




Olá e bem-vindo a este blog dedicado ao tópico exclusivo da Extrusora de Parafuso Único. Este equipamento é crucial para o processamento de polímeros, mas como ele funciona? Estas são algumas das perguntas que esta postagem abrangente do blog abordará: O que é uma extrusora de parafuso único? Quais são suas principais peças e princípios de funcionamento? Quais são as vantagens desta máquina? Sua contraparte de extrusão de parafuso duplo pode ser comparada à extrusão de plástico; como uma extrusora de parafuso único opera e quais são as melhores condições de uso? Por fim, discutiremos as tendências modernas na indústria de extrusora de parafuso único e especularemos seu futuro. Além disso, se você está apenas começando sua carreira em processamento de polímeros, este guia o ajudará. Então, reserve um tempo e deixe-nos levá-lo por este tour técnico informativo e, juntos, desbloquearemos o potencial dos principais componentes em modos avançados de fabricação de plástico.
O que é uma extrusora de parafuso único e como ela funciona?
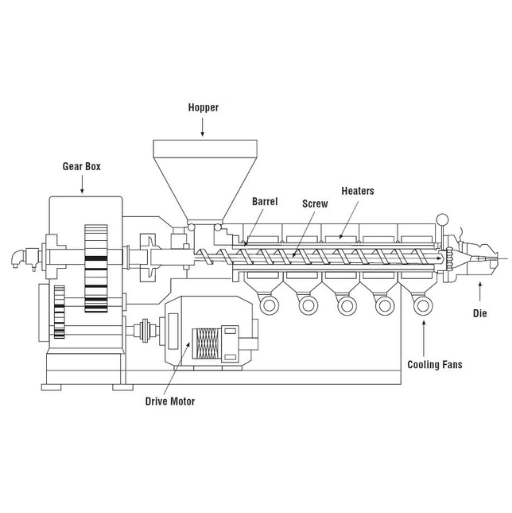
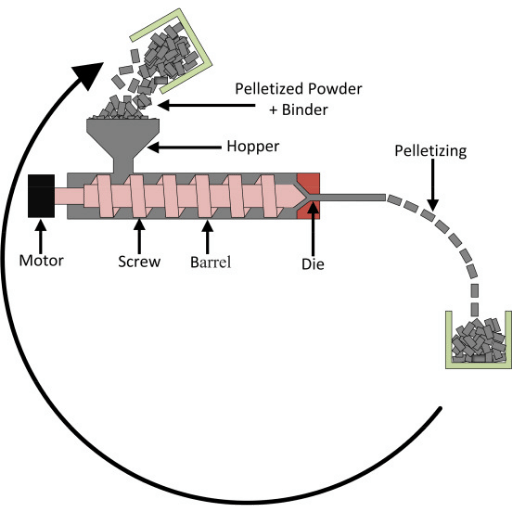
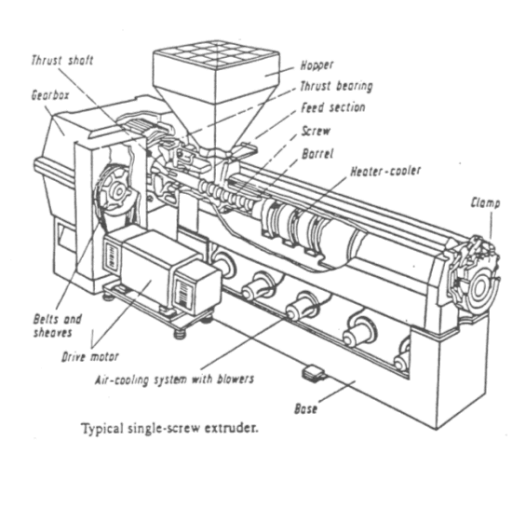
Uma extrusora de parafuso único é um equipamento industrial essencial para o processamento de plásticos durante o trabalho de fabricação. É uma máquina que derrete, mistura e molda continuamente uma certa massa plástica. O princípio de funcionamento de uma extrusora de parafuso único pode ser descrito da seguinte forma: o material plástico é carregado no cilindro aquecido, e um parafuso giratório empurra o material para a frente no cilindro e simultaneamente o derrete. A massa fundida é então passada por uma matriz para dar a ela o formato e o tamanho necessários. Isso é realizado por meio de energia mecânica resultante da rotação do parafuso.
As principais partes de uma extrusora de parafuso único são o parafuso e o cilindro. O parafuso é usado para transporte, fusão e mistura dos grânulos de polímero. Um cilindro desempenha a função de aquecimento e amalgamação de pressão. O parafuso e o cilindro podem ser projetados para atender às necessidades especiais de processamento.
Alguns dos benefícios da extrusão de parafuso único são sua configuração mais fácil, custos reduzidos e flexibilidade. A extrusora de parafuso único encontra aplicação em muitas indústrias para a forma de produção de diferentes tipos de tubos de plástico, perfis de plástico, folhas, filmes, etc.
Extrusoras de parafuso único são relativamente fáceis de fabricar em comparação com as de parafuso duplo que não conseguem misturar bem ou exigem tratamentos especiais. Dependendo da aplicação, um modelo em particular pode ser mais adequado do que os outros, por exemplo, devido à sua maior taxa de polímero fundido liberado pelo bico.
Os princípios e métodos de trabalho das extrusoras de parafuso único são informações valiosas tanto para especialistas quanto para novatos em extrusão de polímeros. Além disso, o conhecimento da extrusão de parafuso único permite que as pessoas entendam melhor o papel desse tipo de extrusão nas operações posteriores da fabricação de vários artigos plásticos.
O princípio de funcionamento de uma extrusora de parafuso único
Componentes individuais em uma extrusora de parafuso único desempenham papéis específicos e, para entender efetivamente quais são esses papéis, é crucial saber como essa máquina opera durante o processamento do polímero. Uma extrusora de parafuso único é amplamente usada no processamento de polímeros para converter matérias-primas em produtos plásticos acabados. Ela cria produtos totalmente acabados movendo, aquecendo e formando material plástico usando um único parafuso dentro de um cilindro que não gira.
