




A gravação a laser em madeira permite a fabricação de placas, troféus e brindes personalizados a partir de peças planas em minutos. A diferença entre um acabamento limpo, escuro e uniforme e uma peça queimada e borrada se resume a algumas escolhas: tipo de máquina, espécie de madeira, potência e velocidade, e controle da profundidade. Neste guia de 2026, detalhamos cada etapa do processo, incluindo faixas de preço, opções de madeira e dicas práticas que guias de compra comerciais geralmente não oferecem.
Especificações rápidas — Gravação a laser em madeira em resumo
| Tipos comuns de laser | CO2 (10.6 μm), Diodo (450 nm), Fibra (1064 nm) |
| Potência mínima para gravação em madeira | Diodo de 10 W (suficiente para marcação de superfície) |
| Espessura de corte — diodo encapsulado de 40 W | Até 6 mm (1/4 pol.) em uma única passada; 15 mm em múltiplas passadas. |
| Espessura de corte — 55 W CO2 | Passagem única de até 18 mm |
| Velocidade de gravação (típica) | 300–600 mm/s (dependendo da máquina) |
| Classe de segurança a procurar | Classe 1 fechada (de acordo com ANSI Z136.1 / IEC 60825-1) |
| Faixa de preços (entrada → industrial) | USD $200 → $25,000+ (1º trimestre de 2026) |
Como funciona na prática a gravação a laser em madeira
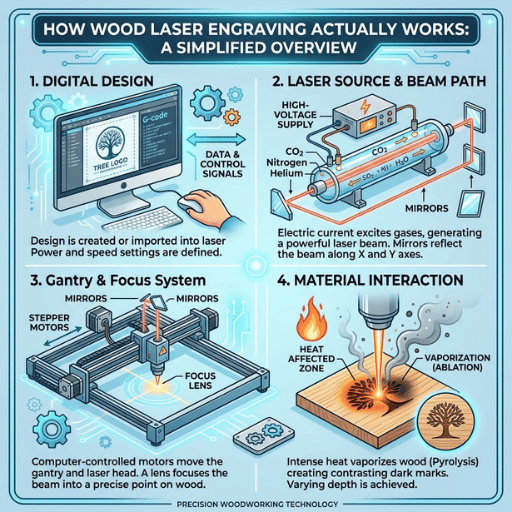
Uma gravadora a laser para madeira remove a camada superior da madeira direcionando um feixe de luz concentrado para a superfície. A madeira absorve a energia dos fótons, aquecendo-se acima do limiar de pirólise (em torno de 250-300°C para a maioria das espécies), carbonizando-se in situ ou vaporizando-se – dependendo da potência, do tempo de exposição e da quantidade de resina presente na madeira.
Três tipos de laser dominam o mercado, no que diz respeito à forma como interagem com a madeira devido ao seu comprimento de onda:
- Lasers de CO2 (10.6 μm, infravermelho distante): a madeira geralmente absorve muito bem esse comprimento de onda, proporcionando cortes limpos e gravações consistentes, com consumo elétrico relativamente baixo.
- Lasers de diodo (450 nm, azul): A madeira absorve bem a extremidade azul do espectro; os modernos lasers de diodo encapsulados de 40 W são agora comparáveis, na maioria das tarefas com madeira, aos tradicionais lasers de CO2 de 55-60 W.
- Lasers de fibra (1064 nm, infravermelho próximo): Excelentes para metais — mas o comprimento de onda é absorvido de forma irregular pela madeira, produzindo queimaduras inconsistentes. Não recomendados para madeira.
O tamanho do feixe convergente determina a resolução dos detalhes. Em geral, os lasers de diodo focam em pontos entre 0.06 e 0.08 mm; os de CO2, entre 0.10 e 0.18 mm. Mantendo-se todas as outras condições iguais, pontos menores significam gravações mais finas. É por isso que os lasers de diodo demoraram a ganhar a reputação de dispositivos inovadores para trabalhos de precisão: esse é um mercado que os produtos de CO2 costumavam dominar – até que máquinas de diodo relativamente pequenas e baratas se tornaram disponíveis. Para obter informações sobre a terminologia, consulte [link para a documentação]. A diferença entre marcação a laser e gravação..
