




A extrusão de plástico é o processo de fabricação em larga escala que transforma grânulos termoplásticos em perfis contínuos, como tubos, chapas, filmes, canos e formatos personalizados. Ela tem sido a base da fabricação de polímeros por quase 100 anos – no entanto, a maioria das decisões de compra relacionadas a compostos, tipos de máquinas, dimensões de matrizes e custos parece estar presa às mesmas 4 variáveis: qual extrusora, qual polímero, qual matriz e quais compensações entre tolerâncias e custos? Este guia aborda o fluxo completo, 4 tipos de extrusão, extrusoras de rosca simples versus dupla, opções de polímeros, a relação custo-benefício do alumínio e uma perspectiva para 2026 – com base nos mais de 15 anos de experiência da UDTECH projetando extrusoras para mais de 100 países.
Especificações rápidas
| Tipo de processo | Fabricação contínua em alto volume |
| Faixa de vazão | 50–2,000 kg/h (dependendo da máquina) |
| Polímeros Compatíveis | PVC, HDPE, LDPE, PP, ABS, PET, PC, TPE, PMMA, Nylon |
| Saídas comuns | Tubos, chapas, filmes, perfis, revestimentos de fios |
| Prazo de entrega do ferramental | 4 a 12 semanas (matrizes personalizadas) |
| Tolerância Típica | ±0.05–0.5 mm (dependente da geometria) |
O que é extrusão de plástico? Definição do processo e importância industrial.

No âmbito da produção em larga escala, a extrusão de plástico é um conceito descomplicado. Os termoplásticos, alimentados em forma de grânulos e pellets por reatores robóticos de alto volume, são derretidos, pressurizados através de matrizes e resfriados, adquirindo uma forma contínua de seção transversal constante. Enquanto o complexo ciclo de moldagem por injeção opera em tensão mono ou multivariável, a extrusora produz o material em um único instante: continuamente. Sem interrupções; enquanto a alimentação for constante, o produto flui.
A diferença na nomenclatura: a extrusão produz uma seção transversal constante específica – medida em metros lineares ou libras, não em peças; outras técnicas produzem peças discretas, como lentes infravermelhas ou cilindros de gás. Por exemplo, a moldagem por injeção produz radiantes ou painéis de absorção acústica, enquanto a extrusão produz um grande volume de material (acionado por célula de carga) juntamente com uma camada de fotorresistente na qual a micro-escultura é monitorada simultaneamente.
| Processo | Tipo de Saída | Volume ideal | Custo de Ferramentas |
|---|---|---|---|
| Extrusão de plástico | Perfil contínuo | Mais de 10,000 metros lineares | $5 mil a $50 mil (morte) |
| moldagem por injeção | Peças com formatos discretos | Mais de 10,000 unidades | US$ 15 mil a US$ 200 mil (molde) |
| Moldagem por sopro | Recipientes ocos | Mais de 50,000 unidades | US$ 10 mil a US$ 80 mil (molde) |
| Impressão 3D FDM | Geometrias personalizadas | 1–500 unidades | $0 (digital) |
Ao longo dos últimos 15 anos, a UDTECH criou e otimizou polipropilenoExtrusões de ABS, PVC, PC, uretano, resina de engenharia e Lycra para mais de 100 países em diversas aplicações, incluindo eletrodomésticos, construção, infraestrutura, elétrica, industrial e embalagens. Detalhes sobre o fluxo do processo, 4 tipos de extrusão, projetos de rosca simples versus rosca dupla, tipos de plástico e perspectivas do setor podem ser encontrados abaixo.
Como funciona a extrusão de plástico: fluxograma do processo passo a passo
Todas as extrusões seguem 6 etapas de processo controláveis, cada uma determinada por 1 parâmetro.
- Tremonha de alimentação – a rotação da rosca puxa o plástico ao longo do cilindro, forçando-o através da matriz; grânulos, pellets ou pó entram pela entrada traseira, frequentemente pré-misturados com corantes, estabilizadores UV ou cargas. A secagem com dessecante na lateral da tremonha é crucial para o Huastic e outros polímeros mais sensíveis.
