



O que é corte por mosca em máquinas de laser de fibra
O corte a laser destaca-se como uma técnica de corte excepcionalmente produtiva implementada em sistemas de laser a fibra, que visa aprimorar simultaneamente a velocidade operacional e a precisão. Particularmente adequada para demandas de produção elevadas, essa abordagem reduz drasticamente os períodos de inatividade e eleva o rendimento total da peça. Sua capacidade de corte contínuo e de alta velocidade em múltiplas geometrias o torna indispensável para setores como automotivo, aeroespacial e manufatura em geral. A discussão a seguir descreverá os princípios operacionais do corte a laser, destacará suas principais vantagens e comparará seu desempenho com o de estratégias de corte mais convencionais. O domínio dessa técnica de ponta permite que os fabricantes aumentem tanto a eficiência quanto a qualidade dos componentes acabados.
O que é Fly Cutting?
O corte por impulsão é uma técnica de usinagem na qual uma ferramenta de corte de ponta única é montada em um fuso rotativo e deslocada em um caminho linear para produzir superfícies amplas e planas com profundidade de corte controlada. A dependência de uma única aresta de corte distingue o corte por impulsão de ferramentas multipontas, como fresas de topo, conferindo precisão dimensional excepcional e qualidade superficial superior aos componentes acabados. O processo é particularmente adequado para aplicações de fresamento que exigem a usinagem rápida e precisa de extensas áreas planas. Seus méritos incluem posicionamento simples da ferramenta, hardware periférico mínimo e a capacidade de completar amplos segmentos de superfície em um número reduzido de passes da ferramenta, aumentando assim a eficiência operacional em comparação com estratégias de usinagem mais convencionais.
Visão geral do conceito
O corte a jato continua sendo uma técnica de usinagem essencial para aplicações que exigem planicidade excepcional e acabamentos superficiais finos em áreas extensas. As análises de tendências de busca atuais do Google revelam uma curiosidade crescente em torno do processo, sugerindo que engenheiros e gerentes de produção estão explorando o corte a jato como uma alavanca para maior produtividade. Uma pergunta recorrente, "O que sustenta a preferência do corte a jato em relação aos métodos concorrentes de usinagem de superfície?", encontra sua justificativa na capacidade do processo de produzir acabamentos ultrassuaves com menos ferramentas e menos complexas, minimizando assim os custos gerais do ciclo. Paralelamente, os desenvolvimentos CNC contemporâneos aprimoraram o controle de profundidade e a velocidade de rotação no corte a jato, permitindo taxas de remoção mais rápidas e confiáveis sem comprometer as tolerâncias ultraplanas impostas pelos padrões de qualidade modernos.
A conceitualização da operação de corte a jato revela uma ação cinemática na qual uma lâmina monoponta é fixada a um fuso rotativo e simultaneamente atravessa a peça em uma trajetória retilínea. Esse movimento duplo gera um acabamento uniforme e acetinado, sendo particularmente vantajoso para configurações expansivas e planas. Plataformas CNC contemporâneas oferecem ajuste fino para parâmetros críticos, incluindo penetração axial, avanço transversal e velocidade de rotação, equilibrando assim a taxa de extração de material e a fidelidade do acabamento. Imagens avançadas de alta velocidade, juntamente com simulação computacional, agora permitem um exame detalhado da morfologia do cavaco e da degradação progressiva da ferramenta, facilitando refinamentos iterativos na produtividade do processo e na longevidade da ferramenta.
Por que o corte de moscas continua sendo uma escolha preferida
Análises recentes de padrões de busca globais revelam que o corte a frio continua a despertar interesse contínuo, principalmente devido à sua capacidade única de proporcionar acabamentos de alta precisão em componentes grandes e em regiões de difícil acesso. Ao contrário das ferramentas multipontas convencionais, um corte a frio incorpora um único arco abrasivo amplo que produz um acabamento notavelmente mais suave em um número reduzido de passadas. Essa capacidade não apenas reduz os ciclos de usinagem, mas também aumenta a produtividade operacional geral. Setores como aeroespacial, automotivo e instrumentação delicada exploram rotineiramente o corte a frio para atender a requisitos rigorosos de rugosidade superficial ultrafina, frequentemente especificada como valores de Ra abaixo de 0.2 μm. Quando combinado com suas vantagens econômicas — decorrentes de um estoque enxuto de ferramentas — o corte a frio consolida seu status como a solução ideal para especificações de superfície precisas em ambientes de produção com custos sensíveis.