Este processo começa carregando matérias-primas, geralmente em plugues sólidos ou pellets, no funil no topo da extrusora. A rotação do parafuso facilita o movimento do material em um caminho circular no comprimento do cilindro. A câmara composta de parafuso e cilindro diminui em área passo a passo, o que resulta na compressão do material e na geração de energia térmica conforme o material avança.
Devido a uma combinação desses fatores, quando o material plástico é alimentado ao parafuso, ele sofre dilatação térmica devido ao cisalhamento mecânico e atrito acoplados à pressão. Isso aumenta a fusão do polímero e o altera para um estado líquido viscoso. O polímero que já derreteu é então forçado através de uma matriz, o que dá ao polímero um conjunto de dimensões e forma precisas.
Vários componentes contribuem para a eficácia e o desempenho da extrusão de parafuso único, como a geometria do parafuso, temperatura e outras características, juntamente com o tempo. A melhoria desses fatores-chave permite fusão consistente, amalgamação adequada e boa formação do polímero.
Obter conhecimento sobre como uma extrusora de parafuso único opera é útil para profissionais e novatos na indústria de processamento de polímeros, pois serve para desmistificar essa tecnologia. Isso os permite utilizar essas máquinas e realizar a extrusão de parafuso único de forma eficaz na produção de produtos plásticos de qualidade.
Componentes principais: Parafuso e cilindro
O parafuso e o cilindro são duas partes importantes de uma única extrusora de parafuso que, juntas, tornam realisticamente possível o processamento preciso e eficaz de vários materiais plásticos.
Parafuso:
Um parafuso é um eixo que tem uma forma helicoidal espiral e, neste caso, um metal que gira no cilindro da extrusora. Ele também funciona no transporte, derretimento e mistura do material plástico. A ação do parafuso, girando em torno do eixo, empurra o plástico que está fechado no cilindro em direção à saída. A profundidade da fenda, o passo e a taxa de compressão do parafuso podem ser ajustados de acordo com os requisitos do material. Este nível de controle melhora o desempenho de derretimento, mistura e homogeneização do plástico fundido.
Barril:
O barril é uma peça cilíndrica oca de tubo que contém o conjunto de lâminas de parafuso. Sua função principal é fornecer o calor e a pressão necessários por meios mecânicos necessários para processar um material plástico. O barril tem uma seção de extrusão com zonas de aquecimento ou resfriamento para fornecer o perfil térmico desejado ao longo de todo o alongamento do tórax. O tórax de extrusão aquecido tem uma seção de alimentação que transforma o material da matéria-prima por tensões de cisalhamento e compressão. Sua baixa condutividade térmica e alta resistência ao desgaste permitem que os barris feitos de ligas especiais suportem ambientes de processamento severos.
O parafuso de trabalho e o cilindro funcionam perfeitamente juntos para derreter, misturar e moldar uniformemente a substância plástica: este conjunto de componentes também é essencial se for necessário obter processos de extrusão sólidos e uniformes.
*Observação: as informações acima são baseadas no conhecimento e na experiência do setor.
Vantagens da extrusão de parafuso único
No processamento de materiais plásticos, a extrusão de parafuso único tem muitas vantagens. Algumas delas incluem o seguinte:
- Custo-benefício: Comparado a uma extrusora de parafuso duplo, uma extrusora de parafuso único é relativamente fácil de projetar e construir, o que a torna mais barata. Elas também incorrem em menos despesas gerais de operação e manutenção, permitindo menores custos de produção.
- Adequado com Vários Materiais de Partida: Extrusoras de parafuso único são versáteis e podem lidar com muitos termoplásticos comuns, como PE, PP e PS, entre outros. Essa flexibilidade facilita a fabricação de uma variedade de produtos plásticos em várias aplicações.
- Plásticos de Boa Qualidade: A extrusora de parafuso único torna possível a fusão e mistura efetivas de plásticos de forma consistente, melhorando a qualidade geral do produto final. Isso é possível porque o parafuso e o cilindro trabalham efetivamente de mãos dadas.
- Produção aprimorada: Uma das principais vantagens que a extrusão de parafuso único oferece é a alta precisão na modelagem do termoplástico. A estrutura e a geometria da hélice ajudam a atingir as dimensões e tolerâncias desejadas do produto final.
- Eles podem se adaptar a diferentes volumes de produção: a extrusão de parafuso único é projetada para se adequar a taxas de produção variáveis; ela também é operacional de volumes de produção baixos a altos. Essa capacidade do sistema de extrusão permite seu uso para uma variedade de aplicações, de volts simples a várias centenas de lotes operando em um ou extrusoras de parafuso duplo.
- O aumento de escala do comprimento em um sistema de extrusão permite adaptações de produção eficientes.: A extrusora contínua de parafuso único tem a vantagem de tornar o alongamento da produção particularmente simples. Alterações nos comprimentos e diâmetros dos parafusos podem aumentar sua produção sem grandes mudanças ou investimentos em outras tecnologias.
- Baixo Requisito de Entrada de Energia: Considerando-o da cabeça de uma matriz, uma extrusora de parafuso único consome menos energia do que uma extrusora de parafuso duplo. As economias obtidas por meio dessa eficiência energética também têm o potencial de benefício ambiental.
É fundamental lembrar que generalizações sobre as vantagens mencionadas acima devem ser feitas e considerar que outros processos de extrusão podem ser mais apropriados para algumas aplicações específicas.
Como uma extrusora de parafuso único se compara a uma extrusora de parafuso duplo?
Extrusora vs Extrusora de Parafuso Duplo: Principais Diferenças
Os dois tipos de equipamentos que são usados no processo de torção de plásticos são a extrusora e a extrusora de parafuso duplo. Deixe-me explicar esses dois termos abaixo, já que estou familiarizado com o trabalho deles como profissional neste domínio.