Como escolher sua gravadora a laser para madeira — Um guia para compradores

Hoje em dia, surgem mais dúvidas sobre a compra de uma gravadora a laser para madeira, pois a relação custo-benefício se mostrou evidente: uma gravadora de diodo encapsulado de US$ 700 supera em duas vezes o desempenho de uma de CO2 de US$ 5,000 de cinco anos atrás. Os principais fatores para uma boa escolha dependem de três elementos – a escala de uso, o tamanho aproximado dos projetos e as restrições de segurança – e não apenas da potência bruta.
| camada | Caso de uso | Classe e potência | Faixa de preço (1º trimestre de 2026, USD) |
|---|---|---|---|
| Entrada / Hobby | Cartões, artigos de couro, pequenos presentes | Diodo de 5–10 W (estrutura aberta ou encapsulada) | $ $ 200- 500 |
| Prosumidor/PME | Sinalização, prêmios, personalização em lote | diodo de 20–40 W or 40–60 W CO2 | $ $ 800- 3,000 |
| Produção | Papel de alta gramatura e espessura, para uso diário. | 80–150 W CO2 (totalmente fechado) | $ $ 5,000- 25,000 |
| Industrial / Marcação | Marcação de lotes de produtos em peças cilíndricas | Diodo encapsulado de 40 W+ + acessório rotativo | $ $ 3,000- 10,000 |
Os preços são baseados nos valores de mercado de cópias digitais do primeiro trimestre de 2026, provenientes de fontes de varejo e B2B reconhecidas. Os sistemas industriais de CO2 apresentam uma variação tão grande quanto o tamanho da cama e o software.
Quanto custa uma gravadora a laser para madeira?
Para ser sincero, esta é uma das poucas vezes em que o preço mínimo caiu e o preço máximo se manteve estável: existe agora uma máquina para iniciantes realmente decente à venda por US$ 200 a US$ 500 – algo fechado, com classificação Classe 1 de segurança, diodo de 5 a 10 W e software utilizável. Os preços de diodos fechados de 20 a 40 W, adequados para a maioria das sinalizações e personalização, variam de US$ 800 a US$ 2,000: os US$ 5,000 a US$ 25,000 para máquinas domésticas com cinco anos de uso – e máquinas industriais de produção de CO02 de 80 a 150 W – ainda protegem os participantes do mercado. Analistas do setor estimam o mercado de máquinas de gravação a laser em madeira em US$ 4.14 bilhões em 2026, com projeção de alcançar US$ 7.00 bilhões em 2033. — uma taxa de crescimento anual composta (CAGR) de 7.8%: esse crescimento se concentra principalmente na categoria de consumidores avançados, razão pela qual os preços na faixa de US$ 500 a US$ 3,000 são os mais competitivos nesse segmento.
Qual a potência necessária para gravar em madeira?
Para marcação simples na maioria das madeiras macias e madeiras duras finas (até 3 mm), um diodo de 10 W funciona; funciona, isto é, se você estiver disposto a esperar um pouco. Para cortes superficiais em madeira de tília ou balsa com menos de 3 mm, 10 W funcionam — lentamente. Para cortes precisos em compensado de 6 mm (1/4 pol.) — o material mais popular para projetos — um diodo encapsulado de 40 W faz um corte sem problemas em uma única passada, enquanto um CO2 de 55 W atinge 18 mm em uma única passada.
Mais fundo, você entra na faixa de 80-150W de CO2. Compare os níveis de potência em detalhes em nosso guia sobre Como escolher a potência do laser para marcação, gravação e cortee ter uma boa noção de Quais as diferenças entre as máquinas de marcação a laser de 20W e 30W? para o dilema entre marcação e gravação.
📐 Nota de Engenharia — Segurança Classe 1
Verifique a presença da etiqueta “Produto a laser Classe 1” de acordo com ANSI Z136.1 (EUA) ou IEC 60825 1- (internacional). De acordo com Diretrizes de EHS (Saúde, Segurança e Meio Ambiente) da Universidade de WisconsinUma máquina de corte a laser Classe 1 é aquela cuja estrutura impede a exposição humana ao feixe durante a operação normal. Gravadoras a laser de diodo com estrutura aberta (frequentemente Classe 4 dentro do caminho do feixe) exigem óculos de proteção específicos e uma área de trabalho intertravada — aumentando consideravelmente o custo e a complexidade operacional. Índice de normas de riscos a laser da OSHA e Diretrizes para cortadora a laser EHS do MIT Ambos consideram a Classe 1 incluída como a opção padrão prática para aplicações que não sejam de pesquisa.