- Alimentação do polímero. O calor é gerado pelas proteções de aquecimento do cilindro, que às vezes operam a 200-275 °C, com 3 a 5 válvulas PID operando da parte traseira para a dianteira do cilindro. A velocidade da rosca pode variar de 30 a 150 rpm, dependendo da viscosidade do polímero e da quantidade de alimentação necessária.
- Formação de fusão por parafuso devido ao atrito. O programador aquecido entre o parafuso e o cilindro conduz tanto calor quanto os elementos das proteções de aquecimento; em altas velocidades de rotação do parafuso, o tempo de permanência, somado a quaisquer promotores de adesão entre o cilindro e o parafuso, gera calor suficiente para frequentemente desligar as zonas de aquecimento.
- Filtragem fina: O plástico é forçado através de um triturador, com um conjunto de telas suportado por uma placa trituradora. A pressão pode ultrapassar 34 MPa.
- Moldagem. O plástico fundido flui para dentro da matriz – o núcleo estético da linha – e sai no formato da abertura da matriz. É aqui que ocorre o inchamento da matriz: o polímero incha de 5 a 30% em relação à dimensão da matriz, exigindo que esta seja usinada com dimensões menores para atingir a especificação final.
- Resfriamento e corte. Os extrudados de tubos e canos são resfriados em banhos de água com auxílio de vácuo para evitar o colapso; a folha passa por rolos de resfriamento polidos antiaderentes; o filme é despejado em anéis de ar. O extrudado endurecido é retirado sob tensão definida e cortado no comprimento desejado, enrolado em bobinas ou bobinado em rolos.
A relação L:D (comprimento/diâmetro) da rosca é o fator determinante nas decisões geométricas. 24:1 é típico para linhas de poliolefinas; roscas de alta cisalhamento com relação 32:1 são indicadas para PVC e plásticos de engenharia que necessitam de longo tempo de permanência do material fundido. ASTM D1248 Fornece especificações de materiais de extrusão de polietileno que orientam o projeto de roscas para linhas de isolamento de fios e cabos.
O que faz um operador de extrusão de plástico?
Um operador de extrusão de plástico monitora e ajusta continuamente seis parâmetros principais da linha: taxa de alimentação da tremonha, perfil de temperatura do cilindro, rotação da rosca, pressão de fusão, velocidade de tração e taxa de resfriamento a jusante. O trabalho oscila entre longos períodos de produção estável e momentos de pânico quando o extrudado apresenta defeitos – estrias prateadas indicam umidade, fraturas na massa fundida indicam aquecimento por cisalhamento, oscilações indicam alimentação inconsistente. Operadores experientes desenvolvem diagnósticos específicos para cada polímero: PVC com cheiro de HCl, náilon amarelado com cheiro de frango frito, poliolefinas com ondulações e rasgos de cisalhamento na superfície. A função envolve aproximadamente 30% de preparação e troca de formato da linha, 60% de ajustes e controle contínuo e 10% de reparos emergenciais.
Os 4 tipos de extrusão de plástico: chapa, filme, perfil e tubo.

A extrusão de polímeros divide-se em quatro processos principais, com base na geometria de saída e no método de resfriamento. Cada um possui conjuntos de equipamentos, cortes de polímero e mercados distintos, desde chapas rígidas até filmes flexíveis.
- Extrusão de tubos. Um mandril na matriz forma uma seção oca, produzindo tubos, canos e tubos médicos. Um anel de ar é usado para puxar a parede fria para cima. Polímeros típicos: PVC, PEAD, PEX.
- Extrusão de chapas. Uma matriz plana e larga sai do molde e a chapa é laminada entre três rolos de resfriamento com acabamento químico para determinar a espessura e o acabamento superficial. As chapas têm espessura de 0.5 a 12 mm. Polímeros típicos: ABS, PC, PMMA, HIPS.
- Filmes extrudados por sopro. O polímero fundido é forçado através de uma matriz anular e inflado com um anel de ar, adquirindo a forma de uma bolha, que é então achatada em um filme de dupla camada pelos rolos de pressão. A espessura do filme varia de 8 a 250 mícrons. Polímeros típicos: LDPE, LLDPE, HDPE.
