




As indústrias de solda a laser de copo metálico são um processo industrial altamente especializado que é de muita importância na moderna fabricação automotiva e elétrica, considerando sua eficiência e alta precisão durante a soldagem. Sem embargo, a alta refletividade e condutividade térmica que o cobre representa se suelen gera muitos desafios em nobres, que a soldagem a laser de cobre tenta um milhão de especificações para aumentar o resultado final. No caso de soldas verificadas, o satisfator desses retos de cobre refratário representa, assim como as chaves para sua otimização, o laser é o usado à disposição neste magistral manual de operação. A partir deste global, reforçamos toda a sua força, márj gabag heretic commonsaed adoso ai existentes e é relacionatioverfi globalmente skirties e Ньюдmarkc com esses desafios. Ao longo deste artigo, explicaremos cada etapa, fazendo com que este desafio pareça mais simples e acessível do que parece.
Como funciona Soldagem a laser of Cobre Trabalhos?
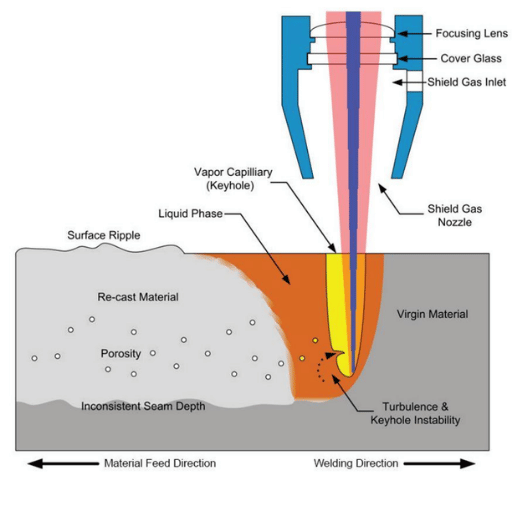
A soldagem a laser de cobre envolve a união precisa de materiais de cobre por meio do uso de um feixe de luz de alta potência. A alta energia do feixe gerado pelo laser é absorvida pela superfície do cobre, causando fusão localizada, resultando na formação de uma solda forte. Garantir a absorção adequada de energia é crucial devido à condutividade térmica e à refletividade do cobre, que são conhecidas por serem altas. Melhorias recentes, como o uso de comprimentos de onda de laser mais curtos e técnicas de modulação de feixe, aumentaram significativamente a facilidade e a eficácia do trabalho realizado. Esse aumento é desejado em aplicações modernas, pois garante soldas limpas, fortes e precisas, bem como em aplicações que exigem menos distorção.
O que é o básico Processo de soldagem a laser para cobre?
Várias etapas críticas devem ser seguidas para garantir resultados ideais em uma operação de soldagem a laser de cobre. As superfícies devem ser limpas de quaisquer materiais contaminantes, incluindo, entre outros, óleos e óxidos. Os contaminantes podem ser removidos simplesmente por meio de limpeza química ou abrasão mecânica. Após a conclusão das etapas preparatórias, um feixe de laser é focado na zona de solda. A densidade de potência do feixe deve ser suficientemente alta. Para cobre, os comprimentos de onda ideais são o verde (532 nm) e o infravermelho (1,064 nm).
Devido à alta condutividade térmica do cobre, a energia precisa ser fornecida de forma uniforme e rápida, geralmente por meio de lasers de onda pulsada ou contínua, dependendo da aplicação. Em termos de configurações de soldagem de alta velocidade, elas são capazes de atingir velocidades de 2 a 10 m/min, o que contribui para uma maior eficiência, reduzindo distorções temporais causadas por calor excessivo. Além disso, o uso de modulação e oscilação do feixe melhora a distribuição uniforme da energia, resultando em melhor qualidade da solda e redução da porosidade.