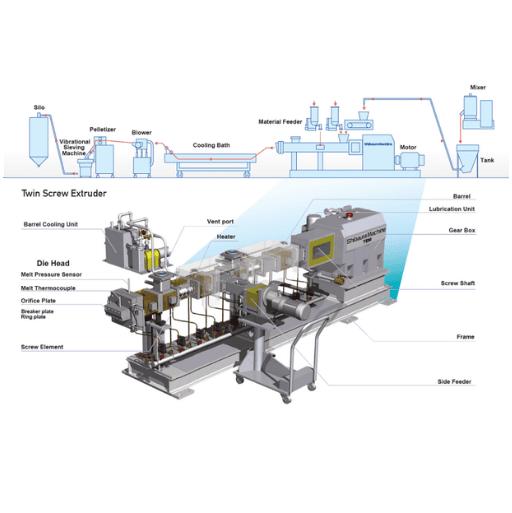
Uma extrusora também é chamada de extrusora de parafuso único simplesmente porque tem apenas um parafuso, que mistura, derrete e empurra plásticos por todo o cilindro. Por outro lado, a extrusora de parafuso duplo tem dois parafusos interligados e executa as mesmas funções que a de parafuso único, ou melhor, extrusora de parafuso duplo.
Isso ocorre porque eles diferem no que podem fazer e onde podem ser usados. Por exemplo, a extrusora é mais barata e mais eficiente, pois é fácil produzir tubos, perfis ou até mesmo folhas com uma única extrusora de parafuso. Os gêmeos precisam de mais controle sobre a mistura e dispersão, o que significa que são mais controlados e podem ser usados para aplicações específicas, perfeitos para processos complicados como aditivos compostos e materiais de mistura.
Ao selecionar uma extrusora de parafuso duplo versus uma extrusora de parafuso único, a natureza da aplicação é sempre primordial. Qual é a natureza das propriedades desejadas do produto? Quais são as características do material? Qual é a produção e o orçamento esperados?
Vale ressaltar que, embora as informações acima contenham as principais diferenças entre os dois tipos de extrusoras, elas precisam estar relacionadas às suas na avaliação das necessidades da aplicação.
Extrusora de parafuso simples ou parafuso duplo: qual escolher?
Como profissional do setor, entendo que a decisão entre uma extrusora de parafuso único e uma extrusora de parafuso duplo não é simples. Tudo se resume aos requisitos da sua aplicação. Para atividades de processamento simples envolvendo materiais limitados, uma extrusora de parafuso único pode ser suficiente. No entanto, para aplicações que exigem tolerância estreita, melhor mistura e um amplo espectro de materiais a serem processados, uma extrusora de parafuso duplo seria o ideal. Considerar parâmetros como características do produto, requisitos de material, capacidade de produção e custo garantirá que você tenha informações adequadas para fazer uma seleção. Também é fundamental observar que a avaliação adequada dos requisitos da aplicação ajudará muito na seleção do melhor tipo de extrusora para o trabalho.
Aplicações para extrusoras de parafuso simples e duplo
Extrusoras de parafuso simples e duplo são máquinas versáteis. Esta definição é suficiente para os propósitos atuais. Qual parafuso é melhor para uma tarefa específica depende de sua lógica em relação a como aplicar o equipamento. Aqui estão algumas aplicações comuns para ambos os tipos:
Extrusoras de parafuso único:
- Com base na definição acima, espera-se que extrusoras de parafuso único sejam predominantes na maioria das áreas onde a indústria requer um estado relativamente estável e alteração consistente de diferentes materiais plásticos. No entanto, há algumas aplicações que parecem ter uma vantagem clara sobre outras. Algumas aplicações principais incluem:
- Produção de filmes: Isso é verdade — dada a crescente necessidade de filmes feitos de vários polímeros, parafusos individuais também devem estar em cena para fornecer filmes plásticos, como aqueles relacionados ao mundo das embalagens, fins agrícolas e encolhimento.
- Extrusão de tubos e perfis: Essa demanda pode facilmente atender às necessidades dos setores de construção, agricultura, indústria automotiva e é mais adequada para produzir tubos, tubulações e qualquer tipo de perfil.
- A extrusão de chapas é um processo no qual o parafuso extrusor desempenha a função de criar uma chapa contínua de material: em outros casos, extrusoras de parafuso único também são usadas para a produção de chapas de plástico para usos gerais, por exemplo, embalagens, aplicações automotivas e materiais de construção civil.
- Revestimento de Fios e Cabos: Considerando o papel que as extrusoras de parafuso único desempenham, elas atuam em fios e cabos, isolando-os e depois revestindo-os com algum tipo de plástico; elas podem ser fundamentais nesse tipo de processo, integrando outros aspectos.
Extrusoras de parafuso duplo:
- A necessidade de tecnologia avançada e excelentes características de mistura em requisitos de processamento complexos é atendida por extrusoras de dupla rosca e muitas aplicações notáveis, incluindo as seguintes:
- Composto: Uma das aplicações mais comuns para extrusoras de dupla rosca é o composto, que envolve a mistura de diferentes materiais, aditivos e cargas para produzir compostos especializados para as indústrias automotiva, eletrônica e de bens de consumo.
- Mistura de polímeros: mistura e homogeneíza vários polímeros e, posteriormente, pode produzir uma variedade de misturas de polímeros com características específicas.
- Espuma: Extrusoras de dupla rosca são empregadas em plásticos espumados usados para isolamento, embalagem e espumas de construção.
- Produção de Masterbatches: Modelos de extrusoras de dupla rosca contrarrotativas são amplamente utilizados para preparar masterbatches, que são misturas altamente concentradas de pigmentos e aditivos que isolam a cor e as propriedades de certos plásticos.
Conhecendo os diferentes usos de extrusoras de parafuso simples e duplo permite que você selecione o equipamento correto para atender às necessidades de sua produção e às especificações de processamento de materiais.