- Extrusão de perfis. Uma matriz feita sob medida confere personalidade ao polímero fundido: juntas, perfis para janelas, proteção contra intempéries e construção civil. É o processo mais variado e o foco do negócio de extrusão de plásticos sob medida. Polímeros típicos: PVC rígido e flexível, ABS, polipropileno.
Árvore de decisão de 4 polímeros
Identifique o tipo de processo que você precisa respondendo a quatro perguntas sobre fluxo ambiental. O primeiro "sim" vence.
- A seção transversal é oca por dentro? Tubo/cano com matriz de mandril. (Tubos para uso médico, combustível e drenagem.)
- O produto é plano e tem mais de 300 mm de largura? Folha plana com rolos de calandragem. (Placas termoformadas para sinalização, envidraçamento e embalagens.)
- O produto final é um filme fino com menos de 250 m? Extrusão de filme soprado. (Sacos, filmes agrícolas, laminados para embalagens.)
- O resultado é uma seção transversal 2D personalizada? Extrusão de perfil com matriz personalizada. (Esquadrias de janelas, vedações, acabamentos.)
O revestimento de fios e cabos é um quinto caso especializado em que uma matriz de cabeçote cruzado é usada para revestir o condutor em linha – abordado separadamente nos guias de equipamentos de extrusão para revestimento.
Equipamentos para extrusão de plástico: extrusoras de rosca simples, rosca dupla e extrusoras especiais
As máquinas de extrusão se dividem com base na configuração da rosca – simples, dupla ou tripla – sendo que cada opção aumenta a capacidade de mistura, a produtividade e o preço. As opções de rosca simples, dupla e tripla representam os erros mais dispendiosos na especificação de uma planta: uma linha de equipamentos com rosca simples não é adequada para o que uma linha com rosca dupla pode fazer, e uma máquina com rosca dupla consome de 30 a 50% mais energia do que uma linha com rosca simples em trabalhos que ela poderia realizar. A UDTECH produz todas as três opções, além de variantes para laboratório e fins especiais em nossa linha de extrusoras.
| Formato | Proporção L:D | Produtividade | Mais Adequada Para | Gama de Capex |
|---|---|---|---|---|
| Extrusora de único parafuso | 24: 1-32: 1 | 50–800 kg/h | Perfis simples, tubos, chapas, polímero único | US$ 15 mil a US$ 120 mil |
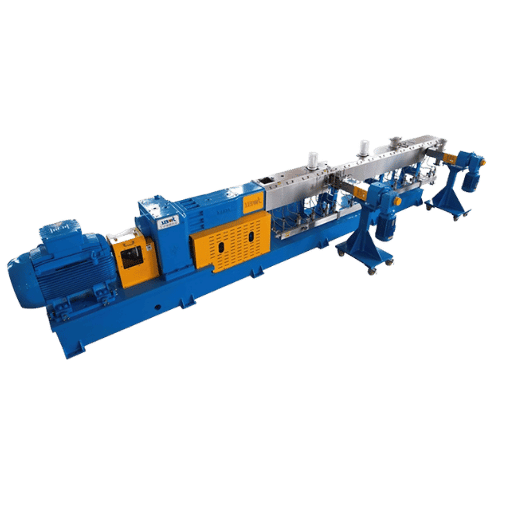
| Extrusora de parafuso duplo | 36: 1-48: 1 | 100–2,000 kg/h | Composição, masterbatch, PVC, desvolatilização, matéria-prima reciclada | US$ 45 mil a US$ 350 mil |
| Extrusora de tripla rosca | 40: 1-52: 1 | 300–3,000 kg/h | Mistura de alta taxa de cisalhamento, masterbatch de cor, polímeros termossensíveis de nicho. | US$ 80 mil a US$ 500 mil |
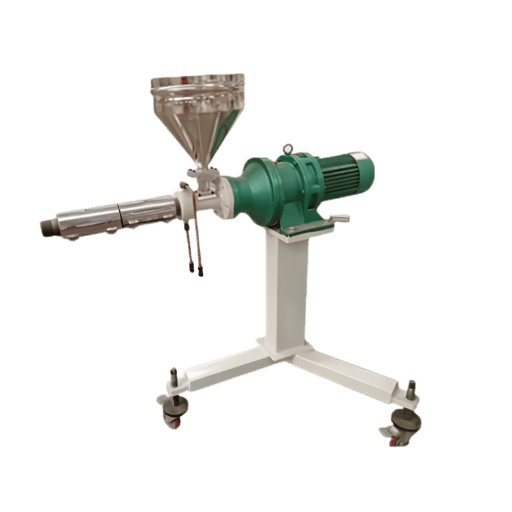
| Extrusora de laboratório | 25: 1-40: 1 | 0.5–25 kg/h | P&D, formulação, testes piloto, dados de ampliação de escala | US$ 20 mil a US$ 90 mil |
