




Furadeiras: O Guia Completo para Tipos, Seleção e Manutenção
Hoje, a furadeira continua sendo uma das ferramentas de usinagem mais populares em oficinas de manufatura, construção e manutenção em todo o mundo. Seja para furar uma única vez um suporte de aço ou para usinar milhares de passagens idênticas em um cabeçote de cilindro, escolher a categoria de furadeira adequada garante precisão, produtividade e um custo razoável por furo. As informações a seguir abrangem todas as categorias de furadeiras ainda em produção, explicam como escolher entre elas e descrevem rotinas de manutenção que prolongam a vida útil dos rolamentos do fuso muito além do que a maioria dos operadores imagina.
Especificações rápidas — Visão geral da furadeira
| Faixa de velocidade do eixo | 150 – 15,000 RPM (variável conforme o tipo) |
| Faixa de diâmetro do furo | 3 mm – 200 mm+ (furação escalonada para tamanhos maiores) |
| motor de força | 0.25 kW (bancada) – 7.5 kW (radial) |
| Materiais Comuns | Aço macio, alumínio, ferro fundido, madeira, plásticos, materiais compósitos |
| Valor de mercado global (2024) | $ 26 - $ 31 bilhão |
| Padrões principais | ISO 73.100.30, ISO 20770-1, OSHA 29 CFR 1910.213 |
O que é uma máquina de perfuração?
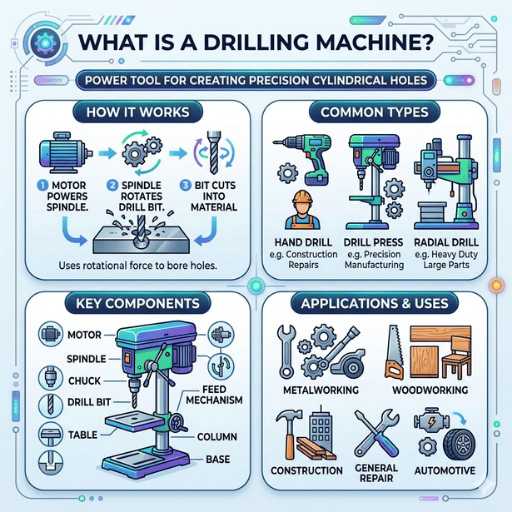
Uma furadeira é um centro de usinagem que é (a) motorizado para girar uma ferramenta de corte, geralmente uma broca helicoidal, e (b) rígido o suficiente para mover essa ferramenta de forma controlada contra uma peça de trabalho estacionária para fresar furos cilíndricos com determinada seção transversal e profundidade. Essa definição indica que ela pode oferecer três condições que as furadeiras manuais simplesmente não conseguem: velocidades de rotação constantes, movimento axial controlado e alinhamento confiável entre a ranhura da broca e a superfície da peça. Essas três variáveis, por si só, determinam a qualidade de um furo usinado, em termos de perpendicularidade à superfície da peça, dimensão precisa do furo e acabamento interno.
Além de furar, o processo de furação é utilizado para alargamento, escareamento, rosqueamento, faceamento e rebaixamento de furos. Em termos de tempo operacional, é um dos equipamentos de oficina mais utilizados; a furadeira de bancada passa rapidamente de uma operação para a seguinte.
A furadeira tem sua origem na máquina de mandrilar de John Wilkinson, construída inicialmente na década de 1770 para produzir canos de canhão. Este modelo foi modificado para produzir cilindros com as dimensões corretas para os motores a pistão de James Watt, marcando o início do uso de furadeiras de bancada em oficinas mecânicas modernas. As configurações de braço radial surgiram por volta de 1861, atribuídas a James Nasmyth, permitindo que o fuso acessasse todas as partes de uma peça de trabalho fixada estaticamente para uma série de operações, sem a necessidade de fixar novamente a peça.
Empresas de pesquisa de mercado estimam atualmente que o mercado de furadeiras de bancada atingirá entre US$ 26 e US$ 31 bilhões em 2024, com uma previsão de crescimento anual entre 4.9% e 6% até 2032. Projetos de infraestrutura na região Ásia-Pacífico impulsionam parte desse crescimento, enquanto iniciativas de relocalização da produção na América do Norte, juntamente com a automação progressiva por meio de controles CNC, geram grande parte do crescimento desse mercado. A construção civil detém a maior parte da receita, mas a produção aeroespacial e de dispositivos médicos também contribui significativamente para o lucro.
As normas de classificação para máquinas de perfuração são publicadas nas normas ISO 73.100.30 (equipamentos para mineração e pedreiras: ferramentas de perfuração) e ISO 20770-1 (segurança de máquinas-ferramenta: máquinas de perfuração). Esta especificação abrange os cones do fuso, as emissões de ruído e os índices de compatibilidade eletromagnética que todas as máquinas de fiação devem atender antes de chegarem aos pontos de venda ao consumidor.
Tipos de máquinas de perfuração

A construção de uma furadeira depende da posição do seu eixo, do tamanho da peça que ela deve usinar e do grau de automação integrado ao projeto. Furadeiras de bancada, furadeiras de coluna (ou de braço radial) e furadeiras de braço radial são alguns dos nomes comuns encontrados em oficinas, mas existe um sistema de nomenclatura completo com classificações baseadas nessas variáveis.
