



Saudações ao "Mastering TPE Extrusion: A Guide to Thermoplastic Elastomer Extruders and Plastic Processes"! Desta vez, esta postagem de blog intrincada e versátil aspira lançar luz sobre o processo de extrusão de TPE, que é essencial na indústria de plástico. Este guia fornecerá informações úteis suficientes, seja você um profissional da indústria ou apenas entrando no campo, dando-lhe assim a confiança para lidar com as especificidades da extrusão de TPE.
O escopo deste artigo incluirá as características dos TPEs e TPE extrusoras. Junto com a verificação de alguns exemplos de aplicação, o funcionamento detalhado das extrusoras de TPE também será incluído. Componentes-chave de uma máquina extrusora, o ciclo de extrusão de TPE e dicas valiosas sobre a extrusora de TPE mais adequada para suas necessidades e requisitos também serão discutidos. Problemas bem conhecidos que a extrusão de TPE enfrenta também serão abordados com insights úteis de especialistas para ajudar.
Assim, os guias da SEOUL BECA lhe ensinarão como maximizar a qualidade dos produtos manufaturados e TPEX e progredir em aplicações de elastômeros termoplásticos. Então, junte-se a mim nesta jornada e descubram juntos os segredos da grandeza da extrusão de TPE!
O que é TPE e como ele se diferencia de outros termoplásticos?
TPE, ou elastômero termoplástico, é uma classe ampla de materiais, pois possui atributos tanto de termoplásticos quanto de elastômeros. Materiais elásticos e flexíveis, como borracha, ainda não são os mesmos que TPEs, que são elastômeros termoplásticos. Essa ligação específica permite que TPEs retenham as qualidades elásticas e resistentes a impactos de elastômeros, ao mesmo tempo em que podem ser moldados e manipulados como termoplásticos. Além disso, TPEs sendo termoplásticos inelásticos, juntamente com sua excepcional resistência a impactos, os tornam candidatos ideais para uma ampla gama de aplicações. Além disso, TPEs podem ser derretidos e remodelados novamente, o que aumenta sua popularidade. TPEs apresentam elasticidade aprimorada, resistência química mais forte, proteção contra raios UV mais forte e uma capacidade refrescante de suportar climas severos. A exploração eficaz de TPEs depende do conhecimento de suas propriedades, o que impulsiona a adoção de novas técnicas de fabricação e, em última análise, contribui para melhorar a qualidade do produto final.
Compreendendo o TPE: Características e Aplicações
Elastômeros ou elastômeros termoplásticos têm atributos únicos que os tornam úteis em muitas aplicações industriais. Combinando características termoplásticas e elastoméricas, os TPEs oferecem a natureza processável e reciclável dos termoplásticos e elasticidade semelhante à borracha, diferente de tudo visto antes. Sua boa conformabilidade, elasticidade, temperatura e resistência química tornam esses materiais inestimáveis.
Os TPEs são normalmente utilizados para produtos nas indústrias automotiva, de consumo, médica e eletrônica. Eles são vistos em garras, vedações, juntas e componentes que exigem maciez, mas durabilidade e flexibilidade. Sua alta versatilidade em processos de ferramentas termoplásticas e capacidades de moldagem os tornam ainda mais adequados para esses processos.
TPRs, SBSs e SEBSs são outros termoplásticos aproveitados, mas sua competitividade não destaca os TPEs. Sua elasticidade, resiliência e processabilidade são todas significativamente altas. Eles são processos Turner brown, dye melting e extrusão compatíveis com várias aplicações.
QUANDO DESCASCAMOS, os elastômeros são os constituintes primários devido à sua capacidade de transmitir os constituintes elastoméricos na composição desejada. A proporção e o tipo de elastômeros integrados aos compostos de TPE têm grande importância sobre as características do material resultante, etc.
Um conhecimento abrangente das características e aplicações dos TPEs permite que os fabricantes entendam a otimização dos processos de fabricação de TPE, o design do elastômero termoplástico e seus produtos, e a seleção de materiais adequados. Considerando tudo, ele melhora a qualidade dos produtos enquanto descobre novas perspectivas no mundo das aplicações de elastômeros termoplásticos. Então, vamos começar esta aventura juntos e revelar os segredos por trás da excelência da extrusão de TPE!
Comparação com outros termoplásticos: TPR, SBS e SEBS
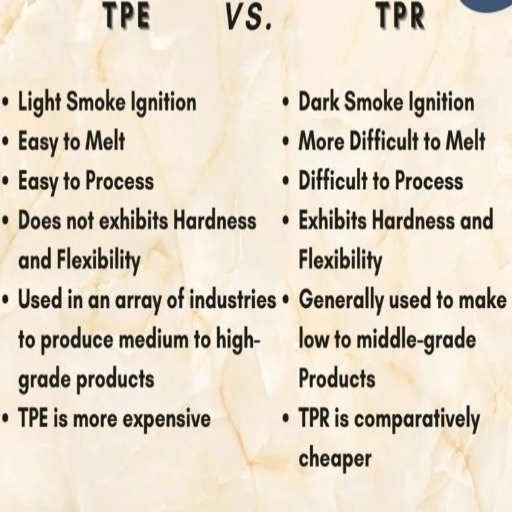
Elastômeros termoplásticos (TPEs) têm pouca ou nenhuma semelhança com outros polímeros termoplásticos, como borracha termoplástica (TPR), estireno-butadieno-estireno (SBS) e estireno-etileno-butileno-estireno (SEBS), conforme visto na tabela abaixo.