| Extrusora de plástico reciclado | 30: 1-40: 1 | 100–800 kg/h | Remoagem pós-consumo, matéria-prima mista, filtração por fusão | US$ 35 mil a US$ 220 mil |
A ideia simplista de que "extrusoras de dupla rosca são para compostos, enquanto as de rosca simples servem para todo o resto" está errada com frequência suficiente para que os consumidores verifiquem essa afirmação. As extrusoras de dupla rosca apresentam melhor desempenho na desvolatilização (remoção de umidade residual e voláteis), no processamento de matérias-primas recicladas com diferentes granulometrias e no processamento de PVC, onde geometrias contrarrotativas resistentes à corrosão são essenciais. Linhas de perfil e chapas são caracterizadas pela estabilidade da pressão proporcionada pelas extrusoras de dupla rosca, mesmo com material reciclado ou coprocessado na alimentação.
Operador de extrusora é um trabalho difícil?
O trabalho de operador de extrusão de plástico é um desafio moderado na indústria, situando-se entre o de operador de CNC e o de operador de guindaste em uma planta química em termos de nível de habilidade. De um a seis meses de experiência são suficientes para dominar as funções básicas de configuração e monitoramento da linha de produção. De três a cinco anos é o período médio para atingir um nível de proficiência – desde a resolução de problemas como inconsistências na alimentação até o desgaste da rosca, passando pela determinação do perfil de temperatura ideal para cada material, até a identificação de problemas como gotejamento ou acúmulo de material na matriz. As exigências físicas incluem turnos de 10 a 12 horas em pisos de concreto, exposição ocasional a temperaturas acima de 200°C durante a troca de matrizes e levantamento de sacos de material de 20 kg. O esforço cognitivo é alto durante as trocas de formato e a resposta a falhas, e moderado durante a operação estável. Especialistas do setor em fóruns específicos classificam consistentemente a função como subvalorizada em relação à dificuldade da tarefa.
Materiais Poliméricos e Perfis: Quais Plásticos Podem Ser Extrudados

Quase qualquer polímero termoplástico pode ser extrudado – o desafio é selecionar o plástico certo para as condições de temperatura, produtos químicos, raios UV e resistência mecânica da operação. A escolha do plástico determina a janela de processamento e as propriedades finais da extrusão. A tabela resume os nove plásticos mais comuns, suas respectivas janelas de processamento e aplicações típicas. A extrusão de fios e cabos de polietileno é regida pela norma ASTM D1248; a tecnologia de moldagem por injeção e extrusão de polipropileno é codificada por [inserir código/norma aqui]. ASTM D5857; insumos para manufatura aditiva por extrusão regidos pela norma ISO/ASTM 52903-1:2020.
