




Gravação a laser em metal: escolha o laser, a potência e as configurações certas para cada material.
A gravação a laser em metal é o único processo de marcação que atinge a profundidade de um projeto Solve para UID industrial, armaria, joalheria e sinalização em um único fluxo de trabalho — no entanto, a maioria dos guias online ignora os parâmetros que determinam se um trabalho leva 30 segundos ou 30 minutos para ser concluído. Este guia reúne informações sobre física de absorção, classes de segurança ANSI e configurações de potência/velocidade/frequência específicas para cada metal, extraídas de literatura especializada, em uma referência prática e acessível a operadores, que funciona com metais como aço inoxidável, alumínio e latão.Especificações rápidas — Gravação a laser em metal em resumo
| Faixa de potência | 20W – 100W (fibra); 5W – 200W (CO2 + spray); 5W – 10W (UV) |
| Wavelength | 1064 nm (fibra, dominante), 10,600 nm (CO2), 532 nm (verde), 355 nm (UV) |
| Profundidade típica de gravação | 0.005″ – 0.020″ (0.13 – 0.51 mm) por passada |
| A melhor opção é o metal nu. | Aço inoxidável, aço macio, titânio, alumínio anodizado |
| Metais refletivos | Fibra MOPA ou laser verde de 532 nm; isolador de retroreflexão integrado necessário. |
| Segurança (Safety) | Cabine de Classe 4 ANSI Z136.1-2022 ou EPI completo; sistema de extração de fumos em conformidade com as normas da OSHA. |

O que é gravação a laser em metal — e por que ela é melhor do que a corrosão e a marcação?
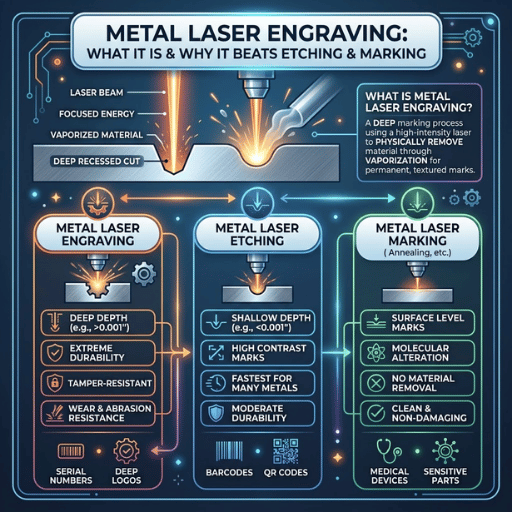
| Processo | Profundidade | Mecanismo | Mais Adequada Para |
|---|---|---|---|
| Gravura | 0.13 - 0.51 mm | Vaporização (sublimação) | Armas de fogo, identificação profunda, decorativas |
| Gravura | 0.025 - 0.076 mm | Fusão superficial + oxidação | Números decorativos + de série |
| Marcação | Apenas na superfície (sem remoção) | Mudança de cor / recozimento | UDI, rastreabilidade MIL-STD-130 |
Qual a diferença entre gravação a laser, corrosão a laser e marcação a laser em metal?
A gravação remove material, deixando uma cavidade visível que pode ser sentida; a corrosão derrete uma fina camada do material, fazendo com que ele se reforme, alterando a cor e a textura sem remoção mensurável de material; e a marcação (incluindo as marcas de recozimento com mudança de cor, populares em aço inoxidável) são alterações químicas apenas na superfície, deixando-a intacta. Essas distinções são importantes porque os requisitos de profundidade variam de acordo com o uso. Enquanto o requisito da ATF 27 CFR 479.102 para um número de série de arma de fogo é de 0.003 polegadas de profundidade, um dispositivo médico de classe 7 UDI por FDA 21 CFR 801.20 Pode ser apenas uma marca química, desde que seja permanentemente legível por máquina. Para uma análise mais aprofundada das diferenças entre marcação e gravação, consulte nossa explicação detalhada sobre o assunto. marcação a laser versus gravação e corrosão química versus corrosão a laser.Qual tipo de laser é superior em metal: fibra vs CO2 vs MOPA vs UV vs diodo?
| Tipo de laser | Wavelength | Metal nua | Metal Revestido | Mais Adequada Para |
|---|---|---|---|---|
| Fibra | 1064 nm | ✔ Excelente (aço, aço inoxidável, titânio, alumínio) | ✔ Bom | 95% dos empregos na indústria metalúrgica |
| Fibra MOPA | 1064 nm (pulso ajustável) | ✔ Excelente + cor | ✔ Excelente | Marcação de cores em aço inoxidável, joias |
| CO2 | 10,600 nm | ✘ Absorção deficiente (<5%) | ✔ Com CerMark / spray | Peças revestidas, sinalização |
| UV | 355 nm | ✔ Marcação a frio (sem HAZ) | ✔ Plástico sobre metal | Médico, eletrônica |
| Diodo (450 nm) | Azul de aproximadamente 450 nm | ✘ Marca superficial apenas em aço inoxidável escuro | ✔ Com spray | Hobby, multimaterial |