Como o plástico é processado em uma extrusora de parafuso único?
O Processo de Extrusão Explicado
O setor de plásticos contém técnicas notáveis chamadas de processo de extrusão, que é uma revolução na linha de produção, através da qual a conversão de material de polímero base em bens e peças pode ser feita, onde a extrusora de parafuso rotativo desempenha um papel importante. O processo intrincado alimentado por uma única extrusora de parafuso pode ser discutido.
- Carregamento de material: O processo de extrusão começa depois que o material plástico bruto, geralmente pellets ou pós, é carregado no funil da extrusora.
- Aquecimento e aplicação de diferentes forças de giro: Grandes quantidades de calor externo são aplicadas à extrusora junto com a rotação de um parafuso; isso causa atrito que aumenta a fusão do material plástico no lado interno da extrusora. Uma forma fundida de polímero é então criada conforme o material fundido passa por um processo de fusão junto com outros parafusos para mistura adequada.
- Aumento da pressão: Ao atingir o centro do parafuso, o espaço ao redor dele se torna cada vez mais restrito, causando ainda mais atrito. Essa quantidade aumentada de atrito aumenta gradualmente a pressão dentro da extrusora, o que auxilia na redução do espaço entre o parafuso e a cadeia de polímero.
- Moldagem: O polímero fundido é injetado na matriz conforme entra no bico em direção à ponta da cadeia do polímero. A matriz regula a quantidade de polímero perdida, pois apenas quantidades suficientes são usadas, enquanto também regula a espessura. Diferentes formatos podem ser produzidos por meio de muitos furos de matriz ou combinadores.
- Resfriamento e Solidificação: Ao sair da matriz, o produto ou peça de plástico recém-formado é resfriado o mais rápido possível para garantir que se solidifique no formato correto. Dependendo do sistema de extrusão empregado, as técnicas de resfriamento podem diferir entre métodos de ar, água ou pulverização.
- Corte e Acabamento: Após o processo de resfriamento e solidificação, os fabricantes geralmente cortam o produto plástico de acordo com suas especificações ou dimensões predefinidas. Algumas outras operações de acabamento, como operações secundárias ou tratamentos de superfície, podem ser feitas com base nos requisitos finais do uso final ou do produto final.
O processo de extrusão é bastante flexível e eficiente na produção de todos os tipos de produtos plásticos, desde perfis básicos e formatos de tubos até mesmo perfis avançados e complexos, folhas e tipos de filme de fios penteados. Várias considerações podem influenciar o desempenho e a qualidade da saída do processo, incluindo o tipo de polímero usado, o tipo de extrusora usada, parâmetros de processamento, o design do parafuso e o tipo de operações de pós-processamento realizadas.
Em particular, as seções a seguir pretendem abordar aspectos fundamentais dos problemas de processamento de polímeros, juntamente com a importância do projeto e da velocidade do parafuso, bem como alguns outros elementos, incluindo os avanços e perspectivas recentes da extrusora de parafuso único a água.
Papel do termoplástico na extrusão
Materiais termoplásticos têm importância significativa no processo de extrusão. Esses materiais são fáceis de trabalhar porque, quando aquecidos, tornam-se líquidos e, quando resfriados, tornam-se sólidos. Portanto, os termoplásticos são bem adequados para moldagem usando o processo de extrusão. Devido às suas boas propriedades de fluxo de fusão, os termoplásticos são fáceis de processar e muitos artigos de plástico podem ser produzidos. O material termoplástico é derretido e forçado através de uma matriz para produzir a seção transversal necessária do produto durante a extrusão. Cada material termoplástico é selecionado dependendo das necessidades da aplicação, por exemplo, resistência necessária, flexibilidade, exposição a produtos químicos, perspectiva, etc. Ao utilizar o material termoplástico apropriado para extrusão, os fabricantes podem atingir o desempenho e as propriedades necessárias do produto.
Etapas da extrusão de plástico
A extrusão de plástico inclui processos de fabricação utilizados para fabricar vários produtos plásticos por meio do processo de extrusão. Aqui estão as etapas:
- Preparação do material: Os materiais termoplásticos são selecionados para o processo de fabricação com base nas necessidades da aplicação, como resistência à tração, flexibilidade, rugosidade química e estética.
- Fusão: O material termoplástico selecionado é aquecido em uma máquina extrusora para remover o calor. Portanto, o material sólido agora é dispersível para as etapas subsequentes.
- Extrusão: O plástico fundido aquecido é empurrado através de uma matriz para moldar o material. A matriz regula o formato, a espessura e as dimensões do extrudado.
- Resfriamento e solidificação: O plástico cortado penetra em um sistema termorregulador; banhos de água ou resfriamento a ar facilitam a rápida solidificação do plástico cortado, aumentando sua geometria precisa e resistência.
- Corte e acabamento: À medida que o plástico esfria e se torna sólido, ele é cortado no comprimento ou formato pretendido do produto final e, então, é feito algum tratamento de acabamento, que inclui tratamento de superfície, remoção de excesso de material, corte, etc.
Seguindo esses processos, os fabricantes podem produzir vários produtos plásticos com o desempenho e as características necessárias. Cada um é significativo no processo de extrusão do componente fabricado para a qualidade do extrudado.
Quais são os principais fatores de processamento de polímeros a serem considerados?
Importância do design e da geometria do parafuso
A construção e a geometria do parafuso são importantes/pré-requisitos para o sistema de extrusão de parafuso único. Elas são cruciais para garantir a eficiência no movimento do plástico quente e misturar o material polimérico para atender aos padrões exigidos para o extrudado resultante. Aqui estão os pontos essenciais que um engenheiro deve considerar em relação ao design e à geometria do parafuso e do cilindro da extrusora.
- Profundidade e Passo do Voo: É a profundidade e o passo do voo do parafuso que definem a capacidade de realocar e derreter o material plástico na extrusora. Uma combinação adequada dos dois parâmetros garante transporte de matéria-prima suficiente e calor e a mistura ocorre.
