



伸線と押し出しは、金属加工の重要なプロセスであり、目的も結果も異なります。この記事では、伸線と押し出しの 2 つのプロセスと、プロセス、最も一般的な用途、および他の方法との比較に関する関連性について検討します。伸線と押し出しを理解することで、読者はこれら 2 つの方法がどのように異なるか、それぞれのメリットは何か、これらの方法の実際の使用でどのような困難に遭遇するかを認識できます。この記事では、多くの注目を集めていますが、金属加工で何ができるかについてはあまり重点を置いていない伸線と押し出しの 2 つのプロセスについて説明します。また、これらのプロセスが必要とされるさまざまな分野と、それらの精度と信頼性についても説明します。
伸線加工とは何ですか?

伸線加工は、金属加工において、金属線を一連のダイスに通して直径を小さくし、長さを長くする加工方法です。この加工方法は、電気用途のワイヤー製造、自動車部品製造、建設業など、さまざまな業界で一般的に使用されています。伸線加工により、ワイヤーの寸法と機械的特性を正確に制御できるため、強度、柔軟性、導電性が向上したワイヤーが得られます。ワイヤーの変形を制御することで、ワイヤー内の不純物や表面欠陥を簡単に除去でき、明るく均一な表面仕上げを実現できます。このようにして、ワイヤー製造業者は、さまざまな用途の要件に応じて、さまざまな太さや長さのワイヤーを作成できます。
ワイヤードローイングプロセスの説明
伸線加工は、より強く、より柔軟で、より導電性の高い、さまざまな長さと太さのワイヤを製造する際に使用される金属加工プロセスです。ワイヤの表面を洗浄して滑らかにしながら、ワイヤを一定の限界まで引っ張る作業が含まれます。伸線加工の重要性は、ワイヤの直径、長さ、および電気配線、建設、製造業界で必要なその他の多くの機械的特性を正確に制御できる可能性を提供することにあります。
ワイヤーの引き抜き加工は、ワイヤーをダイに通して、ワイヤーの断面積を徐々に伸ばして縮小させるプロセスと定義できます。ダイには開口部があり、ワイヤーを傾けて通すと、引き伸ばされた形状が維持されます。ダイの開口部はワイヤーを収縮させ、ワイヤーの長さに沿って引っ張られる張力によってワイヤーが伸びます。このひずみ硬化により、ワイヤーの長さが全体的に長くなります。この多段階のプロセスでは、さまざまな応力が使用され、所定の形状と特性を持つワイヤーが作成されます。
伸線加工は、電線寸法と電気的機能特性を再現する能力が求められる電線で最も一般的に使用されています。自動車部品、バネ、留め具など、電線の横糸や強度、ばらつきが重要な部品や製品の製造において、多くの業界にわたる多数の用途が見受けられます。
ワイヤードローイングと 押し出しはプロセスである 金属の形状を変更するプロセスです。伸線は、直径を小さくして長さを長くすることでワイヤを引き出すことを目的としていますが、押し出しでは、金属をポンプで押し込んだり、ダイに押し込んだりして、複雑な形状やプロファイルを作成します。これらのプロセスはどちらも重要性と用途がありますが、どちらもさまざまな業界で高品質の製品を製造できる金属加工業界では欠かせないプロセスです。
電気配線の用途
電気配線に関して言えば、理想的な電気部品の製造を保証する最も重要な工程の 1 つが、伸線と押し出しです。特に、ワイヤを長くしながら直径を小さくすることに重点を置いた伸線は、高度な電気回路で使用される極細ワイヤの広範なネットワークの形成に非常に有効です。一方、押し出しは、コネクタ、接続箱、ケーブル絶縁に必要な複雑な形状やプロファイルの形成を可能にします。この技術の組み合わせにより、メーカーは経済の電気部門によって課せられる多くの厳格な基準に準拠し、信頼性が高く効果的な電気システムを提供できます。
伸線加工は金属加工プロセスである
線引きは、ワイヤの長さを短くすることなく、ワイヤの密度を小さくするプロセスです。線引きは、基本的に、一連のダイスを通して引っ張ることでワイヤを形成する行為として定義されます。かなりの長さの細いワイヤは、線引きによって作られ、必要に応じてワイヤ回路やその他の多くの電子接続などの用途に使用されます。ワイヤを線引きする各プロセスにより、ワイヤの強度、機械的および電気的完全性が向上し、ワイヤの表面張力が向上します。