É possível gravar metal com um laser de CO2?
Não diretamente. Um laser de CO2 com comprimento de onda de 10,600 nm apresenta menos de 5% de absorção em aço, alumínio, latão ou aço inoxidável sem revestimento — o feixe é quase todo refletido. Os sistemas de CO2 gravam metal somente quando a superfície é revestida com um spray de marcação (CerMark, dissulfeto de molibdênio ou equivalentes termocrômicos). Esse revestimento absorve o feixe, transfere calor para o metal e fixa uma marca preta no substrato. A combinação de CO2 e spray funciona para copos térmicos, troféus e sinalização, mas não substitui a impressão por fibra óptica para serialização em larga escala.É possível gravar metal com um laser de diodo?
Os lasers de diodo de 450 nm podem marcar alumínio anodizado, aço inoxidável escuro ou qualquer revestimento metálico, mas não conseguem gravar metais reflexivos sem revestimento. Os feixes de diodo derretem a camada anodizada e oxidam o aço inoxidável, deixando uma marca escura, mas não vaporizam o substrato. Para hobbistas, a pulverização resolve o problema da absorção em máquinas de diodo que utilizam peças de metal para joias. Algumas unidades híbridas de mesa combinam uma fonte de diodo com um pequeno módulo infravermelho de 2 W — o infravermelho de 2 W cuida da marcação em metais claros, enquanto o diodo cobre madeira, acrílico e couro. Esses designs intrincados em peças de metal para joias são um caso de uso comum para iniciantes. Marcações profundas, táteis e de alto contraste em aço/cobre sem revestimento exigem que o laser de diodo seja direcionado para outro local. Além de fibra óptica e CO2, veja nossa análise de Comparação entre laser de fibra e laser de CO2, cinco comprimentos de onda de laser comunse nossa visão geral de fundamentos do tipo laserA tecnologia laser subjacente a todas as cinco fontes se resume a comprimento de onda × densidade de potência × perfil de pulso.Gravação em alumínio (anodizado vs. sem anodização): potência, velocidade e o truque de cores da MOPA
O alumínio se comporta de maneira diferente dependendo se está sem revestimento ou anodizado — e a maioria dos guias online junta os dois em uma única tabela de parâmetros, razão pela qual os iniciantes desgastam rapidamente as camadas anodizadas. O alumínio anodizado possui uma superfície de óxido porosa com 7.6 a 25 µm de espessura (Tipo II por MIL-A-8625Este óxido absorve a energia do laser de forma eficiente e fica branco quando o feixe expulsa o corante dos poros. O alumínio puro reflete mais, requer maior potência para marcas visíveis e sublima completamente em uma cavidade profunda.| Tipo de Alumínio | Potência (fibra de 30W) | Agilidade (Speed) | Frequência | Resultado |
|---|---|---|---|---|
| Alumínio exposto (marca branca) | 100% | 2,000 mm / s | KHz 55 | marca de superfície branca fosca |
| Alumínio anodizado (remoção de corante) | 30 -% 60 | 2,000 - 3,000 mm / s | 30 - 50 kHz | Marca branca nítida, óxido intacto |
| Alumínio nu (gravação profunda) | 100%, 3 a 5 aprovações | 800 - 1,200 mm / s | 20 - 40 kHz | Cavidade tátil 0.05 – 0.15 mm |
Uma camada de anodização padrão Tipo II, de acordo com a norma MIL-A-8625, mede de 0.000076″ a 0.001″ (1.9 a 25.4 µm). A gravação com potência acima de 50% nessa camada perfura o alumínio até atingir o material exposto em uma única passada, destruindo o efeito de remoção do corante — a marca fica cinza em vez de branca. Se você precisa do aspecto fosco brilhante, mantenha a potência abaixo de 60% com uma fibra de 30 W e faça um teste em um canto descartável primeiro.
Gravação em aço inoxidável: 304 vs 316 e recozimento para marcação colorida.