Segue abaixo uma tabela comparativa de dez tipos de equipamentos atualmente em produção/venda. As faixas de preço são baseadas em observações de mercado de 2024 para equipamentos novos de fabricantes de médio porte e devem ser consideradas indicativas, não como preços fixos.
| Formato | Diâmetro máximo do furo. | Velocidade do Fuso | motor de força | Preço típico (USD) | Mais Adequada Para |
|---|---|---|---|---|---|
| Prensa de perfuração de bancada | 16 mm | 500 - 3,100 RPM | 0.25 - 0.75 kW | $ 150 - $ 800 | Peças pequenas, prototipagem, hobby |
| Furadeira de coluna (de chão) | 32 mm | 150 - 2,500 RPM | 0.75 - 2.2 kW | $ 800 - $ 4,000 | Fabricação geral, peças médias |
| Broca de braço radial | 75 mm | 40 - 2,000 RPM | 2.2 - 7.5 kW | $ 5,000 - $ 45,000 | Peças grandes/pesadas, construção naval |
| Treinamento em grupo | 25 mm por eixo | 500 - 3,000 RPM | 0.5 kW × 4–6 cabeçotes | $ 3,000 - $ 12,000 | Operações sequenciais, ciclos de produção |
| Furadeira Multieixos | 20 mm por eixo | 600 - 4,000 RPM | 2.2 - 5.5 kW | $ 8,000 - $ 35,000 | Produção em lotes, padrões de parafusos de flange |
| Máquina de perfuração magnética | 50 mm (cortador anular) | 250 - 750 RPM | 1.1 - 1.8 kW | $ 900 - $ 3,500 | Aço estrutural, trabalho no local |
| Máquina de perfuração CNC | 40 mm ou mais (dependendo da ferramenta) | 100 - 15,000 RPM | 3.7 - 7.5 kW | $ 25,000 - $ 200,000 + | Alta precisão em grande volume, aeroespacial |
| Perfuração Profunda / Perfuração com Canhão de Fogo | 3 - 50 mm | 1,000 - 8,000 RPM | 5.5 - 15 kW | $ 50,000 - $ 400,000 | Relações L/D >10:1, canos de rifles, moldes |
| Furadeira de bancada portátil (magnética) | 35 mm | 350 - 750 RPM | 1.1 kW | $ 600 - $ 2,500 | Serviço de campo, tubulação |
| Centro de Perfuração e Rosqueamento | Broca de 25 mm / macho M20 | 200 - 10,000 RPM | 3.7 - 5.5 kW | $ 18,000 - $ 80,000 | Furação e rosqueamento em uma única configuração |
A humilde furadeira de bancada. A fiel ferramenta de trabalho das pequenas oficinas de manufatura. Fixa-se a uma bancada e trabalha com uma gama de diâmetros de furos de até aproximadamente 16 mm. Os modelos com transmissão por correia possuem um sistema de polias escalonadas onde a correia é movida de uma polia para outra para alterar a velocidade — isso é um tanto trabalhoso se você precisar trocar de velocidade com frequência, mas garante um serviço mecânico sem problemas por muitas décadas. As versões eletrônicas com velocidade variável e controle de velocidade eliminam completamente o movimento da correia, mas custam de 30 a 40% a mais.
Uma furadeira de coluna com cabeçote de engrenagem e velocidade fixa. Com dimensões semelhantes às de uma furadeira de bancada, porém em uma coluna mais alta, este modelo é parafusado ao piso da oficina. A altura extra permite que peças de trabalho maiores que a média se encaixem entre a mesa e o eixo. Os cabeçotes de engrenagem fornecem torque constante, independentemente da velocidade do eixo selecionada — algo importante ao furar furos de grande diâmetro em aço. Este modelo é o arquétipo da furadeira de coluna usada para demonstrar as capacidades da máquina em aplicações industriais. Em catálogos gerais, os termos "furadeira de coluna" e "máquina de furar", que se referem a máquinas usadas para fazer furos, são intercambiáveis, mas o primeiro é um termo taxonômico que descreve uma subcategoria do segundo.
Uma furadeira radial de braço robusto. O braço pode girar em torno de sua coluna vertical em até 180° e pode ser movido para dentro e para fora. Isso significa que a linha central do eixo pode acessar qualquer ponto em um raio significativo sem que a peça precise ser movida. Montadores de estruturas metálicas, caldeireiros e construtores navais usam esse tipo de máquina para peças muito grandes ou de difícil manuseio para serem movidas até o chão da oficina. Manter o braço firmemente contra o mancal da coluna após o posicionamento é essencial para coordenar a localização do furo com o processo.
Uma furadeira de múltiplos fusos. Este conjunto possui vários fusos de furação montados em uma mesa comum. As peças passam entre os fusos para realizar múltiplas operações (furar, alargar, rosquear, escarear, etc.) sem a necessidade de troca de ferramentas. Economizando muito tempo de produção, as furadeiras de múltiplos fusos alcançam uma redução de 40 a 60% no tempo de ciclo em comparação com uma série de furadeiras de fuso único ao furar peças muito repetitivas.
Uma furadeira multieixos. Esta máquina possui todos os eixos alimentando simultaneamente. Isso significa que vários furos — geralmente furos para parafusos no mesmo círculo de parafusos — podem ser feitos ao mesmo tempo. A preparação é lenta, portanto, essas máquinas só são economicamente viáveis quando os lotes de produção se aproximam ou ultrapassam 200 peças. De preferência, as peças devem ser fixadas, pois qualquer fenda na transmissão dos eixos levará a erros de precisão posicional.
Uma furadeira magnética. Utiliza uma superfície de fixação eletromagnética integrada para aproximar a máquina da peça de trabalho, em vez do contrário — útil para munições, componentes de aço estrutural e similares, quando a peça não pode ser movida. Utiliza uma broca anular (também chamada de broca de núcleo), uma broca helicoidal oca, que produz furos de grande diâmetro com relativamente pouco trabalho de preparação com martelo. Para quem trabalha com metais, uma pequena Gravadora a laser portátil para metal A marcação da posição dos furos antes da perfuração merece ser estudada.
Máquina de perfuração CNC. O controle numérico computadorizado substitui a intervenção manual do operador na alavanca de avanço e no posicionamento da mesa. Cada máquina executa um programa em código G que se move rapidamente para cada posição do furo, realiza o avanço na velocidade e taxa de avanço programadas, recua e repete centenas ou milhares de posições sem intervenção humana.
Uma reportagem mais recente sobre máquinas CNC É a incorporação de trocadores de ferramentas, sistemas de apalpamento e refrigeração através do fuso para operação autônoma.