A aplicação de gás de proteção, geralmente composto de argônio ou nitrogênio, é outro aspecto muito importante no controle da oxidação durante o processo de soldagem. A inclusão de sistemas de controle por feedback, como sensores ópticos ou câmeras térmicas, facilita o controle por feedback para monitoramento e controle precisos em aplicações industriais. Os modernos sistemas de soldagem a laser demonstraram taxas de eficiência de até 90%, o que é economicamente vantajoso para as indústrias automotiva, eletrônica e aeroespacial.
Esses desenvolvimentos consolidam a eficácia da soldagem a laser como um método para trabalhar cobre, considerando suas superfícies reflexivas e alta condutividade térmica.
Por que é Alta condutividade térmica um desafio?
A eficiência da condutividade térmica do cobre, de 400 W/m·K a 20 °C, enfrenta desafios nos processos de soldagem e corte a laser. A energia do laser se dissipa rapidamente, o que deixa muito pouca energia na região de soldagem. Portanto, soldar cobre com lasers é complexo e exige um gasto de energia relativamente maior, com uma soldagem menos confiável.
Além disso, essa ameaça representa zonas afetadas pelo calor (ZTA) indesejáveis, que correm o risco de degradar as propriedades mecânicas do material e aumentar as distorções. A ZTA apresenta maior risco no caso de materiais altamente condutores de calor, como cobre ou alumínio, pois requerem mais laser soldagem. Esses fatores podem complicar o controle da energia da zona de fusão, o que torna extremamente difícil gerenciar os riscos de criação de defeitos como penetração incompleta ou porosidade.
Positivamente, a implementação de lasers de fibra de alta potência, juntamente com a otimização de outros processos, serve para mitigar todos esses desafios. Essas otimizações permitem precisão e, ao mesmo tempo, melhoram a qualidade da solda. No entanto, a necessidade de aporte térmico neutro permanece, enquanto a condutividade térmica predominante torna a resolução dos problemas extremamente difícil.
Qual é o papel Poder do laser Brincar na soldagem de cobre?
A potência do laser tem um impacto significativo na eficiência e no sucesso do processo de soldagem de cobre, especialmente considerando suas fortes propriedades reflexivas e alta condutividade térmica. A potência mais alta facilita a penetração mais profunda e a integridade da solda, aliviando os problemas de suficiência energética associados aos mecanismos de fusão resistiva do material. Pesquisas indicam que, para o cobre, a fusão é possível quando um laser de densidade de potência é focado na faixa de 10^4 e 10^6 W/cm², o que permite a estabilidade do efeito buraco de fechadura e a minimização de defeitos.
A potência do laser aplicada afeta a velocidade da soldagem, bem como o calor introduzido. Níveis de potência mais altos, por exemplo, ajudam a aumentar as taxas de processamento, um fator vantajoso para aplicações industriais que exigem precisão combinada com alto rendimento. Dito isso, qualquer valor acima do nível ideal (excesso de potência) apresenta problemas como penetração excessiva, respingos excessivos ou danos às regiões do material ao redor da solda.
O desenvolvimento de novos sistemas de laser pulsado e de feixe duplo aumenta a eficiência do uso de energia, otimizando o fornecimento de energia e reduzindo as perdas por refletividade. Especificamente, a capacidade de regular com precisão a saída de energia com lasers pulsados melhora a precisão da soldagem de chapas finas de cobre, reduzindo assim as zonas de impacto térmico. A aplicação de potência laser adequada, em conjunto com outras estratégias, como monitoramento em tempo real, modelagem do feixe e contorno, permite resultados confiáveis mesmo com geometrias complexas e topografias de superfície complexas.
Os engenheiros enfrentam o desafio de equilibrar as configurações de potência com o foco do feixe, o controle de pulso e a velocidade de soldagem para produzir soldas de alta qualidade, considerando as características do material de cobre.
Quais são os principais benefícios de Cobre para soldagem a laser?

Como funciona Soldagem a laser Melhorar Qualidade da solda?
