




Com soldagem ou qualquer trabalho artesanal, a técnica, a força aplicada, o material usado e muitos outros aspectos afetam a qualidade e a resistência do produto final. Entre muitos, um dos componentes que vem para o cobre é a soldagem em si. Infelizmente, frases como "soldagem traseira" e "soldagem de suporte" são frequentemente mal compreendidas, levando à confusão até mesmo entre usuários experientes. O objetivo deste artigo é mostrar as diferenças entre os dois e explicar seus méritos específicos, usos e como eles contribuem para os processos de soldagem. Se o espaço permitir, o artigo explica como o suporte de cobre é aplicado nesses métodos de soldagem e os benefícios circunstanciais de cada um desses métodos.
O que é uma solda de apoio e por que ela é usada?

Obtendo os fundamentos das juntas soldadas
As juntas soldadas podem ser definidas como os pontos ou bordas de dois ou mais materiais (principalmente metais), que são fixados durante o processo de soldagem. Os principais tipos de juntas soldadas são juntas de topo, junta de canto, junta sobreposta, junta de borda e junta em T. Cada uma difere da próxima em alguns aspectos e é selecionada de acordo com o projeto definido, capacidades de carga e materiais usados. A escolha e preparação adequadas de uma junta soldada são importantes para a resistência, durabilidade e eficiência da solda.
A importância de uma tira de apoio na soldagem
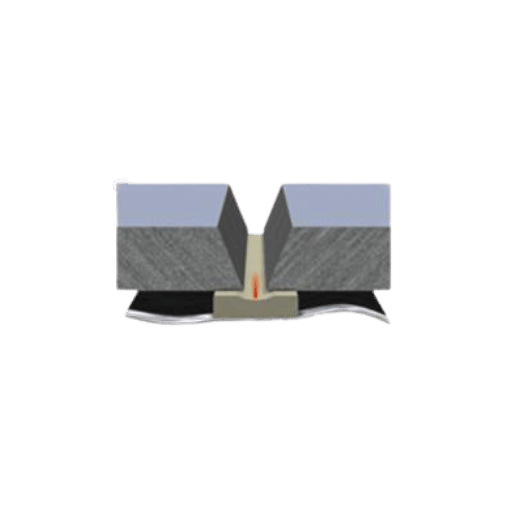
Uma das características mais importantes de uma tira de apoio é a garantia de alta qualidade das soldas, especialmente no que diz respeito a juntas soldadas de grande espessura. As tiras de apoio são aplicadas na parte traseira da junta para facilitar o suporte e a garantia de que os metais de base estejam completamente fundidos para soldagem. A tira de apoio auxilia na redução do defeito da solda, impedindo que o metal de solda fundido flua para fora da junta. Esses defeitos incluem penetração incompleta, porosidade e falta de fusão.
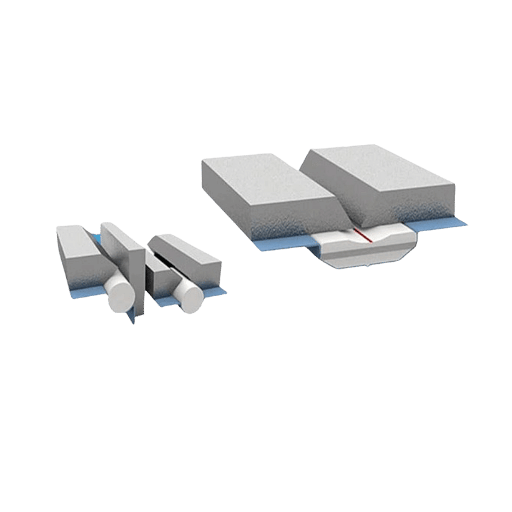
As tiras de apoio são frequentemente construídas do mesmo material que os metais base que estão sendo soldados, como cobre ou aço, e podem ser permanentes ou removíveis, dependendo do caso. Por exemplo, as tiras de apoio de cobre são perfeitas, pois seu suporte ajuda a dissipar o calor, evitando a distorção excessiva do metal. O uso de tiras de apoio de cerâmica é relativamente novo com o avanço da tecnologia, e são conhecidos por suportar muitas aplicações rígidas devido à sua estabilidade em altas temperaturas.