| Polímero | Ponto de fusão (°C) | Melhor característica | Limitação | Saída típica |
|---|---|---|---|---|
| PVC (rígido) | 170-200 | Custo, resistência às intempéries | Baixa estabilidade térmica, liberação de HCl | Perfis de janelas, tubos |
| HDPE | 180-230 | Resistência química | Baixa proteção UV sem estabilizador | Tubos, geomembranas |
| LDPE | 160-220 | Flexibilidade, baixo custo | Baixa rigidez, fácil fluência | Filme plástico, sacos |
| PP | 200-250 | Estabilidade térmica, química | Frágil abaixo de 0°C | Peças automotivas, têxteis |
| ABS | 220-250 | Resistência ao impacto, acabamento | Baixa resistência aos raios UV, resistência química razoável. | Acabamento automotivo, forros de geladeira |
| PET | 260-290 | Clareza, barreira de gás | Higroscópico, requer secagem | Garrafas, filmes, fibra |
| PC | 280-320 | Impacto, transparência | Alto custo, propenso a arranhões | Vidros, compartimento eletrônico |
| Nylon (PA6/PA66) | 230-290 | Desgaste, resistência mecânica | Higroscópico, mudança dimensional | Tubos, engrenagens, fibras |
| PMMA (acrílico) | 210-250 | Clareza óptica, resistente aos raios UV. | Frágil, sensível a riscos | Tubos de luz, displays |
A escolha do material influencia a escolha do equipamento. A ventilação de HCl em PVC exige tubos resistentes à corrosão, portanto, dedicados a esse fim. Linhas de extrusão de PVC são equipados com revestimentos bimetálicos. Plásticos de engenharia como PC, PAs e PEEK exigem relações L:D maiores e regulação de temperatura consistente, conforme determinado por nossa tecnologia. linha de perfis de plástico de engenharia configurações. A crescente exigência de insumos reciclados no mercado requer etapas de filtração e desgaseificação do material fundido, realizadas por extrusoras dedicadas à reciclagem de plástico.
Extrusão de plástico versus metal: o limite de custo

A extrusão de plástico e a extrusão de alumínio geram perfis contínuos visualmente indistinguíveis, mas suas curvas de custo se cruzam em quantidades de produção previsíveis. Os engenheiros de especificação tendem a usar alumínio por "aparência estrutural" e plástico por "aparência de produto de consumo", e essa heurística gera custos em ambas as direções.
O Limiar de Transição de Custo entre Plástico e Metal
Para cada um dos três eixos abaixo, o número maior indica a rota dominante.
| eixo | O plástico vence quando | O alumínio vence quando |
|---|---|---|
| Custo de ferramentas | Morra com menos de 20 mil dólares | Morrer acima de US$ 20 mil (nível semelhante) |
| Volume | 10K–500K metros lineares | Mais de 500 mil metros lineares |
| Requisito de força | Estático ou de baixa carga | Estrutural ou de suporte de carga |
| Tolerância | ±0.2 mm aceitável | ±0.05 mm necessário |
| O acabamento da superfície | Cor na matéria-prima | Anodizado, pintura eletrostática a pó necessária |
Se três ou mais linhas apontarem para o mesmo lado, esse é o caminho. Sinais mistos indicam que você está no ponto de cruzamento – obtenha amostras de ambos os lados e teste-as em sua aplicação real, não apenas no papel.
Coextrusão de 3 camadas: quando um perfil se comporta como dois materiais.

A coextrusão utiliza dois ou três fluxos de polímero através de uma única matriz para formar um perfil acabado com diferentes materiais em diferentes zonas. Este é um dos resultados mais contraintuitivos na extrusão de plástico: um único perfil pode ter um núcleo estrutural rígido com uma camada externa flexível de vedação contra intempéries, ou uma camada de revestimento colorida sobre um núcleo reciclado, ou ainda uma camada de barreira intercalada entre camadas protetoras.
O truque da coextrusão de 3 camadas
Três configurações reais que utilizam coextrusão em vez de uma etapa adicional de fabricação:
- Perfil da janela (rígido + flexível). O núcleo rígido de PVC confere rigidez estrutural; o revestimento coextrudado de elastômero termoplástico cria a vedação contra intempéries em uma única aplicação – sem cola, sem necessidade de instalação de junta separada.
- Revestimento (colorido + reciclado). Uma camada de revestimento colorida virgem de 0.5 mm oculta um núcleo de 4 a 6 mm com conteúdo reciclado. O produto tem aparência sofisticada; o custo da lista de materiais cai de 25 a 40%.