Com a ajuda do controle preciso da energia e da minimização do aporte de calor, a soldagem a laser melhora a qualidade da solda. Isso resulta em menor distorção térmica e em uma zona afetada pelo calor reduzida, o que preserva a integridade do material circundante. Além disso, a alta densidade de energia do laser permite penetração profunda e soldas consistentes em cobre, um material com alta condutividade térmica. O processo também permite alta repetibilidade, o que garante a consistência em múltiplas soldas. Em comparação com os métodos de soldagem tradicionais, esses fatores resultam em soldas mais limpas, resistentes e de maior qualidade.
O que faz o Soldagem a laser de cobre Mais eficiente?
Em minha pesquisa sobre a eficiência da soldagem a laser de cobre, duas características se destacaram: precisão e adaptabilidade. A qualidade das soldas obtidas é aprimorada devido à redução do aporte de calor ao material adjacente, o que, por sua vez, minimiza a distorção. No caso do cobre, com sua condutividade térmica excepcional, a penetração de energia confiável e a consistência são garantidas devido à forte densidade de energia fornecida. Além disso, o processo é altamente repetível, conferindo-lhe a versatilidade necessária para tarefas que exigem exatidão e uniformidade.
Qual Tecnologias laser são usados para Soldagem de cobre?

Como fazer Lasers de fibra e Lasers de disco Diferem?
A gama de distinções entre lasers de fibra e lasers de disco começa com seu design e estratégias de produção de luz. A qualidade do feixe e a eficiência são as características do laser de fibra, pois ele amplifica a luz dentro de um núcleo de fibra óptica. Os lasers de disco permitem excelente controle térmico, pois utilizam um cristal fino em forma de disco para amplificar a luz. Quando se trata de confiabilidade para soldagem, ambos apresentam desempenho igualmente bom. Por seu tamanho compacto e baixa manutenção, os lasers de fibra são a melhor opção. No entanto, os lasers de disco são mais adequados para aplicações que exigem maior potência e estabilidade. Ambos os tipos de laser são adequados para soldagem de cobre, mas demandas operacionais específicas determinam a escolha.
Qual é o significado de Laser verde em Soldagem de Cobre?
Os lasers verdes são um recurso versátil e sem precedentes na área de soldagem de cobre devido ao seu comprimento de onda específico e alta eficiência no trabalho com materiais que possuem características reflexivas. Estando no espectro de luz visível, abrangendo aproximadamente 532 nm, o comprimento de onda do laser verde é melhor absorvido pelo cobre em comparação com os lasers infravermelhos. Essa absorção aprimorada ajuda a superar problemas de refletividade, que são um grande problema ao cortar e trabalhar com cobre e outros metais altamente reflexivos.
Pesquisas confirmam que os lasers verdes proporcionam maior eficiência energética no procedimento de soldagem de cobre, o que reduz a probabilidade de defeitos de soldagem, como porosidade e falta de fusão. Além disso, a microusinagem com lasers verdes permite o controle da dinâmica da soldagem keyhole em níveis de potência mais baixos, possibilitando maior precisão e controle. Por exemplo, verificou-se que, com os lasers verdes, a absorção nas superfícies de cobre é superior a 60%, em comparação com menos de 5% com os lasers infravermelhos convencionais.
Além dessas melhorias significativas, a aplicação de lasers verdes reduz respingos e os torna adequados para soldagem de precisão, melhora a integridade do material e é altamente vantajoso para indústrias como a de fabricação de eletrônicos e eletromobilidade. O uso de lasers verdes também melhora a integridade da solda, necessária nesses setores. Além disso, sua eficiência energética e menor consumo de energia se traduzem em custos operacionais mais baixos a longo prazo, tornando esses lasers uma ferramenta vantajosa em aplicações industriais.
Como funciona Laser Infravermelho Comparar em desempenho?
Lasers que emitem radiação infravermelha com comprimento de onda entre 800 nm e 2500 nm apresentam características únicas de interesse quando colocados lado a lado com lasers verdes. Além disso, sua alta potência de saída, acima de 1000 watts, os coloca em uma posição versátil para fins industriais, acima de metais, cerâmicas e certos polímeros. Além disso, processos como soldagem e perfuração de furos mais profundos em materiais mais espessos são mais rápidos e fáceis com o uso de lasers infravermelhos. Isso promove um trabalho sem esforço para as indústrias aeroespacial e automotiva.