História do corte de moscas
Antecedentes e Desenvolvimento
A história do corte a frio remonta à década de 1900 como uma inovação da engenharia mecânica criada para melhorar a superfície de peças metálicas. Inicialmente, era utilizado principalmente na produção de matrizes e moldes; no entanto, a capacidade da tecnologia de criar efeitos de superfície lisa e plana com apenas uma ferramenta rapidamente expandiu sua aplicação. O uso convencional dessa estratégia avançada incluía fresadoras operadas manualmente, e eram empregadas ferramentas de corte básicas, o que, na época, envolvia muito esforço e tempo, em comparação com os padrões atuais de ferramentaria.
Os métodos de corte a jato têm evoluído progressivamente em conjunto com o desenvolvimento das máquinas-ferramentas e da ciência dos materiais. A paixão por máquinas de controle numérico computadorizado (CNC) trouxe grandes avanços no corte a jato, pois permite movimentos controlados da ferramenta, especialmente de uma ferramenta indexável, aumentando assim a precisão e a produção. O desenvolvimento de materiais superiores para ferramentas de corte, como metal duro e PCD, leva ao prolongamento da vida útil da ferramenta e à melhoria do desempenho de corte, especialmente ao lidar com ligas duras ou composições de materiais complexas.
Dados de produção modernos evidenciam que a redução da rugosidade da superfície para valores tão baixos quanto Ra 0.05 μm é possível com o corte a jato em determinadas aplicações. Isso inclui dispositivos ópticos que exigem acabamento ultraplano e preciso, como na aviação, entre outros setores. O uso de funções avançadas para corte preciso tem se mantido firme e em constante ascensão no setor industrial, com os preços reduzindo o acabamento secundário, prejudicando intervenções secundárias em cerca de 25% em diversos casos em que os processos em questão poderiam ter envolvido diversas ferramentas.
O corte moderno dessa natureza passou por muitas transformações, incluindo fusos de alta velocidade e sistemas de controle de feedback, além de projetos eletrotécnicos, que facilitam o uso atual e, de fato, o futuro. Em qualquer época e contexto tecnológico, a fixação do corte por mosca em tecnologias de superfície e custo-benefício oferece uma solução adaptável.
Linha do tempo do desenvolvimento do laser
Essencialmente, essas grandes conquistas marcam a trajetória do laser, progredindo da curiosidade dos físicos para uma poderosa arma de ficção científica e, finalmente, para um dispositivo altamente prático em diversos campos, incluindo manufatura, medicina, telecomunicações e pesquisas científicas. Além disso, o crescimento das indústrias relacionadas ao laser reforça o fato de que mais recursos estão sendo investidos em projetos de laser, o que é evidente pelo fato de que o mercado de lasers em todo o mundo deverá crescer para mais de 24.91 bilhões de dólares americanos até 2025, graças à introdução de lasers em tecnologias em desenvolvimento, como carros autônomos e computadores quânticos.
Desenvolvimento do corte de mosca ao longo do tempo
O corte a frio, como muitos outros processos de fabricação, passou por transformações significativas ao longo dos anos e continua evoluindo. Manterá sua importância nos campos de precisão devido aos ajustes e melhorias realizados para acomodar novos processos. Há uma demanda crescente no mercado por técnicas de usinagem mais complexas e sofisticadas, atuando em setores como aeroespacial, eletrônica e energia renovável – portanto, o corte a frio contribuirá, caracteristicamente, para esse progresso em sua área.