Máquina de perfuração profunda/perfuração com canhão. As máquinas de perfuração com canhão utilizam brocas de ponta única com refrigeração interna por sopro frontal, que remove os cavacos da face de corte para a saída do furo. Embora a perfuração com canhão tenha sido inicialmente restrita à fabricação de canos de rifles, ela também é utilizada para criar furos de cilindros hidráulicos, circuitos de refrigeração de moldes ou sistemas de combustível aeroespaciais.
Este processo permite proporções superiores a 10:1.
Furadeira de bancada portátil. Máquina leve e portátil com base magnética, ideal para uso em campo com flanges de tubos, conexões estruturais e aplicações de retrofit em que não é possível levar a peça para a oficina. Com capacidade inferior às máquinas fixas, é indispensável no local de trabalho.
Centro de Furação e Rosqueamento. Uma máquina CNC projetada principalmente para operações de furação e rosqueamento de alta velocidade, onde velocidades de 40 a 60 metros por minuto e tempos de troca de cavaco inferiores a 2 segundos são alcançáveis. Essas máquinas representam um equilíbrio entre uma furadeira dedicada e um centro de usinagem em termos de custo e tamanho.
P: Quais são os quatro principais tipos de perfuração?
Ver resposta
Em treinamentos de manufatura, os quatro principais tipos de furação mais frequentemente distinguidos são: (1) furação padrão ou convencional (brocas helicoidais em uma furadeira de bancada), (2) furação profunda (diâmetros maiores que 10 vezes o diâmetro da peça), (3) furação CNC (controle numérico programado) e (4) furação radial (com braço oscilante) para peças de grande porte. Algumas classificações substituem a furação profunda por furação com canhão como o quarto tipo de furação profunda e adicionam a furação magnética. Essas classificações são controladas pelo tipo de máquina, pela geometria da ferramenta de corte ou pelas restrições da peça a ser trabalhada.
Normalmente, para a classificação de uma oficina, a característica dominante é o que ela possui: um operador de prensa de bancada considera "bancada versus chão", um engenheiro de produção considera "manual versus CNC".
Componentes principais e como funcionam

Todas as furadeiras – sejam de bancada, elétricas ou de coluna com braço radial – utilizam um conjunto idêntico de subsistemas funcionais. Um usuário experiente consegue identificar qual componente necessita de manutenção, em parte, pela forma como se desvia da configuração padrão, desde que tenha um conhecimento profundo da função de cada subsistema da máquina. As diferenças entre uma furadeira de bancada de 400 dólares e um modelo de coluna de 4,000 dólares raramente se devem a algum recurso extra, mas sim à robustez relativa de cada subsistema.
Sistema de Acionamento
Motor. Motores de indução monofásicos (0.25 – 1.5 kW, ¾ – 2 HP) são usados para operar a maioria das furadeiras de bancada e de coluna. Máquinas maiores (1.5 – 7.5 kW, 2-10 HP) usam motores trifásicos, que podem ser monitorados por meio de inversores de frequência.
Os motores são montados na parte superior traseira do conjunto do cabeçote.
Transmissão. Sistemas de correia e polia com polias escalonadas oferecem de 4 a 12 níveis de velocidade. Transmissões com redutores proporcionam velocidades continuamente variáveis "sob carga" – importantes em operações de furação onde a velocidade de superfície deve ser constante.
Em máquinas de perfuração CNC, o servomotor é acoplado diretamente ao eixo por meio de uma correia dentada ou redução de engrenagem.
Conjunto de eixo e mandril
O eixo é uma haste de aço temperado e retificado que gira dentro de um par de rolamentos de precisão (geralmente rolamentos de esferas de contato angular ou rolamentos de rolos cônicos). Cada extremidade aceita um mandril de furar com ou sem chave (capacidade de até 16 mm em modelos de bancada) ou uma bucha cônica Morse para fixação de ferramentas maiores. A oscilação do eixo — a folga na ponta — deve ser inferior a 0.02 mm se a máquina for mantida adequadamente. Acima desse nível de oscilação, a precisão do diâmetro do furo fica comprometida e as brocas quebram por fadiga.
Eixo. Uma bucha oca que suporta o fuso pode se mover verticalmente dentro do cabeçote. Um sistema de cremalheira e pinhão com batentes de profundidade converte a força axial aplicada pelo operador na alavanca de avanço em deslocamento vertical controlado. Um sistema de retorno por mola puxa o eixo de volta para cima quando a alavanca é destravada. O curso do eixo pode ser de apenas 50 mm em furadeiras de bancada e superior a 300 mm em furadeiras de braço radial.
Fixação de peças e mesa
Mesa. Ferro fundido, com nervuras na parte inferior para maior resistência. Os modelos de chão incluem um suporte de ajuste de altura na coluna, permitindo que a furadeira se adapte a diferentes alturas de trabalho. Os modelos de gama média incluem a capacidade de inclinar a cabeça até 45° para perfuração em ângulo.
Torno de bancada. Prende a peça de trabalho à mesa. Deve ser parafusado através de ranhuras em T; tentar segurar um torno de bancada com a mão pode causar ferimentos graves. Para peças com formato irregular, blocos escalonados, blocos em V e grampos de fixação são alternativas.
Adições CNC
As máquinas de perfuração CNC incluem ainda uma mesa servoacionada (com movimento nos eixos XY), um avanço programável do eixo-árvore (eixo Z), um trocador automático de ferramentas e um controlador (Fanuc, Siemens, Mitsubishi ou Haas sendo os mais comuns). O controlador recebe código G, pode também aceitar programas conversacionais e gerencia o fuso, o fluido de corte, a taxa de avanço e as ferramentas. Encoders nos eixos fornecem feedback posicional, de modo que, com equipamentos bem mantidos, as posições podem ser repetidas com precisão de 0.005 mm.