- Taxa de compressão: Vale a pena notar que a taxa de compressão de um parafuso influencia significativamente a fusão do plástico. É a razão entre a profundidade do canal da seção de alimentação e a da matriz dentro do cilindro. O aumento da taxa de compressão resulta em altas forças de cisalhamento e pressão, que melhoram a mistura e a fusão de polímeros.
- Geometria do canal do parafuso: As características do canal do parafuso, como o arranjo e a forma dos voos, afetam os processos de fusão, mistura e pressurização no barril. Para necessidades específicas de processamento, várias geometrias dos canais são usadas, como voos simples, voos duplos e parafusos de barreira.
- Material e Revestimentos do Parafuso: A seleção do tipo de material do parafuso e seus revestimentos têm o potencial de aumentar a resistência ao desgaste, resistência à corrosão e durabilidade. A aplicação de materiais e revestimentos avançados garante a maior expectativa de vida dos parafusos e um padrão constante de operações de extrusão.
- Zonas de Aquecimento e Resfriamento: O zoneamento efetivo do parafuso em zonas de aquecimento e resfriamento e sua melhor regulação durante a rotação do parafuso constituem uma pedra angular para taxas adequadas de aquecimento e resfriamento do gás durante os estágios de fusão e resfriamento. Isso contribui para a manutenção da temperatura de fusão e da qualidade do produto.
Os fatores acima mencionados, juntamente com o design e a geometria do parafuso, melhoram o desempenho do parafuso na fusão, mistura e transporte de plásticos, de modo que produtos extrudados de alta qualidade com boa precisão dimensional e geometria especificada podem ser produzidos.
Impacto da velocidade do parafuso na eficiência
A eficiência de uma extrusora de parafuso único é influenciada por sua velocidade, que também é chamada de velocidade do parafuso. O processo de extrusão de plástico envolve derreter, misturar e empurrar plástico, que são todos afetados pela velocidade do parafuso. O aumento da velocidade do parafuso também pode nos ajudar a melhorar a produtividade, reduzir os custos de energia e melhorar a qualidade do produto. Aqui estão algumas considerações importantes ao avaliar o impacto da velocidade do parafuso na eficiência da extrusora:
- Isso pode ser dividido em duas partes: remover e resfriar o ar ambiente; uma vez que o ar ambiente é resfriado, há um aumento nas concentrações de vários produtos químicos e gases na região enquanto a área ao redor é despressurizada. As velocidades mais altas do parafuso geralmente levarão a tempos de contato mais curtos no cilindro e, portanto, promoverão fusão e mistura mais rápidas do plástico. Mas, novamente, muita velocidade também seria prejudicial, pois levaria a calor de cisalhamento excessivo, o que provavelmente levaria à degradação. Há uma velocidade do parafuso na qual o cisalhamento mecânico é mais do que suficiente para fusão e mistura completas.
- A consistência com que o fundido flui para fora da extrusora de parafuso é determinada pela velocidade do parafuso. Ter uma velocidade de parafuso ideal é vantajoso, pois ajuda a atingir uma taxa de fluxo volumétrico lamacento, minimizando o risco de queda ou extrusão indevida. É preciso ter em mente que a extrusora é capaz de se mover sem gerar contrapressão, portanto, uma velocidade de parafuso que seja capaz de mover o material preferencialmente sem contrafluxo ou contrapressão seria o ideal.
- Consumo de energia: O consumo de energia da extrusora é influenciado pela velocidade do parafuso. Uma velocidade maior do parafuso tende a aumentar a necessidade de energia para o motor da máquina de extrusão. Igualmente importante, por outro lado, é a maneira como se pode minimizar o consumo de energia ao tentar maximizar a saída para aumentar a eficácia geral do processo.
As velocidades do parafuso são considerações importantes, mas as velocidades adequadas do parafuso são melhores quando tomadas com outros parâmetros da extrusão, como temperaturas do cilindro, geometria do parafuso e os materiais sendo extrudados. As características e os requisitos do processo de extrusão de parafuso único para atingir a energia necessária e a qualidade do produto ajudam a determinar a seleção da velocidade do parafuso e seu ajuste com base nos requisitos do lote.
Otimizando o desempenho da extrusora
A implementação da extrusão de bomba de parafuso garante atenção a um conjunto de parâmetros e ao uso de conceitos ou ideias básicas de engenharia sofisticada. Isso efetivamente permite que os fabricantes projetem máquinas e as implementem em suas plantas que otimizam a eficiência, produtividade e qualidade do produto final. A seguir, são descritos alguns dos conceitos que devem ser considerados na otimização dos parâmetros operacionais da extrusora;
- Otimização dos Parâmetros do Processo: Além da velocidade do parafuso, a pressão e o atrito também afetam significativamente a taxa de fluxo de massa da matéria-prima extrudada e afetam indiretamente o volume do produto final definido. Ao focar nesses parâmetros no sistema extrusor, o volume de saída e a qualidade desejados devem ser atingíveis.
- Projetos de Parafuso Avançados: Apesar disso, os elementos de mistura também causam mudanças consideráveis na qualidade do extrudado. Isso permite melhor controle sobre o processo de fusão e garante que a qualidade da fusão seja consistente, permitindo que toda a extrusora funcione em um nível ótimo em relação ao seu projeto.
- Sistemas de Aquecimento e Resfriamento de Barril: Os sistemas de aquecimento e resfriamento são integrais ao sistema de extrusão. Esses sistemas fornecem uma quantidade próxima de áreas com temperatura controlada, e a baixa variabilidade de temperatura afeta a estrutura ou a densidade de embalagem durante a saída final. Isso melhora a eficiência do processo dado em geral e permite melhor qualidade do produto final.
- Sistemas de acionamento eficientes: investir em sistemas de acionamento de extrusora mais robustos pode aumentar a eficiência energética e diminuir o consumo de energia. Componentes de acionamento modernos, como servomotores, melhoram o controle da velocidade do parafuso, permitindo assim maior liberdade na variação dos parâmetros operacionais.