Laser de CO2 vs. Laser de Diodo vs. Laser de Fibra para Madeira
A questão de "qual o melhor tipo de laser para madeira" já não é mais um dogma. Até por volta de 2022, o laser de CO2 era a melhor opção para qualquer trabalho sério em madeira. A nova geração de lasers de diodo encapsulados de 40W, prevista para 2023-2024, confirmou essa afirmação, pelo menos para espessuras inferiores a 18 mm.
Eis como os três tipos se comparam em termos de desempenho em madeira atualmente:
| Atributo | CO2 | Diodo | Fibra |
|---|---|---|---|
| Wavelength | 10.6 μm | 450 nm (azul) | 1064 nm |
| Corte máximo de madeira (passagem única) | 18 mm a 55 W; 25 mm ou mais a 100 W | 6 mm a 40 W; 15 mm multipass | Não recomendado |
| Detalhe da gravura | Bom — ponto de 0.10–0.18 mm | Excelente — ponto de 0.06–0.08 mm | Inconsistente na madeira |
| Vida útil do tubo/fonte (típica) | 2,000–10,000 horas (tubo de vidro) | Mais de 10,000 horas (estado sólido) | 100,000 + horas |
| Preço de entrada (1º trimestre de 2026, USD) | $1,500–$5,000 (40–60 W) | $200–$1,500 (5–40 W) | $ $ 3,000- 8,000 |
| Ideal para madeira | Produção, estoque espesso | Hobby, SMB, detalhes finos | Evite para madeira |
O mito persistente de que “Os lasers de diodo não conseguem cortar madeira de verdade” A tecnologia de corte a laser remonta às primeiras máquinas de estrutura aberta de 5 a 10 W. Os fóruns r/lasercutting do Reddit mostram profissionais cortando rotineiramente madeira dura de 6 mm com diodos de 40 W em uma única passada e 15 mm em múltiplas passadas — com bordas mais limpas do que sistemas de CO2 de baixo custo equivalentes, devido ao menor tamanho do ponto de corte. A vantagem do CO2 agora se concentra principalmente em espessuras acima de 18 mm e em produções industriais.
Para obter mais contexto sobre as tecnologias envolvidas, consulte Tipos de luz laser e suas aplicações e laser de fibra vs laser de CO2.
Pirografia (queima em madeira) versus gravação a laser — quando cada uma vence
A pirografia utiliza uma ponta de metal aquecida pressionada diretamente contra a madeira. É um processo muito mais lento, sempre realizado manualmente, e preserva a aparência artesanal, pela qual os consumidores estão dispostos a pagar um preço elevado em lojas especializadas. A gravação a laser, por sua vez, é de 50 a 200 vezes mais rápida, pode ser repetida de forma rotineira e idêntica entre lotes de produção e permite detalhes até 10 vezes mais precisos.
A solução de compromisso diplomático: a pirografia predomina em obras de arte autênticas e peças únicas, enquanto a gravação a laser se destaca em qualquer volume, em todos os trabalhos com logotipos e em qualquer projeto com detalhes fotorrealistas.
Melhores madeiras para gravação a laser — Compensado, MDF e madeiras nobres (incluindo bordo)
Os guias de compra listam madeiras "boas" — mas isso é apenas metade da resposta. A mesma espécie listada pode proporcionar entalhes precisos em uma peça e uma leve carbonização em outra, porque três fatores são mais importantes do que o rótulo na caixa.
💡 O Triângulo de Compatibilidade Madeira-Laser: Densidade × Resina × Espessura
A maioria dos guias de compra lista madeiras "boas" — mas a mesma espécie listada pode resultar em uma gravação nítida em uma peça e em uma bagunça esfumaçada em outra. Três variáveis preveem os resultados com mais confiabilidade do que o nome da espécie na caixa:
- Densidade mínima (g/cm³). As gravações de densidade mais baixa (0.30-0.50) são desejáveis para cortes limpos em níveis de potência baixos (faixa de 10-30); as gravações de alta densidade (0.65-0.90) exigem maior potência por passada, pré-queimando marcas de queimadura relativamente mais escuras.