A microusinagem de metais duros com o uso de lasers infravermelhos baseados em fibra é outra questão de preocupação, pois a qualidade do feixe é alta o suficiente para preservar a estrutura do material que está sendo microusinado, além de ser preciso o suficiente para executar um trabalho detalhado.
No entanto, os lasers infravermelhos podem encontrar desafios em aplicações que envolvem áreas de baixa tolerância ao calor ou materiais com alta refletividade, como cobre ou ouro. Diante dessas limitações, os lasers verdes tendem a ser mais eficazes devido à sua maior absorção e menor difusão térmica para lasers de comprimento de onda mais curto. Em última análise, a seleção de lasers infravermelhos ou verdes é determinada por critérios específicos de aplicação relativos à composição do material, ao nível de precisão necessário e à escala das operações.
Como superar Soldagem a laser Desafios com Cobre?
Como gerenciar Salpicos e Piscina de derretimento Formação?
Manter o controle sobre respingos e a formação de poças de fusão durante a soldagem a laser de cobre é complicado devido à alta condutividade térmica, refletividade, baixa absortividade e minimização de respingos do material. Além disso, controlamos cuidadosamente os parâmetros do laser. Fornecer menor potência do laser e otimizar a duração do pulso para limitar o excesso de transferência de energia aumentará a minimização de respingos, o que é crítico para a integridade da solda. Estudos sugerem que uma redução significativa de respingos e uma melhoria geral na qualidade da solda são alcançadas com faixas de frequência de pulso de 1 a 5 KHz.
Além disso, o risco de transferência de calor inconsistente é minimizado com técnicas de modelagem de feixe, como foco ajustável e perfis de feixe personalizados, enquanto o argônio e o hélio servem para permitir a supressão do plasma e a estabilização do processo de soldagem como gases de proteção. Maiores respingos e a indução de uma dinâmica de poça de fusão mais áspera são mitigados com o gás SIE para melhor suavização devido ao elevado potencial de ionização do hélio.
As câmeras e sensores coaxiais são avançados com recursos de adaptação e resposta em tempo real às condições de soldagem, possibilitando a garantia de parâmetros ideais durante todo o processo. Com o suporte combinado das tecnologias e abordagens mencionadas, os fabricantes podem obter soldas de cobre ideais, com poucos ou nenhum defeito.
Quais técnicas melhoram Penetração e Profundidade de solda?
Uma combinação de métodos sofisticados e configurações de parâmetros de soldagem mais inteligentes é necessária para alcançar uma penetração mais profunda e uma melhor profundidade de solda. Aumentar a corrente de soldagem, por exemplo, aumenta o aporte térmico. Certamente, o aumento do aporte térmico possibilita uma penetração mais profunda no material, mas deve ser moderado para evitar excesso de zona afetada pelo calor (ZTA) ou queima.
Outro ponto crítico a ser considerado é a velocidade de deslocamento. Velocidades de deslocamento mais lentas permitem maior concentração de calor e resultam em melhor penetração e fusão da junta soldada. No entanto, uma redução excessiva na velocidade de deslocamento pode resultar em geometrias indesejadas do cordão de solda, como excesso de reforço ou padrões curvos excessivos (ondulações).
A seleção e a preparação dos metais são igualmente importantes. Para facilitar a obtenção de uma melhor fusão, os materiais de adição devem possuir pontos de fusão correspondentes, ou ligeiramente superiores, aos do material base. Além disso, a preparação adequada das bordas, como chanfraduras e ranhuras, aumenta as chances de obter penetração total em materiais espessos.
Tecnologias avançadas, como a soldagem pulsada, aumentam significativamente a penetração. A regulação precisa do calor durante o processo de soldagem pode ser alcançada usando a soldagem a arco metálico com gás pulsado (GMAW-P), que alterna correntes altas e baixas. Isso elimina respingos de forma eficaz, garantindo penetração confiável em configurações complexas.