📐 Nota de Engenharia — Cálculo da Velocidade do Eixo
Use esta fórmula para calcular a rotação por minuto (RPM) da furadeira:
RPM = (Velocidade de corte × 1000) / (π × Diâmetro da broca)
Exemplo: furação de aço macio (velocidade de corte de 25 m/min) com uma broca helicoidal HSS de 1/2″ (12.7 mm):
RPM = (25 × 1000) / (3.1416 × 12.7) = 25,000 / 39.9 ≈ 627 RPM
Arredonde para a configuração disponível mais próxima: 640 RPM em um arranjo típico de polias de 12 velocidades.
Taxa de avanço: Avanço = RPM × Avanço por revolução. A 640 RPM com avanço de 0.15 mm/rev: 640 × 0.15 = 96 mm/min de taxa de avanço axial.
Fonte: Manual de Máquinas, 31ª Edição, Tabela 2a - Velocidades e Avanços para Perfuração.
P: Qual é o papel do fuso na perfuração?
Ver resposta
O eixo-árvore é o centro de rotação que sustenta a peça a ser trabalhada. Ele também aciona a broca. O torque do motor é transmitido através do eixo-árvore para a broca, resultando em sua rotação. O eixo-árvore deve manter a linha de entrada do furo em uma posição consistente em relação à peça a ser trabalhada para garantir dimensões precisas e um bom acabamento superficial. Para obter um eixo-árvore com rolamentos de alta qualidade, o desvio radial (o desvio em relação ao eixo-árvore) não pode ser superior a 0.03 mm. Quando o desvio radial dos rolamentos do eixo-árvore ultrapassa 0.03 mm, a vida útil da broca é consideravelmente reduzida e os furos podem apresentar desvios de centro.
Operadores de máquinas experientes nos fóruns da Practical Machinist compartilham um truque de centragem que vale a pena experimentar: abaixe a broca até a peça com o fuso girando no sentido inverso (anti-horário para uma furadeira de mão direita). A broca se encaixa na marca do punção de centro sem cortar. Uma vez centrada, mude para a rotação normal e comece a furar. Isso reduz consideravelmente o desvio lateral em furadeiras de bancada manuais, principalmente para furos com diâmetro superior a 10 mm.
Como escolher a furadeira certa
A escolha de uma furadeira depende da capacidade necessária — tamanho da peça, especificações do furo, volume de produção e espaço disponível. Em vez de optar pela maior máquina do catálogo, escolha aquela que melhor se adapta à carga de trabalho real da oficina, sem ficar ociosa a maior parte do dia.
Matriz de Seleção de 5 Fatores para Máquinas de Furadeira
| Fator | Bench Press | Prensa de piso | Braço Radial | Furadeira CNC | Broca Magnética |
|---|---|---|---|---|---|
| 1. Diâmetro máximo do furo | 16 mm | 32 mm | 75 mm | 40mm+ | 50 mm (anular) |
| 2. Limite de Peso da Peça | 25 kg | 150 kg | 2,000kg+ | 500 kg | Sem limite (base magnética) |
| 3. Precisão de posição | ±0.5 mm (manual) | ±0.3 mm (manual) | ±0.2 mm (manual) | ±0.01 mm (servo) | ±0.5 mm (dependendo do layout) |
| 4. Produtividade (furos/hora) | 30 - 60 | 40 - 80 | 20 - 50 | 200 - 1,200 | 15 - 30 |
| 5. Área necessária | 0.3 m² | 0.8 m² | 6 - 15 m² | 4 - 12 m² | Portátil (0 m²) |
Lógica de decisão na prática
Se o diâmetro máximo do furo for ≤ 16 mm E o tamanho do lote for < 50 peças → furadeira de bancada.
SE o diâmetro do furo for ≤ 32 mm E a peça couber em uma mesa de 300 × 300 mm → furadeira de coluna.
Se a massa da peça exceder 200 kg OU for necessário acessar várias posições de perfuração sem reposicionar a peça → furadeira de braço radial.
Se o tamanho do lote for superior a 100 peças idênticas E a tolerância for ≤ ±0.05 mm → Máquina de perfuração CNC.
Se a peça não puder ser levada para a oficina → furadeira magnética ou furadeira de bancada portátil.
Cenário: Uma pequena oficina de fabricação produz suportes de aço sob encomenda em lotes de 10 a 30 unidades. Os furos internos têm de 8 a 12 mm, podendo ser uma série de furos de 20 mm. Quantidade anual: 3,000 suportes. A oficina utiliza uma furadeira de bancada com cabeçote de engrenagem e carro transversal para fixar as peças. O cabeçote de engrenagem mantém o torque necessário para os furos de 20 mm, e o carro transversal economiza tempo no posicionamento. (Não há como a oficina justificar o investimento em uma máquina CNC para esse volume de produção...) Nesse nível, o preço de uma furadeira de bancada varia de US$ 1,500 a US$ 3,000 – o preço de entrada para o mercado de máquinas CNC.
Um erro comum de iniciantes: aplicar muita força descendente em alta velocidade, com uma relação inadequada entre velocidade de avanço e velocidade de corte. Todos os indicadores práticos apontam na direção oposta: pressão moderada com as velocidades de corte corretas resulta em furos limpos, menos calor e maior vida útil da broca. Essa vontade de pressionar com mais força geralmente vem de brocas cegas. Em vez disso, basta usar uma broca afiada do tamanho certo, e ela cortará aço macio com o mínimo esforço. Usuários do fórum Prac Mach recomendam uma broca HSS afiada para produzir cavacos espirais contínuos, embora poeira ou cavacos se formem se o diâmetro ou a velocidade estiverem incorretos.
Antes de comprar: Lista de verificação de 7 pontos
- Identifique as dimensões da maior peça regular e, em seguida, verifique as dimensões da sua mesa e a profundidade da garganta, levando em consideração o espaço de fixação.
- Segundo… conheça o material mais resistente – aço inoxidável ou titânio exigem cabeçotes com engrenagens que ofereçam alto torque e baixas velocidades.
- Terceiro… conte as mudanças de velocidade do fuso por turno -> 10 mudanças/dia parece ser um acionamento de velocidade variável.