- Teor de resina. Madeiras com baixo teor de resina (abeto, amieiro) produzirão desenhos uniformemente tanto em níveis altos quanto baixos de resina; madeiras com alto teor de resina (pinho, cedro, carvalho fresco) produzirão desenhos relativamente mais irregulares em ambos os níveis e tendem a obstruir as lentes.
- Espessura. Respeite a espessura de corte de passagem única especificada pelo fabricante para trabalhos artísticos e cortes de múltiplas passagens, mas nunca para gravação em superfície (os níveis de profundidade serão inconsistentes).
Melhores madeiras nobres (bordo, cerejeira, nogueira, carvalho, amieiro)
Madeiras duras com grãos uniformes (bordo, cerejeira, nogueira, amieiro) proporcionam os entalhes mais precisos. O bordo (densidade ~0.65 g/cm³) e o amieiro (~0.49 g/cm³) são geralmente os preferidos para detalhes finos devido aos seus grãos uniformemente espaçados e de alto contraste; a nogueira é ótima para gravuras, mas sua maior densidade e níveis de tanino causam marcas de queimadura mais profundas, enquanto a cerejeira fica em um meio-termo. A distribuição irregular dos grãos do carvalho torna as linhas finas inconsistentes, sendo uma má escolha para iniciantes.
Compensado — Bétula, Pinheiro, Bambu
A madeira compensada é versátil o suficiente para ser o principal material de escolha para sinalização, pois sua construção laminada cruzada reduz a deformação e permite cortes precisos. A madeira compensada de bétula do Báltico é uma das favoritas entre os profissionais – espessura consistente, poucos vazios entre as camadas e resposta precisa do laser. A madeira compensada de pinho custa menos, mas os grandes poros de resina levam a sombreamento de queima imprevisível. A madeira compensada de bambu produz marcas de queimadura mais escuras e é usada para utensílios de cozinha sofisticados devido à sua maior densidade; no entanto, sua maior densidade também exige maior potência para esculpir e resulta em marcas de queimadura mais escuras. Nossa equipe dedicada corte a laser de madeira compensada Este guia oferece uma análise mais aprofundada sobre como trabalhar com madeira compensada.
MDF — Gravação consistente, vapores pegajosos
O MDF (painel de fibra de média densidade) é o material com a resposta a laser mais previsível devido à ausência de veios – a gravação é uniforme em toda a superfície. Infelizmente, sua cola de ureia-formaldeído gera vapores de resina pegajosos que se condensam nos filtros dos extratores de fumos, obstruindo-os prematuramente. Profissionais que trabalham até mesmo com lotes de MDF adicionam pré-filtros de sacrifício. Para uma análise detalhada específica sobre MDF, consulte o artigo complementar sobre Corte a laser em MDF.
Bosques a evitar (ou abordar com cuidado)
- Madeira tratada quimicamente. Libera vapores contendo arsênio quando queimada. Não utilize laser com este material.
- Pinheiro e cedro (especialmente os frescos): O acúmulo de resina nessas substâncias causará queimaduras irregulares e contaminação das lentes.
- Painéis de "madeira" laminados com vinil e painéis laminados com PVC: liberam gás cloreto de hidrogênio (um agente corrosivo para os componentes metálicos da máquina e um carcinógeno).
- Madeiras exóticas oleosas (teca, jacarandá): Queimam de forma irregular; podem causar irritação respiratória em algumas espécies.
Para uma compatibilidade de materiais mais ampla além de limas de madeira, consulte Todos os materiais adequados para corte a laser..
Que tipo de madeira é bom para gravação a laser?
A lista resumida e sem ressalvas: tília, compensado de bétula do Báltico, amieiro e bordo são os quatro materiais mais confiáveis para corte a laser, tanto para uso amador quanto profissional. Todos compartilham as seguintes três características: densidade moderada (0.40-0.65 g/cm³), baixo teor de resina e grãos uniformemente espaçados. Uma revisão sistemática da literatura de 2024 sobre fatores de gravação a laser em madeira dura sugeriu que a uniformidade dos grãos e a densidade são indicadores muito melhores da precisão da gravação do que a espécie da madeira por si só. Se você é iniciante em gravação a laser, compre compensado de tília ou bétula do Báltico próprio para laser em uma loja especializada em artesanato — a padronização dimensional economizará mais tempo de preparação do que uma diferença de preço de 30 a 50%.