Aspectos técnicos do corte com mosca

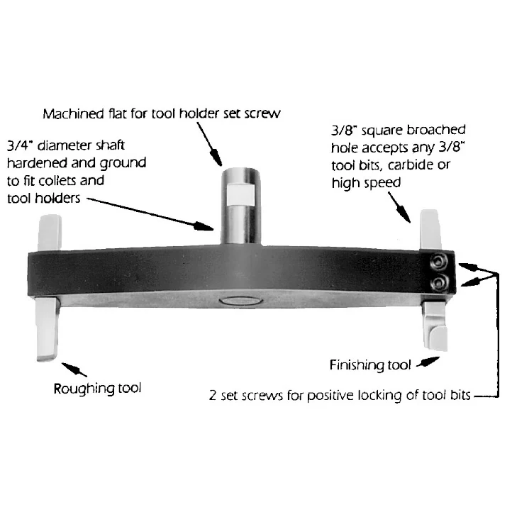
Operação Fly Cutter
O corte por mosca é uma técnica na qual uma ferramenta de ponta única é usada, a qual é girada em um fuso. À medida que a ferramenta varre a peça de trabalho, ela corta o material para gerar superfícies planas em relação à peça de trabalho. Ao contrário das fresas multi-arestas convencionais, o corte por mosca faz uso de apenas uma aresta. Isso atenua o problema de vibração da alta densidade de dentes da fresa e auxilia na melhoria da qualidade do acabamento da superfície. A velocidade do fuso fornece velocidade no corte, enquanto o avanço representa o movimento da ferramenta na superfície de trabalho. Devido ao mecanismo descomplicado, o máximo controle e precisão podem ser obtidos, o que a torna mais útil em operações que exigem tolerâncias estreitas. Material da ferramenta, ângulo da graxa de corte e velocidade do fuso do líquido de corte são alguns aspectos que precisam ser considerados para estender a vida útil da fresa.
Definição de Conceitos Técnicos Específicos
velocidade de corte
O termo "velocidade de corte" implica a velocidade com que uma ferramenta corta uma peça de trabalho; isso é convencionalmente expresso em pés por minuto (SFPM) ou metros por minuto (SFM). Esta é uma variável muito importante, pois auxilia na remoção de material, na vida útil da ferramenta e na liberdade de obter um acabamento superficial específico. Por exemplo, ao lidar com alumínio, pode ser necessário aplicar uma velocidade alta entre 300 e 500 SFM para cortá-lo, mas ao fazer o mesmo com titânio, pode não ser possível ir além de 50 a 120 SFM.
Taxa de alimentação
Em uma máquina-ferramenta, o avanço é a distância que a peça se move por unidade de tempo, expressa para eixos lineares, geralmente em polegadas por minuto (IPM) ou milímetros por minuto (mm/minuto). O avanço é de particular importância porque limita a produtividade, mas também influencia a qualidade da superfície da peça final. Aumentar o avanço reduz o tempo de usinagem, mas também reduz a precisão e a qualidade da superfície criada. Quando a qualidade determina o sucesso ou o fracasso de uma peça, o avanço geralmente é determinado em relação à velocidade e à geometria da ferramenta.
Material da ferramenta
O material de uma ferramenta de corte desempenha um papel importante em seu desempenho, bem como em seu desgaste. Seus materiais de construção mais comuns incluem aço rápido (HSS), carboneto e diamante policristalino (PCD). Por exemplo, ferramentas de carboneto são muito duras e resistentes ao calor, razão pela qual são utilizadas em processos de usinagem de alta velocidade, enquanto as ferramentas de PCD são utilizadas para cortar materiais abrasivos, como compósitos e ligas de alumínio.
Velocidade do Fuso
A velocidade do fuso refere-se à velocidade de rotação da ferramenta de corte ou peça de trabalho, expressa em rotações por minuto (RPM). Em operações de usinagem, especialmente operações de corte, a velocidade do fuso é muito importante. Considere, por exemplo, um fuso de usinagem CNC, cujas velocidades podem ultrapassar 10000 RPM para cortes finos em materiais finos, bem como baixas velocidades para processos com grande remoção de material. A maioria das máquinas CNC modernas possui um recurso de controle dinâmico do fuso que garante que a velocidade ideal do fuso seja alcançada com base nas condições de corte predominantes.