| Efeito | Potência (30W MOPA) | Agilidade (Speed) | Largura do pulso | Frequência |
|---|---|---|---|---|
| Gravura preta | 50% | 300 mm / s | 100 ns | KHz 30 |
| Recozimento vermelho | 45% | 1,000 mm / s | 60 ns | KHz 400 |
| Recozimento azul | 45% | 1,000 mm / s | 6 ns | KHz 300 |
| Recozimento verde | 25% | 1,000 mm / s | 15 ns | KHz 350 |
Latão, cobre e metais preciosos: o problema da refletividade (e como o MOPA o resolve)
Metais reflexivos representam o maior desafio na gravação a laser em metais. O cobre reflete cerca de 95% da energia de um laser de fibra de 1064 nm de volta para a fonte. O latão apresenta uma absorção de aproximadamente 70%, enquanto a prata chega a cerca de 96%. A energia não absorvida não só pode não ser gravada, como também retorna através da óptica e pode danificar os diodos de bombeamento da fonte de laser em poucos minutos de operação em uma superfície polida. Três soluções estão funcionando. Primeiro, alterar o comprimento de onda: um laser verde de 532 nm absorverá cerca de 40% da energia em vez de 5%, eliminando o problema da reflexão em nível físico. Segundo, utilizar uma fibra MOPA com um isolador de retroreflexão em linha e ajustar a largura do pulso para 2-6 nanossegundos, obtendo um ataque curto e de alta potência de pico que romperá a barreira de refletividade. Terceiro, se você ocasionalmente realiza trabalhos em latão com uma fibra padrão, utilize parâmetros conservadores, conforme tabelado abaixo.| Metal | Refletividade a 1064 nm | Abordagem recomendada |
|---|---|---|
| Resina | ~% 70 | Fibra óptica padrão de 30 W: 100% de potência, 200 mm/s, 45 kHz (marca preta) |
| Cobre | ~% 95 | Verde de 532 nm ou isolador MOPA + |
| Silver | ~% 96 | 532 nm verde ou MOPA pulsado de curta duração (ns) |
| Gold | ~% 95 | MOPA pulso curto + ciclo de trabalho baixo |
Operar um laser de fibra em cobre polido sem um isolador de retroreflexão pode danificar os diodos de bombeamento em 5 a 10 minutos. Técnicos de campo em vários tópicos do fórum LightBurn afirmam que este é o erro mais caro que se pode cometer em alvos metálicos reflexivos. Verifique a especificação de retroreflexão máxima permitida da sua fonte de laser antes do primeiro uso em cobre sem revestimento.
Potência, Velocidade e Frequência: Guia de Configurações da Metal

| Metal | Poder % | Velocidade (mm / s) | Frequência (kHz) | passes |
|---|---|---|---|---|
| Aço inoxidável (gravação preta) | 50% | 300 | 30 | 1 - 3 |
| Aço inoxidável (cor, MOPA) | 25 -% 45 | 1,000 | 300 - 400 | 1 |
| Alumínio exposto (marca branca) | 100% | 2,000 | 55 | 1 |
| Alumínio anodizado | 30 -% 60 | 2,000 - 3,000 | 30 - 50 | 1 |
| Resina | 100% | 200 | 45 | 2 - 3 |
| Cobre (verde ou MOPA) | 80 -% 100 | 100 - 300 | 20 - 30 | 3 - 5 |
| aço macio | 60 -% 80 | 800 - 1,500 | 30 - 45 | 1 - 2 |
| Titânio | 40 -% 60 | 600 - 1,000 | 25 - 40 | 1 |
| Ouro (MOPA) | 30 -% 50 | 500 - 1,000 | 200 - 400 | 1 - 2 |