TPR:
O TPR é um elastômero termoplástico e termoplástico flexível, resiliente e durável que pode combinar propriedades mecânicas e químicas
Possui boa resistência à abrasão, rasgos e impactos.
Aplicações macias e elásticas, incluindo solas de sapatos, juntas e manoplas, utilizam TPR devido às suas propriedades vantajosas.
SBS:
SBS é um elastômero termoplástico feito de blocos de segmentos de estireno e butadieno.
Possui excelente elasticidade e propriedades de impacto em baixas temperaturas, podendo resistir a impactos moderados.
O SBS é incorporado em calçados, adesivos e aplicações de amortecimento de som.
SEBS:
SEBS é uma microestrutura com um copolímero em bloco de estireno, etileno e butileno.
O SEBS contém as características mecânicas dos polímeros de estireno e elastômeros, proporcionando excelente resistência aos raios UV e boa flexibilidade e resiliência.
Dispositivos médicos, peças automotivas e produtos de consumo são exemplos de áreas onde o SEBS é usado.
Ao avaliar esses termoplásticos junto com TPEs, fatores como elasticidade, atributos mecânicos, resistência química x material, acessibilidade e facilidade de processos são primordiais. A elasticidade aprimorada do TPR, ampla faixa de estabilidade química e fácil processabilidade o tornam uma opção mais favorável para muitas aplicações. A escolha recomendada do material depende dos fatores de uso pretendidos, como características físicas necessárias do produto final, disponibilidade de espaço de instalação ou orçamento permitido.
O papel dos elastômeros na composição de TPE
O papel desempenhado pelos elastômeros é muito essencial na composição de TPE. Elastômeros são polímeros que permanecem flexíveis e retornam à sua forma original quando ocorre deformação. No caso do TPE (elastômero termoplástico), os elastômeros são essenciais porque contribuem muito com flexibilidade para o produto final, resiliência e durabilidade. Eles aumentam a maciez e a elasticidade dos TPEs, tornando-os adequados para uso em aplicações onde são necessárias características de borracha. Isso ocorre porque, por meio do uso de elastômeros na formulação de TPE, o desempenho geral do produto acabado, incluindo suas propriedades mecânicas, resistência química e facilidade de processamento, é melhorado. O elastômero que deve ser empregado é baseado na natureza física exigida dos TPEs acabados, seus requisitos regulatórios e restrições de custo. Concluindo, os elastômeros são um ingrediente indispensável na composição de TPE, pois auxiliam na fabricação de materiais elastoméricos termoplásticos multifuncionais adequados para várias aplicações.
Como funcionam as extrusoras de TPE?
Extrusoras de TPE são desesperadamente necessárias na fabricação de elastômeros termoplásticos (TPE). O formato final necessário para a fabricação de TPE é formado usando uma técnica de extrusão que consiste em múltiplos estágios, incluindo fusão, mistura e transporte do material de TPE.
- ALIMENTAÇÃO HOPEER: O primeiro estágio envolve a alimentação de pellets de TPE em um orifício, o reservatório do material necessário.
- TRANSPORTE E DERRETIMENTO DE PELLETS: Durante esta etapa, o enriquecimento de temperatura e pressão é feito usando um parafuso rotativo que aprimora os pellets de TPE. O primeiro passo neste processo é inserir os pellets de TPE na extrusora através da zona de alimentação.
- MISTURA E HOMOGENEIZAÇÃO: A etapa de mistura ocorre após o material ser fixado no parafuso. Em vez de derreter o material TPE, esta etapa garante que ele tenha propriedades suficientes.
- Matriz de extrusão e formação de forma: O TPE foi completamente misturado e derretido no estágio anterior. Sua forma final agora é determinada forçando-o através de uma matriz de extrusão, e as dimensões necessárias da extrusora foram definidas.
Informados sobre o funcionamento das extrusoras de TPE, os fabricantes podem melhorar o processo de extrusão, garantindo que materiais de TPE com características físicas, processabilidade e desempenho desejados sejam produzidos.
Vamos agora nos aprofundar nas características distintas e nos princípios de funcionamento de uma extrusora de parafuso que é essencial na extrusão de TPE.