Na soldagem do lado inferior, as tiras de apoio são úteis quando o acesso ao outro lado da junta não está disponível. Como na construção naval e de oleodutos, as tiras de apoio dão suporte às soldas que precisam ser penetradas e reforçadas, auxiliando na resistência estrutural. Alguns pesquisadores sugerem que as tiras de apoio nesses casos podem aumentar a durabilidade de uma solda, tornando-a menos propensa a falhar sob carga.
É muito importante que a tira de apoio seja instalada com precisão; caso contrário, defeitos e desempenho ruim se tornarão mais prováveis. O uso de inspeção, encaixe e seleção de material deve ser tratado com o máximo cuidado se o desempenho desejado das tiras de apoio para operações de soldagem for alcançado.
Sabendo quando usar suporte em projetos de soldagem
O suporte de solda deve ser aplicado em projetos de soldagem por fusão quando há necessidade de adicionar suporte para soldas fortes e confiáveis. É útil em aplicações onde a penetração total é necessária, como soldas estruturais ou sistemas de alta pressão. Empregue o suporte ao trabalhar em materiais sensíveis a defeitos de raiz e também quando a junta de solda requer suporte adicional para suportar a carga. Esta técnica atinge o melhor alinhamento das peças soldadas, reduz defeitos e aumenta a integridade e a resistência da junta.
De que maneiras o revestimento de cobre melhora a qualidade da solda?
Benefícios do cobre e suas propriedades na evolução da soldagem.
Devido à excelente condutividade térmica e elétrica do cobre, ele pode ser usado efetivamente em aplicações de soldagem. Sua alta condutividade térmica minimiza o superaquecimento, ao mesmo tempo em que garante que a solda seja aquecida adequadamente, tornando menos provável o aparecimento de defeitos na solda. A superfície do cobre também não é reativa e, portanto, a contaminação é minimizada. Sua resistência e maciez permitem que ele seja usado em muitas configurações de juntas, dando melhor suporte à junta soldada e melhorando o grau de penetração da solda. Isso aumenta a qualidade da solda e melhora a confiabilidade em aplicações críticas.
Aplicação de suporte de cobre na soldagem de dutos
A soldagem de oleodutos é facilitada pelo uso de suportes de cobre, porque o suporte de cobre oferece suporte estável à solda e melhora o controle do calor. Ele fornece dispersão uniforme do calor para evitar problemas comuns como distorções, bem como queimaduras, e garante soldas precisas durante aplicações críticas de oleodutos. A resistência do cobre e a fusão com contaminantes também melhoram a limpeza e a consistência das soldas, o que o torna uma ferramenta importante na manutenção da integridade estrutural em oleodutos.
Comparação entre materiais de suporte de cerâmica e cobre
- Resistência ao calor. Materiais de suporte cerâmicos são excelentes em outros lugares onde temperaturas muito altas são envolvidas, eles são altamente resistentes à temperatura porque podem sustentar deformação. O cobre pode suportar muito calor, mas ele tem a capacidade de aliviar mais estresse térmico.
- Reutilização. Os suportes de cobre são muito resistentes e fortes, portanto podem ser reutilizados muitas vezes, enquanto os suportes de cerâmica, devido à sua natureza quebradiça, são propensos a rachaduras e são de uso único.
- Qualidade de soldagem. O cobre também melhora a qualidade da soldagem; as contaminações são reduzidas porque os suportes são mais limpos. Para o resto dela, o cobre não ajuda muito. Como foi escrito acima, a cerâmica ajuda, mas para suportar o metal fundido, ele faz uma barreira forte, mas pode ser danificado se não for cuidado.
- Eficiência de custos. O suporte de porcelana cacurada é caro, mas o cobre tem um custo inicial maior. O cobre, no entanto, tem muitas economias pós-utilização devido à sua resistência, durabilidade e por ser, no máximo, não perecível.