- Monitoramento e controle em linha: A combinação de sistemas de monitoramento modernos com métodos de controle avançados aprimora o processo e sua regulação. Medições on-line de variáveis operacionais, como temperatura de fusão, pressão de fusão e taxa de fluxo de fusão, podem ajudar a fornecer procedimentos de manutenção eficazes e controlar a extensão das flutuações do processo.
A tecnologia de extrusora de parafuso pode ser facilmente aprimorada com a incorporação dessas tecnologias pelos usuários para atingir maior rendimento, melhor uso de energia e produtos finais de maior qualidade. É preciso realizar interação contínua com os especialistas relevantes, fazer uso da literatura disponível e seguir as tendências recentes para obter a máxima satisfação com a implementação de tais inovações e aprimorar constantemente vários processos relacionados à extrusão.
Quais são as inovações na tecnologia de extrusoras de parafuso único?
Avanços recentes na tecnologia de máquinas de extrusão
A tecnologia moderna no campo de equipamentos de extrusão trouxe imensas mudanças na extrusão de parafuso único, que aumentaram muito a produtividade, energia e qualidade do produto. Muitas inovações foram facilitadas por várias atividades de pesquisa e desenvolvimento no setor. Alguns dos desenvolvimentos nos últimos tempos são os seguintes:
- Projetos de Parafusos para Melhor Desempenho: Houve projetos de parafusos aprimorados com parafusos de barreira e seções de alimentação ranhuradas que melhoraram as funções de transporte, fusão e mistura das extrusoras de parafuso único. Esses desenvolvimentos facilitam o processo de extrusão e melhoram a qualidade e a uniformidade do produto final.
- Sistemas modernos de aquecimento e resfriamento: Os sistemas modernos de aquecimento e resfriamento melhoraram a capacidade de manter precisamente a temperatura do cilindro do extrusor. Esse controle de temperatura otimiza as condições de processamento, aumenta a eficiência energética minimizando o excesso de dissipação de calor e melhora a eficácia geral do equipamento.
- Sistemas de Controle Automático: Os novos sistemas de controle, que incluem monitoramento em linha e algoritmos de controle, tornaram possível manter a temperatura de fusão, pressão e taxa de saída ideais que atendem às especificações. Isso não apenas melhora o controle sobre o processo, mas também minimiza desvios, melhorando assim a qualidade do produto.
Inovações recentes em tecnologia que permitem o desenvolvimento de máquinas de extrusão contribuíram para uma velocidade mais rápida, menor consumo de energia e maior qualidade do produto, especialmente na extrusão de parafuso único. Assim, os fabricantes, ao usar essas inovações e se familiarizarem com as tendências recentes da indústria, podem ajustar seus métodos de extrusão e melhorar as atividades comerciais sem interrupção.
O futuro da extrusão de parafuso único
O futuro da extrusão de parafuso único parece ser um progresso adicional em direção a novos desenvolvimentos significativos que mudarão a indústria. Há um investimento ativo em pesquisa e desenvolvimento para aumentar a eficiência e o potencial de uma extrusora de parafuso único. Aqui estão algumas áreas-chave de desenvolvimento:
- Recursos de Parafuso Aumentados: O redesenho da geometria do parafuso e da configuração do canal visando aumentar a mistura, a fusão e o refluxo tem sido um elemento-chave da pesquisa em andamento. O objetivo final de tais recursos é melhorar os processos de fusão e extrusão e os produtos finais resultantes.
- Novos métodos de aquecimento e resfriamento: Novas tecnologias de controle de temperatura estão em desenvolvimento, o que permitiria melhores ajustes de temperatura de vazamento em todo o comprimento do cilindro extrusor. Esses sistemas melhoram os parâmetros de processamento e resultam em menor consumo de energia causado pela dissipação constante de calor.
- Melhorias de controle: Melhores estratégias de controle, como inspeção em linha e algoritmos de controle automático de processo, permitem mudanças mais precisas e oportunas em parâmetros críticos. Isso resulta em melhor controle de processo com menos variabilidade e melhor qualidade geral dos materiais extrudados.
Consequentemente, ele permite que os fabricantes otimizem suas operações de extrusão, aumentem a produtividade, reduzam o uso de energia e melhorem a qualidade do produto. E dentro de um ambiente tão dinâmico, será crucial ter informações sobre o que há de novo e colocar novas descobertas em uso prático para melhorar o desempenho dos processos de extrusão de parafuso único.
Como os parafusos individuais estão evoluindo
A importância de uma extrusora de parafuso único era limitada apenas à qualidade da saída, em vez do design e funcionalidade nos anos atmosféricos durante o rendimento. No entanto, é evidente agora que para melhorar o rendimento fresco, a energia gasta e o bem-estar estrutural geral de uma extrusora de parafuso único, muito foi feito. Aqui está um vislumbre de como as extrusoras de parafuso único estão evoluindo:
- Melhoria na mistura e dispersão: Há literatura suficiente disponível que prova o fato de que designs alternativos de parafusos podem afetar e afetam a qualidade do produto final. Ao mesmo tempo, esses desenvolvimentos fazem o oposto e levam a uma melhor qualidade do produto, pois seria necessário misturar melhor, garantindo que os ingredientes dispersantes sejam consistentes e uniformes.
- Controle de temperatura: mecanismos de resfriamento e aquecimento melhores e mais inovadores permitem um controle de temperatura mais rigoroso ao longo do cilindro da extrusora, o que resulta em melhor processamento e otimização de energia.
- Sistemas de controle inteligente: controles avançados, como controle em linha e algoritmos de monitoramento e controle, permitem a modificação direta dos parâmetros da extrusora, cultivando uma automação eficiente.