Além disso, o uso de gases de proteção impacta a profundidade das soldas. Na soldagem MIG, a mistura de argônio e dióxido de carbono (como 85% de argônio e 15% de dióxido de carbono) melhora a estabilidade do arco, garantindo também uma penetração mais profunda da solda.
Informações recentes demonstram que técnicas assistidas por laser melhoraram significativamente a capacidade de penetração na soldagem. Essa técnica aplica um arco de soldagem normal juntamente com energia laser. O laser fornece calor preciso e altamente focado, permitindo uma penetração profunda com deslocamento mínimo. Especialistas em soldagem, juntamente com a otimização de parâmetros, continuam a trabalhar para alcançar maior profundidade sem comprometer a integridade da estrutura.
Como otimizar Parâmetros Laser para melhores resultados?
Poder do laser
A qualidade da solda e seus parâmetros são influenciados de forma crítica pela potência do laser. Uma maior profundidade de penetração está tipicamente associada a uma maior potência do laser, mas superaquecimento ou respingos excessivos podem ocorrer com potência excessiva. Por exemplo, algumas pesquisas afirmam que com potências de 1 kW a 10 kW, dependendo do tipo e da espessura do material, o desempenho é bom. Para manter a qualidade da superfície, é crucial fornecer potência adequada à aplicação de soldagem.
Velocidade de soldagem
A entrada de calor por unidade de comprimento é diretamente afetada pela velocidade operacional da soldagem. A absorção máxima de energia está relacionada a velocidades mais baixas, o que aumenta a profundidade de penetração, enquanto velocidades mais rápidas diminuem a quantidade de exposição ao calor, o que reduz a distorção térmica. Normalmente, a faixa ideal é entre 0.5 m/min e 2.0 m/min; no entanto, a configuração das juntas e as propriedades do material podem alterá-la.
Tamanho do ponto do feixe e posição do foco
Alterar o tamanho do ponto do feixe e a posição do foco afeta a densidade de energia aplicada à peça. A concentração de energia é melhor com um tamanho de ponto menor, adequado para soldas estreitas e profundas, e um leve desfoque pode ser benéfico para juntas mais largas. Estudos sugerem que, para materiais espessos, focar o feixe ligeiramente abaixo da superfície funciona melhor para alcançar a penetração máxima.
Tipos e taxas de fluxo de gás de proteção
A escolha e a vazão do gás de proteção impactam significativamente a estabilidade da poça de solda e a taxa de oxidação. Argônio e hélio são gases comumente utilizados; enquanto o hélio promove uma transmissão eficiente de energia, o argônio é mais econômico para muitas aplicações. Independentemente do tipo de gás, as vazões ideais costumam ficar entre 10 e 20 litros por minuto.
Ajustes específicos de material
A condutividade térmica e a absorção variam para cada material. Por exemplo, o uso de lasers específicos para cada comprimento de onda, como um laser de fibra com comprimento de onda de 1.06 µm para aço carbono, resulta em melhor absorção. Além disso, o pré-aquecimento de materiais espessos ou altamente refletivos, como o alumínio, pode melhorar a consistência durante a soldagem.
Por meio do ajuste preciso de diferentes parâmetros e da realização de ensaios relevantes para materiais específicos, os especialistas conseguem obter resultados excepcionais em termos de aprimoramento da qualidade, penetração, profundidade e uniformidade da solda, minimizando o potencial de defeitos. Durante a operação, ferramentas avançadas de monitoramento, como imagens térmicas e sistemas de feedback em tempo real, são igualmente importantes para garantir que os parâmetros sejam mantidos dentro dos limites ideais definidos.
Quais são as aplicações de Soldagem a laser in Componentes de cobre?

Как е Soldagem a laser Usado em Condutividade elétrica Formulários?
