



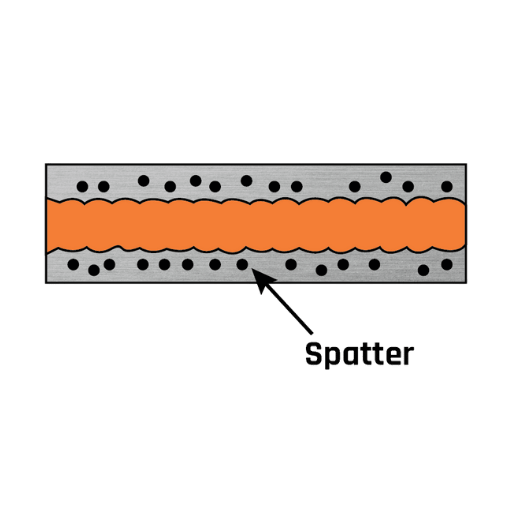
A soldagem desempenha um papel especialmente crucial em uma variedade de setores; no entanto, fenômenos como respingos de solda podem afetar negativamente a produtividade, a segurança e a qualidade geral do produto. Por exemplo, durante as operações de soldagem MIG e TIG, os respingos não apenas criam desafios adicionais de limpeza, mas também podem levar ao desperdício de material e, se não forem controlados adequadamente, podem levar à criação de defeitos. Os respingos geralmente são associados ao desperdício. Também há alguma limpeza a ser feita, o que por si só constitui desperdício. Este guia entra em detalhes sobre como lidar com respingos e limpar a soldagem precisa por meio do uso de algumas dicas práticas e técnicas comprovadas. Além disso, instrutores de soldagem com longa experiência podem orientar iniciantes por meio de aulas; no entanto, essas mentorias tendem a não prestar atenção a insights refinados que podem produzir melhorias notáveis com relação à superação de diferentes desafios de soldagem. Além disso, permita que profissionais experientes alcancem resultados ideais em cada projeto, desbloqueando projetos adicionais, domine essas estratégias junto com soldadores experientes. Ajuste os materiais e aborde proativamente equipamentos, ferramentas de precisão e técnicas para gerar mudanças. Continue lendo para descobrir como manipular a ordem dos materiais pode causar ajustes notáveis.
O que causa respingos na soldagem?
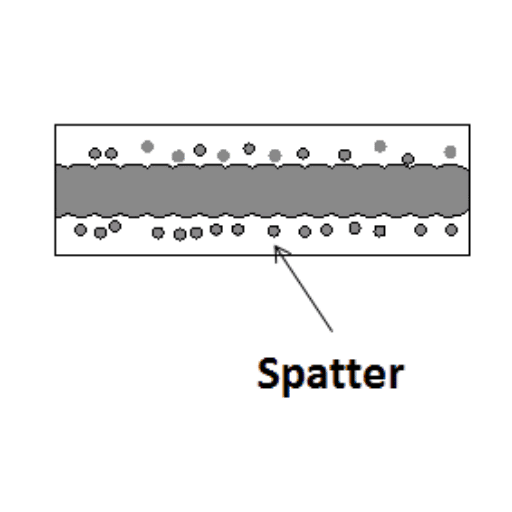
Compreendendo as causas dos respingos de solda
Cada respingo de solda na peça de trabalho pode ser atribuído a métodos e materiais ruins e alguns problemas de configuração impróprios. As principais causas para respingos podem ser amperagem muito alta, valor de tensão incorreto e velocidade de alimentação de arame inadequada. Além disso, o uso de materiais de base mal limpos ou preparados também contribui para o problema. Além disso, a falta de gás de proteção ou o uso de material de enchimento de soldagem errado causará derretimento irregular, levando a respingos de gotas derretidas. Entender esses fatores ajudará a melhorar a qualidade das soldas, reduzindo respingos.
Impacto dos parâmetros de soldagem MIG em respingos
Os parâmetros de soldagem MIG têm um papel crítico na definição dos parâmetros de respingos em uma peça soldada, alguns deles incluem tensão, corrente da soldagem e velocidade de alimentação do arame. Garantir que o valor da tensão seja mantido dentro da faixa de valor definida ajuda a manter o arco estável, mas corrente excessiva faz com que os respingos aumentem. Da mesma forma, a taxa de alimentação de arame errada causará instabilidade no arco e resultará em respingos espontâneos. Seguir os parâmetros definidos pelo fabricante ajuda a eliminar defeitos e garantir soldas mais limpas. Além disso, a taxa de fluxo do gás de proteção é importante, níveis baixos aumentam os respingos enquanto a proteção do arco adiciona estabilidade.