- Em quarto lugar…verifique o fornecimento de energia elétrica – monofásico: potência máxima de 2.2 kW, trifásico: mais de 20 kW.
- Em quinto lugar… você precisará de suportes para a peça, além da máquina. As furadeiras de bancada econômicas são básicas – os suportes para ranhuras em T, que você compra separadamente, custam de 20 a 30% a mais.
- Por fim, verifique o tamanho do cone do fuso (MT2 é comum para furadeiras de bancada, MT3 para toda a oficina, MT4 ou MT5 para furadeiras radiais). Você precisará das ferramentas se quiser a máquina.
- Verifique o curso do eixo-árvore – um dos problemas na furação de furos profundos é ter um furo suficientemente profundo para conter o avanço do eixo-árvore; portanto, se o furo mais profundo exceder o curso do eixo-árvore, você terá que abaixar a mesa na metade do corte, o que compromete a precisão em furos passantes.
Um erro comum é comprar uma furadeira radial enorme para uma oficina pequena. Uma furadeira radial de 40 mm pesa entre 1,500 e 3,000 kg, precisa ficar em uma base de concreto dedicada (cara), utiliza energia trifásica (cara), tem uma taxa de avanço máxima de 4 polegadas por hora e sua velocidade mínima é muito alta para brocas de pequeno diâmetro. Se 90% dos furos tiverem diâmetro entre 6 e 16 mm, uma furadeira de bancada de boa qualidade, por um décimo do preço, terá um desempenho melhor do que a furadeira radial em termos de tempo de ciclo, pois o tempo de preparação é menor e o avanço do eixo é mais rápido.
Aplicações em todos os setores

As furadeiras de bancada são o tipo mais comum de furadeira utilizada em todos os setores da indústria de manufatura e construção do mundo. As aplicações de furação, as ferramentas e os tempos de ciclo operacional são muito diferentes para um fabricante de estruturas metálicas e para um fabricante de circuitos impressos. Cinco setores industriais, listados abaixo, possuem as maiores bases instaladas de equipamentos de furação do mundo.
| Expertise | Tipo de máquina dominante | Faixa de furos comuns | Tolerância necessária | Ferramentas-chave |
|---|---|---|---|---|
| Fabricação de metal | Furadeira de coluna, braço radial | 6 - 50 mm | ±0.1 – ±0.3 mm | Brocas helicoidais HSS, cortadores anulares |
| Construção | Furadeira magnética, prensa portátil | 12 - 40 mm | ± 0.5 mm | Fresas anulares, brocas TCT |
| Carpintaria | furadeira de bancada | 3 - 35 mm | ± 0.5 mm | Brocas de ponta Brad, brocas Forstner |
| Eletrônica / Placa de circuito impresso | microfuradeira CNC | 0.1 - 3 mm | ± 0.025 mm | microbrocas de carboneto |
| Automotiva | Furadeira CNC, Multieixos, Furadeira de Canhão | 3 - 75 mm | ±0.01 – ±0.05 mm | Brocas de metal duro, insertos indexáveis |
Fabricação de metal
As empresas de fabricação utilizam mais furadeiras de bancada do que qualquer outro setor industrial no mundo. A maioria das oficinas de fabricação em geral possui entre duas e cinco furadeiras de bancada: uma pequena furadeira de bancada para peças leves a médias, uma furadeira de piso maior para algumas peças médias e, possivelmente, uma furadeira radial para estruturas e chapas grandes e pesadas. Essas empresas trabalham com um fluxo de trabalho simples de marcação, punção central, furação e rebarbação, mas a grande quantidade de peças resulta em um número considerável de furos. Uma oficina de fabricação em geral com grande volume de trabalho pode furar entre 500 e 2,000 furos por dia com todas as suas furadeiras. Muitas oficinas estão optando por adicionar mais equipamentos. centros de usinagem CNC para o chão de fábrica, a fim de complementar o trabalho intensivo de furadeiras manuais em peças de alto volume e alta precisão.
Construção e Aço Estrutural
Na construção civil, a perfuração magnética é a ferramenta predominante no canteiro de obras. Os operários fixam a máquina a uma viga ou estrutura de aço, fazem o furo e passam para o próximo. É mais econômico perfurar os furos com brocas anulares do que com brocas helicoidais, pois a broca anular remove menos material por corte, gera menos calor e causa menos empuxo. Uma broca anular consegue perfurar de 50 a 80 furos em aço estrutural antes de precisar ser afiada novamente, um número comparável ao de uma broca helicoidal HSS, porém menor.
As furadeiras magnéticas e as serras anulares superam as serras copo convencionais em aplicações exigentes, como conexões de tubos de ferro fundido dúctil, com uma eficiência média de 60 a 70%. Ao serem fixadas contra uma superfície de aço em vez de serem movimentadas manualmente, as furadeiras magnéticas não se deslocam, e a base magnética proporciona a rigidez necessária para uma perfuração rápida e precisa.
Carpintaria
Na produção de móveis, os marceneiros utilizam furadeiras de bancada para fazer encaixes com cavilhas, entalhes para dobradiças e furos passantes. As brocas Forstner produzem furos de fundo plano, necessários para dobradiças ocultas de estilo europeu, enquanto as brocas de ponta central proporcionam uma entrada limpa na madeira de lei, sem desvios. As configurações de velocidade para madeira são muito mais altas do que para metal — tipicamente de 1,500 a 3,000 RPM para madeiras duras, em comparação com 300 a 800 RPM para aço. Joalheiros e artesãos também usam pequenas furadeiras de bancada para fazer furos em materiais delicados como conchas, ossos e pedras semipreciosas.
Fabricação de eletrônicos e PCB
As máquinas de perfuração de PCBs são sistemas de microfuração controlados por CNC capazes de produzir furos passantes entre 0.1 mm e 25 mm com velocidades de rotação do fuso de 80,000 a 150,000 RPM. As microbrocas de metal duro são consumíveis – uma única broca pode perfurar de 3,000 a 5,000 furos antes de precisar ser trocada. Certamente não é um setor onde se possa economizar em automação; é comum encontrar mais de 10,000 furos por placa de circuito impresso multicamadas, assim como exigências de precisão de posicionamento em nível micrométrico.