Devido à precisão, eficácia e capacidade de trabalhar com materiais de alta condutividade térmica, como o cobre, a soldagem a laser é importante em áreas onde a condutividade elétrica é necessária. As aplicações, juntamente com dados sobre as regiões em que a soldagem a laser é utilizada, são destacadas abaixo:
Fundição de condutores de cobre
A soldagem a laser é comum para a união de fios de cobre, barramentos e conectores, com o mínimo de calor afetando as peças ao redor. Há ótimo contato elétrico e baixa resistência na solda. Pesquisas indicam que conexões de cobre soldadas a laser têm uma resistência elétrica de 0.2 µΩ, muito menor do que métodos convencionais, como a soldagem.
Fabricação de baterias
A soldagem a laser é aplicada na produção de baterias de íons de lítio para a conexão de abas ou folhas de cobre, a fim de melhorar o fluxo de energia. O controle preciso da energia fornecida pelos lasers resulta em um desempenho excepcional em relação a respingos e porosidade, que não conseguem manter a eficiência elétrica adequada.
Montagem de PCB e Microeletrônica
A soldagem a laser é de grande importância na montagem de placas de circuito impresso (PCBs) e microeletrônica que envolvem a ligação de contatos ou o rastreamento de cobre. O método permite alta precisão em aplicações de pequena escala, auxiliando seu desempenho confiável em projetos compactos.
Sistemas de distribuição de energia
No que diz respeito aos equipamentos avançados de distribuição de energia, os sistemas de alto desempenho utilizam soldagem a laser para formar juntas em barramentos e terminais de cobre. A aplicação da soldagem a laser, em particular, não entra em contato com a peça de trabalho, o que reduz seu desgaste e melhora a eficiência.
Otimização da Eficiência Energética
As técnicas de soldagem com os melhores resultados na aplicação de uma solda, juntamente com outros parâmetros, oferecem soldas de alta qualidade e um baixo aporte de calor na junta. Isso é crucial para empresas sensíveis à energia, pois ajuda a reduzir as perdas elétricas em caminhos condutores. Vale ressaltar que as soldas de cobre com lasers de energia levam a uma redução de até 15% nas perdas de energia em altas frequências para muitas aplicações.
Fabricação de motores e bobinas
Os motores elétricos e as bobinas dos transformadores têm suas bobinas e enrolamentos de cobre soldados a laser, o que proporciona alta precisão e repetibilidade. Isso é fundamental para sustentar o fluxo de eletricidade durante a operação sem interromper o estresse mecânico aplicado nas costuras do laser.
Com relação a todas essas aplicações industriais, soldas a laser de baixa resistência e alta precisão se tornaram uma necessidade para indústrias que lidam com condutividade elétrica.
Quais são os benefícios de Laser industrial Formulários?
A aplicação de lasers na indústria apresenta vantagens distintas que aprimoram os processos de fabricação. Estes são os benefícios:
Detalhes e exatidão extremos
Os fabricantes conseguem processar materiais com características extremamente detalhadas e tolerâncias rigorosas devido aos níveis excepcionais de precisão oferecidos pelos sistemas a laser. Como o feixe de laser é altamente focado, há desvio mínimo, o que garante qualidade consistente em corte, soldagem e gravação a laser.
Deformação reduzida do material
Devido à energia concentrada dos lasers, a zona afetada pelo calor é reduzida, o que limita a deformação que ocorre no material. Isso é particularmente crítico em componentes sensíveis, como chapas finas ou peças de precisão usadas na indústria aeroespacial e eletrônica.
Compatibilidade com vários materiais
Os lasers podem processar com eficácia uma ampla gama de materiais, como compósitos, vidro, plástico, metal e cerâmica. Graças a essa flexibilidade, podem ser utilizados em diferentes ambientes de fabricação.
Aumento na velocidade de processamento
Os lasers industriais possuem velocidades operacionais extremamente altas, o que aumenta a eficiência da produção. Por exemplo, dependendo do material e da espessura, os sistemas de corte a laser podem atingir velocidades de 20 metros por minuto.