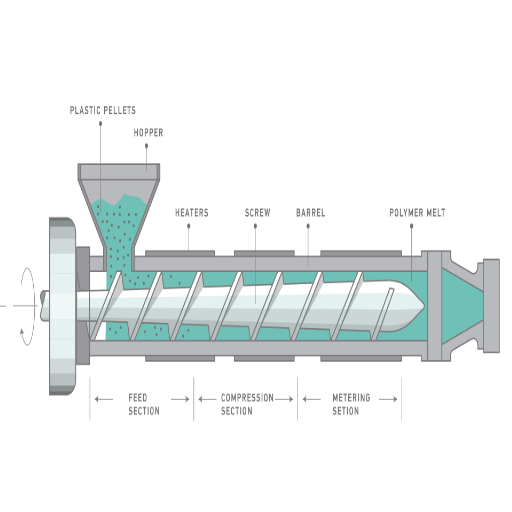
A mecânica de uma extrusora de parafuso
Posso oferecer a você uma excelente conceituação de como a extrusora de parafuso funciona. A extrusora de parafuso é considerada essencial no processo de extrusão de TPE, pois permite a fusão, a mistura e o transporte do material de TPE por meio de uma matriz para ser moldado na geometria necessária. Ela tem vários componentes, incluindo um funil que permite o armazenamento de pellets de TPE e uma zona de alimentação que permite o movimento dos pellets com a rosca. Esta zona de aquecimento fornece a energia necessária para derreter o TPE. Parafusos perfurados equipados com hélices helicoidais giram em torno de barris que fornecem a pressão e as forças de cisalhamento necessárias para derreter e selar o TPE. O TPE aquecido é então forçado através da matriz de extrusão, dando a ele o formato desejado. A velocidade da extrusora e a temperatura podem ser ajustadas para melhorar o processo de extrusão e permitir as características desejadas do TPE. A mecânica de uma extrusora de parafuso é considerada um meio indispensável para obter extrusões de TPS eficazes e uniformes, o que, por sua vez, facilita a fabricação de produtos de TPE que possuem funcionalidade versátil de TPE.
Diferenças entre extrusoras de parafuso simples e duplo
Deixe-me esclarecê-lo sobre as principais distinções entre extrusoras de parafuso simples e duplo. Extrusoras de parafuso único são amplamente empregadas para extrusão de TPE e compreendem um único parafuso helicoidal rotativo localizado dentro de um cilindro cilíndrico. Elas são multifuncionais, adequadas para inúmeras aplicações, fáceis de usar e acessíveis. Extrusoras de parafuso duplo, no entanto, incorporam dois parafusos que se interdigitam e trabalham juntos para derreter e processar o TPE. Eles melhoram a mistura, controlam os processos de extrusão e são apropriados para formulações complexas. Uma análise meticulosa das necessidades da sua extrusão de TPE ajudará você a identificar a escolha ideal entre os dois – um único ou extrusora de dupla rosca que você precisaria para obter os resultados desejados.
Principais componentes de uma máquina extrusora
Uma máquina extrusora é um equipamento robusto com uma variedade de peças constituintes que facilitam todo o processo de extrusão de TPE; elas incluem:
Hopper. É empregado durante o processo de extrusão para alimentar TPE na extrusora e garantir a continuidade adequada da alimentação durante todo o processo.
Parafuso(s): O(s) parafuso(s) é(são) a chave para a rápida fusão e mistura do material TPE e consiste em aço de alta mudança após a profundidade e o passo dos voos do parafuso terem sido otimizados para melhor extrusão. O diâmetro e o tipo do parafuso desempenham um papel essencial no resultado também.
Cilindro: O cilindro mantém o(s) parafuso(s) no lugar e também pode aquecer e resfriar o material TPE durante a extrusão devido à adição de componentes elétricos de temperatura, juntamente com fios de aquecimento e revestimentos de resfriamento.
Caixa de engrenagens: A caixa de engrenagens pode ser definida como um sistema que tem a responsabilidade de transferir potência do motor para o(s) parafuso(s), o que permite maior controle sobre a velocidade de extrusão.
Die: O die é o mecanismo que forma o TPE em um formato particular ou perfil desejado. Assim, ele é especializado em determinar a estrutura e os atributos do produto final que precisa ser extrudado.
Sistema de controle: O sistema de controle consiste em aproximadamente todos os parâmetros, desde temperatura até pressão ou até mesmo velocidade, permitindo ao usuário alterar e ajustar o processo de extrusão em tempo real para maior eficiência.
Ao selecionar uma máquina extrusora para a extrusão de TPE, alguns parâmetros técnicos devem ser levados em consideração, incluindo diâmetro do parafuso, tipo de parafuso, capacidades de aquecimento e resfriamento do cilindro, potência do motor e características de um sistema de controle. Esses parâmetros precisam corresponder aos requisitos de formulação e especificação de produção do TPE. Para aconselhamento profissional sobre como escolher uma extrusora de TPE adequada, não hesite em entrar em contato com nossos especialistas.
Quais são as etapas do processo de extrusão de TPE?
A extrusão de TPE envolve várias etapas cruciais para extrudar elastômeros termoplásticos com sucesso. Vamos examinar esses procedimentos em detalhes.