Configurações que realmente funcionam — Potência, Velocidade, Software

Não existe uma configuração "correta" para gravação em madeira, pois potência, velocidade e foco interagem com cada máquina, lente e lote de madeira. A seguir, apresentamos uma tabela inicial baseada em documentação de fabricantes e relatos de profissionais da área — você precisará calibrar sua máquina antes de iniciar a produção.
| Classe de máquina | Gravação de superfície (tília) | Gravação de superfície (bordo) | Corte madeira compensada de 3 mm |
|---|---|---|---|
| diodo de 10 W | 100% / 200 mm/s / 1 passagem | 100% / 100 mm/s / 1 passagem | 100% / 80 mm/s / 3 passagens |
| diodo de 20 W | 60% / 300 mm/s / 1 passagem | 75% / 200 mm/s / 1 passagem | 100% / 200 mm/s / 2 passagens |
| diodo de 40 W | 35% / 400 mm/s / 1 passagem | 50% / 350 mm/s / 1 passagem | 100% / 350 mm/s / 1 passagem |
| 55–60 W CO2 | 20% / 500 mm/s / 1 passagem | 30% / 400 mm/s / 1 passagem | 80% / 30 mm/s / 1 passagem |
As configurações são pontos de partida – cada máquina, idade da lente e lote de madeira influenciam o ponto ideal. Sempre faça um pequeno teste em uma grade antes de iniciar a produção em larga escala.
Duas opções de software dominam a gravação em madeira: o LightBurn (pago, com licença custando entre US$ 60 e US$ 120, compatível com quase todas as máquinas) e o laserGRBL (gratuito, de código aberto, apenas para máquinas com controlador GRBL). O LightBurn é o padrão prático ideal para uso em pequenas e médias empresas/semi-profissionais; seus algoritmos de dithering de imagem proporcionam gravações fotográficas em madeira visivelmente superiores. O laserGRBL funciona para trabalhos vetoriais e tarefas raster simples em máquinas de diodo de nível básico.
A maioria das máquinas semiprofissionais fechadas são vendidas com seu próprio software de design; a escolha de permanecer com o aplicativo e produto original do fabricante ou mudar para o LightBurn geralmente se resume a se você está procurando por recursos mais avançados de conversão de imagem em gravação.
📐 Nota de Engenharia — A assistência pneumática não é opcional
Assistência de ar. A aplicação de um jato de ar comprimido na zona de corte remove a fumaça e os resíduos da lente e da peça de trabalho. A ausência de assistência de ar faz com que a fumaça se condense na superfície da madeira (manchas amarelas), embaçando a lente (desfocagem) e causando o acúmulo de impurezas, que se transformam em marcas de queimadura.
Para gravação em superfícies de madeira clara, adicionar apenas 3-5 psi na ponta do bico pode aumentar significativamente o contraste. Para corte, a faixa típica é de 20-30 psi. Se sua máquina não vier com assistência de ar, uma bomba de aquário barata e uma mangueira pneumática de pequeno diâmetro representam um investimento de cerca de 30 dólares.
Controle de profundidade e técnicas de escurecimento

Duas dúvidas assombram as comunidades de entusiastas da madeira nos fóruns de suporte. Como faço para "escurecer" a gravação?
Como faço para evitar que manchas escuras ("marcas de queimado") apareçam na página?
Estabelecer uma velocidade mais baixa combinada com maior potência funciona, mas com uma ressalva. Se alguém avançar demais, praticantes no Reddit e em comunidades dedicadas à marcenaria encontrarão um conjunto de técnicas não mencionadas nos principais manuais comerciais. Aqui estão as abordagens que predominam nos depoimentos de praticantes.
Cinco métodos para escurecer gravuras em madeira
- Solução de bórax ou bicarbonato de sódio. Misture bórax com água (aproximadamente 1:10), borrife ou aplique na madeira, deixe secar completamente e, em seguida, grave. O resíduo alcalino reage com a madeira aquecida, produzindo uma marca carbonizada visivelmente mais escura. Usuários do r/lasercutting relatam consistentemente melhorias drásticas no contraste em madeiras de lei de cores claras.