Melhor custo-benefício e redução de desperdício
Devido à precisão oferecida nos processos a laser, o desperdício de material é minimizado durante a produção. Além disso, os gastos com consumíveis, como ferramentas de corte, são reduzidos, o que reduz os custos operacionais ao longo do tempo.
Integração de Sistemas de Automação
Braços robóticos, máquinas CNC e outros sistemas automatizados podem facilmente incorporar lasers. Seu uso com as tecnologias da Indústria 4.0 melhora ainda mais a produtividade e permite o monitoramento durante o processo.
Diferentes aplicações de processamento sem contato
Como o feixe de laser não toca o material, não há soldagem de nenhum tipo. Não há contato com a ferramenta, portanto, pontos fracos não são introduzidos na peça de trabalho. Isso evita o desgaste da ferramenta, perdas e mantém o equipamento intacto.
Processamento a laser ecologicamente correto
Ao contrário da corrosão química, da usinagem digital ou de outros métodos tradicionais, alguns métodos modernos utilizam menos emissões, resíduos e outros poluentes. Isso permite um uso mais limpo sem causar danos ao meio ambiente.
Consistência com tarefas repetitivas realizadas por lasers
O uso de lasers em tarefas como gravação e marcação garante resultados uniformes em todo o processo. Essas características são essenciais para setores que exigem os mais altos padrões, como a fabricação de dispositivos médicos.
Os sistemas laser modernos proporcionam sustentabilidade econômica e melhor relação custo-benefício para uso industrial devido às suas altas taxas de conversão de energia. Por exemplo, estima-se que os lasers de fibra tenham mais de 30% de eficiência energética.
Isso reforça ainda mais o motivo pelo qual setores como automotivo, tecnologia médica, aeroespacial e eletrônica estão integrando cada vez mais lasers industriais em seus programas. Todos esses motivos comprovam que essas ferramentas estão entre as mais eficientes nos processos de fabricação modernos.
Perguntas Frequentes (FAQs)

P: Quais são os principais desafios na soldagem a laser de cobre?
R: Os principais problemas na soldagem a laser de cobre são sua alta refletividade e condutividade térmica. Essas características podem levar a uma soldagem ineficiente, pois absorvem muito pouca luz laser sem técnicas específicas, como o comprimento de onda correto e alta potência.
P: Como o comprimento de onda da luz laser afeta a soldagem de cobre?
R: A absorção em materiais de cobre é bastante afetada pelo comprimento de onda da luz laser. Para soldagem a laser de cobre, os comprimentos de onda azul e verde são mais benéficos, pois aumentam a absorção e diminuem a refletividade, o que melhora a qualidade da solda.
P: Por que o gás de proteção é usado na soldagem a laser de cobre?
R: O gás de proteção é usado durante a soldagem a laser de cobre para controlar a oxidação e a contaminação da poça de solda. Ao cobrir o metal fundido, o gás de proteção cria uma atmosfera inerte que preserva a integridade da solda.
P: Quais técnicas são usadas para soldagem de penetração profunda em cobre?
R: A soldagem por feixe de laser de alta densidade energética permite a soldagem de penetração profunda em cobre. Ela utiliza lasers de onda contínua e configurações específicas para lasers pulsados para fornecer calor suficiente e evitar danos ao material.
P: Qual é o impacto da condutividade do cobre na soldagem por condução de calor?
R: A alta condutividade térmica do cobre exige que a energia do laser seja cuidadosamente gerenciada para evitar perdas excessivas de calor durante a fusão e a união na soldagem por condução. Isso geralmente é obtido modificando a velocidade de soldagem e a potência do laser.
P: Qual é o efeito do pulso no contexto da soldagem a laser de cobre?
R: A soldagem a laser com técnica pulsada permite um controle ideal da aplicação de calor, o que é muito importante na soldagem de materiais altamente reflexivos e termicamente condutivos, como o cobre. Isso minimiza a distorção e ajuda a obter soldas de melhor qualidade.
P: É possível realizar soldagem a laser para unir cobre e alumínio?