Os materiais TPE devem ser selecionados e preparados com extremo cuidado. Isso envolverá a verificação da formulação e consistência do composto TEP, o que pode exigir a mistura de TEP com aditivos, enchimentos ou corantes. – Preparação do material
O TPE é carregado no funil e instalado na máquina extrusora, que controla com precisão as temperaturas para características-chave dos TPEs, como fusão e viscosidade. - Alimentação e pré-aquecimento
Os conjuntos de TPE são continuamente alimentados no cilindro da extrusora para adquirir o pré-aquecimento, fazendo com que o TEP passe por um processo de plastificação. Os compostos de TEP são colocados em um parafuso giratório que derrete, homogeneíza e aplica pressão, que então é empurrada através de uma matriz – Extrusão
Quando materiais como tubos de perfil ou filmes são usados, a matriz determinará como o TEP terminará. – Projeto e modelagem da matriz
Técnicas de resfriamento, como ar, água ou vácuo, serão aplicadas diretamente ao extrudado para permitir que ele saia condensado da matriz e mantenha sua estrutura — resfriamento e dimensionamento.
Corte e enrolamento: Dependendo do uso pretendido, o extrudado pode ser cortado em segmentos ou laminado após o resfriamento. As técnicas de corte e enrolamento aumentam o calibre do corte do produto, mantendo as dimensões do produto em um tamanho e formato uniformes.
Controle de Qualidade e Testes: Supervisione atividades ao longo dos procedimentos de extrusão para monitorar parâmetros de controle de qualidade selecionados, como níveis de temperatura, quantidades de pressão exercidas e as especificações transversais do extrudado antes do resfriamento e solidificação. As verificações do produto final podem exigir a realização apenas de testes mecânicos, analisando-os fisicamente e testando sua reologia para verificar se todos os parâmetros do TPE foram atendidos.
Desde que os processos de produção sejam seguidos conforme explicado e os parâmetros sejam variados conforme necessário, as extrusões de TPE produzidas terão a qualidade e a composição necessárias para atender aos requisitos do usuário final.
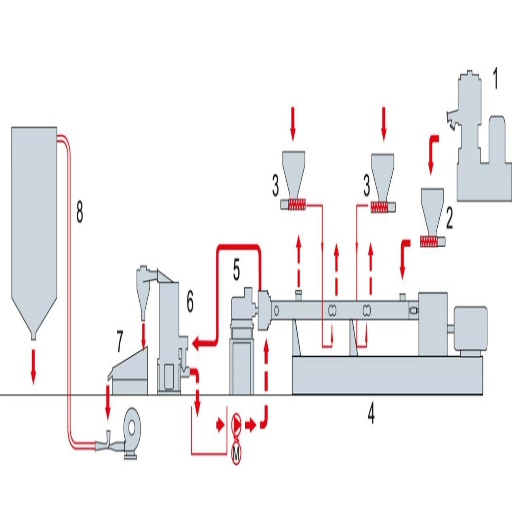
Visão geral do processo de produção de TPE
Ao longo da técnica de produção de Elastômero Termoplástico (TPE), certas funcionalidades permitem a extrusão de materiais elastoméricos termoplásticos. Isso, por sua vez, contribui para a eficiência e produtividade da saída final. Vamos examinar alguns dos estágios mais críticos no procedimento de extrusão de TPE.
Configuração do material: O processo começa com a escolha do material TPE correto e a configuração de acordo com as propriedades necessárias, aplicações desejadas e formulação adequada.
Compounding: TPE Compounding é a distribuição de um aditivo ao polímero base de TPE, que, junto com a própria composição, modifica as características do material. É essencial personalizar uma formulação de TPE para seu uso pretendido.
Extrusão: O elastômero termoplástico composto é colocado na extrusora de TPE e homogeneizado, derretido e empurrado através de uma matriz que lhe dá uma forma definida. Este processo é conhecido como Extrusão. Ao fazer isso, vários parâmetros técnicos também devem ser levados em consideração, como o diâmetro do parafuso, a potência do motor, o design do parafuso, os sistemas de aquecimento e resfriamento nos cilindros, bem como as capacidades do sistema de controle.
Peletização: Após a extrusão, o material TPE pode exigir peletização para convertê-lo em uma forma de pelete fácil de manusear. Duas das técnicas mais populares são a peletização subaquática e a peletização de anel de água. Cada uma tem suas vantagens que podem ser aplicadas dependendo da aplicação.
Configuração e otimização da linha de extrusão: Uma vez que o processo de extrusão de TPE foi definido, a configuração deve ser otimizada para atingir a máxima eficiência da linha e qualidade do produto. Isso inclui ajustar parâmetros específicos do processo, otimizar processos de resfriamento e dimensionamento e controlar a velocidade e a tensão da linha.
Se você aderir a essas instruções e considerar os requisitos de sua formulação de TPE e requisitos de produção, você pode garantir resultados de extrusão de TPE de melhor qualidade. Não hesite em contatar nossa equipe de especialistas para seleção de extrusora de TPE ou para otimizar seu processo. Nós o ajudaremos em cada etapa.
Técnicas de Pelotização: Pelotização Subaquática e Anel de Água
Dois métodos são empregados na peletização de elastômeros termoplásticos (TPEs): peletização subaquática e de anel de água. Ambos os métodos têm vantagens e desvantagens em relação à formulação do TPE e aos requisitos de produção.