Os fabricantes agora têm a vantagem de melhores métodos de extrusão usando as novas tecnologias, aumentando a taxa de rendimento e a qualidade do produto enquanto consomem menos energia. A única consistência aí está em estar ciente do que está acontecendo ao redor deles para tecnologia e processos de extrusão de parafuso único.
Perguntas Frequentes (FAQs)
P: O que é uma extrusora de parafuso único e qual é sua função?
R: Uma extrusora de parafuso único é um tipo de máquina extrusora utilizada na indústria de plástico. Sua estrutura compreende um cilindro aquecido com um parafuso único giratório colocado normal ao seu eixo. O parafuso move o calor e decodifica os grãos durante o processo de propulsão na extrusora. O material é então aquecido, comprimido e forçado através de uma matriz, produzindo produtos plásticos moldados.
P: Qual é a diferença entre uma extrusora de parafuso único e uma extrusora de parafuso duplo?
R: Uma extrusora de parafuso único consiste em um único parafuso, enquanto uma extrusora de parafuso duplo consiste em dois parafusos interligados, enquanto uma extrusora de parafuso único tem apenas um. O desempenho das extrusoras de parafuso de fio é geralmente melhor porque elas são mais flexíveis na aplicação quanto à mistura. Em contraste, as extrusoras de parafuso único tendem a ser principalmente mais simples e mais baratas de usar em algumas tarefas.
P: Quais são alguns componentes de uma extrusora de parafuso único?
R: Vários componentes tornam a extrusora de parafuso único operacional, que incluem o funil de alimentação e o cilindro, que tem o parafuso giratório, aquecedor, resfriamento, matriz, bem como o sistema de controle. O parafuso está situado no centro da extrusora e desempenha a função principal de transportar e misturar a matéria-prima. O cilindro aquecido envolve o parafuso, o que auxilia na fusão do plástico. A matriz é usada para moldar o plástico derretido em um formato especificado.
P: Você pode fornecer alguns exemplos de materiais adequados para processamento com uma extrusora de parafuso único?
A: A extrusora de parafuso único é bastante flexível, pois pode ser usada com vários materiais termoplásticos. Esses materiais incluem polietileno (PE), polipropileno (PP), poliestireno (PS) também, e PVC. Alguns também podem assumir certos elastômeros termoplásticos e até mesmo alguns compostos. O material específico selecionado é baseado nos requisitos particulares para a aplicação do produto final.
P: Qual é a importância da geometria do parafuso em relação à operação de uma extrusora de parafuso único?
R: Diz-se que uma extrusora de parafuso único faz uso de geometria de parafuso específica, o que tende a ser muito importante em sua operação eficiente. Em uma extrusora de parafuso duplo contrarrotativa, o comprimento do parafuso, o diâmetro do parafuso e o design dos voos do parafuso são todos fatores importantes que influenciam o processo. O uso de parafusos de barreira, que representa um tipo específico de design de parafuso, ajuda a aumentar a mistura, a fusão e a homogeneidade de um material plástico. A geometria do parafuso pode ser adaptada aos materiais e ao uso final pretendido para otimizar a saída do material e a qualidade do produto.
P: Por que optar por uma extrusora de parafuso único de plástico?
R: No que diz respeito ao processamento de plásticos, as extrusoras de parafuso único têm muitas vantagens. Por um lado, elas são mais diretas na configuração, o que aumenta sua simplicidade na operação e manutenção. Elas são baratas em muitas aplicações e podem operar de forma confiável. As extrusoras de parafuso único também têm muitas aplicações, pois podem processar uma ampla gama de materiais. A extrusão de termoplásticos e a produção de perfis, folhas e filmes contínuos são instrumentais.
P: Extrusora de resíduos estratificantes de plástico artificial?
R: Uma extrusora de plástico é um componente importante da tecnologia de fabricação de várias commodities plásticas. Ela torna possível usar materiais plásticos em estado sólido e em qualquer forma. A extrusora cria um processo contínuo necessário para a produção econômica de produtos como tubos, folhas, filmes, perfis e similares. Ela também facilita a incorporação de vários enchimentos e aditivos no plástico para melhor aprimoramento do produto final.
P: Quais variáveis são de importância crítica no funcionamento da extrusora, bem como no produto final obtido da extrusora?
R: Existem vários determinantes em relação ao desempenho da extrusora e ao item de ampliação final. Esses são o tipo de material sendo processado, velocidade do parafuso, perfil de temperatura do cilindro, taxa de alimentação e design da matriz. O grau de cisalhamento aplicado ao material, o tempo em que o material é mantido na extrusora e a eficácia do processo de plastificação também são fatores muito importantes. O controle adequado dessas variáveis é necessário para manter a qualidade uniforme do produto e melhorar a eficiência da extrusora.
Fontes de Referência
1. “Fluxo convergente-divergente em nova extrusora e seu uso em sopro de filme” por Yin et al. (2014) (Yin e outros, 2014, págs. 552–557)
Principais conclusões
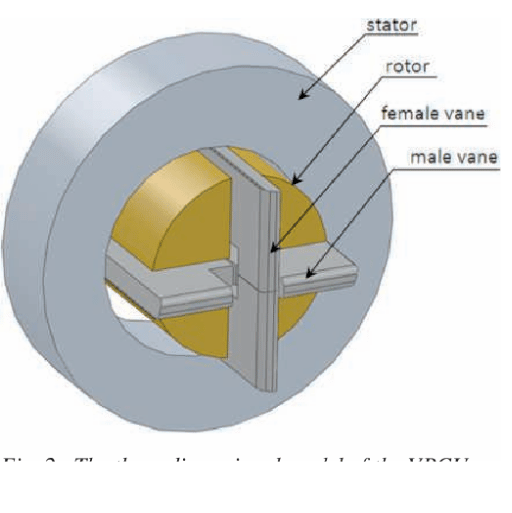
- Foi desenvolvido um novo conceito de extrusora baseada em geometria de fluxo convergente-divergente para processamento de polímeros.
- Esta extrusora inclui quatro unidades de plastificação e transporte de palhetas (VPCU) e três unidades de mistura.