R: Sim, é possível realizar um processo de soldagem a laser para unir cobre e alumínio. É necessário um ajuste cuidadoso dos parâmetros do laser ou o uso de um laser de comprimento de onda azul ou verde, devido à disparidade entre as propriedades reflexivas e térmicas do metal e as dos metais comuns.
P: Por que uma fonte de laser de feixe de energia é importante no contexto da soldagem de cobre?
R: O tipo de fonte de feixe de laser utilizada tem grande importância na soldagem de cobre, pois determina a taxa de absorção de energia pelo metal. O uso de fontes de alta potência com comprimentos de onda apropriados, como lasers azul e verde, aumenta a absorção, resultando em soldas de melhor qualidade e melhor desempenho.
P: Quais são as vantagens de um laser azul para soldagem a laser?
R: Os lasers azuis auxiliam na soldagem de cobre porque são absorvidos muito mais facilmente pelos materiais de cobre devido ao seu comprimento de onda. Isso melhora o controle sobre a poça de solda, o que, por sua vez, melhora os cordões de solda e a qualidade da soldagem.
Fontes de Referência
1. Impacto dos parâmetros de soldagem e tratamentos de superfície pré-soldagem na soldagem a laser remota para a montagem de motores elétricos<|image_sentinel|>União de fio de cobre fino e barramento de cobre
- autores: T. Sun e outros.
- Data de publicação: 30 de agosto de 2024
- Diário: Sciência e tecnologia de soldagem e união
Principais conclusões:
- Esta pesquisa busca soldar remotamente a laser um fio fino de cobre a uma barra de cobre configurada em uma topologia de junta em T.
- A técnica é autossustentável, pois o fio serve como enchimento, preenchendo espaços e realizando intertravamento elétrico e mecânico.
- O método demonstra uma capacidade de carga mecânica de 221 N, o que representa 92.5% da resistência emulada do fio encapsulado.
- Os dados mostram resultados comparativos de desempenho mecânico, elétrico e térmico, que não foram afetados pelos tratamentos superficiais pré-soldados. Isso demonstra grande resiliência às condições superficiais pré-soldadas (Sun et al., 2024).
2. Pesquisa sobre Soldagem a Laser de Metais Dissimilares – Alumínio e Cobre com Laser de Fibra Pulsada
- autores: L. Trinh, Donghyoung Lee
- Publicado em: 17 de Julho de 2024
- Revista Internacional de Engenharia de Precisão e Fabricação
Resultados:
- Este trabalho analisa a possível aplicação de lasers de fibra na soldagem a laser de peças de alumínio e cobre, concentrando-se especificamente em lasers de fibra pulsada.
- Os sistemas de soldagem a laser e híbridos têm uma ampla gama de aplicações na indústria e na ciência e apresentam grandes benefícios (Trinh & Lee, 2024).
- Conforme observado neste estudo, as dificuldades de soldagem de metais distintos, como alumínio e cobre, são discutidas juntamente com os parâmetros otimizados necessários para soldas de alta qualidade.
- Este estudo aumenta a compreensão das relações de propriedades mecânicas-solda das juntas (Trinh e Lee, 2024).
3. Soldagem a Laser de Alumínio ao Cobre: Propriedades das Juntas Soldadas e Otimização de Parâmetros
- autores: Fatih Şahin e E. Taban
- Data da publicação: 1 de dezembro de 2024
- Diário: Boletim de Ciência dos Materiais e Metalurgia
Principais destaques:
- O artigo analisa as propriedades mecânicas das juntas soldadas de alumínio e cobre e tenta otimizar os parâmetros para uma soldagem a laser mais eficiente.
- O estudo discute os méritos do uso de lasers na soldagem, particularmente em relação à velocidade de soldagem, entrada de calor e tamanho das zonas afetadas pelo calor.
- Os parâmetros ótimos foram encontrados usando o Método Taguchi, que requer a menor quantidade de testes (Şahin & Taban, 2024).



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