Automotiva
A indústria automotiva utiliza todo o espectro de equipamentos de perfuração. Os blocos de motor requerem perfuração profunda para galerias de óleo (relações comprimento/diâmetro de 20:1 ou superiores), perfuração multieixos para padrões de parafusos e mandrilamento CNC para cilindros. O setor tem altas necessidades de automação em peças usinadas, como caixas de transmissão, pinças de freio e componentes de suspensão. Os veículos elétricos transferiram parte da demanda da perfuração tradicional de blocos de motor para a perfuração de bandejas de bateria e carcaças de motor, mas, mesmo assim, o número total de furos por veículo ainda chega a vários milhares. Os fornecedores de nível 1 da indústria automotiva empregam máquinas de marcação a laser em autopeças simultaneamente com estações de perfuração. Os processos de fabricação relacionados incluem processos a frio e a quente. máquinas de extrusão para a produção de perfis de alumínio, e máquinas de processamento de plástico para componentes internos de automóveis.
“As oficinas de médio porte aceleraram sua migração para a furação CNC após 2020. As oficinas que adiaram a automação viram seus pedidos aumentarem devido ao prolongamento dos prazos de entrega. A disponibilidade de mão de obra para furação manual tornou-se um gargalo persistente — o CNC resolveu ambos os problemas simultaneamente.”
— Adaptado de Global Market Insights, Análise do Mercado de Máquinas de Perfuração, 2024
Máquinas de perfuração CNC: Precisão aliada à automação
As máquinas de perfuração CNC eliminam o posicionamento manual, o ajuste de velocidade e o controle de avanço. Os operadores carregam a peça, selecionam um programa e pressionam o botão de iniciar ciclo. A partir daí, o controlador gerencia as trocas de ferramentas, as rampas de velocidade do fuso, os ciclos de furação intermitente para furos profundos e o fornecimento de fluido de corte. Para produções que ultrapassam 100 furos idênticos por dia, os ganhos de produtividade são substanciais. No entanto, o investimento inicial exige uma análise cuidadosa — nem todas as oficinas se beneficiam do CNC.
✔ Vantagens
- Precisão de posicionamento ±0.01 mm (em comparação com ±0.3 mm manual)
- Repetibilidade em mais de 1,000 peças com zero desvio.
- Operação autônoma com trocador automático de ferramentas
- Furação com quebra automática, rosqueamento e alargamento em uma única configuração
- Capacidade de produção: 200 a 1,200 furos/hora
- Registros digitais para rastreabilidade da qualidade
⚠ Limitações
- Custo de entrada: US$ 25,000 – US$ 200,000+ (10 – 50× manual)
- Requer programador/operador treinado.
- O tempo de preparação para trabalhos pontuais excede o tempo manual.
- Custos de manutenção: servoacionamentos, encoders, placas de controle
- Espaço disponível de 4 a 12 m² em comparação com 0.8 m² para uma prensa de piso manual.
- Requisitos de energia: trifásico, circuito dedicado
| métrico | Furadeira de piso manual | Máquina de perfuração CNC |
|---|---|---|
| Tolerância de posição do furo | ±0.3 mm (operador qualificado) | ±0.01 mm (feedback servo) |
| Tempo de preparação (primeira parte) | 2 - 5 minutos | 15 a 45 minutos (programa + jogo) |
| Tempo de ciclo por furo | 8 - 15 segundos | 2 - 5 segundos |
| Atenção, operador! | 100% (mão na alavanca de alimentação) | 10 a 20% (somente carga/descarga) |
| tamanho do lote de equilíbrio | 1 – 50 peças | 50 a mais de 200 peças (dependendo da complexidade) |
| Custo anual de manutenção | US$ 100 – US$ 300 (correias, rolamentos) | US$ 1,500 – US$ 5,000 (servos, encoders, sistema de refrigeração) |
O retorno sobre o investimento (ROI) nem sempre é melhor em usinagem CNC. Quando as oficinas produzem menos de 100 furos por dia com pouca variedade (mesmo tamanho, mesmo material), uma furadeira de bancada manual com sistema de leitura digital (DRO) e morsa transversal pode, muitas vezes, oferecer um ROI melhor. O custo (máquina + DRO + morsa) varia entre US$ 3,000 e US$ 5,000, contra mais de US$ 25,000, mesmo em uma furadeira CNC básica, até que o volume ultrapasse cerca de 100 furos por dia ou as tolerâncias diminuam para menos de 0.1 mm.
Cenário: Fabricante de peças metálicas de médio porte, com 30 a 50 encomendas personalizadas por mês, 8 a 20 furos por chapa de aço (6 a 25 mm de espessura) e 5 a 200 peças por encomenda. A gerência compara... Furadeira CNC Comparação com uma furadeira manual existente. Análise: com 50 pedidos; 14 furos/média, 100 peças/média = 70000 furos/mês, a CNC se paga em 8 a 14 meses, economizando tempo para o operador e reduzindo o desperdício ao evitar furos mal posicionados. Para lotes pequenos (menos de 20 peças), a adição do tempo de preparação da CNC a cada pedido elimina a vantagem comparativa; a furadeira manual com DRO pode ser a melhor opção até que o volume se torne economicamente viável.
Benchmarks de desempenho de perfuração CNC
| Tolerância de posição | ±0.01 mm (com escalas lineares) |
| Repetibilidade | ± 0.005 mm |
| Travessia rápida | 40 – 60 m/min (centros de perfuração/rosqueamento) |
| Tempo de chip para chip | 1.3 - 2.5 segundos |
| Capacidade da ferramenta | 12 a 30 ferramentas (revista ATC) |
Nossa perspectiva sobre a tecnologia de perfuração
A UDTECH desenvolve máquinas CNC, não máquinas de furação. Este artigo foi escrito simplesmente porque as operações de furação são tão comuns na indústria que é provável que, ao procurar por máquinas de furação, as oficinas considerem outras opções de CNC. Todas as informações apresentadas foram copiadas e citadas de sites de fornecedores, dados gerais de fabricantes ou outras fontes; não se trata de promoção de produtos. O produto é entregue com referências às funções de furação CNC.