- Filme barreira (pele + barreira + pele). Camadas externas de LDPE protegem uma fina camada de barreira de EVOH ou PVDC contra oxigênio e umidade. Utilizado em embalagens de alimentos onde filmes de material único não conseguem atingir os objetivos de vida útil.
A coextrusão não é uma especialidade de ponta: o revestimento de fios e cabos – um dos segmentos de maior volume da extrusão de plástico – utiliza a coextrusão de sobrerevestimento há décadas. A tecnologia está integrada ao processo. máquina de composição plástica família, que fornece os múltiplos fluxos de polímero para uma cabeça de extrusão coordenada.
Vantagens, desvantagens e custos reais da extrusão de plástico
A extrusão de plástico se encaixa no perfil de decisão para a maioria dos produtos de perfil contínuo na faixa de 10 a 500 metros lineares, mas os prós e os contras são reais e impactam mais fortemente as desvantagens que os potenciais compradores subestimam durante a especificação.
- Menor custo unitário acima de 10 mil metros lineares
- Saída contínua — sem tempo morto de ciclo
- Ampla compatibilidade com polímeros
- Corantes, cargas e aditivos misturados em linha
- A coextrusão adiciona capacidade multimaterial
- Apenas seção transversal constante — sem geometria variável.
- A expansão da matriz adiciona de 5 a 30% de incerteza dimensional.
- Tolerância mínima de ±0.05 mm — tolerâncias mais rigorosas exigem usinagem posterior.
- Configuração de resíduos durante a estabilização da linha
- A variabilidade da matéria-prima reciclada perturba a reologia da fusão.
Algumas desvantagens a serem observadas vêm de relatos de operadores, não de materiais de marketing. Em fóruns de discussão sobre engenharia industrial, o problema mais relatado é a subespecificação ou superespecificação — selecionar um polímero ou espessura de parede que funcione na teoria, mas falhe em condições reais de serviço devido à fluência, radiação UV ou ciclos térmicos. O inchamento do chip continua sendo uma grande preocupação: a expansão do polímero na saída do chip complica a obtenção de tolerâncias rigorosas, transformando-a em um problema de ajuste em vez de um cálculo simples. A inclusão de material reciclado adiciona uma terceira dimensão de imprevisibilidade devido à variação no tamanho das partículas, umidade e contaminantes de lote para lote.
- Ferramentas (matriz): US$ 5 a US$ 50 para perfis típicos, até US$ 150 para matrizes multicavidades ou de coextrusão.
- Material: US$ 1.50 a US$ 8 por kg, dependendo do polímero escolhido, com o PVC próximo ao preço mais baixo e o PC/PEEK próximo ao mais alto.
- Tempo de ciclo/linha: a produção de 50 a 2,000 kg/h determina o compartilhamento de mão de obra e energia por metro.
- Economia da quantidade mínima de encomenda (MOQ): Os custos de preparação e mão de obra para troca de ferramentas significam que pequenas tiragens (menos de 5,000 m) podem ter um custo adicional de 2 a 4 vezes por metro.
A extrusão de plástico é cara?
A extrusão de plástico é uma das rotas de fabricação de plástico mais baratas por unidade de produto, mas o investimento em ferramentas e maquinário é substancial. Matrizes personalizadas para perfis padrão variam de matrizes ranhuradas padrão, como as de US$ 5,000 a US$ 50,000, na maior parte da faixa de preço, até matrizes complexas de coextrusão, como as de US$ 150,000, podendo ultrapassar esse valor. A linha de equipamentos de extrusão varia de US$ 15,000 (rosca simples) a US$ 500,000 (linha de extrusão composta com rosca tripla). Os custos de material variam de US$ 1.50 a US$ 8/kg. A extrusão se torna economicamente viável para volumes de até 10,000 metros lineares de perfil produzido; abaixo disso, a moldagem por injeção ou a manufatura aditiva geralmente são as abordagens mais econômicas; acima de 500,000 metros, o custo da extrusão se torna mais elevado. Os serviços de extrusão de plástico personalizada existem especificamente para amortizar o investimento em ferramentas entre vários clientes quando os lotes individuais não são suficientes para justificar a matriz.