Após analisar os diversos argumentos a favor de cada material, fica evidente que tudo depende das particularidades do funcionamento da robótica de soldagem: o tipo de pedido, a potência da soldagem, os meios financeiros.
Diferentes técnicas de soldagem de soldas de apoio
Melhorando as soldas de apoio por meio da otimização de procedimentos com soldagem TIG
Para melhorar a eficiência dos procedimentos de soldagem TIG com soldas de apoio, as seguintes práticas devem ser sempre garantidas:
- Preparação conjunta – Corte a junta de modo que a solda tenha uma superfície limpa, livre de óleo, ferrugem, sujeira e outros contaminantes indesejados. Tal preparação previne defeitos de solda e melhora a qualidade geral da solda.
- Controle de Calor – Controle a corrente de saída do soldador e o calor do soldador com muito cuidado para garantir que não haja superaquecimento da peça de trabalho, pois isso pode levar ao derretimento do material de suporte inferior e da solda, danificando a integridade da solda.
- Escolha do eletrodo – Use um eletrodo de tungstênio que seja mais adequado ao material a ser soldado. Um exemplo é usar 2% de tungstênio toriado, que é mais adequado para soldas de precisão de alta qualidade.
- Compatibilidade do material de apoio – O material de suporte é usado para dar suporte à peça de trabalho e deve ser compatível com a peça de trabalho para melhor suporte e menos estresse térmico durante a soldagem.
A adesão a essas etapas proporciona uma vantagem em problemas comuns como porosidade ou fusão incompleta, além de problemas de qualidade e uniformidade da solda.
Obtendo Penetração Total com Procedimento de Soldagem
Na soldagem, há alguns elementos que, se devidamente abordados, permitirão a obtenção de penetração total.
- Preparação adequada da junta - Completamente superfícies de soldagem limpas para remover materiais indesejados e prepare a junta alinhando e auxiliando o chanfro, se necessário.
- Entrada de calor ideal – Para a espessura do metal base definido, selecione a amperagem e a voltagem corretas para o material base, de modo que a solda tenha a garantia de penetrar completamente na junta.
- Velocidade correta de viagem – Com velocidade de deslocamento constante e controlada, não deve ser permitido muito calor para evitar superaquecimento ou corte insuficiente.
- Empregando técnicas de apoio – Quando aplicável, uma barra de apoio ou gás de purga pode ser usado para controlar a poça de solda e permitir que a penetração total seja alcançada.
Ao controlar esses fatores, é possível obter a fusão completa da junta, o que resulta em uma solda mais forte e confiável.
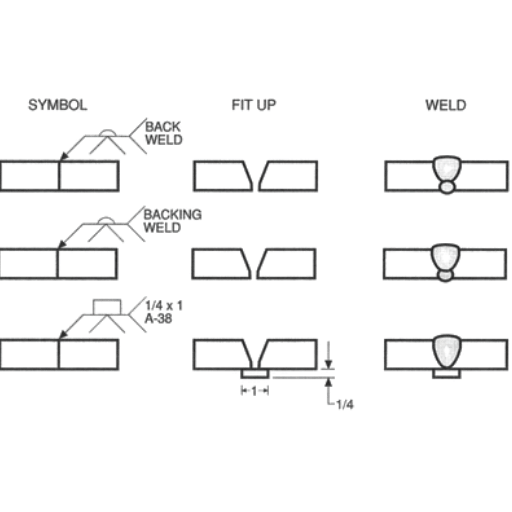
Importância do símbolo de solda em processos de solda traseira
Os símbolos de solda são um componente crítico dos processos de solda reversa, pois facilitam a troca clara de informações sobre os requisitos de solda e outras informações. Cada símbolo serve como um dispositivo para atribuir informações sobre a configuração da junta e o procedimento de soldagem necessário, juntamente com os resultados desejados da solda final. Os padrões da AWS (American Welding Society) enfatizam que os símbolos de solda são elementos básicos para auxiliar na prevenção de distorções na interpretação durante os períodos de fabricação e construção.
