




Медицинский экструдер — это экструзионная машина, сконструированная, оснащенная и эксплуатируемая для переработки биосовместимых полимеров в трубки, катетеры и профили, имеющие медицинское значение. Помимо самого оборудования, медицинский экструдер подразумевает использование коррозионностойких материалов в чистом помещении, обеспечение прослеживаемости партий материалов и интеграцию проверенного и контролируемого процесса. Эта статья расскажет вам о четырех основных элементах: медицинские и универсальные экструдеры (одношнековые и двухшнековые, совместимость полимеров), общий обзор процесса экструзии, требования FDA и ISO к чистым помещениям, а также советы по приобретению системы.
Экструдер медицинского класса, способный производить трубки и компоненты медицинского назначения, отличается от обычного оборудования для производства пластмасс тем, что работает в соответствии с четырьмя различными ограничениями: использование деталей из нержавеющей стали или некоррозионно-активных материалов, контактирующих с рабочей средой, и применение... стандартами качества ISO 14644 Чистая комната, использование биосовместимой и отслеживаемой смолы, а также контролируемый и валидированный процесс, обеспечивающий допуск на толщину стенок до ±0.0005 дюйма (13 мкм). Одношнековые экструдеры подходят для большинства применений в производстве медицинских трубок, в то время как соосно вращающиеся двухшнековые машины обычно предпочтительны для компаундирования и применения в фармацевтической промышленности в термоплавких смесях.
Краткие характеристики: Экструзионный профиль медицинского класса: краткий обзор
| Распространенные типы машин | Одношнековый (трубчатый); соосно вращающийся двухшнековый (для компаундирования, HME) |
| Типичное соотношение длины винта к диаметру шнека (L/D). | 24:1–30:1 (single); 20:1–40:1 (twin) |
| Общие материалы | Медицинский ПВХ, Пебакс, полиуретан/ТПУ, силикон, ПЭЭК, нейлон 11/12 |
| Достижимый допуск на толщину стенки | ±1% типичное отклонение; ±5 мкм диаметр канала; ±0.0005″ микрокатетер |
| Чистые помещения класса | ISO 14644 Класс 7 или Класс 8 |
| Ключевые стандарты | FDA 21 CFR 820/QMSR, ISO 13485:2016, USP Класс VI / ISO 10993 |
- Термин «медицинского класса» относится не к конкретному материалу, а ко всей системе обработки, соответствующей 4-компонентному стандарту медицинского класса.
- A двухшнековый экструдер Не существует однозначного превосходства одного метода над другим для всех медицинских применений; одношнековые системы идеально подходят для большинства трубок, а двухшнековые лучше для компаундирования и экструзии расплава.
- В большинстве технологических процессов изготовления труб точность толщины стенок обычно достигается с помощью шестеренчатого насоса для расплава с точностью 0.01%, а не в первую очередь за счет самого шнека.
- В соответствии с Положением FDA о системе управления качеством, в него планируется включить стандарт ISO 13485:2016. 21 CFR Часть 820 вступает в силу 2 февраля 2026 г.
Что делает экструдер «медицинским»?

Медицинский экструдер определяется не самой машиной, а четырьмя взаимосвязанными условиями, которым она должна соответствовать. Распространенное заблуждение заключается в том, что рама из нержавеющей стали автоматически делает машину медицинской; конструкция из нержавеющей стали — это лишь один из элементов. На самом деле, «медицинский класс» описывает полную производственную установку, позволяющую точно задокументировать, что было изготовлено, как это было изготовлено и из каких материалов. Мы объединяем эти требования в то, что мы называем «Четырехкомпонентным стандартом медицинского класса».
| мародерство | Что это значит | Типичные требования |
|---|---|---|
| 1. Машиностроение | Смачиваемые детали не загрязняют расплав; отсутствует статическое электричество и пылеобразование. | Винты и цилиндры из нержавеющей стали/коррозионностойкой стали; бесщеточные приводы; легкоочищаемые поверхности. |
| 2. Чистая комната | Контролируемый подсчет количества взвешенных частиц в воздухе вокруг линии | ISO 14644 Класс 7 или 8 |
| 3. Прослеживаемость материалов | Биосовместимая смола с документально подтвержденной историей партии. | Материалы класса VI по USP / ISO 10993; записи о партиях и сертификатах. |
| 4. Валидация процесса | Документированный, воспроизводимый, контролируемый процесс | IQ/OQ/PQ, SPC, система управления качеством ISO 13485 |
Приобретение медицинского оборудования требует рассмотрения каждого из этих четырех аспектов как отдельных инвестиционных и операционных решений. Можно установить экструдер из нержавеющей стали, но при этом не пройти проверку регулирующих органов, если отсутствует отслеживаемость партий смол или если валидированный процесс осуществляется на оборудовании, которое осаждает твердые частицы в неклассифицированном пространстве.