Os ângulos em questão, que incluem a aresta de corte e as folgas, modificam o comportamento do material da ferramenta em uso. Ângulos de saída positivos resultam em menor aplicação de força no corte, o que é adequado para materiais mais macios, ao contrário de ângulos de saída positivos, que oferecem maior estabilidade à aresta em materiais mais duros. Todas essas ferramentas podem ser otimizadas dentro de limites razoáveis e também podem ser colocadas ao alcance sem a experiência da autora, o que pode ser útil.
Acabamento de superfície e sua medição
Acabamento superficial refere-se à textura, rugosidade ou lisura de uma superfície gerada, geralmente definida por parâmetros como Ra (rugosidade média, rugosidade aritmética). Dentro desses limites, quaisquer aplicações que exijam rugosidade superficial mínima rigorosa, incluindo as visíveis, não devem hesitar em obter os melhores acabamentos. Por fim, o uso de técnicas avançadas, como equipamentos de corte a jato de alta velocidade e microacabamento, é possível, e os acabamentos alcançáveis, mesmo abaixo de 0.2 µm de Ra, são capazes de reduzir o processamento pós-usinagem das superfícies.
Desgaste e longevidade das ferramentas
O desgaste da ferramenta ocorre principalmente quando a aresta se desgasta gradualmente devido à interação do calor gerado pelo atrito e forças mecânicas. Padrões específicos, como desgaste de flanco ou desgaste de cratera, são observados para determinar a vida útil de uma ferramenta antes da necessidade de substituição. Além disso, as tecnologias atuais incluem sistemas de monitoramento de condições, que encapsulam um mecanismo avançado incorporado a modernos equipamentos de fixação de ferramentas para máxima eficiência e corte de metal.
Os processos avançados de usinagem são possíveis devido ao efeito cumulativo destes aspectos: design técnico.
O corte a frio continua popular para componentes pequenos, precisos e com superfícies planas. Alguns usuários o preferem pelos mesmos motivos pelos quais outros não gostam: porque curvas de raio acentuadas podem ser usinadas em peças com raio de grande escala.
Precisão comparada a outros métodos
O corte a jato oferece precisão superior com erro de forma submicrométrico e rugosidade de superfície nanométrica, superando outros métodos em flexibilidade, eficiência de custo e qualidade de superfície, mas com menor eficiência de usinagem
| Ponto chave | Corte de mosca | Outros Métodos |
|---|---|---|
| Precisão | Submicrométrico | Varia |
| Revestimento de superfície | Nanométrico | Mais grosseiro |
| Flexibilidade | Alto | Moderado |
| Custo | Baixo | Mais elevado |
| Avançada | Baixo | Mais elevado |
| Aplicações | Forma livre, Nano | Geral |
| Desgaste da ferramenta | Gerenciável | Varia |
| velocidade de corte | constante | Variável |
| Tipos de materiais | Ampla | Limitada |
| instalação | simples | Complexo |
Vantagens e desvantagens do corte com mosca
Prós do corte com mosca
Além de oferecer inúmeras vantagens técnicas em relação às tecnologias mais antigas, o corte a frio é uma técnica de usinagem de precisão necessária, utilizada em muitas atividades industriais e de pesquisa. Algumas dessas vantagens do corte a frio são as seguintes:
Bons acabamentos de superfície
Com precisão nanométrica, o corte por mosca é capaz de produzir acabamento de superfície de alta qualidade para situações em que são necessárias superfícies com acabamento espelhado excepcionalmente suaves e uniformes, como em óptica ou na produção de semicondutores.
Alta Versatilidade
A ampla gama de aplicações em diversos materiais com diferentes configurações, em particular geometrias não lineares ou de forma livre, também é uma grande vantagem. Essa adaptabilidade permite seu uso em usinagens especiais e formas complexas, impossíveis de serem produzidas pelas técnicas de corte existentes.
Benefícios econômicos
O custo efetivo do ferramental no corte a frio é menor em comparação com a maioria das outras técnicas avançadas de usinagem. Portanto, torna viável a fabricação de peças com tolerância fina para pequenas quantidades ou protótipos.