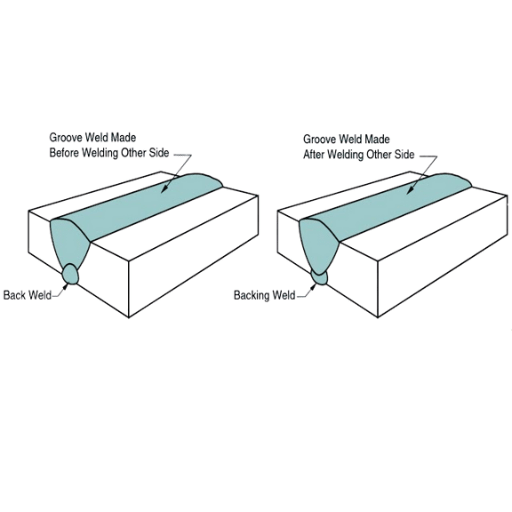
O símbolo de solda traseira, em particular, refere-se à colocação e ao método de aplicação do reforço de solda no lado oposto de uma junta. Isso é feito para garantir que haja penetração completa e integridade estrutural da junta de solda. A importância disso é pronunciada em situações de alto estresse, como em vasos de pressão e estruturas aeroespaciais, bem como em sistemas de tubulação onde as soldas são feitas devido à sua espessura incompletamente penetrada, pois tais defeitos podem levar a falhas desastrosas. Há evidências de que o desenvolvimento de um sistema claro e inequívoco de símbolos de soldagem reduz o nível de erro em até 30% e torna o cumprimento dos projetos mais eficiente.
Os símbolos de solda também garantem que não haja pontas soltas, o que auxilia na comunicação entre os engenheiros de projeto, os fabricantes e os inspetores de qualidade. Isso minimiza a quantidade de retrabalho necessária e aumenta a adesão aos critérios de controle de qualidade, como a ISO 5817, que controla o nível de falhas e imperfeições nas soldas. Além disso, os sistemas CAD modernos incorporam bibliotecas de símbolos de solda, eliminando a necessidade de entrada manual e, portanto, reduzindo a probabilidade de erros tipográficos e garantindo que haja uniformidade nas informações fornecidas nos desenhos técnicos. Seguir essas recomendações garantirá que os profissionais atinjam o grau necessário de qualidade das soldas traseiras em relação aos requisitos de segurança operacional e desempenho.
Retrabalhando aspectos para obter qualidade de soldagem com suporte.

Estratégias em linha para obtenção de penetração completa da junta (CJP)
Para atingir a Penetração Articular Completa (CJP), implemente as estratégias abaixo:
- Preparação adequada da junta: Limpe e prepare completamente os metais de base, eliminando qualquer ferrugem, óleo ou resíduos para que a penetração ideal da solda seja alcançada.
- Design de ranhura correto: Empregue o ângulo de ranhura e a abertura da raiz adequados em relação à espessura do material e aos requisitos do processo de soldagem.
- Pré-aqueça conforme necessário: O pré-aquecimento do material é útil e reduz o potencial de defeitos de solda, especialmente em aços mais espessos ou ligados. Siga o que é fornecido pelos códigos de soldagem pertinentes.
- Selecione o material de enchimento apropriado: Escolher material de solda de enchimento que corresponde ao metal base que está sendo trabalhado para garantir resistência durante e após a soldagem.
- Empregar materiais de apoio: Fixe barras de apoio, anéis ou tiras de cerâmica que darão suporte ao banho de solda para que a penetração total seja alcançada.
- Prática qualificada: Use soldadores certificados, altamente qualificados e que possam garantir que uma técnica uniforme seja executada de forma consistente, respeitando as especificações do projeto.
Esses fatores aumentam coletivamente as chances de obter uma solda CJP confiável e consistente dentro dos limites de segurança e estruturais.
Estratégias para preparar a raiz de uma junta de solda
- Limpe a área da raiz: Certifique-se de que a raiz da junta soldada esteja livre de qualquer graxa, óleo, ferrugem ou sujeira que possa contaminá-la. Para juntas não soldadas, use uma escova de aço ou esmeril. Se for uma junta soldada, use um limpador químico.