- Nos estudos experimentais, observou-se que a pressão da matriz teve influência mínima na produção e que o máximo possível de CaCO3 pôde ser incorporado à mistura sem afetar a eficácia das peças.
Metodologia:
- São descritos detalhes do princípio de funcionamento da nova extrusora projetada.
- Filmes baseados em compósitos de LDPE preenchidos com CaCO3 foram produzidos e suas propriedades mecânicas e microestrutura foram investigadas.
2. O trabalho realizado por Mori Dhaval et al., “Extrusora de parafuso duplo na indústria farmacêutica: história, princípio de funcionamento, aplicações e produtos comercializados: uma revisão aprofundada” (Dhaval et al., 2020, pp.).
Resumo das Constatações:
- Analisou a evolução, funcionalidade, usos e itens produzidos por extrusoras de dupla rosca na medicina.
Metodologia:
- Analisou as publicações sobre extrusoras de dupla rosca no ambiente farmacêutico.
3. “Pesquisa da eficiência energética de um corpo extrusor monoparafuso modernizado” por V. Vytvytskyi et al. (2023) (Vytvytskyi e outros, 2023)
Principais conclusões:
- Eles propuseram colocar pasta condutora térmica na abertura entre as superfícies cilíndricas de conexão situadas na porção alimentadora do cilindro extrusor de parafuso único.
- A aplicação de pasta térmica foi capaz de reduzir a resistência térmica da parede do cilindro em cerca de 9%, e toda a consolidação equalizou o campo de temperatura ao longo do comprimento da seção de alimentação.
Metodologia:
- Os cálculos térmicos das características originais e atualizadas do cilindro da seção de alimentação foram realizados usando o modelo térmico estável no programa Ansys.
- Selecionado cloreto de polivinil como o polímero a ser reciclado/remoldado e pasta térmica com condutividade térmica de 4 W/(m·K) como enchimento para o espaço anular.
4. “Modelagem do processo de homogeneização de composições de polietileno em uma extrusora de parafuso único com um elemento de mistura Maddock” por HS Podyman et al. (2021) (Podyman et al. 2021, pp.).
Principais conclusões:
- Aumentar o tempo de residência do polímero ao adicionar um estágio de reação após o estágio de homogeneização para diminuir o cisalhamento excessivo é o principal objetivo proposto em uma extrusora de reação de parafuso único de 4 estágios que também possui um estágio de reação após o estágio de homogeneização.
Metodologia:
- Explicou o princípio operacional da extrusora de reação de parafuso único de 4 estágios avaliando/analisando simultaneamente a dinâmica da reação de enxerto de silano.
- Também delineamos uma abordagem mais direta para estimar o tempo que o polímero levará em estado fundido.
5. O artigo de A. Dorokhov et al., intitulado “MOVIMENTO DE MATERIAL EM UMA EXTRUSORA DE PARAFUSO ÚNICO”, foi publicado em 2021. (Dorokhov e outros, 2021)
Principais conclusões:
- Foram propostas duas abordagens para a modelagem do movimento do material na extrusora de parafuso único; uma é aplicável a materiais de fluxo viscoso e a segunda para regiões do alimentador, bomba e compressão onde a pressão operacional é aplicada.
Metodologia:
- Descreva o mecanismo de compressão da extrusora de parafuso único, que abrange a unidade de parafuso forçador e a função de alimentação do material e sua compressão.
6. O artigo intitulado “OTIMIZAÇÃO DE FUROS NA MATRIZ DE UMA EXTRUSORA DE PARAFUSO ÚNICO PARA PROCESSAMENTO DE ESTERCO DE AVES” de M. Potapov et al. foi publicado em 2020(Potapov et al., 2020, pp.)
Principais conclusões
- Uma extrusora avançada de esterco de aves com um sistema de vácuo aprimorado foi desenvolvida para ajudar a preservar energia e, ao mesmo tempo, diminuir o teor de umidade dos resíduos de frango.
- A reologia dos componentes vegetais contendo esterco determinou a quantidade ideal de perfuração da matriz da extrusora.
Metodologia
- A pressão de extrusão do esterco foi observada em função do tempo para avaliar o comportamento da estrutura durante o ciclo da extrusora de processamento de resíduos avícolas.
- Também determinamos os parâmetros das variações da equipe σ0 (tensão normal no nível do poro), τ0 (movimento da força em um determinado ângulo na superfície do poro), α e β (a inclinação da linha) e área total do orifício.
7. “Efeito de parâmetros de trabalho selecionados de extrusora de parafuso único no consumo de energia no processo de extrusão” por Tomasz, E. Ski (2014) (Tomasz & Ski, 2014)
Principais conclusões
- O aumento do diâmetro da matriz leva a uma diminuição na energia de extrusão usada, independentemente do teor de umidade da matéria-prima.
Metodologia
- Observou-se a influência do diâmetro da matriz e do teor de umidade da matéria-prima na evolução do gasto energético durante um processo de extrusão conduzido em uma máquina extrusora de parafuso único.
8. O estudo “Simulação Numérica de Soluções de Polímeros em uma Extrusora de Parafuso Único” é um trabalho de autoria de A. Kadyirov et al. (2019) (Kadyirov e outros, 2019) e está em revisão no Ramo de Extrusão e Moldagem por Injeção.
Conclusões:
- Desenvolveu um modelo matemático tridimensional para o fluxo de soluções de polímero na zona de medição de uma extrusão de parafuso único.
- Estudou o efeito da geometria do parafuso (L/D2 = 1…3) no regime de fluxo e na queda de pressão a uma velocidade de rotação não superior a 60 rpm.
Metodologia:
- Foi examinada uma solução aquosa de poliacrilamida a 0.5% e uma solução de sal de sódio de carboximetilcelulose a 1.5% como fluido de trabalho.
9. Polímero
Principais fabricantes de extrusoras de parafuso único na China



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