A função do eletrodo e do gás de proteção
Os eletrodos e o gás de proteção impactam muito a qualidade da solda. O eletrodo funciona como um enchimento para a junta de solda, aumentando sua resistência e tenacidade. Ele deve ser feito dos mesmos metais básicos que os metais originais para evitar rachaduras. A proteção de gás fornece isolamento da poça de solda da contaminação atmosférica, o que protege a poça de solda, pois os gases garantem que um arco seja mantido. Argônio, dióxido de carbono ou uma combinação dos dois são confiáveis por sua especificabilidade em relação ao material que está sendo soldado, bem como o acabamento necessário. A seleção do eletrodo apropriado acoplado ao gás de proteção adaptado para uma solda específica aumenta a qualidade geral da solda e minimiza a formação excessiva de respingos.
Quais são as melhores práticas para diminuir respingos de solda?

Melhores práticas para controle de respingos de soldagem
- Alterar configurações de voltagem e amperagem. Verifique se os requisitos de material e processo estão alinhados com as configurações da máquina. Voltagem ou amperagem aumentadas frequentemente levam a respingos adicionais.
- Otimize a velocidade de viagem. Viaje a uma velocidade constante e apropriada durante a soldagem. Mover-se muito devagar ou muito rápido resulta em distribuição inconsistente de calor e aumento de respingos.
- Use gás de proteção apropriado. Selecione o gás de proteção apropriado para a soldagem. Por exemplo, uma mistura de gás argônio e carbono é conhecida por respingar menos do que uma proteção de dióxido de carbono puro.
- Mantenha as superfícies limpas. Certifique-se de que o material base esteja livre de ferrugem, sujeira e outros fatores de contaminação antes da soldagem. Superfícies limpas promovem melhor manutenção da solda.
- Posicionamento correto dos eletrodos. Controle os eletrodos no ângulo e distância corretos da peça de trabalho para que o arco fique mais estável, o que alivia a formação de respingos.
Se aplicadas, essas técnicas podem ajudar os soldadores a obter cortes mais limpos e reduzir respingos ao mesmo tempo.
Ajuste da velocidade do arame e do arco de soldagem
O ajuste da velocidade do arame e do arco de soldagem é crítico quando se pretende obter uma qualidade de solda consistente. O arame acumulado é chamado de material de enchimento e é adicionado através da junta de solda a uma velocidade específica conhecida como velocidade do arame. Se a velocidade do arame for muito alta ou muito baixa, podem ser observadas soldas fracas e inconsistentes. Além disso, podem ocorrer respingos excessivos ou acúmulo de material. O mesmo é verdadeiro se o comprimento do arco de soldagem for menor ou maior do que o considerado ideal. A entrada de calor e a penetração também dependem do comprimento do arco de soldagem. Fusão suficiente pode ser obtida entre a base material e enchimento metal, reduzindo defeitos como porosidade ou falta de fusão. Como em todos os processos, as configurações ideais podem ser definidas usando recomendações de fabricantes de eletrodos e máquinas de solda, ajustando-se às condições e processos específicos em uso.
Aplicação de spray antirrespingo em conjunto com outros equipamentos
Assim como qualquer outra ferramenta poderosa, os sprays antirrespingos podem ser usados para evitar que respingos grudem em uma peça de trabalho ou outras áreas como resultado da soldagem. É melhor usar o produto onde os respingos são mais prováveis de ocorrer. Dessa forma, o tempo de limpeza é drasticamente reduzido e os defeitos de respingos endurecidos que podem ocorrer são mitigados. Junto com outros equipamentos importantes, como grampos de cozimento, escovas volumétricas e de arame, discos de moagem para limpezas grossas e finas e grampos que seguram a peça de trabalho com precisão, reduz o acúmulo de materiais residuais. O uso regular dessas ferramentas demonstrou impactar positivamente o processo de soldagem e fornecer resultados de boa qualidade.
Você está tendo problemas com respingos durante a soldagem MIG?

Razões que contribuem para respingos na soldagem MIG
Erros em respingos de soldagem MIG são normalmente resultados premeditados de configurações incorretas, artesanato ruim ou materiais contaminados. Os principais motivos são:
- Relação entre tensão e velocidade de alimentação do arame: Seu ajuste incorreto pode levar a um arco instável, o que aumenta os respingos.