Na peletização subaquática, fios de TPE são extrudados. Posteriormente, eles passam por uma câmara cheia de água e entram na câmara, onde um pequeno equipamento os corta em pellets. A água fria ajuda a preservar o formato e a integridade dos pellets durante o processo. O método de peletização subaquática também é bem conhecido por produzir uma partícula bem dispersa com boa qualidade de superfície. É mais adequado para TPE com baixa viscosidade e alta resistência ao derretimento.
Na peletização em anel de água, os fios de TPE são novamente extrudados e resfriados com água, que é circulada. Os fios são cortados com uma faca rotativa. A água remove o calor dos fios para auxiliar na solidificação. A peletização em anel de água é mais adequada para TPE com alta viscosidade e proporciona excelente uniformidade no formato do pellet.
Ao decidir usar peletização subaquática ou de anel de água, deve-se considerar a formulação do TPE, o volume de produção e os custos. É recomendável consultar profissionais da indústria para que a técnica de peletização mais aplicável possa ser empregada.
Configuração e otimização da linha de extrusão
A eficiência da extrusão de TPE depende muito da otimização da configuração e ajuste da linha de extrusão. Compre extrusora de TPE tendo em mente parâmetros como diâmetro e tipo de parafuso.
Diâmetro do parafuso: Para a saída desejada para extrusão de TPE, o diâmetro do parafuso deve suportar a capacidade de produção e a qualidade. O volume e a taxa de produção são usados para selecionar o diâmetro do parafuso. As extrusoras de TPE têm um diâmetro de parafuso que geralmente varia de 20 mm a 120 mm, dependendo do uso.
Tipo de extrusora: Composta por parafusos simples ou duplos. Uso geral TPE extrusão usa extrusoras de parafuso único, no entanto, extrusoras de dupla rosca são mais adequadas para processos de extrusão que exigem melhor mistura, dispersão e controle.
O monitoramento de máquinas de extrusão para diferentes usos deve levar em consideração considerações como:
Aquecimento e Resfriamento do Barril: Controlar rigorosamente a temperatura ao longo do barril é essencial para manter a temperatura desejada e, portanto, a viscosidade do TPE durante todo o processo de extrusão. Zonas de aquecimento e resfriamento apropriadas devem ser projetadas para manter o perfil de temperatura.
Projeto e configuração do parafuso: a configuração do parafuso deve ser otimizada para se adequar ao processo de extrusão de TPE, garantindo que ele tenha boa mistura, dispersão e acúmulo de pressão para transporte eficaz do fundido.
Sistemas de controle: sistemas de automação, como um controlador PLC acompanhado de controles de tela sensível ao toque, podem aumentar a precisão e a flexibilidade da extrusão, ao mesmo tempo em que facilitam a configuração, o monitoramento e a otimização do processo.
Se você tiver mais perguntas ou precisar de aconselhamento especializado sobre extrusão de TPE, entre em contato conosco. Nossos profissionais podem ajudar você a tomar decisões e otimizar o processo de extrusão de TPE.
Como escolher a extrusora de TPE certa para suas necessidades?

Entender os vários processos envolvidos, incluindo extrusão, é essencial para comprar uma Extrusora TPE. Dois fatores principais para focar incluem o tipo de extrusora, bem como o diâmetro do parafuso.
Diâmetro do parafuso: O diâmetro determina a pressão a ser acumulada, o que permite que uma temperatura extrema seja gerada. Isso, por sua vez, influenciará muito o tempo de residência. Para obter resultados precisos, é crucial focar na taxa de transferência nominal dos enchimentos, na densidade do TPE ou em qualquer outro requisito especial.
Tipos de Extrusora: Comumente conhecidas como parafusos simples, parafusos duplos e extrusoras planetárias, essas ferramentas são amplamente utilizadas em todo o mundo. Cada tipo tem características únicas que beneficiam fatores como eficiência de fusão ou o nível de mistura desejado. Com a ajuda de especialistas, obtenha ângulos precisos que levem em conta os requisitos para selecionar o ideal para seu uso.
Lembrar desses pontos aumentará as chances de produzir e extrudar um produto de qualidade, garantindo que o desempenho e a eficiência estejam atualizados.
Fatores a considerar: Diâmetro do parafuso e tipo de extrusora
Esses fatores garantirão que você obtenha a melhor qualidade e desempenho da sua extrusora de TPE.
O diâmetro do parafuso é crítico durante a extrusão de TPE, pois determina o tempo de residência, a temperatura de fusão, bem como a pressão da extrusora. Um diâmetro de parafuso específico é apropriado dependendo do requisito de rendimento da peça de aplicação, das propriedades reológicas do material de TPE a ser processado e de muitos outros fatores relevantes. A mistura, dispersão e acúmulo de pressão adequados devem ser adequadamente balanceados para um transporte de fusão eficaz.
Além das considerações mencionadas anteriormente, o tipo de extrusora também impacta o processo de extrusão de TPE. Alguns tipos comuns de extrusoras usadas para extrusão de TPE incluem extrusoras de parafuso único e extrusoras de parafuso duplo. A extrusora de parafuso único é adequado para TEP para formulações e aplicações básicas. Em contraste, uma extrusora de parafuso duplo fornece mais vantagens de mistura e controle, tornando-a perfeita para formulações de TEP complicadas e controle apropriado da qualidade do fundido.