- Preparação de borda: Prepare as bordas da junta com a técnica de soldagem apropriada, como um chanfro ou ranhura que permitirá a penetração adequada. Use os projetos de junta prescritos contidos nos códigos de soldagem relevantes.
- Alinhamento correto: Certifique-se de que a junta esteja posicionada corretamente para que o espaço da abertura da raiz seja constante. Isso ajuda a evitar condições que podem produzir uma fusão de solda ruim.
- Pré-aqueça quando necessário: Ao trabalhar com certos metais, pré-aqueça para controlar o estresse térmico e minimizar defeitos como rachaduras. Não se esqueça de que o pré-aquecimento é baseado no padrão específico do material.
- Verificação de lacuna de raiz: Verifique a folga da raiz e certifique-se de que ela esteja em conformidade com os requisitos estabelecidos para o processo de soldagem escolhido. A folga da junta deve ser constante ao longo de todo o comprimento da junta.
A aplicação dessas medidas garantirá que as soldas produzidas sejam extremamente resistentes e não apresentem defeitos.
Maximizando o uso de técnicas de retificação na soldagem
Como uma habilidade de acompanhamento para soldagem, a retificação pode ser útil para melhorar a qualidade da solda. Antes que a soldagem possa começar, a retificação deve ser realizada para eliminar qualquer ferrugem, tinta e outros contaminantes de nível de superfície. Isso permite uma penetração mais profunda da solda, ao mesmo tempo em que diminui as chances de ocorrência de múltiplos defeitos. Após a soldagem, a retificação pode ser utilizada no polimento do cordão de acompanhamento, eliminando a escória ou respingos. Isso aumenta a integridade estrutural, bem como a estética da solda. A solda final é melhor quando as ferramentas e materiais abrasivos adequados são usados em relação ao metal específico que está sendo trabalhado. É aconselhável seguir as práticas de segurança adequadas para um procedimento de retificação seguro, o que pode incluir o uso de algumas roupas de proteção.
Buscando compreender as distinções entre solda de apoio e juntas soldadas.
Comparação entre solda traseira e solda principal.
A solda principal, também conhecida como solda principal, descreve uma solda definidora realizada para amalgamar dois componentes metálicos na estrutura para garantir a continuidade. Esta figura demonstra a solda mais complexa e principal dentro de qualquer estrutura.
Uma solda traseira é uma solda feita no lado reverso de uma junta para ajudar a suportar a solda primária, se necessário. É uma forma de solda de ranhura de um lado. Soldas traseiras são usadas para certas juntas que precisam ter o estresse aliviado para garantir a penetração completa e para ajudar a eliminar vazios ou falta de fusão, especialmente em juntas de alto estresse.
Exemplos de distinções importantes estão localizados em seus objetivos e posicionamento. Enquanto a solda principal visa criar uma boa conexão, a solda posterior visa aumentar a resistência e, como resultado, a confiabilidade. Ambas são igualmente importantes para fornecer juntas de qualidade que não tenham defeitos em aplicações críticas.
O lado da solda: frente x verso
O lado frontal da solda se refere à superfície ou lado da junta que, na maioria dos casos, tem o cordão de solda principal depositado sobre ela. É principalmente o lado exposto à vista do membro, e é crítico para a resistência da solda.
O lado de trás da solda é onde o trabalho adicional, como soldas de apoio, se necessário, é feito para reforçar a conexão. Este lado cuida de garantir que houve penetração completa e corrige quaisquer problemas possíveis, como defeitos fundidos incompletamente, aumentando a integridade da solda. Em usos críticos, ambas as extremidades precisam ser verificadas e processadas adequadamente para obter uma solda confiável, que tem certos padrões.
Situações em que são necessárias soldas de fundo ou de reforço
Esses métodos de soldagem são frequentemente usados em indústrias onde a integridade da junta é tão importante quanto a indústria aeroespacial, a construção de vasos de pressão ou encaixe de tubos e construção estrutural. Esses métodos de soldagem têm uma grande vantagem em casos onde há uma exigência de boa penetração e uma baixa probabilidade de falha devido ao estresse ou pressão imposta em juntas apertadas.