伸線工程で行われる主な作業は、ワイヤの変形です。ワイヤは一定の張力でダイスを通して引き抜かれ、引っ張る過程で金属の塑性変形が起こり、直径が小さくなります。ワイヤの伸線工程中、ワイヤの表面は潤滑剤でコーティングされ、表面との接触や損傷を軽減します。伸線工程のパラメータには次のものがあります。
ワイヤ径: ワイヤの初期または引抜前の太さをワイヤ径と呼びます。
ダイサイズ:引き抜きに関しては、より速いワイヤーがダイの所望の寸法で完成する。
縮小率: 初期ワイヤ径を最終ワイヤ径で割った値として表され、変化の推定値を提供します。
引き抜き速度: 線引き工程で使用されるすべてのダイには、線が引き抜かれるダイがあります。線引き速度は、線引きの有効性と品質の両方に直接影響します。
潤滑剤: 引抜き時に塗布され、引抜き工程で使用され、引抜き時の抵抗を最小限に抑える潤滑剤です。
伸線加工は、電線やケーブルの製造に特化され、不可欠な技術であり、自動車、航空宇宙、通信業界でさまざまな用途に使用されています。伸線加工により、電気システムで使用する際に有用かつ効果的な、制御された寸法と機械的特性を持つ電線を生産することが可能になります。
押し出しプロセスの探究
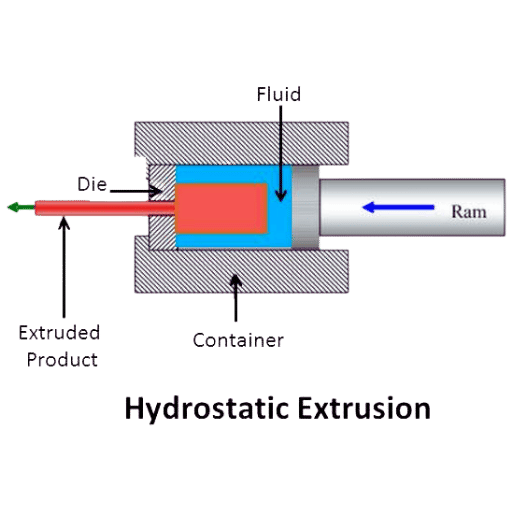
押し出し加工は、複雑なシルエットと特定の強度特性を持つアイテムを製造するために使用される金属加工の極めて重要な方法です。これは、1 つ以上の材料 (通常は金属またはプラスチック) に高圧をかけ、材料を目的の形状と機能の形状 (ダイ) に押し込むことで構成されます。押し出し加工の特性に関するこの知識により、メーカーはさまざまな形状、寸法、機械的特性、および表面改良のコンポーネントの製造にこの加工を使用できます。
押し出しの種類: 直接押し出しと間接押し出し
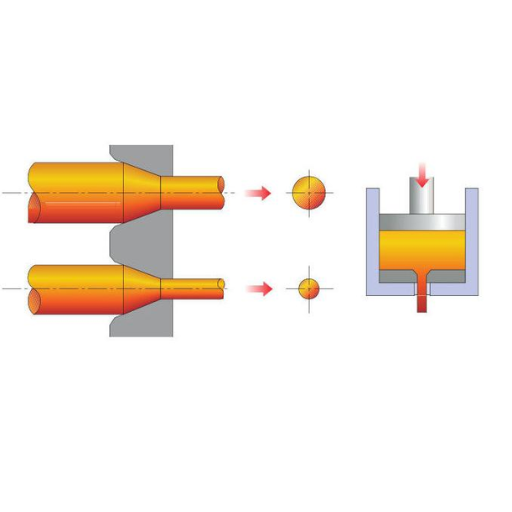
押し出しには、直接押し出しと間接押し出しという 3 つの主な違いがあります。直接押し出しは、ラムが材料をダイに押し出す方法です。押し出し力が低く、押し出しやすい断面を持つ材料に使用されます。一方、間接押し出しは、その逆で、ダイが材料に向かって移動し、材料をダイに押し出します。この技術は、押し出し力が高い材料や、より複雑な断面形状を持つ材料に使用されます。直接押し出しと間接押し出しのどちらの処方にも特別な利点があり、さまざまな分野で金属やプラスチックの製造に同様に受け入れられています。これらの押し出しタイプをさらに理解するには、これらの問題に関する Google.com の上位 XNUMX つの Web サイトにアクセスするのが最善の方法です。
金属加工における押し出しの役割
押し出しは、金属部品を効率的かつ正確に作成するために使用されるという点で、金属加工において非常に重要な機能を持っています。変形のプロセスとして、押し出しは金属のより複雑な断面形状の内部的に一貫した構造を捉えるのに役立ちます。線引きと押し出しを比較すると、金属加工という共通の活動が現在あると言わざるを得ませんが、技術と機能的な目的は根本的に異なります。線引きは、電気および構造用途に使用されるワイヤの製造に対処しますが、押し出しはプラスチックおよび金属の業界で広く使用されています。これらのプロセスには、表面仕上げが優れていることや、大きな押し出し力を必要とする引き抜き材料で作業できるなど、他の利点もあります。ただし、金属引き抜きまたは押し出しと金属引き抜きの習得-変形の欠点に対処することに関連するいくつかの問題があります。 押し出しのプロセス 理解されれば、メーカーは質の高い金属製品を提供することができるようになります。
押し出しが変形のプロセスである理由