- Limpeza de superfície: As soldas não serão eficazes se as superfícies estiverem sujas, enferrujadas ou oleosas.
- Fluxo de Gases: Gás de proteção insuficiente ou excessivo pode prejudicar a qualidade das soldas.
- Distância incorreta do eletrodo: Se você segurar o eletrodo muito rápido ou muito longe da peça de trabalho, o arco se tornará instável.
Levar esses elementos em consideração resulta em soldas mais limpas e com o mínimo de respingos.
Antecipando a formação de respingos no metal base
Para encurtar a adesão de respingos, certifique-se de que a peça de trabalho esteja limpa de contaminantes como óleo ou ferrugem antes da soldagem. Use uma pasta ou spray antirrespingos e aplique-o na superfície do metal para formar uma camada protetora adequada contra respingos. Garanta os parâmetros de soldagem corretos, como tensão, corrente e taxa de alimentação do arame para minimizar a formação de respingos. O fluxo adequado de gás de proteção ajuda na melhor prevenção de respingos, enquanto a aderência do eletrodo deve ser controlada de forma a resultar em soldas com menos respingos. Além das técnicas mencionadas acima, a limpeza e a manutenção do equipamento de soldagem auxiliam no controle do excesso de respingos.
Avaliação da qualidade da solda para redução de respingos
Para atingir o desempenho ideal da soldagem, a avaliação de respingos é crítica e, portanto, a avaliação da qualidade é essencial. A inspeção da solda deve ser focada principalmente nos seguintes parâmetros: perfil do cordão, penetração e profundidade, e consistência geral da solda. Soldas de qualidade devem garantir que haja uniformidade na largura, rebaixos devem ser mínimos e transições suaves entre a solda e o material base disponível. A identificação de defeitos visíveis, como respingos excessivos, porosidade ou rachaduras, pode ser facilmente feita visualmente.
Um exame mais aprofundado das soldas sem comprometer a integridade da junta pode ser alcançado usando métodos de teste não destrutivo (NDT), incluindo teste ultrassônico ou inspeção radiográfica. Por exemplo, o teste ultrassônico pode avaliar a solidez interna da solda por meio da identificação de vazios, inclusões e fusão incompleta. Acredita-se que a velocidade correta de deslocamento da soldagem seja mantida na maioria dos casos, resultando na minimização de respingos, penetração aprimorada e melhor formação de cordão.
Dados de testes de soldagem indicam que defeitos relacionados a respingos são agravados por causa de configurações de soldagem inadequadas, como voltagem excessiva. Em alguns casos, alterar a velocidade de alimentação do arame ou usar técnicas avançadas de soldagem pulsada demonstrou reduzir os respingos em 70%. A análise pós-soldagem contribui com dados quantificáveis por meio de mapas de calor e sistemas automatizados de monitoramento de solda, permitindo assim uma avaliação detalhada da qualidade geral da solda. Se esses métodos de avaliação forem priorizados, é possível melhorar a eficiência do processo de soldagem juntamente com o nível de qualidade fornecido em termos de respingos.
Melhores práticas para evitar respingos na soldagem TIG

Métodos de soldagem: uma comparação entre soldas TIG e MIG
As técnicas e aplicações de soldagem são clara e amplamente diferentes tanto na soldagem TIG (Tungsten Inert Gas) quanto na soldagem MIG (Metal Inert Gas). Enquanto a soldagem TIG utiliza um eletrodo de tungstênio não consumível que produz soldas mais precisas e de alta qualidade com muito pouco respingo, tornando-a mais eficiente para materiais mais finos, a soldagem MIG usa um eletrodo de arame consumível, tornando-a mais apropriada para soldas rápidas em materiais mais espessos. Em comparação com a soldagem TIG, a soldagem MIG é frequentemente mais rápida e versátil, mas emite mais respingos. Se a aplicação em questão precisa se concentrar em respingos de solda e qualidade geral, então a soldagem TIG é a opção mais adequada.
Manutenção de padrões em soldagem para atender aos requisitos de TIG sem respingos
A precisão nas condições de trabalho e a adesão a controles específicos precisam ser mantidas para que a soldagem TIG sem respingos funcione. Problemas críticos incluem a seleção do eletrodo, a pureza e o tipo de gás de proteção usado e a manutenção do equipamento. Além disso, para garantir um arco estável e controle de contaminação, usar o grau certo de eletrodo de tungstênio também requer técnicas de retificação adequadas. O ângulo de retificação mais recomendado para tungstênio é entre 30 a 60 graus, levando em consideração a amperagem necessária e o material a ser soldado.