Por exemplo, com a soldagem de tubos, a soldagem traseira garante que a raiz da solda interna seja totalmente penetrada e capaz de sustentar a força total, o que é necessário para tubos que transportam líquidos e gases de alta pressão. Da mesma forma, para a fabricação de vasos de pressão, as soldas traseiras ajudam a fortalecer a junta para que o vaso possa suportar a pressão interna sem comprometer a estrutura.
Os dados mostram que certos setores, como petroquímico e geração de energia, tendem a empregar soldagem traseira para atender a rigorosa conformidade de segurança. A implementação adequada de procedimentos de soldagem traseira durante a fabricação comprovadamente minimiza a falha de solda em até 40%, ilustrando sua eficácia em aumentar a confiabilidade.
Além disso, as soldas traseiras são cruciais para atender aos códigos e padrões de soldagem, como ASME ou AWS. Essas diretrizes frequentemente sugerem ou exigem soldas traseiras ou de apoio para aplicações críticas de juntas para aumentar a segurança e a funcionalidade. Esses métodos que fortalecem a fusão de poros enquanto corrigem falhas são componentes cruciais dos métodos modernos de soldagem.
Perguntas Frequentes (FAQ)
P: Diferencie solda reversa de solda de suporte.
R: Uma solda traseira é realizada após o lado frontal da solda ter sido concluído, enquanto uma solda de apoio é feita antes da solda principal. Uma solda de apoio se torna integral com a junta durante o processo de fusão, enquanto uma solda de apoio serve ao propósito de reforçar a solda principal.
P: Quais materiais são mais populares para soldas de suporte?
R: Uma solda de apoio pode ser fabricada a partir de vários materiais, como cobre, materiais cerâmicos ou até mesmo metais básicos dos materiais que estão sendo soldados. A popularidade do cobre surge de sua condutividade térmica, bem como de suas características antiaderentes. Outros soldadores usam alguma forma de tiras de apoio temporárias feitas de folha de cobre ou outros materiais que passam por remoção após a soldagem.
P: Qual é o impacto do revestimento de cobre no processo de soldagem?
A: O suporte de cobre auxilia no gerenciamento da poça de solda e na mitigação da queima durante a passagem da raiz. Como um dissipador de calor, ele permite uma penetração mais suave na parte frontal e melhores soldas. A folha de cobre pode posicionar e dimensionar o cordão de solda usando linhas de referência e faz isso facilmente.
P: Quando é necessário concluir uma solda de apoio primeiro?
R: Em certas aplicações complexas e críticas, é obrigatório no WPS para garantir a penetração e o suporte completos da solda primária que uma solda de apoio seja concluída primeiro. Isso vale para juntas de alto estresse e materiais mais espessos, onde há risco inerente de danos ou distorção na junta de solda.
P: O suporte de cobre é apropriado para todos os metais?
R: Nem todos os metais podem aceitar suporte de cobre, apesar de sua versatilidade. Ligas de aço inoxidável e a maioria dos aços aceitam. No entanto, algumas ligas de alumínio que são sensíveis ao cobre precisam usar outras formas de suporte. Sempre consulte seu WPS ou um engenheiro de soldagem para compatibilidade de material específico.
P: Como você se livra do revestimento de cobre após a soldagem?
R: O suporte de cobre é projetado para ser removido e, portanto, não é fixado mecanicamente à solda. Após a soldagem, ele geralmente pode ser removido após bater levemente ou removê-lo da costura de solda. Em alguns casos, pode ser necessária goivagem ou goivagem traseira que remove o cobre residual para garantir um perfil de solda limpo. Sempre observe as medidas de segurança ao trabalhar com materiais de suporte.
P: Você poderia discutir alguns benefícios do uso de suporte de cobre na soldagem?
R: O suporte de cobre fornece muitos benefícios, como a redução de burn-through em materiais mais finos, melhoria no suporte da poça de solda durante a penetração e melhoria na aparência do lado da raiz da solda e diminuição na necessidade de goivagem traseira. Além disso, ele estimula uma velocidade de soldagem mais rápida e redução de furos de soldagem ou outros defeitos no passe da raiz.