押し出しは、さまざまな形状の製品を作りたいメーカーにとって、変形しやすい非常に効率的な金属加工プロセスです。このプロセスでは、金型に収まるように形作られた材料に、押すまたは引っ張る動作で大きな力を加え、その過程で断面積と寸法を変更します。押し出しが変形に適した方法である理由を次に示します。
寸法と形状の効率: 押し出しを使用すると、プロセス中の変形を調整して均一な寸法と形状を保証できるため、製造業者にとって有益です。金属の押し出しの前段階で考慮する必要があるパラメーターには、温度、押し出し速度、およびダイの形状などがあります。
内部構造の改善: 押し出し技術により、加工する材料の特性を大幅に改善できます。粒子構造を改善し、材料を強化し、材料全体の機械的特性も向上させます。材料の期待される特性を実現するには、押し出し中の最適な温度と適切な合金組成を順守する必要があります。
複雑な形状の作成: 押し出しでは複雑な形状の製造が必要となるため、従来の技術では製造が難しい場合があります。適切なダイ構成を利用することで、製造業者は、プロファイル、チューブ、ロッド、その他の形状など、独自に設計されたセクションに材料を押し出す作業を実行できます。
コスト効率と材料効率: 拡張により、生産プロセスにおいてコスト最小化の概念を伴うパラメータが可能になります。廃棄物が少なく、生産中にゴミの切れ端やリサイクル材料を利用できるため、大量生産にかかるコストも最小限に抑えられ、拡張はコスト効率の高いプロセスになります。
汎用性と幅広い用途: さまざまなプロセスが関係するため、自動車、航空宇宙、建設、消耗品の製造など、多くの業界で大量生産に拡張機能が採用されています。アルミニウム、スチール、銅、プラスチックなど、さまざまな材料を押し出しプロセスで使用できるため、変形プロセスでの能力が向上します。
押し出し加工を使用すると、製造業者は変形による制限をなくし、製品を正確に成形し、寸法や特性の精度など優れた品質の金属部品を製造することができます。
線引きと押し出しの比較
線引きと押し出し加工を比較する場合、線引きの要素を考慮する必要があります。2 つの方法のメリットと用途をより深く理解するために、特に断面の変化と表面品質に関する違いを検討してみましょう。線引きと押し出しの区別は、特定の生産要件と最終目的に最も適した技術を選択するのに役立つため、製造業者にとって重要です。
引き抜きと押し出し技術の違い
ワイヤーの引き抜きと押し出しの方法を取り上げ、それらの方法を比較する場合、それぞれの方法の能力と効率を決定するさまざまなパラメータを考慮する必要があります。断面積の変化と表面仕上げの違いを特に把握しておくと、さまざまな方法の利点と用途についてさらに詳しく知ることができます。このような技術の概要をわかりやすく説明するには、google.com の最初の 3 つのサイトなど、インターネット上の適切な情報源を参照できます。
伸線加工は、熱収縮によって変形した断面が小さいダイスを通してワイヤを引っ張ることで、ワイヤの直径を小さくするプロセスです。機械的特性と許容誤差が求められる電気および構造用途でよく使用されます。
もう 1 つの方法は押し出しと呼ばれ、金属またはプラスチックを目的の断面を持つ金型に押し込むことを意味します。これは、材料を金型に通して目的の断面形状にするプロセスです。プラスチック業界や金属業界では、特定の形状と面積を持つプロファイル、ロッド、チューブを製造できるため、業界で利用できるようになりました。
伸線技術と押し出し技術の注目すべき違いとしては、以下の点が挙げられます。
断面欠陥:伸線技術は、線材の断面積を縮小するだけに有効ですが、その過程で線材の形状は維持され、線材は引き伸ばされます。一方、押し出し加工では、鋸歯状の断面形状、テーパー部、中空部の形成が可能になります。
表面処理: 線引き後のワイヤーは、ワイヤーの主要部分の引き抜き中に伸張と圧縮を受けるため、線引きでは多くの粗い表面に当たることに気づくでしょう。一方、押し出しプロセスでは、ダイに塗布された活性物質が多すぎるため、表面仕上げがあまり滑らかでない場合があります。