- Desfocalize o laser. Suspenda a peça de trabalho (ou abaixe a cabeça do laser) de 1.5 a 3 mm, com uma lente de 2 polegadas. Danificar não é a palavra certa; o feixe desfocado queima o material em vez de incinerá-lo, deixando assim uma aparência mais escura e um pouco menos nítida. Pode ser um efeito desejável.
- Aplique fita protetora na superfície G. Se ainda não estiver escuro o suficiente, cubra toda a superfície com fita de transferência (do tipo usada para recortar adesivos em vinil) e, em seguida, grave o desenho. O adesivo, em conjunto com o laser, cria uma marca de contraste mais escuro, e a fita impede que a fumaça se deposite no restante da madeira. Remova a fita após a gravação.
- Queime a camada superior (especialmente em compensado). Em compensado de bétula do Báltico, faça uma primeira passada intencional em potência muito baixa para queimar a camada superior de verniz – uma segunda passada na camada de cola exposta carboniza, deixando uma marca preta intensa. O Forum relata que esta é a técnica de maior contraste para compensado, embora seja necessário um controle preciso da profundidade.
- Preenchimento com tinta (técnica de alto contraste). Aplique uma camada de verniz transparente na madeira, disfarce, grave profundamente (várias passagens, se necessário), aplique uma leve camada de tinta spray na reentrância e, em seguida, remova a máscara. A tinta preenche a cavidade gravada com um contraste quase perfeito, ideal para prêmios e sinalização de alta densidade.
Como evitar marcas de queimadura ao gravar madeira a laser?
Marcas de queimadura e anéis carbonizados ao redor da área gravada resultam de três causas: condensação da fumaça na madeira circundante, calor irradiado pelo laser que aquece a superfície e a permanência do laser em um mesmo ponto por muito tempo. Cinco medidas funcionam em conjunto: (1) assistência de ar com pressão suficiente para dissipar a fumaça imediatamente, (2) base de corte em formato de colmeia para remover o calor irradiado de baixo, (3) fita adesiva sobre a área a ser gravada para absorver a fumaça e deixar o resíduo, (4) velocidade mais alta com potência mais baixa, se a madeira tolerar, e (5) limpeza úmida da superfície antes da gravação para resfriá-la. Essas medidas, por si só, não resolvem o problema em madeiras densas – a maioria das pessoas utiliza três ou quatro delas em combinação para madeiras como cerejeira, nogueira e outras ricas em resina.
📐 Nota de Engenharia — Controle de Profundidade
Para obter uma profundidade controlada e consistente em gravações finas, varie as passagens com a mesma potência e velocidade, em vez de variar a potência. Cada passagem adiciona uma quantidade semelhante de profundidade (aproximadamente 0.05 a 0.15 mm usando um diodo de 40 W em madeira dura, em média), tornando os resultados consistentes e seguros. Variar a potência altera a profundidade e o caráter simultaneamente, dificultando o ajuste preciso.
Preparação e pós-processamento da madeira — lixamento, tingimento e selagem.

O trabalho realizado antes e depois do disparo do laser costuma ser mais importante do que a própria gravação. Três questões se destacam: a madeira deve ser lixada primeiro? Qual o momento ideal para aplicar o verniz ou a tinta? E como selar o resultado para aplicações externas ou de uso intenso?
Devo lixar a madeira antes de gravar a laser?
Lixe a madeira antes de gravar se a superfície não for plana ou for áspera, ou se a sua madeira tiver um acabamento de fábrica que resulte em profundidades irregulares. Use lixa de grão 220 para o acabamento final — grãos mais grossos deixam micro-ranhuras visíveis como faixas em trabalhos delicados. Limpe com um pano adesivo ou algodão úmido antes de colocar a máquina na mesa de corte — a poeira solta pode ser atraída pelo calor do laser para o local da gravação e causar pequenas áreas carbonizadas que se tornam imperfeições no trabalho final. Lixar após a gravação raramente é aconselhável — a área gravada é rebaixada e qualquer lixamento irá achatá-la ou remover detalhes.
Mancha antes ou depois da gravação?