Ao determinar qual extrusora de TPE comprar, considere os requisitos de aplicação, rendimento e propriedades reológicas do material TEP. Examinar cuidadosamente esses parâmetros ajudará na seleção de uma extrusora que melhor se adapte ao propósito, melhorando assim o processo de extração e a qualidade e consistência da produção de TPE. Nossos especialistas experientes estão prontos para fornecer recomendações de especialistas personalizadas se mais instruções forem necessárias.
Avaliação de máquinas de extrusão para diferentes aplicações
A escolha do equipamento de extrusão exato para todos os tipos de operações diferentes deve ser considerada várias vezes para que o desempenho e a eficiência máximos sejam atingidos. Da minha investigação, as conclusões propostas indicam que os problemas mais comuns encontrados durante a produção de extrusão de TPE são:
Dispersão Subótima: Gradientes de concentração consideráveis de aditivos e enchimentos são desafiadores em TPE, o que pode catalisar propriedades de material não satisfatórias. A seleção do equipamento de extrusão e parâmetros de processo se torna uma questão fundamental para evitar dispersão ruim e fusão irregular.
Controle de Dureza: Controlar a dureza do TPE pode ser desafiador. Material, processo e design da matriz são todos fatores que tendem a causar mudanças consideráveis na dureza. Ser mais rigoroso em zonas de temperatura e pressão e otimizar o formato da matriz pode ajudar nessa consistência.
Qualidade do derretimento: materiais TPE não podem suportar taxas de cisalhamento extrudadas e temperaturas de derretimento excessivamente altas, ou as características pretendidas do produto final podem não ser demonstradas. Não ter uma supervisão completa do processo de extrusão pode afetar negativamente a qualidade do derretimento, causando problemas como clivagem indesejada, sombras indesejadas e produtos mecanicamente fracos.
Esses problemas podem ser resolvidos de forma eficaz seguindo as recomendações das melhores práticas do setor encontradas em:
Design de parafuso aprimorado: a especificação de uma extrusora com um formato de parafuso especialmente adaptado melhoraria a capacidade de mistura e, assim, poderia fornecer uma consistência de fusão mais homogênea e reduzir significativamente a dispersão do material.
Otimização dos parâmetros do processo: a dureza e a dispersão podem ser integradas à qualidade da fusão por meio do gerenciamento dos parâmetros de processamento, como temperatura, velocidade do parafuso e rendimento.
Otimização do Design da Matriz: A consistência e a qualidade permanecem consistentes ao usar a matriz adequada. O comprimento correto da matriz, o vão entre as matrizes e até mesmo o resfriamento das matrizes ajudam a produzir um fluxo uniforme.
Seguir as melhores práticas mencionadas acima pode ajudar os fabricantes a manter a qualidade e a consistência. Sinta-se à vontade para entrar em contato conosco para obter mais informações para ajudá-lo a entender completamente o processo de extrusão de TPE. Estamos sempre dispostos a ajudar nossos clientes.
Entre em contato conosco para obter aconselhamento especializado sobre extrusão de TPE
Deixe-nos ajudá-lo se você tiver encontrado dificuldades com a extrusão de TPE, pois temos alguns especialistas que podem ajudá-lo a encontrar soluções. Seja em relação ao aprimoramento da dispersão, controle de dureza, otimização do design da matriz ou melhoria geral da qualidade da produção, temos especialistas que podem ajudá-lo. Levando em consideração a temperatura, a velocidade do parafuso, o rendimento, os parâmetros do design da matriz (comprimento da terra, folga da matriz, resfriamento) e as melhores práticas oferecidas, é possível obter extrusão de TPE de alta qualidade de forma consistente. Sinta-se à vontade para entrar em contato conosco para obter aconselhamento e assistência profissional em qualquer estágio do seu processo de extrusão de TPE.
Quais são os desafios associados à extrusão de TPE?

A extrusão de TPE tem sua cota justa de desafios, que devem ser identificados e resolvidos para realizar a produção de forma eficaz. Entender os problemas é essencial para uma produção tranquila. Abaixo estão alguns problemas comuns que podem ocorrer durante a extrusão de TPE e seus principais aspectos.
Os materiais TPE mudam sua forma e aparência final devido à dispersão ruim que resulta da mistura inadequada. A composição e a mistura adequadas, bem como o trabalho em direção à dispersão ideal, resolverão o problema efetivamente. Querer atingir uma temperatura de fusão consistente durante toda a extrusão pode ser uma preocupação, especialmente para produtos TPE de alta qualidade. O design dos parafusos, os materiais usados, as propriedades dos produtos e as temperaturas podem ser um pouco exigentes em termos de manter a temperatura de fusão estável.
O TPE, como sabemos, tem que inchar a matriz e, como resultado, torna o controle dimensional preciso para manter um desafio. Para resolver o problema mencionado anteriormente, o projeto adequado da matriz e a aplicação de resfriamento podem ajudar a manter o intervalo da folga da matriz. Idealmente, o comprimento da terra pode nos ajudar a obter as dimensões de que precisamos.