メーカーは、生産仕様や目標に応じて、線引きと押し出しの技術の利点と限界を慎重に分析して、これらの技術を区別します。他の技術については、この複雑な問題を完全に理解し、信頼できる評判の良い情報源や専門家の指導から重要な情報をすべて入手する必要があります。
横断的変化の分析
伸線加工や押し出し加工のプロセスを研究する場合、その技術的パラメータとその効果も分析する必要があります。次のような重要な要素に注目してみましょう。
材料の流れと変形: 線引きでは、ダイスを通してワイヤーを引っ張ることで、ワイヤーの断面積が縮小されます。これにより、長さは長くなり、直径は小さくなり、結晶構造、微細構造、および材料の機械的特性に変化が生じます。一方、押し出しでは、材料をダイスに押し込むことで、目的の断面に成形され、塑性変形と断面形状の変化が起こります。
表面粗さ: ワイヤーとダイの間の摩擦力により、ワイヤーの引き抜きでは表面欠陥が少なくなります。一方、押し出しでは、材料とダイの相互作用により、生成される表面粗さの値はわずかに高くなります。
パラメータと考慮事項: 断面の変化を理解するには、ダイの構成と形状、潤滑と冷却技術、強度や延性などの材料の機械的特性、浴槽または押し出し速度、縮小率、ビレットまたはワイヤの温度、ダイの材質と表面粗さなど、いくつかの技術的パラメータが関係します。テクノグラフィックパラメータの把握と改善は、ワイヤの引き抜きと押し出しのプロセス中に許容できる出力と製品の品質をサポートすることに重点を置いています。したがって、メーカーは信頼できる情報源を参照し、専門家の支援を求め、プロセスをより徹底的にテストして、生産ニーズに最適な技術的パラメータを見つけることが重要です。
金属製品の表面仕上げの違い
私は金属の絞り加工と押し出し加工の専門家なので、金属製品の表面仕上げの特性については熟知しています。さらに、表面仕上げは金属部品の外観、有効性、実用性を決定する要因であるため、重要ではない部分です。いずれにしても、期待される表面仕上げの特徴は、いくつかの要件と動作制限を満たす必要があります。関連する問題に関する Google 検索の上位 3 つを見ると、次のような結論に至ります。
表面仕上げパラメータ: 金属製品の表面仕上げは、次のようなさまざまなパラメータによって決まります。
潤滑および冷却方法: 欠陥や表面強化を十分に活用することで、より良い仕上がりを実現します。
金型の種類と表面仕上げ: 金型の材質と表面の特徴によって、最終製品の粗さと品質が決まります。
描画または押し出しの速度: 一貫性を実現し、表面欠陥の数を減らすには、操作速度を制御することが非常に重要です。
材料特性: 強度や延性などの金属の固有の特性によって、達成される表面仕上げが決まります。
最適化の重要性: メーカーは、最適な表面仕上げを設計する際に、それぞれの製品とプロセスの要件を念頭に置く必要があります。メーカーは、関連文献や専門家の意見を考慮し、適切なベンチマークを実施して、特定の生産要件に適したパラメータに到達する必要があります。これにより、望ましい目標を達成し、伸線および押し出しプロセスにおける表面仕上げの品質を確保できます。
設計の最適化を通じてこれらのパラメータを注入および強化することで、製造業者は完成した金属製品の表面を管理および最適化し、美観と機能の期待に適切に対応できるようになります。
線引きと押し出しの一般的な用途

伸線:
電気配線: 伸線工程は冷間伸線技術の高度な形態であり、主に住宅、商業、産業システムなどの電気配線の製造に使用されます。この工程のパラメータにより、均一で滑らかなプロファイルを持ち、電気伝導性と絶縁性が最大限に高められたワイヤの製造が保証されます。
構造部品: 伸線加工は、建設、自動車、航空宇宙などの産業における構造部品の製造にも使用されます。伸線加工は、強度要件のある用途で使用するために必要な寸法と機械的特性を備えたワイヤの製造に役立ちます。
押し出し:
プラスチック製造: 押し出しは、プラスチック ファイル製造分野で最も重要な作業プロセスの 1 つです。また、溶融状態のプラスチックをパイプやチューブ、シート、プロファイルなどの他の形状に成形するためにも使用されます。これにより、一定の寸法と表面仕上げでより複雑な形状を作成できます。