Primeiro, aplique o verniz; depois, grave. Uma superfície escura e envernizada proporciona o máximo contraste com a madeira clara exposta pelo laser. Duas precauções para esta sequência: o verniz deve estar completamente seco (no mínimo 24 a 48 horas!) antes da gravação — não pode haver manchas de verniz úmido ou pontos carbonizados — e evite a formação de vapores tóxicos durante o corte a laser, utilizando vernizes à base de água ou óleo, em vez de laca ou poliuretano. Há uma grande variedade de compensado pré-envernizado e pronto para corte a laser em lojas de materiais artísticos.
Selo de madeira gravada
Para aplicações internas, um verniz poliuretano transparente à base de água (com acabamento fosco ou acetinado) preserva os contrastes da gravação sem amarelar. Lacas podem proporcionar superfícies mais brilhantes, mas podem acumular em gravações profundas. Para sinalização externa, aplique duas demãos de poliuretano marítimo ou poliuretano para proteção contra danos causados por raios UV e água — espere de 2 a 3 anos antes que a madeira sob o acabamento escureça o suficiente para diminuir o contraste da gravação.
Para itens que entrarão em contato com alimentos (tábuas de corte, utensílios), aplique um acabamento à base de óleo mineral ou cera de abelha próprios para contato com alimentos — eles não vedam tão completamente, mas não migram para os alimentos.
✔ Lista de verificação pré-gravação
- A madeira apresenta estabilidade dimensional (sem empenamento, rachaduras ou nós na área da gravação).
- Superfície lixada com lixa de grão 220, poeira removida.
- A mancha (se houver) estará completamente curada em 24 a 48 horas.
- Assistência de ar verificada em fluxo contínuo
- Cama em favo de mel no lugar
- Teste de grade executado em um lote de sobras do mesmo lote.
Aplicações da gravação a laser em madeira — da decoração à produção
A gravação a laser em madeira é um dos poucos investimentos de capital que se paga tanto em uso recreativo quanto comercial e industrial — sem necessidade de modificações na máquina. A escolha da classe e da potência do laser deve ser feita de acordo com o objetivo — um laser de CO2 de 100W para lembrancinhas de casamento é um investimento ruim, enquanto um laser de diodo de 10W para sinalização industrial é um desperdício de tempo.
| Aplicação | Escala típica | Máquina recomendada |
|---|---|---|
| Presentes personalizados (chaveiros, porta-copos, placas) | 10 a 500 unidades/mês | diodo encapsulado de 10–20 W |
| Sinalização e premiações personalizadas | 50 a 2,000 unidades/mês | Diodo encapsulado de 40 W ou CO2 de 40–60 W |
| Utensílios de cozinha (tábuas de corte, talheres) | 100 a 5,000 unidades/mês | 40–60 W CO2 com acessório rotativo |
| Maquetes arquitetônicas, protótipos | Folhas maiores, baseadas em projetos | 60–100 W CO2, leito grande |
| Marcação de peças de produção (números de identificação/série) | Mais de 1,000 unidades/dia | Diodo encapsulado de 40 W+ + automação |
| Decoração de casamento, personalização de eventos | Estoque variado, baseado em projetos | diodo encapsulado de 20–40 W |
A gravação a laser em madeira será um negócio viável em 2026?
Sim, com algumas ressalvas. Analistas do setor projetam que o mercado de gravação a laser em madeira crescerá a uma taxa composta de crescimento anual (CAGR) de 7.8% até 2033, e o mercado de serviços de gravação a laser nos EUA, especificamente, tem previsão de crescimento de 12.1% ao ano — a demanda por serviços está superando as vendas de equipamentos. O problema surge em fóruns de profissionais da área: o segmento de presentes personalizados de nível básico no Etsy e no eBay está saturado, e vendedores sem diferenciação relatam margens reduzidas.
Os modelos viáveis em 2026 se agrupam em torno de três arquétipos: B2B local (sinalização, premiações, imobiliário, hotelaria), linhas de produtos especializados (utensílios de cozinha premium, maquetes arquitetônicas, trabalhos personalizados de nicho que resistem à descoberta algorítmica) e terceirização de produção para designers e pequenas marcas. Os entusiastas que desejam "recuperar o investimento" apenas com vendas no Etsy enfrentam um desafio maior do que em 2022. Para uma análise mais aprofundada sobre o investimento em equipamentos para essa decisão, veja Vale a pena comprar uma máquina de gravação a laser?.
Está pensando em adquirir uma gravadora a laser para madeira para produção em série ou em lotes?