Deseja receber este guia prático, além de informações sobre as faixas de potência estendidas para lasers de fibra de 50 W e 100 W, em formato PDF para impressão? Entre em contato e enviaremos para você — sem necessidade de cadastro por e-mail.
Solicite a Folha de Parâmetros →Sprays de marcação e preparação de superfície: quando você precisa do CerMark e quando não precisa.
O que você pulveriza sobre o metal para gravar a laser?
Sua resposta se divide claramente pelo tipo de laser. Lasers de CO2 e lasers de diodo não marcam metal sem revestimento, pois seu comprimento de onda simplesmente reflete na superfície. Eles precisam de um spray termocrômico (CerMark, Brilliance ou qualquer conversor à base de dissulfeto de molibdênio) na superfície para absorver o feixe de laser, aquecer e formar uma marca preta química no substrato. Lasers de fibra não requerem spray em metal sem revestimento; o comprimento de onda de 1064 nm é absorvido pelo substrato. Abaixo, esta árvore lógica resolve a questão em 30 segundos.- Necessário spray CO2 + metal nu (CerMark ou equivalente)
- CO2 + metal revestido/pintado/anodizado. Geralmente não é necessário; o revestimento existente absorve.
- É necessário spray de diodo + metal refletivo para marcas visíveis.
- Diodo + aço inoxidável escuro ou alumínio anodizado, sem necessidade de pintura.
- Fibra + metais ferrosos ou alumínio sem revestimento; absorção direta
- A aplicação de fibra óptica com spray de cobre/prata/ouro raramente resolve o problema; opte por fibra verde ou MOPA.
Segurança e metais que você NUNCA deve gravar.
- Evite o aço galvanizado – os vapores de zinco causam febre dos vapores metálicos. Diretrizes da OSHA sobre riscos respiratórios Aplica-se; a agência lista revestimentos ricos em zinco como um risco ocupacional reconhecido.
- Evite o cobre-berílio — o berílio é um carcinógeno humano do Grupo 1 (IARC) com um limite de exposição permissível (PEL) de 8 horas, segundo a OSHA, de 0.2 µg/m³, um dos PELs mais baixos da norma. Veja Norma OSHA sobre berílio.
- Recusar PVDF e ligas revestidas com PTFE – elas emitem vapores de fluoreto de hidrogênio e partículas de fluoropolímero, um grave risco para os pulmões e os olhos.
- Rejeitar ligas de chumbo e latão com chumbo >0.5% Pb — a fumaça de chumbo atravessa a barreira hematoencefálica; PEL da OSHA 50 µg/m³.
- Elimine o revestimento de cádmio e as ligas de cádmio do fluxo de trabalho — a fumaça é cancerígena; PEL 5 µg/m³.
O metal gravado a laser enferruja?
O aço inoxidável pode enferrujar ao longo da linha de gravação se o processo remover a camada de passivação de óxido de cromo e a peça for exposta a cloretos sem repassivação. O risco existe, mas é controlável: mantenha a profundidade de gravação rasa sempre que possível e envie as peças destinadas ao uso marítimo ou em contato com alimentos para um banho de passivação com ácido cítrico (conforme ASTM A967). O aço carbono e o aço macio enferrujarão no local gravado por padrão – aplique um acabamento transparente, óleo ou tratamento anticorrosivo pós-gravação. A sua proteção mínima do lado do operador é simples. Coloque o laser dentro de uma caixa Classe 1 que atenda aos padrões de controle de segurança ANSI Z136.1-2022 Classe 4 ou use EPI Classe 4 (óculos de segurança a laser no comprimento de onda aplicável, máscara de fumos). Conecte um extrator de fumos HEPA + carvão ativado cuja capacidade de fluxo de ar corresponda à potência do seu laser. Para obter informações sobre o dimensionamento da extração de fumos, consulte nosso [link para o manual/recurso específico]. guia de dimensionamento de extração de fumos e a visão geral de Noções básicas de segurança a laser.Aplicações reais: da rastreabilidade industrial às placas personalizadas.
A gravação a laser em metal abrange desde programas de rastreabilidade aeroespacial de nove dígitos até pequenas joalherias de fim de semana — e tudo o que há entre esses dois extremos, incluindo placas de metal gravadas, armas de fogo personalizadas, placas de ferramentas com marca e joias personalizadas com padrões intrincados de arabescos. Abaixo, esta matriz mapeia as categorias de aplicação mais comuns aos padrões que as regem e ao tipo de laser que cada uma exige.| Aplicação | Padrão/Especificação | Laser necessário |
|---|---|---|
| Peças UID de defesa | MIL-STD-130 (Matriz de Dados 2D ECC200) | Fibra 30 – 50W |
| Dispositivo médico UDI | FDA 21 CFR 801.20 | Fibra 20-30W ou UV |
| Armas de fogo (comerciais) | ATF GCA 1968 (profundidade ≥0.003″) | Fibra 30 – 50W |
| marcação de joias | Sistemas nacionais de certificação (BIS, UK Assay) | Fibra/MOPA 20W |
| Placas de identificação industriais | Rastreabilidade ISO 9001 | Fibra 30 – 60W |
| Promocional / prêmios | Não existe norma regulamentar | Fibra/MOPA 20 – 30W ou CO2 + spray |
“A marcação a laser ainda é o método DPM predominante para conformidade com o UDI da FDA, pois deixa um código permanente e legível por máquina sem danificar a superfície do dispositivo.” — Diretrizes de conformidade do setor, Laser Mark Technologies, 2024
Perspectivas da Indústria para 2026: Marcação de Cores MOPA, Adoção de UV e Foco Automático com IA