金属製造: 金属製造に関して、押し出しは主にプロファイル、ロッド、チューブの製造に使用されます。これにより、建設、自動車、航空産業など、さまざまな業界で必要とされる特定の形状と物理的特性を持つ金属部品の製造が容易になります。
メーカーは、伸線加工と押し出し加工を使用して、さまざまな分野の要件を満たし、所定のサイズ、強度、表面仕上げの部品を製造できます。このような加工は柔軟性と制御性を提供するため、さまざまな業界の幅広い用途で重要になります。
電気・構造用線材
伸線加工は、構造および電源関連の要素に適用される主要な操作です。これは、金属線をダイに押し込んで断面を縮小し、その特性を高めるプロセスです。伸線加工は、通信、電気、建設業界における作業方法の 1 つであると認識しています。これにより、特定の断面、引張強度、および表面処理のワイヤを開発できます。伸線パラメータを正確に調整することで、メーカーはこれらの業界の重要なニーズに応えるワイヤを製造し、あらゆる用途で満足のいくパフォーマンスを確保できます。
プラスチックおよび金属製造における押し出し
押し出しは、プラスチックと金属の両方の製造で一般的な方法です。このプロセスは、材料を金型に押し込んで、必要な形状とサイズの製品を形成することです。プラスチックの押し出しの場合、このプロセスはパイプ、配管、チューブ、シートの製造に役立ちます。金属製造では、このプロセスはロッド、バー、プロファイルの作成に使用されます。
押し出し法を利用すると、製造プロセスの効率に複数の利点があります。連続的で一貫した断面を製造できますが、これは非常に複雑になることもあります。このプロセスは、生産率が高く、生産効率が高いため、大量生産製品に適用できます。さらに、押し出しプラスチックおよび金属部品は、耐久性などの品質が優れている傾向があることも注目されています。
ただし、押し出しの実行中に特定の問題が発生する場合があります。変形、引張、材料分布などの問題が発生すると、特性に欠陥が生じる可能性があります。ビレットの直径と断面の許容差は、製品の一貫性を保証する 2 つの要素です。最後に、押し出しプロセスによって表面が粗く不均一になる可能性があるため、期待される表面品質を達成することが難しい場合があります。
これらの課題に対処するために、メーカーはいくつかの技術と技法を使用しています。洗練されたダイ設計の使用と押し出しプロセスパラメータの慎重な選択により、歪みが大幅に減少し、引張特性が向上します。プロセス制御により、ビレットの高さと厚さ、および断面の一貫性も確保されます。押し出し品の表面品質を向上させるために、研磨と一部のコースティングも使用される場合があります。
プラスチックおよび金属業界では、製造業者が押し出し成形の本質的な特徴を習得するにつれて、このプロセスによってもたらされる機会を最大限に活用しながら、いくつかの課題を克服することができます。また、さまざまな製品の製造やさまざまな分野の開発にとっても重要です。
冷間引抜および押し出し金属の利点
私の仕事の過程で、私は金属の引抜き加工と押し出し加工を公然と支持したいと思います。なぜなら、これらの加工はそれぞれ金属を冷間引抜き加工および/または押し出す加工として知られているからです。これらの加工によって引抜き加工または押し出された金属は、冶金特性と精度を高める方法で変形されます。冷間引抜き金属は、引張強度、寸法精度、表面仕上げなどの優れた特徴があり、高い許容誤差が要求される用途に適していることが明らかになっています。一方、押し出し加工金属は、さまざまな形状、サイズ、デザインで製造できる能力と柔軟性があり、製造業者に大きな設計の自由を提供します。これにより、航空宇宙産業の構造部品、複雑な自動車部品、消費者向け電気機器など、さまざまな製品の製造が可能になります。一般に、冷間引抜き金属は、金属および金属部品の機械的特性、金属製品の寸法精度と表面品質、および設計の可能性の向上を目的としています。これらすべての側面により、これらの金属は今日の産業で不可欠なものとなっています。