Um exemplo de gás de proteção é o gás argônio, que tem uma pureza de 99.99%. Esse gás é importante para manter um ambiente limpo para a solda. Componentes de gás contaminantes podem causar formação de poros e outras imperfeições no cordão de solda. Definir a taxa de fluxo de gás em 15 a 20 pés cúbicos por hora (CFH) fornece cobertura sem agitação excessiva que pode resultar em matéria contaminante sendo puxada para dentro da área de solda.
Limpar as peças da tocha e verificar se há vazamentos nas mangueiras são exemplos de trabalho de rotina e manutenção que auxiliam no desempenho ideal do equipamento de soldagem. O trabalho de soldagem é melhor executado usando uma peça de trabalho limpa porque quaisquer depósitos de superfície como óleo, ferrugem ou tinta resultam em respingos que degradam a qualidade da solda. A preparação da superfície de trabalho deve começar com métodos eficazes, como escovação de arame, agentes desengordurantes ou esmerilhamento.
Seguir essas diretrizes não apenas proporcionará soldas sem respingos, mas também prolongará o uso e a quebra do equipamento, além de melhorar a produtividade durante o processo de soldagem.
Como corrigir problemas de respingos em projetos de soldagem?

Dicas de prevenção de respingos de soldagem e garantia de qualidade
Lidar com problemas de controle de respingos e qualidade de solda requer a definição dos parâmetros de soldagem primeiro. Certifique-se de que a voltagem, amperagem e velocidade de deslocamento corretas sejam definidas de acordo com o material que está sendo soldado e o procedimento de soldagem que está sendo usado. Use gás de proteção de qualidade e defina a vazão correta para que o arco não seja envenenado. Para controlar o fluxo de respingos de horrorização do arco, a oscilação descontrolada do arco precisa ser verificada quanto à protrusão excessiva do eletrodo.
Sujeira, óleo, ferrugem e tinta devem ser removidos usando escovas químicas, escovas de arame e esmerilhadeiras antes do jateamento da superfície. Use fios e eletrodos correspondentes para os consumíveis com base no metal base que está sendo soldado.
Também realize manutenção de rotina no equipamento de soldagem. Bicos, pontas de contato e mangueiras tendem a sofrer desgaste excessivo. Para controle de respingos de soldagem, a técnica empregada é ajustar o ângulo da tocha em relação à peça de trabalho para que haja controle firme da mão na tocha. Seguir essas práticas certamente controlará respingos e melhorará a qualidade da soldagem de forma consistente.
Lidando com problemas de respingos excessivos
Para começar a resolver problemas de respingos, comece observando os parâmetros de soldagem primeiro, pois a configuração inadequada de voltagem, amperagem ou velocidade de deslocamento geralmente é responsável junto com os respingos em si. Confirme se o gás de proteção correto é usado e se a vazão protegerá o arco. Observe a qualidade e o tipo de consumíveis; por exemplo, certifique-se de que os fios ou eletrodos sejam compatíveis com a matéria-prima. Limpe as superfícies a serem trabalhadas, pois a contaminação, como ferrugem, graxa e tinta, leva a respingos. Faça a manutenção regular das ferramentas substituindo bicos desgastados ou entre em contato com dicas são essenciais na estabilização do desempenho do arco. Finalmente, para soldas mais limpas, deve-se empregar a técnica adequada de segurar a tocha nos ângulos recomendados e mobilidade consistente.
Limpeza de áreas de solda com escova de arame e outros métodos
Uma escova de arame é uma das ferramentas mais úteis para limpar a área de solda para criar uma ligação que seja forte e livre de defeitos. Contaminantes como ferrugem, sujeira, tinta ou oxidação, no material de base precisa ser removido antes da soldagem para que a superfície esteja pronta para escovação. Uma escova de arame é útil após a soldagem para se livrar de resíduos como escória que não são atraentes e preparar a superfície para operações subsequentes como revestimento ou pintura. Para obter o melhor resultado possível, certifique-se de usar uma escova de arame feita do mesmo material do item que está sendo limpo, seja aço, aço inoxidável ou alumínio. Dependendo das especificações da solda e do material de base, outros métodos de limpeza como lixamento, esmerilhamento ou o uso de produtos de limpeza químicos podem ser utilizados. Essas técnicas ajudam a melhorar a qualidade e a durabilidade da solda porque promovem uma superfície limpa e estável.