Perspectivas da Indústria 2026: Reciclagem, Biopolímeros e Indústria 4.0

O mercado mundial de equipamentos para extrusão de plástico movimentou US$ 7.6 bilhões em 2026 e a previsão é de que alcance US$ 10.8 bilhões em 2033, crescendo a uma taxa composta anual de 5.1%, segundo a empresa. Pesquisa de Mercado de PersistênciaCom base no mercado mais amplo de equipamentos de extrusão, que atingiu US$ 8.93 bilhões em 2024, com uma taxa de crescimento anual composta (CAGR) de 4.5% até 2030, o manuseio de matéria-prima e as máquinas estão evoluindo em três direções além do crescimento divulgado.
1) A mudança estratégica no cronograma de compras dos clientes agora exige equipamentos inovadores para o manuseio da matéria-prima: ao substituir extrusoras convencionais de rosca simples com 15 anos de uso, a recomendação passa a ser uma extrusora de rosca dupla a jusante. sistema de peletização subaquática Ampliar as possibilidades futuras de utilização de matéria-prima reciclada, mantendo a opção de mistura no local. Esta é a atual configuração padrão dos equipamentos.
Perguntas frequentes: dúvidas comuns sobre extrusão de plástico
Quanto tempo leva a extrusão de plástico desde o pedido até a entrega?
Ver resposta
Quais são as desvantagens da extrusão de plástico?
Ver resposta
O plástico reciclado pode ser usado em extrusão?
Ver resposta
Qual a diferença entre extrusão de plástico e moldagem por injeção?
Ver resposta
Os fragmentos de plástico são recicláveis?
Ver resposta
Especificando uma linha de extrusão de plástico?
Compare as especificações de extrusoras de rosca dupla, rosca simples e especiais com seu planejamento de produção, polímero e conteúdo reciclado.
Sobre esta análise de extrusão de plástico
Este guia é baseado em mais de 15 anos de experiência da UDTECH no projeto de linhas de extrusão de plástico para produtores de plásticos, plásticos de laboratório, plásticos reciclados e polímeros de engenharia em mais de 100 países, com configurações de rosca simples, dupla e tripla. Os custos e as faixas de produção fornecidos foram verificados em relação às especificações ASTM D1248, D5857 e ISO/ASTM 52903-1:2020. Quando dados da indústria são fornecidos (Grand View Research, Persistence Market Research, Tecnologia de Plásticos), incluímos a fonte relevante para que você possa consultar a data de publicação original.
Referências e fontes
- Norma ASTM D1248-16 - Especificação padrão para materiais de extrusão de plásticos de polietileno para fios e cabos. — ASTM Internacional
- ASTM D5857 Especificação padrão para materiais de polipropileno injetados e extrudados — ASTM Internacional
- ISO/ASTM 52903-1:2020 Fabricação Aditiva — Fabricação aditiva baseada em extrusão de material — ISO
- Tamanho do mercado de máquinas de extrusão — Relatório da indústria 2030 — Pesquisa Grand View
- Tamanho e crescimento do mercado de máquinas de extrusão de plástico até 2033 — Pesquisa de Mercado da Persistence
- Sete gráficos que definem a indústria de plásticos dos EUA em 2025 — Associação da Indústria de Plásticos
- Perspectivas para a Manufatura Avançada em 2026 — Tecnologia de Plásticos
Artigos Relacionados
- Especificações e Guia de Seleção de Extrusoras de Rosca Dupla — Quando a extrusora de dupla rosca supera a de rosca simples em termos de composição, matéria-prima reciclada e PVC
- Guia de Configuração da Extrusora de Plástico Reciclado — Filtração da massa fundida, desgaseificação e relação L:D para material reciclado pós-consumo
- Visão geral do sistema de pelotização subaquática — Pelotização a jusante para linhas de mistura e de lote mestre
- O que é reciclagem de plástico? Guia de processos industriais — Triagem, lavagem, remanufatura e o papel da extrusão na reciclagem em circuito fechado



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