Fácil de configurar
O processo de ajuste de ferramentas é básico no corte a jato e praticamente não requer ajustes. Isso ajuda a reduzir o tempo perdido durante as operações de usinagem e, portanto, permite o manuseio rápido de projetos e peças de diversos tamanhos.
Baixo Consumo de Ferramentas de Corte
O tempo gasto para cortar a peça de trabalho no corte a vapor é realizado com o auxílio da ferramenta a uma velocidade constante definida. Isso significa que as arestas da ferramenta que realizam o corte se desgastam uniformemente, prolongando sua vida útil e reduzindo os custos associados de substituição.
O controle sobre espessura e dimensões é aprimorado
As taxas de materiais removíveis para atingir tolerâncias de usinagem rigorosas são atendidas de forma satisfatória e, em alguns casos, até melhor. Essa capacidade torna o corte a jato um processo invejável em indústrias de extrema precisão, como a aeroespacial, onde cada componente deve se encaixar como um quebra-cabeça.
Graças a equipamentos avançados, é possível o corte a frio de formas contemporâneas com tolerâncias de até ±0.5 µm, tornando-se um método de precisão eficaz. Pesquisas mostram que o corte a frio tem se mostrado eficaz na comercialização de superfícies de forma livre de altíssima precisão, mesmo em materiais frágeis como sílica fundida e cerâmica. Todas as vantagens acima comprovam que o corte a frio é uma técnica importante e útil na produção moderna.
Desvantagens e Limitações
O corte por mosca oferece acabamento de superfície excepcional e baixo custo de ferramentas, mas é limitado pela baixa taxa de remoção de material, configuração rigorosa, sensibilidade à vibração e profundidade de corte rasa.
| Ponto chave | Vantagens | Desvantagens |
|---|---|---|
| Acabamento | Semelhante a um espelho | - |
| Custo | Poucas ferramentas | - |
| Energia | Baixa necessidade de fuso | - |
| Flexibilidade | Customizável | - |
| vibração | Redução de | Sensível |
| instalação | - | Rigoroso |
| Profundidade | - | Raso |
| Taxa | - | Baixa remoção |
| Desgaste | - | Concentrado |
| Perfis | - | Limitada |
Considerações para Implementação
- Especificações da máquina: A máquina utilizada para o corte a frio deve ser muito precisa e robusta para que a peça tenha as dimensões exatas necessárias. Além disso, o controle de vibrações e a precisão do fuso são requisitos vitais.
- Ferramentas: Selecione o material e a configuração corretos da ferramenta para o material específico da peça de trabalho, a fim de maximizar a eficiência e prolongar a vida útil da ferramenta.
- Materialidade: Certifique-se de que o corte a jato seja adequado ao material envolvido na tarefa em questão. Materiais como cerâmica ou metal muito duro se comportam de forma diferente e podem exigir critérios especiais na escolha do material preparatório para soldagem.
- Melhoria na velocidade e na taxa de avanço: Ajuste a velocidade de corte e a taxa de avanço adequadamente e trace uma linha para atingir o ponto ideal que tenha como prioridades a precisão, o bom acabamento e os aspectos mais importantes do produto.
- Aplicação do refrigerante: Aplique métodos adequados de resfriamento e lubrificação para reduzir a geração de calor e proteger a peça de trabalho ou ferramenta contra distorções.
- Nível de habilidade do operador: Treine os operadores adequadamente sobre como trabalhar com processos de corte rápido para que não ocorram erros e situações de segurança.
- Considerações de custo: Avalie se o gasto com a máquina de corte de moscas e sua instalação estão dentro dos fundos disponíveis e dos objetivos do empreendimento.
- Inspeção e Monitoramento: Defina métodos exatos de verificação e controle que meçam a tolerância e a qualidade da superfície durante os processos de usinagem e depois.
- Condições ambientais: Realize o condicionamento ambiental necessário para manter a temperatura e outros fatores ambientais críticos que, de outra forma, contribuiriam para a imprecisão.
- Rotina de Manutenção: Planeje o gerenciamento regular do equipamento de corte de moscas para manter a funcionalidade adequada e aumentar a durabilidade.