Perguntas Frequentes (FAQ)
P: Quais problemas podem causar respingos de solda durante a soldagem?
R: Respingos de solda ocorrem por uma série de razões, incluindo configurações inadequadas na máquina de solda, técnica defeituosa ou contaminantes na peça de trabalho. Por exemplo, no caso de perturbação da poça de solda, respingos de solda podem ocorrer devido ao comprimento de arco inadequado, velocidade de soldagem ou cobertura de gás de proteção inadequada.
P: De que forma o tipo de soldagem realizada afeta o volume de respingos de solda produzidos?
A: Diferentes técnicas de produção de respingos, como soldagem MIG e TIG, apresentam níveis variados de respingos. A soldagem MIG, ou soldagem a arco metálico a gás, tem mais probabilidade de produzir respingos excessivos em comparação à soldagem TIG porque o processo envolve alimentação constante de um fio de soldagem que, a menos que seja controlado, resulta em respingos severos.
P: Qual é o motivo para manter as configurações corretas de arame e gás na soldagem MIG?
R: Configurações corretas de arame e gás são importantes para atingir na soldagem MIG, pois configurações incorretas afetam a qualidade da solda, a taxa de alimentação do arame e aumentam os respingos. Com as configurações corretas, ventos estáveis de olhar fervente são atingíveis juntamente com calor e penetração consistentes — acredite, é atingível apenas definir os parâmetros corretos — o que reduz muito os respingos.
P: A soldagem eletrostática produz mais respingos do que a soldagem MIG e TIG?
R: Sim, a soldagem eletrostática produz mais respingos do que a soldagem MIG e TIG, pois envolve a operação manual do eletrodo, o que leva à variação no comprimento do arco e na estabilidade, o que resulta em respingos maiores.
P: Quais precauções devem ser tomadas para evitar respingos durante a soldagem MIG?
R: Para minimizar respingos na soldagem MIG, é importante ajustar a tensão e a corrente em níveis ideais, evitando limpeza excessiva do arame de solda, usando o gás de proteção correto e mantendo uma distância adequada da peça de trabalho para evitar a interrupção do banho de solda.
P: Como a limpeza da superfície de soldagem afeta os respingos de solda?
R: A limpeza de uma superfície de soldagem é importante na redução de respingos. Fumos obstruindo os vazamentos da superfície, como óleo, ferrugem e sujeira, deterioram muito a qualidade da soldagem a arco e a estabilidade da piscina, o que leva a respingos. A superfície precisa ser tratada de antemão para reduzir respingos de forma eficaz.
P: Quais são os fatores mais importantes que causam respingos na soldagem TIG?
R: O tamanho e o formato do eletrodo de tungstênio podem contribuir para respingos na soldagem TIG devido à taxa de fluxo de gás incorreta ou condições de arco instáveis. Mesmo quando os respingos são menores do que na soldagem MIG, o TIG também é afetado pela instabilidade do arco, resultando em respingos da formação de gotículas de solda.
P: Como devo me livrar de respingos de solda na borda da solda?
R: Respingos de solda podem ser removidos mecanicamente por esmerilhamento e lixamento, ou por meios químicos, como o uso de sprays antirrespingos. A manutenção e a ordem adequadas em uma oficina de soldagem garantem que respingos não se acumulem na limpeza da solda, garantindo a aparência de qualidade do metal de solda.
P: De que forma o método de soldagem que você pretende usar afetará a qualidade da sua solda em termos de respingos?
R: A escolha do método de soldagem determina muito a qualidade da sua solda, pois pode controlar os respingos. Por exemplo, empregar um arco curto em MIG reduz os respingos, enquanto velocidade ou ângulo consistentes em TIG garantem que a ruptura do material fundido seja em uma quantidade controlada, resultando em soldas de alta qualidade sem respingos.