FDA Положение о системе менеджмента качестваВ соответствии с соглашением, которое объединит стандарт ISO 13485:2016 с 21 CFR Part 820 со 2 февраля 2026 года, эти стандарты будут объединены в рамках американской системы. Следовательно, когда поставщик заявляет, что его оборудование «медицинского класса», ключевой вопрос, который следует задать, звучит так: «Какие из этих четырех основных принципов конкретно охватывает это оборудование, и какие обязанности мне еще предстоит выполнять?»
Одношнековый или двухшнековый экструдер: выбор типа экструдера
Одношнековый или двухшнековый экструдер для медицинского применения? При выборе, инстинктивно кажется, что лучше купить двухшнековый экструдер, поскольку это «лучший», более дорогой и топовый вариант. Для большинства медицинских применений это неверно: одношнековый экструдер обычно больше подходит для медицинских трубок, поскольку он в основном предназначен для плавления и плавной транспортировки одного полимера. Этого можно достичь гораздо экономичнее с помощью одношнекового экструдера и со значительно меньшими усилиями по валидации. Двухшнековые машины занимают свое место на этапах обработки с высокой интенсивностью смешивания, таких как смешивание, компаундирование расплавов, разработка смесей, выделение газов и экструзия расплава в фармацевтической отрасли. Неправильный выбор в любом случае обходится дорого: если использовать чувствительную к сдвигу смесь на одношнековом экструдере, вы рискуете получить плохое смешивание и партии, не соответствующие спецификациям, в то время как использование двухшнекового экструдера для производства простых трубок приводит к нерациональному расходованию капитала и добавляет недели работы по валидации к программе медицинского производства.
«Универсальных шнеков не существует. Для линий по производству медицинских трубок часто целесообразно иметь набор шнеков, подходящих для всех используемых материалов, и внедрить замену шнеков в качестве стандартной процедуры при каждой смене материала».
| фактор | Один винт | Сонаправленно вращающийся двухвинтовой шнек |
|---|---|---|
| Основная работа | Расплавить + перенести один полимер | Смешивать, компаундировать, дегазировать |
| Типичное соотношение длины к диаметру | 24: 1-30: 1 | 20:1–40:1 (HME ~30:1) |
| Смешивание / сдвиг | Низкий–умеренный (щадящий) | Высокий, настраиваемый |
| Относительная стоимость и сложность | Низкая | Высокая |
| Лучше всего | Одно- и многоканальные трубки, оболочки для катетеров | Изготовление компаундов, мастербатчей, фармацевтического оборудования для медицинского производства. |
Что такое соосно вращающийся двухшнековый экструдер?
Соосно вращающиеся двухшнековые экструдеры используют два одновременно приводимых в движение взаимопроникающих шнека, обеспечивающих хорошие и очень хорошие характеристики текучести в сочетании с чрезвычайно высокой степенью однородного плавления и, следовательно, стабильным контролем температуры за счет взаимодействия шнеков. Это позволяет использовать их в таких процессах, как смешивание, деформация расплавов, выделение газов или экструзия расплава в рамках интегрированной системы оборудования. Они являются передовыми технологиями, особенно для применений со сложными смесями или материалами, очень чувствительными к сдвигу. Для обработки исключительно медицинских трубок целесообразно использовать именно их. одношнековый экструдерs. Масштаб разработки и/или производства. лабораторный экструдер В обоих вариантах это служит основой для проверки процесса перед масштабированием.
Материалы медицинского класса и подбор оборудования к используемому полимеру.
Выбор материала лежит в основе всех остальных решений, касающихся экструдера, таких как конфигурация шнека, материалы для шнека и цилиндра, конструкция цилиндра, контроль температуры, а также системы подачи и сушки. К типичным перерабатываемым термопластичным полимерам относятся ТПУ, силикон, Пебакс (полиэфирблочный амид), нейлон 11 и 12, ПЭТ и высокоэффективные материалы, такие как ПЭЭК, в то время как ПВХ по-прежнему доминирует в производстве медицинских трубок. Каждый полимер имеет определенный диапазон температур плавления, который экструдер должен поддерживать.