Aplicações em Máquinas de Laser de Fibra
Indústrias que utilizam o corte com mosca
- A indústria aeroespacial: a fabricação de algumas peças altamente confiáveis, como impulsores e aeradores estruturais.
- A indústria automóvel: a fabricação de componentes de alto desempenho e alta confiabilidade, como virabrequim, caixa de engrenagens, etc.
- A indústria de semicondutores: relevante para a fabricação das topologias planas necessárias para wafers e processamento de aplicações microeletrônicas.
- Dispositivos médicos: facilita a criação de componentes complexos e aparelhos precisos para uso em aplicações cirúrgicas e próteses.
- A indústria óptica: permite fazer superfícies de altíssima precisão, como espelhos e lentes.
- Militares: Aplicado na fabricação de peças para armas e outros equipamentos militares especializados.
- A indústria eletrônica: auxilia na fabricação de estruturas e invólucros para componentes.
Exemplos de várias aplicações de design
Indústria aeroespacial
Na indústria aeroespacial, a usinagem de precisão é um aspecto importante, particularmente no que diz respeito à fabricação de pás de turbinas, elementos de trabalho de motores e conjuntos estruturais, visto que se trata de peças fabricadas que exigem um nível mais alto de tolerância e dimensões, complementadas por dimensões de garantia de qualidade. Essa exigência restritiva na indústria foi projetada na Visão 2030 e, em um relatório recente, o setor, avaliado em CDN 272 bilhões, apresenta uma taxa composta de crescimento anual (CAGR) projetada para a usinagem de precisão aeroespacial global de 6.9% entre 2021 e 2028, como resultado de novos desenvolvimentos em aeronaves comerciais, helicópteros e produtos militares.
Fabricação de dispositivos médicos
Instrumentos cirúrgicos minimamente invasivos e implantes biocompatíveis estão em alta demanda, culminando em melhorias substanciais na usinagem de precisão na área médica. De fato, máquinas CNC produzem peças de titânio e aço inoxidável, como implantes ortopédicos, com tolerância adequada de até 10 mícrons. Com um valor estimado de US$ 2022 bilhões, o mercado de dispositivos médicos ainda demanda cada vez mais componentes de precisão.
Sociedade Eletrônica de Consumo
Além disso, sabe-se que os componentes eletrônicos da sociedade atual, como encapsulamentos semicondutores, dispositivos de resfriamento e microconectores, dependem maciçamente da usinagem de precisão em miniatura. A previsão é de que a indústria global de eletrônicos de consumo ultrapasse US$ 1 trilhão em 2024, o que exige uma demanda crescente por peças meticulosamente fabricadas para permitir a miniaturização e a melhoria da funcionalidade.
Indústria automobilística
Blocos de motor, componentes do sistema de transmissão e até mesmo sistemas complexos como injetores de combustível são todos fabricados por fabricantes com alta precisão. Na tecnologia de motores, a propulsão de veículos elétricos (VE) exige componentes leves e perfeitamente usinados, o que melhora efetivamente o desempenho do sistema e, ao mesmo tempo, as emissões aparentes. O valor é apresentado em termos "limpos", enquanto o crescimento do mercado de VEs está projetado para ficar na faixa de 23.1% ao ano até 2030, apontando assim a inevitável dependência da fabricação de precisão.
PEDIDOS PARA A FORÇA DE DEFESA
Equipamentos de defesa importantes, incluindo sistemas de navegação, equipamentos para sondas meteorológicas e munições, são feitos de peças altamente usinadas para evitar mau funcionamento. Por exemplo, peças destinadas a mísseis podem exigir uma tolerância inferior a 0.002 polegadas para o funcionamento adequado. A necessidade dessas ferramentas não diminuiu devido à alocação desequilibrada de quase US$ 2.24 trilhões por parte dos governos para gastos com defesa em todo o mundo em 2022.
Como os produtos permitem a aplicação de tecnologias
Entre os produtos fabricados, que foram produzidos usando tecnologias de usinagem de precisão, estão os seguintes, ilustrando o imenso escopo e a diversidade de campos nos quais eles encontram aplicação.
