. (Köppl et al., 2014, pp 475-487).
3. عوامل مؤثر بر تمایل ذرات در عملیات پلت کردن زیر آب
- نویسندگان: O. Kast, M. Musialek, K. Geiger, C. Bonten
- تاریخ انتشار: 2014
یافته های کلیدی
- این تحقیق نشان می دهد که کیفیت گلوله های تولید شده توسط فرآیندهای گلوله سازی زیر آب نیز به ویژگی های مواد خاص و شرایط فیزیکی فرآیند بستگی دارد.
- نشان داده شد که برش با سرعتهای بالاتر از چگالی ظاهری انجام میشود و همراه با آن، چگالی کروی گلولهها کاهش مییابد. مواد چسبناک برش خورده در دماهای پایین تر میزان عدم تغییر شکل را افزایش دادند.
روش شناسی
- در مدلهای آزمایشگاهی کلاسیک، گلولههایی با شکلهای نامنظم و حجمهای مختلف با جرم، سطح و چگالی ظاهری متفاوت اندازهگیری شد.کاست و همکاران، 2014، صص 20-23).
4. بهینه سازی رسانایی الکتریکی پیکربندی کانال در قالب زیر آب بزرگ
- نویسندگان: بینگ ژانگ، شیائو فنگ لیو، چائو بی
- منتشر شده در: مکانیک و مواد کاربردی، 2013
یافته های کلیدی:
- کانالهای شکلدهی صفحه قالب نیز برای اطمینان از اینکه مذاب پلیمری به طور یکنواخت اکسترود میشود، حیاتی هستند.
- جریان در قالب برای مدل مورد بحث با کمک یک مدل جریان سه بعدی ارزیابی شد.
روش شناسی:
- طراحی صفحه قالب از طریق شبیهسازی اجزای محدود بهینهسازی شد تا عملکرد فرآیند گلولهسازی زیر آب را افزایش دهد.ژانگ و همکاران 2013: ص. 562-566).



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