A UDTECH fabrica gravadoras a laser de CO2 e diodo em ambiente fechado, configuradas para produção em madeira — solicite especificações, prazos de entrega e preços para sua aplicação.
Perspectivas da Indústria para 2026 — Para onde se dirige a gravação a laser em madeira
Três forças estão transformando a gravação a laser em madeira à medida que avançamos firmemente para 2026: o salto de desempenho do laser de diodo que lançou os sistemas Classe 1 fechados de 40 W no mercado convencional de trabalhos em madeira, a economia da personalização que continua a impulsionar a demanda de pequenas e médias empresas e as expectativas cada vez mais rigorosas em relação à segurança das cabines de proteção, visto que universidades e espaços de criação compartilhados estão padronizando o uso exclusivo de equipamentos Classe 1.
Duas dicas práticas para compradores em 2026:
- O sistema de diodos encapsulados de 40 W agora é o novo padrão para pequenas e médias empresas. Se você estiver comprando para sinalização, premiações ou personalização em volumes menores que a produção diária, a opção de diodo agora compete com – ou supera – todos os sistemas de CO2 anteriores na maioria dos aspectos, e pela metade do preço. Reserve seu orçamento de CO2 para materiais mais espessos (acima de 18 mm) e trabalhos de maior volume.
- Compre contêineres Classe 1 fechados, independentemente da faixa de preço. Consulte as orientações de EHS (Saúde, Segurança e Meio Ambiente) da universidade. MIT, University of Florida e Carnegie Mellon Tudo está em conformidade com as normas para espaços compartilhados de Classe 1 fechados – essa exigência já começa a ser refletida em seguros comerciais e contratos de locação. O acréscimo no preço dos espaços fechados de Classe 1 caiu de “o dobro do preço” em 2020 para algo próximo de 20 a 30% em 2026, e eliminou completamente os custos com óculos de proteção e sistemas de intertravamento.
Perguntas frequentes

P: É possível gravar madeira com laser?
Ver resposta
P: É possível gravar madeira manchada a laser?
Ver resposta
P: É melhor tingir a madeira antes ou depois da gravação a laser?
Ver resposta
P: Qual a espessura máxima de madeira que uma máquina de corte a laser consegue cortar?
Ver resposta
P: Onde posso comprar madeira para gravação a laser?
Ver resposta
P: Pirografia versus gravação a laser — qual é a melhor opção?
Ver resposta
Artigos Relacionados
- Visão geral das aplicações do laser — em diversos materiais e setores.
- Principais fabricantes de máquinas de corte a laser de CO2
- Corte a laser de espuma — manuseio de materiais adjacentes
- seleção de extrator de fumos para cortadora a laser
- Que materiais podem ser cortados com um laser de fibra?
- Objetivo de uma máquina a laser — visão geral do cluster
Referências e fontes
- Segurança do cortador a laser — Universidade de Wisconsin Meio Ambiente, Saúde e Segurança
- Riscos do laser — Normas — Administração de Segurança e Saúde Ocupacional
- Lasers: Práticas de Trabalho Seguras (PDF) — OSHA do Oregon
- Diretrizes de EHS — Segurança em Corte a Laser (PDF) — Universidade Carnegie Mellon
- Guia de corte/gravação a laser (PDF) — EHS da Universidade da Flórida
- Guia de segurança para cortadoras a laser (PDF) — MIT Meio Ambiente, Saúde e Segurança
- Tendências e Previsões do Mercado de Máquinas de Gravação a Laser 2026–2033 — Análises de Mercado Coerentes
Sobre este guia de gravação a laser em madeira
Este guia sintetiza os preços de gravação a laser em madeira para 2026 faixas, dados de desempenho de cada classe de máquina e técnicas práticas relatadas em fóruns (incluindo os métodos de bórax, desfocagem e escurecimento da camada superior por queima) — verificadas de acordo com as diretrizes de segurança Classe 1 de programas de EHS (Saúde, Segurança e Meio Ambiente) de universidades americanas. Quando as técnicas se baseiam em relatos de profissionais em vez de normas publicadas, a fonte é citada no texto. Revisado pela equipe de engenharia da UDTECH para garantir a precisão técnica em sistemas de diodo e CO2.



![O que é o plástico ABS? Propriedades, usos e guia de reciclagem [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