É possível gravar metal com laser UV?
Sim, lasers UV de 355 nm marcam e gravam superficialmente quase todos os metais, exceto alguns poucos, porque comprimentos de onda mais curtos são absorvidos facilmente por todos os metais, incluindo os reflexivos que impedem a passagem da fibra de 1064 nm. Uma desvantagem: os feixes UV são mais lentos para gravações profundas e custam mais por watt. Na produção, as fontes de laser UV são usadas exclusivamente para aplicações onde o dano térmico ao material circundante é intolerável: implantes médicos, microeletrônica, placas de identificação de plástico sobre metal. Se a sua previsão de capacidade para 2026 envolver uma variedade de plásticos e metais, o custo adicional inicial poderá ser recuperado em cerca de um ano. O volume de buscas por gravação em aço inoxidável aumentou 23% em relação ao ano anterior, segundo dados do final de 2025, e as consultas sobre gravação em latão apresentaram um aumento comparável. Esses sinais apontam para uma demanda contínua tanto de pequenas empresas quanto de compradores industriais, e não para sazonalidade.Perguntas frequentes

P: A gravação a laser em metal é permanente?
Ver resposta
P: O metal gravado a laser enferruja?
Ver resposta
P: Como faço para escurecer a gravação a laser em metal?
Ver resposta
P: É possível remover gravações a laser de metal?
Ver resposta
P: Qual será o preço de uma gravadora a laser para metais em 2026?
Ver resposta
Precisa de um laser de fibra dimensionado para sua carga de trabalho em metal?
A UDTECH fabrica sistemas de gravação a laser em metal que se adequam às suas necessidades de material, potência e produtividade.
Solicite um orçamento →Sobre esta análise
As tabelas de parâmetros neste guia baseiam-se em dados cruzados da Heatsign, OMG Laser, BCAMC e relatórios de operadores validados em fóruns. Os valores de refletividade citam a literatura sobre absorção de laser do NIST e da indústria. As normas de segurança fazem referência à ANSI Z136.1-2022 e aos limites de exposição permitidos pela OSHA, conforme publicado em 2025. Os resultados em sua máquina podem variar de 5 a 15%, dependendo da limpeza da lente, da precisão do foco e do lote do material — verifique em um canto descartável antes da produção em série.
Artigos Relacionados
- Compatibilidade de materiais para marcação a laser de fibra — Guia completo de referência
- Marcação a laser para metais preciosos — Processo e normas
- Vale a pena comprar uma gravadora a laser? Análise de ROI
- Principais fabricantes de máquinas de corte a laser de CO2 em 2025
- Aplicações de laser de precisão na fabricação industrial
- Os cinco tipos de laser mais comuns explicados
Referências e fontes
- NIST IR 8538 — Avaliação Destrutiva para Processos de Fabricação Aditiva de Metais (2024) — Instituto Nacional de Padrões e Tecnologia
- Norma OSHA sobre Berílio — Administração de Segurança e Saúde Ocupacional dos EUA
- OSHA — Risco Geral: Irritação Respiratória e Intoxicação Sistêmica — Administração de Segurança e Saúde Ocupacional dos EUA
- Visão geral das normas da OSHA sobre riscos relacionados a lasers — Administração de Segurança e Saúde Ocupacional dos EUA
- 21 CFR 801.20 — Rótulo deve conter um Identificador Único de Dispositivo (UDI) — Administração de Alimentos e Medicamentos dos EUA / eCFR
- ANSI Z136.1-2022: Uso seguro de lasers — Instituto Nacional de Padrões Americano
- ANSI Z136.1 — Norma para o Uso Seguro de Lasers — Instituto de Laser da América
- Gravação a laser — Referência da indústria - Wikipedia
- Relatório de Mercado de Processamento a Laser 2025–2032 — Mercados e Mercados



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)