Adesão e colagem: Quando extrudados, os materiais TPE tendem a ter problemas de adesão e colagem, o que pode causar problemas no processo de fabricação. A aplicação de agentes de liberação adequados, otimização dos parâmetros de processamento e design correto da matriz podem ajudar a reduzir esses problemas.
Espuma e Aprisionamento de Ar: A extrusão de TPE pode, às vezes, ter problemas com espuma ou aprisionamento de ar, o que resulta em imperfeições no produto final. O controle da temperatura de fusão, o design do parafuso e a ventilação adequada reduzem os problemas de espuma e aprisionamento de ar.
Estamos equipados para fornecer conselhos práticos e assistência para que você não se perca na complexa extrusão de TPE e, em vez disso, obtenha consistentemente os resultados certos. Nossos profissionais competentes ajudarão você em seu processo de extrusão de TPE.
Problemas comuns na produção de extrusão de TPE
Durante a extrusão de TPE, várias dificuldades persistentes exigem manutenção e solução de problemas. Para abordar os problemas de forma abrangente, aqui estão alguns dos problemas mais comuns encontrados no processo de produção de TPE.
Baixa dispersão de material: A dispersão de baixa qualidade pode causar inconsistência do produto, afetando potencialmente seu desempenho e estética. Nesse caso, assumir o controle das condições de mistura, como temperatura, velocidade do parafuso e duração da mistura, para permitir que os meios se dispersem corretamente é essencial.
Controlar a Dureza é um Desafio: É crucial controlar a dureza de um material dentro dos limites elásticos definidos, isto é para garantir que as propriedades mecânicas dos produtos TPS finais atendam às especificações predeterminadas. No entanto, como os produtos ainda estão no processo de extrusão, haverá variações na dureza, estas podem ser resolvidas através do gerenciamento eficaz e cuidadoso da formulação do material, perfis de temperatura definidos e a velocidade de extrusão.
Dificuldades associadas ao design da matriz: quando a matriz não é projetada corretamente, pode dar origem a outros problemas, como a fusão sendo fraturada, obtendo uma espessura de parede irregular devido às linhas da matriz e a parede se tornando muito fina. Os parâmetros do design da matriz devem ser melhorados para restaurar a consistência na qualidade e ação do produto.
Quando medidas são tomadas, como definir os parâmetros com precisão para atingir os moldes necessários, verificações de rotina para garantir a qualidade dos materiais e mecanismos fortes para manter a qualidade do produto, a eficiência da produção do TPE aumenta significativamente para atender às expectativas do cliente.
Soluções para melhor dispersão e controle de dureza
Para melhorar a dispersão e o controle de dureza na moldagem termoplástica de TPE, primeiro, permita-me dizer que, por meio de minha pesquisa e compreensão mais profunda do problema em questão, encontrei várias soluções:
Mistura de alto cisalhamento: Este método suave, porém eficaz, de aplicação de calor é projetado para misturar compostos uniformemente e, por sua vez, dispersar aditivos, enchimentos e outras formas de reforço por toda a matriz de TPE. Isso não apenas melhora o desempenho do termoplástico, mas também aumenta a consistência do produto.
Sistemas de Monitoramento Modernos: Equipamentos de monitoramento de nova geração, como monitoramento reológico e sensores de temperatura de fusão, instilam uma sensação de precisão ao controlar os parâmetros do núcleo. Isso, combinado com formulação cuidadosa do material, controle de temperatura e velocidades de extrusão, permite o gerenciamento eficaz da dureza no elastômero.
Projeto de matriz simplificado: para melhorar a geometria dos produtos fabricados e maximizar a satisfação do cliente, as especificações do projeto da matriz, incluindo a folga da matriz, precisam ser otimizadas ainda mais para permitir maior uniformidade de espessura, o que reduz as chances de fratura.
Suponha que os fabricantes pretendam atingir um nível mais alto de satisfação do cliente. Nesse caso, eles precisam se concentrar em melhorar a eficácia da produção e a capacidade de manutenção adotando soluções como as descritas junto com as melhores medidas de prática em moldagem termoplástica de TPE, incluindo, mas não se limitando a, Materiais de Qualidade, Otimização de parâmetros de Processo e Sistemas de garantia de Qualidade em vigor.