Melhores práticas de manutenção e segurança
Uma furadeira de bancada que recebe manutenção programada semanal ou diária terá uma vida útil mais longa, um custo operacional menor e proporcionará resultados mais precisos. O quanto isso custa a mais pode ser surpreendente. Por exemplo, um único conjunto de rolamentos de eixo novos para uma furadeira de bancada de coluna custa de US$ 80 a US$ 200, enquanto o número de horas para a substituição, desmontagem, remoção dos rolamentos antigos, instalação dos novos, reajuste do eixo e realinhamento pode consumir a maior parte desse valor... desempenho, segurança e durabilidade dependem de não adiar a manutenção. Não há exceções às recomendações de segurança e projeto de proteção; parte da segurança de uma oficina é evitar acidentes graves.
| Intervalo | Tarefa | Detalhes |
|---|---|---|
| Diário | Limpe os chips e o líquido de arrefecimento. | Remova as lascas das ranhuras em T da mesa e da área do eixo; limpe a coluna. |
| Diário | Verifique o nível do refrigerante | Complete o nível do líquido de arrefecimento no reservatório; verifique a concentração com um refratômetro (6 a 8%). |
| Semanal | Lubrifique a pena e a coluna. | Aplique óleo lubrificante na cremalheira da haste; lubrifique a cremalheira da coluna nos modelos de piso. |
| Semanal | Verifique a tensão e o estado da correia. | Verifique se há rachaduras, desgaste ou desfiamento; ajuste a tensão de acordo com as especificações do fabricante. |
| Mensal | Verifique a excentricidade do eixo | Indicador de mostrador na ponta do fuso; substitua os rolamentos se a excentricidade exceder 0.03 mm. |
| Mensal | Inspecione os mandris da furadeira. | Verifique o desgaste das garras e o desvio de concentricidade; substitua se o desvio total indicado for superior a 0.05 mm. |
| Trimestral | Tram a mesa | Verificar se a perpendicularidade da mesa em relação ao eixo do fuso está dentro de 0.02 mm em todo o curso. |
| Trimestral | Substitua o refrigerante | Esvazie e limpe o cárter, reabasteça com líquido de arrefecimento novo para evitar o crescimento de bactérias. |
- Prenda tudo firmemente. Não segure a peça manualmente na mesa da furadeira de bancada. Uma vez em rotação, a broca pode prender a peça e chicoteá-la com força suficiente para quebrar dedos ou algo pior.
- Use óculos de segurança mesmo quando forem necessários apenas óculos de proteção (para adultos). Salgadinhos voando para os lados já são perigosos o suficiente sem que salgadinhos quentes sejam expelidos pelos dutos de exaustão ou atinjam as canecas de outras pessoas. Diretrizes da OSHA para proteção de máquinas Requerem proteções laterais.
- Prenda o cabelo. Retire joias soltas. Não use gravatas nem manuseie joias pendentes perto de um fuso em funcionamento: a exposição a esse tipo de fio pode causar ferimentos nos olhos e fugas.
- Utilize protetores de mandril. Lascas do tamanho de fios de seda podem ser lançadas pelo eixo da furadeira em alta velocidade, causando ferimentos nos olhos. O mecanismo OSHA/ANSI Z-87 para montagem ANSI com formato de concha é um requisito parcial, porém economicamente viável, para a maioria das usinagens pesadas.
- Isole o operador. Não tente alcançar os cavacos que forem expelidos pela broca, nem tente alcançar peças entre uma broca totalmente engatada e uma peça de trabalho estacionária. O fuso não para até que o motor esteja completamente desligado, portanto, o forte impacto pode ser transmitido para qualquer roupa ou peça solta.
A norma ISO 20770-1 enfatiza as proteções no ponto de operação e as proteções de barreira como OSHA A norma estabelece as melhores práticas e exige, adicionalmente, dispositivos de controle bimanual e/ou proteções de barreira acionadas; também abrange operação remota, paradas de emergência, limites de ruído (geralmente < 85dBA no ponto de operação) e requisitos de segurança elétrica em instalações CNC.
A negligência com o fluido de corte é a principal causa de falha prematura dos rolamentos do fuso em furadeiras de produção: quando o nível do fluido de corte cai ou ele se torna diluído, as temperaturas de corte aumentam, o calor é transferido para o fuso e a graxa do rolamento se deteriora. Oficinas que mantêm a concentração do fluido de corte entre 6 e 8% (medida semanalmente com um refratômetro) têm uma vida útil dos rolamentos de 5 a 8 anos, em contraste com oficinas que negligenciam a concentração do fluido de corte, que apresentam uma vida útil dos rolamentos de 1 a 3 anos.
Problemas comuns de perfuração e suas soluções
| Problema | Causa provável | Solução |
|---|---|---|
| Buracos grandes | Desvio do fuso > 0.03 mm ou comprimentos desiguais das arestas da broca | Verificar/substituir rolamentos; afiar a broca com medidor de comprimento de lâmina. |
| quebra da broca | Avanço excessivo, broca cega ou movimento da peça. | Reduza o avanço; afie ou substitua a broca; verifique a fixação. |
| Marcas de vibração dentro do orifício | Rigidez insuficiente ou RPM na faixa de ressonância | Aperte todos os parafusos de ajuste; altere a rotação em ±15%; verifique a tensão da correia. |
| O buraco se desvia do centro. | Sem punção central, lâmina de cinzel cega ou eixo desalinhado. | Sempre utilize um punção de centro; para furos maiores que 6 mm, use primeiro uma broca de centrar. |
| Rebarba excessiva na saída | Avanço elevado na ruptura, arestas de corte cegas | Reduza o avanço nos últimos 2 mm de profundidade; apoie a peça com uma chapa de descarte. |
Dois parâmetros geométricos afetam significativamente a confiabilidade da broca e são frequentemente esquecidos durante a afiação:
Ângulo de folga da aresta de corte: Para brocas helicoidais de aço rápido (HSS) de uso geral, este ângulo deve estar entre 9° e 15°. Menos de 9° e a broca raspa em vez de cortar, o que gera calor e acelera o desgaste. Mais de 15° e a aresta de corte torna-se quebradiça e lasca sob forças de avanço típicas. Afiadores de ferramentas e fresas profissionais verificam essa dimensão com um calibrador de ponta de broca após cada passada.