P: Quais são as desvantagens de usar revestimento de cobre em uma solda?
R: Há limitações para os aspectos favoráveis do suporte de cobre. Ele pode adicionar custos para materiais, bem como para tempo/esforço na preparação, pode precisar de algum acessório específico para suportar o suporte e pode resultar na inclusão de cobre na solda se não for usado corretamente. Além disso, o suporte tem que ser cortado, o que complica o procedimento de soldagem.
Fontes de Referência
- Função:
Estimativa de penetração de soldagem de suporte GMA com base em parâmetros de geometria da poça de solda
- autores: Junfen Huang, Long Xue, Jiqiang Huang, Yong Zou, Ke Ma
- Diário: Revista Chinesa de Engenharia Mecânica
- Data de publicação: 2019-06-18
- Principais conclusões:
- O objetivo desta pesquisa é estimar a soldagem de apoio utilizando processos de arco elétrico a gás (GMA) por meio da análise da geometria da poça de fusão.
- Isso proporcionou compreensão sobre a otimização dos métodos de soldagem no modelo proposto pelos autores, que vinculou os parâmetros de geometria da poça de solda com a profundidade de penetração.
- Metodologia:
- Para desenvolver um modelo preditivo de profundidade de penetração, os pesquisadores realizaram experimentos e calcularam a geometria da poça de solda formada durante a soldagem GMA.
- Função:
Estudo sobre solda de suporte de tubo de forno de liga MANAURITE 900
- autores: Wang Xiaoju
- Diário: Tecnologia de trabalho a quente
- Data de publicação: 2021-04-28
- Principais conclusões:
- A utilização de tubos de fornalha de liga MANAURITE 900 requer atenção meticulosa para preservar a oxidação e garantir a qualidade da solda. Este artigo também destaca a necessidade de proteger o lado traseiro da solda durante a soldagem de apoio.
- Como o estudo demonstrou, o emprego de um fluxo de soldagem blindado específico melhorou a qualidade da solda e diminuiu a oxidação.
- Metodologia:
- O autor testou a qualidade da solda com vários testes após comparar as técnicas clássicas de soldagem de suporte juntamente com um fluxo específico com a soldagem de suporte com um fluxo específico.
- Função:
Simulação numérica sobre o efeito das placas de apoio na temperatura da junta e na qualidade da solda em FSW ar e imerso de AA2014-T6
- autores: N. Ghetiya, Kaushik M. Patel
- Diário: O Jornal Internacional de Tecnologia de Manufatura Avançada
- Data de publicação: 2019-08-29
- Principais conclusões:
- Esta pesquisa explora o impacto das placas de apoio na distribuição de temperatura e na qualidade da solda durante a soldagem por fricção e agitação da liga de alumínio AA2014-T6.
- As descobertas sugerem que as placas de apoio, quando utilizadas, podem melhorar consideravelmente a qualidade da solda ao proteger as condições de temperatura.
- Metodologia:
- Os autores conduziram simulações numéricas para estimar campos de temperatura durante o FSW e estudaram como diferentes configurações de placas de apoio impactam o aumento da temperatura e a qualidade da solda.
- Função:
Efeitos do tipo de ranhura dupla na penetração da solda de apoio na soldagem MAG vertical ascendente com arco oscilante
- autores: X. Cai, S. Lin, Y. Cheng, D. Yang, C. Yang, C. Fan
- Diário: Soldagem no Mundo
- Data de publicação: 2019-06-01
- Principais conclusões:
- Este estudo investiga os efeitos de vários tipos de ranhura dupla na penetração da solda de apoio na soldagem MAG vertical ascendente com arco oscilante.
- A pesquisa chega à conclusão de que certas configurações de ranhuras podem auxiliar a penetração e melhorar a qualidade da solda.
- Metodologia:
- Os autores realizaram soldagens experimentais com diferentes configurações de ranhuras e calcularam a penetração e a qualidade da solda resultante.
- Soldagem
- Aço



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