金属引抜および押し出し加工における課題

金属製品の引き抜きおよび押し出しのプロセスには、最終製品の最大限の効果と最高の品質を実現するために適切に対処する必要がある独自の一連の問題が伴います。上記の問題を克服するには、材料の特性、プロセス体制、および高度な製造技術に関する十分な知識が必要です。このような課題は解決可能であり、適切な技術とツールの助けを借りて、メーカーは最高品質の金属部品と製品を製造できます。
変形と引張の問題への対処
変形と引張の要因は、金属の引き抜きと押し出しに直面する重大な課題であり、主に最終製品の品質と完全性に疑問を投げかけます。これらの問題に対処するために、製造業者は次の主な決定的なステップを考慮する必要があります。
プロセス パラメータ: 変形や引張要因を軽減するには、温度、ひずみ速度、潤滑などの適切なプロセス パラメータを設定する必要があります。これらのパラメータは、材料の特性と達成したい結果に応じて調整する必要があることに注意することが重要です。
ダイの設計: 材料の変形が激しい場合は、部品に加工される材料の流れが部分的に制御されるように、ダイの設計を最適化する必要があります。引張応力を最小限に抑え、必要な寸法精度を達成するために適切な調整が必要な要素には、ダイの角度、ランドの長さ、フィレットの半径などがあります。
材料の選択: そのため、材料の機械的特性と延性が、引抜きおよび押し出し時の材料の変形と引張係数に大きく影響することは直感的に明らかです。材料の選択は、強度、伸び、加工硬化挙動など、いくつかのパラメータを考慮して実行できます。
熱処理: したがって、変形量を減らし、金属の機械的特性を向上させる別の技術が提案されています。たとえば、焼鈍処理や応力緩和処理は、残留応力を効果的に緩和し、材料の延性を向上させ、変形や引張破損の可能性を減らします。
金型のメンテナンス: 金型の定期的な検査と修理は、寸法精度を維持し、変形の懸念を抑えるために不可欠です。金型の表面に摩耗や損傷がある場合は、生産される製品の品質の均一性を保証するために、すぐに修正する必要があります。
これらの技術を慎重に評価して採用することで、製造業者は計測技術と強化された機械的特性を備えた金属部品の設計と製造の両方において、変形と引張の問題を効果的に解決できます。
ビレットと断面の均一性の管理
製造において、完成品の品質と機能の一貫性を維持するには、ビレットと断面の均一性を効果的に管理する必要があります。これに取り組むと、いくつかの問題が発生します。最初の問題は、ビレット材料の種類に関するものです。強度、伸び、加工硬化特性など、必要な機械的特性を備えた材料の化学組成を使用する必要があります。さらに、C 型ボルト製造プロセスの鋳造で使用される温度と冷却速度を制御して、断面寸法のばらつきを回避する必要があります。
一方、バイメタルと断面の均一性を管理するために考慮すべき技術的パラメータには、次のようなものがあります。
金属の組成: 製造されたバイメタルが必要な機械的特性を満たしていることを確認します。
鋳造温度: 鋳造中に鋳造ラジエーター全体の温度が均一であり、断面間で温度差がないことを確認します。
システムを冷却する時間: コンポーネントを十分に冷却し、内部応力による断面の損傷や変化を回避するために、この時間を短縮します。
ビレットとサッシ。緑内障の厚さ。細長い - 長さ - 水平バルク要素、高さ: このセクションでは、バイメタルの寸法を監視および制御して、最適なプロファイルが維持されるようにします。
管理措置: 複合金属の寸法または組成の変化を最小限に抑えるために、是正措置と予防措置を講じる必要があります。
強調された要因と述べられた要因を考慮すると、製造業者はビレットと断面の均一性を制御し、寸法と機械的特性が高度な基準を満たす精密金属部品を製造できます。
製造における表面仕上げの改善
より優れた表面仕上げを実現するには、最終的な表面仕上げを決定する要因についての知識が不可欠です。Google.com に表示される上位 3 つの Web サイトを使用して、次のベスト プラクティスをまとめました。