Regra do punção de centro: Para brocas com diâmetro superior a 6 mm, utilize sempre um punção de centro ou uma broca de centrar primeiro. As arestas de corte das brocas helicoidais não se autocentram em diâmetros maiores; a broca irá deslocar-se até encontrar um encaixe perfeito, muitas vezes longe da posição desejada. Profissionais experientes afirmam que a omissão do punção de centro é a causa mais comum de furos imprecisos em perfurações manuais.
Cenário: Uma oficina de manutenção constata que a vida útil média das brocas é de apenas 2 a 3 dias, em vez de 2 semanas. Uma investigação revela que não houve limpeza ou remoção de óleo do reservatório de fluido de corte por mais de 6 meses; a contaminação bacteriana reduziu drasticamente a estabilidade da emulsão lubrificante em 40 a 50%. Após drenar e limpar o reservatório, reabastecê-lo com fluido de corte novo a 7% de concentração e substituir as brocas desgastadas, a vida útil da ferramenta retornou ao normal. Custo da solução: US$ 120 em fluido de corte e 2 horas de trabalho. Custo de ignorar o problema: US$ 800 por mês em brocas danificadas. Ao considerar um processo de limpeza de superfície após a perfuração, considere o uso de... tecnologia de limpeza a laser Remover fluido de corte e detritos da superfície sem deixar resíduos químicos.
Perguntas frequentes sobre máquinas de perfuração

P: Quais são os três tipos de máquinas de perfuração?
Ver resposta
A maioria dos manuais de oficina apresenta três categorias de furadeiras: a furadeira de bancada (pequena e fixa a uma bancada, com capacidade de 16 mm), a furadeira de coluna ou de piso (coluna grande, com capacidade de 32 mm) e a furadeira radial (com braço oscilante para peças pesadas, com capacidade de 75 mm). Essa categoria aparece na maioria dos currículos de cursos profissionalizantes e representa cerca de 80% das máquinas em oficinas de fabricação de serviços gerais.
P: Como funciona uma máquina de perfuração?
Ver resposta
Um motor gira o eixo através de uma transmissão por engrenagem ou correia. Um operador (ou programa de computador) alimenta a broca rotativa no material ao longo do eixo do fuso. As arestas de corte da broca removem o material, e as ranhuras helicoidais puxam os cavacos para cima e para fora do furo.
P: Quais operações podem ser realizadas usando uma furadeira?
Ver resposta
Além da simples furação, uma furadeira pode realizar alargamento (um furo alargado para uma dimensão exata com um acabamento superficial liso), escareamento (um furo alargado com fundo plano para a cabeça de um parafuso), escareamento (um furo angulado para um parafuso de cabeça chata feito com pistola de ar comprimido), rosqueamento (um processo em que um macho preso ao eixo corta roscas internas), faceamento (uma operação em que, em uma peça fundida bruta, uma superfície plana é usinada ao redor de um furo) e mandrilamento (alargamento de um furo existente com uma barra de mandrilamento de ponto único para trabalhos com tolerâncias rigorosas). Todas essas operações são mais precisas com um eixo rígido e avanço controlado do que com uma furadeira manual.
P: Como a dureza do material influencia os parâmetros de perfuração?
Ver resposta
Para materiais mais resistentes, as ferramentas precisam ser usinadas mais lentamente e exigem pressões de avanço mais elevadas. O aço macio (120-180 HB) geralmente perfura a uma velocidade de corte de cerca de 25 m/min, enquanto a perfuração de aço inoxidável (200-280 HB) reduz a velocidade de corte para 10-15 m/min. O aço ferramenta temperado (45+ HRC) pode exigir ferramentas de metal duro utilizadas a 5-8 m/min, empregando fixação rígida da peça e refrigeração abundante.
P: Quais materiais podem ser processados usando uma máquina de perfuração?
Ver resposta
Em uma oficina mecânica, as furadeiras são utilizadas principalmente para: metais (ferro, estanho, ferro fundido, alumínio, bronze), madeira, plásticos, compósitos (fibra de carbono, fibra de vidro), cerâmica (fresas de topo diamantadas) e pedra. As ferramentas e os parâmetros são escolhidos de acordo com o material.
Procura automação CNC para as suas operações de perfuração?
A UDTECH oferece equipamentos CNC para usinagem de precisão em metais, incluindo furação, fresagem e usinagem multieixos.
Referências e fontes
- Ferramenta eletrônica de proteção de máquinas: Operações de perfuração — Administração de Segurança e Saúde Ocupacional dos EUA (OSHA)
- ISO 20770-1: Segurança em Máquinas-Ferramenta — Furadeiras — Organização Internacional de Normalização
- ISO 73.100.30: Classificação de ferramentas de perfuração — Organização Internacional de Normalização
- Análise do tamanho e da indústria do mercado de máquinas de perfuração — Análises do Mercado Global, 2024
- Manual do Maquinário, 31ª Edição — Prensa Industrial (tabelas de velocidades/avanços, especificações de geometria de brocas)
Artigos Relacionados
Revisado pela equipe de engenharia da UDTECH, que possui vasta experiência em todos os aspectos de ferramentas CNC e equipamentos de usinagem de precisão.



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