Melhores práticas em moldagem termoplástica de TPE
Para obter os resultados desejados, as melhores práticas precisam ser seguidas. Tais práticas são formuladas com base em extensa pesquisa no campo, como as melhores práticas para moldagem de TPE. Em tais processos, o seguinte precisa ser considerado:
Selecionar o material TPE apropriado garante que as características alvo do produto sejam atendidas. Portanto, há uma necessidade de considerar a dureza, flexibilidade e resistência química do material. Tais características TPE emergem sob parâmetros técnicos-chave, tais como:
Controle de Cavidade Especializado: Ter controle de cavidade especializado torna mais fácil manter a qualidade do produto e a estabilidade da dimensão. Os parâmetros técnicos que podem fazer isso incluem:
Injeção de Lubrificação Controlada: Enfrentar tais problemas requer controle sobre a estrutura híbrida de precisão de montagem da peça que emprega moldagem de elastômero termoplástico. Tais parâmetros que precisam de precisão incluem:
Comprimento do conjunto de matrizes e larguras das margens do conjunto de matrizes
Projetos de direção de fluxo de molde e tempos de ciclo
Projetos de deslocamento de ar que minimizarão as bolsas de ar
Levar em conta as considerações acima também pode melhorar os parâmetros técnicos. A eficiência da produção será aumentada, e a qualidade dos produtos TPE estará em linha com o padrão de mercado. Sempre considere medidas de teste e controle para garantir a saída de qualidade durante a fabricação do molde para atingir uma saída desejável para o mercado final.
Referências
Melhor fabricante de extrusoras de borracha na China
Perguntas Frequentes (FAQ)
P: O que é um elastômero termoplástico (TPE) e como ele difere de outros materiais?
A: Elastômeros termoplásticos (TPEs) são uma classe de copolímeros ou uma mistura física de polímeros, tipicamente um plástico e uma borracha, consistindo de materiais com propriedades termoplásticas e elastoméricas. Ao contrário da borracha tradicional, os TPEs podem ser facilmente moldados e reciclados como plástico. A principal diferença entre TPE e outros materiais como TPU (Poliuretano termoplástico) ou TPV (Termoplásticos Vulcanizados) reside em suas propriedades e aplicações específicas, onde o TPU é conhecido por sua elasticidade e o TPV por sua durabilidade.
P: Como a introdução de TPE na linha de produção afeta os processos de fabricação?
R: A introdução do TPE na linha de produção permite uma fabricação mais eficiente devido à sua capacidade de ser moldado e remoldado. Essa flexibilidade resulta em redução de tempo e custos de produção. Além disso, os TPEs podem aprimorar os designs de produtos ao combinar as propriedades da borracha e do plástico, oferecendo alta durabilidade, flexibilidade e um acabamento superior.
P: Que tipos de máquinas de extrusão são usadas para extrusão de TPE?
A: TPE a extrusão normalmente utiliza máquinas extrusoras termoplásticas para lidar com as propriedades únicas dos materiais TPE. Essas máquinas podem incluir extrusoras simples e extrusoras de plástico com configurações especializadas de parafuso e cilindro para garantir alta precisão na saída e melhor dispersão do material durante o processo de extrusão.
P: O TPE pode ser usado na impressão 3D?
R: Sim, o TPE pode ser usado em impressão 3D. Ele oferece flexibilidade e elasticidade, tornando-o adequado para aplicações que exigem propriedades semelhantes à borracha. O filamento TPE é compatível com muitas impressoras 3D, incluindo aquelas que imprimem com materiais PEEK, PCL, ABS, PLA e PETG.
P: Qual é a função do parafuso e do cilindro em uma máquina de extrusão de TPE?
R: O parafuso e o cilindro em uma máquina de extrusão de TPE são cruciais para a composição e fusão do material de TPE. O design do parafuso, incluindo seu diâmetro de parafuso em polegadas, afeta o fluxo e a mistura do material, garantindo qualidade e propriedades consistentes durante todo o processo de extrusão.
P: Como o TPE se compara ao ABS, PLA e PETG em aplicações de extrusão?
R: O TPE difere do ABS, PLA e PETG em sua flexibilidade e propriedades semelhantes à borracha. Enquanto o ABS é conhecido por sua força e tenacidade, o PLA é valorizado por sua biodegradabilidade, o PETG oferece resistência química e o TPE fornece uma combinação única de elasticidade e resiliência. Isso o torna adequado para aplicações em que flexibilidade e resistência ao impacto são cruciais.
P: Quais são os benefícios de usar TPE em vez de borracha tradicional na moldagem por injeção?
R: O TPE oferece vários benefícios sobre a borracha tradicional na moldagem por injeção, incluindo processamento e reciclagem mais fáceis, ciclos de produção mais rápidos e a capacidade de produzir designs complexos com alta precisão. Isso torna o TPE uma escolha econômica e versátil para muitas aplicações em que a borracha tradicional pode ser usada.
P: Quais são algumas aplicações típicas de TPE na produção de extrusão de PEEK?
R: O TPE é frequentemente usado na produção de extrusão de PEEK (Poliéter Éter Cetona) devido à sua flexibilidade e capacidade de formar formas complexas. As aplicações incluem vedações, juntas e tubos flexíveis, onde a combinação das propriedades elastoméricas do TPE e as características de alto desempenho do PEEK é vantajosa.
P: Como a alta precisão das máquinas de extrusão beneficia a extrusão de materiais TPE?
A: A alta precisão em máquinas de extrusão garante que os materiais TPE sejam processados uniformemente, produzindo qualidade e desempenho de produto consistentes. Essa precisão permite melhor dispersão de aditivos e pigmentos, levando a propriedades mecânicas superiores e acabamentos estéticos nos produtos extrudados finais.



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