Fontes de Referência
1. Um sistema de monitoramento de respingos de soldagem a ponto baseado em visão de máquina
- autores: Xiaodong Wang, Zhengqiang Zhu, Hongyu Peng, Yongqiang Wang
- Publicado em: 2023 3ª Conferência Internacional sobre Engenharia Elétrica e Tecnologia Mecatrônica (ICEEMT)
- Data de publicação: 21 de julho de 2023
- Resumo: Este artigo apresenta um sistema de monitoramento de visão de máquina projetado para capturar e analisar respingos durante a soldagem a ponto por resistência. O sistema utiliza uma câmera industrial de alta velocidade para capturar milhares de quadros durante um ciclo de trabalho de soldagem, identificando quadros-chave que exibem características significativas de respingos. O estudo distingue os efeitos da pressão e da corrente na geração de respingos e identifica outros fenômenos de respingos causados pelo desgaste ou desalinhamento do eletrodo. O sistema é implementado usando C++ e demonstra operação estável, detectando efetivamente problemas de respingos em tempo real(Wang et al., 2023, págs. 76–80).
2. Previsão da taxa de geração de respingos de soldagem em transferência de curto-circuito por rede neural convolucional
- autores: Sanga Lee, H. Ryoo, Kangmyung Seo
- Publicado em: Revista de Soldagem e Junção
- Data de publicação: 17 de fevereiro de 2023
- Resumo: Este estudo emprega uma rede neural convolucional (CNN) para prever a taxa de geração de respingos de soldagem durante processos de transferência de curto-circuito. Os autores desenvolveram um modelo que analisa vários parâmetros de soldagem para prever a geração de respingos, aprimorando a compreensão da dinâmica de respingos na soldagem a arco metálico a gás (GMAW). As descobertas indicam que o modelo CNN pode prever efetivamente as taxas de respingos, contribuindo para melhorar o controle do processo e a garantia da qualidade nas operações de soldagem.(Lee et al., 2023).
3. Efeitos do tempo de soldagem e da potência elétrica nas características térmicas de respingos de soldagem para análise de risco de incêndio
- autores: Y. Shin, W. Você
- Publicado em: Energias
- Data de publicação: 9 de dezembro de 2020
- Resumo: Esta pesquisa investiga as características térmicas dos respingos de soldagem gerados durante a soldagem a arco metálico blindado, com foco na relação entre tempo de soldagem, energia elétrica e risco de incêndio. O estudo envolveu uma configuração experimental para controlar o ângulo de contato e a taxa de alimentação, analisando as correlações entre volume de respingos, diâmetro máximo, velocidade de espalhamento e temperatura. Os resultados mostram que o aumento do tempo e da potência de soldagem levam a tamanhos maiores de respingos e temperaturas mais altas, fornecendo insights sobre o gerenciamento de risco de incêndio durante a soldagem(Shin & Você, 2020).
4. Interação entre o fornecimento de gás de proteção local e o tamanho do ponto do laser na formação de respingos na soldagem por feixe de laser de AISI 304
- autores: C. Diegel, T. Mattulat, K. Schricker, Leander Schmidt, T. Seefeld, J. Bergmann, P. Woizeschke
- Publicado em: Ciências Aplicadas
- Data de publicação: 20 de Setembro de 2023
- Resumo: Este artigo explora os efeitos do fornecimento de gás de proteção local e do tamanho do ponto do laser na formação de respingos durante a soldagem por feixe de laser de aço inoxidável AISI 304. Os autores conduziram experimentos usando diferentes tamanhos de ponto de laser e configurações de fluxo de gás, medindo a quantidade, o tamanho e a velocidade dos respingos. As descobertas indicam que o fluxo de gás local reduz significativamente a formação de respingos, e o tamanho do ponto do laser influencia a velocidade ascendente do fluxo de fusão, o que por sua vez afeta a dinâmica dos respingos(Diegel e outros, 2023).
5. Estudo do mecanismo de formação de rede de respingos e modo de penetração sob soldagem a laser em modo de anel flexível
- autores: Yang Zhang, Jieshi Chen, Wenshuai Zhang, Chuangzong Li, C. Qiu, J. Ding, Haotian Lu, Kejin Zhang
- Publicado em: Revista de Pesquisa e Tecnologia de Materiais
- Data de publicação: 1 de março de 2023
- Resumo: Esta pesquisa investiga os mecanismos por trás da formação de respingos e modos de penetração na soldagem a laser de modo de anel flexível. Os autores analisam a formação da rede de respingos e sua relação com a profundidade de penetração da solda. O estudo emprega imagens de alta velocidade para observar a dinâmica dos respingos e fornece insights sobre a otimização dos parâmetros de soldagem para minimizar a geração de respingos(Zhang et al., 2023).
6. Soldagem
7. Metal



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