まず、メーカーは最適な製造パラメータを見つける必要があります。これは、切削速度、送り速度、ツール形状など、切削プロセスに最適なパラメータを指します。表面仕上げの品質と材料除去の品質の間で適切な妥協点を見つけることが重要です。
第二に、効果的な潤滑の実践:機械加工面の潤滑は、発生する熱と摩擦の量を減らすために適切に行う必要があります。これにより、機械加工面の粗さが大幅に軽減されます。使用する潤滑剤の種類を適切に選択する必要があります。また、これを一貫して適用する必要があります。
第三に、ギアと研磨材を改善する必要があります。優れた形状とコーティングを備えた最新のツールと研磨材を使用することで、仕上げの改善を実現できます。ツール技術の進歩を常に追跡する必要があります。
4 番目に、振動を制御する必要があります。機械要素の剛性、減衰、安定性を最適化して機械の振動を制御することで、品質を低下させる可能性のある表面の傷を防ぐことができます。
第五に、後処理技術を使用する必要があります。より細かい表面を実現するには、研磨、電解研磨、化学処理などの他の後処理技術を使用する必要があります。
メーカー側が説明したこれらの技術により、表面仕上げを改善し、外観が改善されたより高品質な部品を製造できるようになります。
参考情報
よくある質問(FAQ)
Q: ワイヤードローイングとは何ですか?
A: 伸線加工は、ワイヤを単一のダイまたは一連のダイに通して引っ張ることで、ワイヤの断面積を縮小するために使用される金属加工プロセスです。これは冷間加工プロセスであり、一定の断面プロファイルを持つワイヤを生成します。
Q: 押し出しプロセスは描画プロセスとどう違うのですか?
A: 押し出しと引き抜きはどちらも成形プロセスですが、方法が異なります。押し出しでは、材料をダイに押し込んで目的の形状を形成しますが、引き抜きでは材料をダイに引き抜きます。押し出しは高温または低温で実行できますが、引き抜きは通常、冷間加工プロセスです。
Q: チューブ引き抜きにおけるマンドレルの役割について説明していただけますか?
A: チューブ引き抜きでは、マンドレルを使用してチューブの内径を支え、ダイを通して引き抜かれるときにチューブが目的の形状を維持するようにします。これにより、鋼管の厚さの精度と均一性が向上します。
Q: 「前方押し出し」とはどういう意味ですか?
A: 前方押し出しは、材料がダイの開口部と同じ方向に押し出されるプロセスです。これは、材料がラムの動きと反対方向に流れる後方押し出しとは対照的です。
Q: 伸線加工はなぜ冷間加工プロセスとみなされるのですか?
A: 伸線加工は室温または室温付近で行われるため、冷間加工プロセスと見なされます。このプロセスでは、熱を加えずに金属を金型に通して引き抜くため、ひずみ硬化によって材料が強化されます。
Q: 押し出しおよび引き抜き工程ではどのような種類の材料を使用できますか?
A: 押し出し加工や引き抜き加工では、アルミニウム、銅、鋼、真鍮など、さまざまな金属を使用できます。材料の選択は、最終製品の望ましい特性と用途によって異なります。
Q: 描画機はどのように機能しますか?
A: 引き抜き機は、ワイヤーをダイスに通して引っ張ることで、ワイヤーの直径を小さくし、断面の形状を変更します。この機械はワイヤーに張力をかけ、段階的に小さくなる一連のダイスにワイヤーを通し、目的の寸法を実現します。
Q: 「ホットドローイング」の意味は何ですか?
A: 熱間引抜加工とは、材料を加熱してから金型に通す加工のことです。これにより、材料を成形するために必要な力が軽減され、延性が向上し、破損することなく大きな変形が可能になります。
Q: 押し出しと冷間引抜きはどのように併用されますか?
A: 押し出しと冷間引抜きは、特定の形状とサイズを実現するために連続して実行される場合があります。最初に押し出しを使用して基本形状を作成し、次に冷間引抜きによって製品の寸法と表面仕上げをさらに改良します。