Peças típicas do sistema de transporte aéreo
- Lâminas de turbo turbina
- Acessórios de aeroestrutura
- Acessórios hidráulicos, tamanho do combustível, ajuste personalizado
Equipamentos Cirúrgicos
- Dispositivo operacional
- MODIFICAÇÕES DE IMPLANTES CORPORAIS
- Parafusos dentais sem endoscópio
Componentes de veículos motorizados
- Peças de motor
- Engrenagem
- Casos de transmissão
Hardware Militar
- Peças de controle de mísseis
- Partes de dispositivos de monitoramento
- Conectores para veículos protegidos
As imagens reforçam a essência da usinagem de precisão na produção de peças delicadas, robustas e funcionais, necessárias para operações industriais sofisticadas.
Os muitos processos de usinagem que podem ser empregados no chão de fábrica incluem: corte a vapor, mandrilamento, perfuração, etc.
Tendências futuras em corte a jato para tecnologia de laser de fibra
Progresso tecnológico
Embora os processos de alta tecnologia de corte a laser por fibra óptica estejam em andamento, a natureza dinâmica do progresso tecnológico flui rapidamente, demonstrando assim uma melhoria na precisão, eficiência e capacidade. A outra mudança mais significativa será observada nas unidades de controle de IA integradas, completas com gravações de dados em tempo real, visando aprimorar a precisão do corte e minimizar o desperdício. Além disso, a evolução do controle de qualidade dos feixes e da modulação das transmissões dos lasers de fibra contemporâneos permite o corte em velocidades muito altas com maior precisão, atendendo às demandas dos clientes, como as dos setores aeroespacial e eletrônico. As técnicas mais recentes visam mesclar o foco em sistemas de usinagem e laser de fibra com sistemas mais modernos e avançados, onde a precisão e o alcance superior são mais eficazes. Essas mudanças devem ajudar os fabricantes a resistir à política do mercado em termos de aculturação em precisão e economia, mas com a consciência da concorrência em tecnologias de alto nível.
Responsabilidade Ambiental e Social Corporativa
A responsabilidade ambiental e social corporativa tem assumido a liderança em todos os setores atualmente, com o objetivo de reduzir as externalidades da indústria e, ao mesmo tempo, aumentar a eficiência do sistema operacional. Em consonância com isso, as fábricas têm utilizado equipamentos que economizam energia e processos que economizam materiais, como sistemas que operam em circuitos fechados ou aqueles que aprimoram a reciclagem. Além disso, sistemas de energia solar e eólica são incorporados às fábricas para ajudar a minimizar o uso de plantas mortas ou fósseis como combustível. O uso de sistemas de monitoramento sofisticados ajuda a calcular a quantidade de energia utilizada e as áreas onde o desempenho é menos satisfatório para fins de ajuste. Todos esses esforços vão além do simples cumprimento das regulamentações ambientais internacionais, mas também permitem a redução de custos a longo prazo, promovendo melhores práticas comerciais.
Desafios para o futuro: quais são as previsões?
Na minha opinião, escalar o uso de energia renovável e, ao mesmo tempo, garantir sua rentabilidade está entre os principais obstáculos. Além disso, a incorporação de tecnologias avançadas à infraestrutura existente também pode ser difícil e custosa para manter o equilíbrio. Gerenciar a conformidade regulatória e o agendamento eficiente das mudanças na cadeia de suprimentos também podem ser um desafio à medida que caminhamos em direção à sustentabilidade.
Fontes de Referência
- Cortadores a laser – Texas Inventionworks (OLD) – Um recurso da Universidade do Texas que fornece insights sobre tecnologias de corte a laser.
- Cortador a Laser – Universidade de Yale – Um documento da Universidade de Yale discutindo operações e segurança de cortadores a laser.
- CORTE A LASER: O GUIA DEFINITIVO – fetlab.io – Um guia completo sobre corte a laser do Instituto de Tecnologia de Rochester.
- Marcador a laser UV de 3 eixos – Manual do usuário da série MD-U1000 – Um manual detalhado da Arizona State University sobre sistemas de marcadores a laser.



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