| Материал | Класс | Примечание к обработке | Влияние машины |
|---|---|---|---|
| Медицинский ПВХ | Гибкий товарный рынок | Температура плавления ~100–210 °C; HCl выше ~120 °C; разложение происходит при температуре ~230 °C. | Барьерный/смесительный шнек, точный контроль температуры. |
| ТПУ / полиуретан | эластомер | Гигроскопичен; чувствителен к обратной реакции. | Predry; более низкие коэффициенты снижения уровня воды. |
| Pebax (PEBA) | эластомер | Гигроскопичен; широкий диапазон модуля упругости при изгибе. | Сушилка + герметичная подача; подходит для условий с высоким уровнем осушения. |
| силиконовый | эластомер | Часто подвергается обработке ниже по течению; другой тип корма. | Посвященный силиконовый экструдер установка |
| Нейлон 11 / 12 | Проект и | Гигроскопичен; обладает высокой устойчивостью к понижению уровня воды. | Predry; подходит для микроканальных/многоканальных фонарей. |
| ПЭТ / полиэстер | Проект и | Гигроскопичные; тонкостенные баллонные трубки | Predry; точный контроль температуры |
| Поликарбонат (ПК): | Проект и | Прозрачный, жесткий; чувствительный к влаге. | Predry; соединители и люэры |
| PEEK | Высокая производительность | Высокая температура (~700°F / 371°C) | Высокотемпературный ствол и оснастка |
| ФЭП / фторполимер | Фторополимерная | Коррозионные продукты разложения HF | Винт из сплава Хастеллой; облицовка ствола из никелевого сплава. |
| PTFE | Фторополимерная | Экструзия пасты, а не плавление. | Специализированная линия для производства пасты; не стандартный шнек для плавления. |
Предварительная сушка гигроскопичных материалов (например, ТПУ, ПЭТ, нейлон 11/12) является абсолютно необходимой, поскольку при обработке необработанных гигроскопичных полимеров в расплаве образуется пар, который может приводить к образованию пузырьков, воздушных полостей или слабых мест на стенках. Обработка коррозионно-активных фторполимеров, таких как ФЭП, возможна только при поддержании содержания железа на смачиваемых поверхностях ниже примерно 1 % и использовании специальных сплавов для шнека и цилиндра, а также для футеровки шнека и цилиндра. В процессе их термической деградации могут образовываться высококоррозионные продукты разложения, включая HF, которые вызывают питтинговую коррозию обычной инструментальной стали, поэтому выбор такой стали необходимо производить при выборе оборудования, а не после.
В частности, для изделий из гибкого ПВХ существует специальная программа. машина для экструзии медицинского ПВХ Использование барьерного винта способствует уменьшению количества геля, необходимому для прозрачности, в то время как термопластичные эластомеры работают на экструдер TPE Настройки оптимизированы для более низких температур обработки.
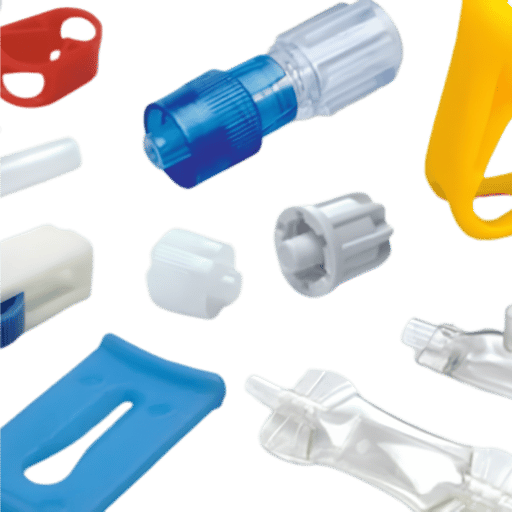
Что производят экструдеры медицинского класса?
Экструзия медицинских трубок позволяет производить гораздо больше, чем просто круглые трубки. Знание семейства продуктов имеет значение, поскольку выбор неправильной конструкции — дорогостоящая ошибка: указание одноканальной конструкции, когда катетеру на самом деле требуется три канала, означает переналадку матрицы и повторную валидацию процесса, что часто приводит к задержке программы по производству медицинских изделий на 6-8 недель. Перед началом резки металла необходимо подобрать матрицу, оснастку и элементы управления станка в соответствии с продуктом.
- Однопросветные трубки (в стандартном исполнении, например, для внутривенных инъекций или установки мочевых катетеров).
- Многоканальные трубки (с несколькими просветами внутри стенки, обычно достигаемыми с помощью внешних инструментов и контролируемого давления воздуха в каждом просвете или в соответствии с предписаниями); такие трубки обычно используются в качестве катетерных трубок.
- Соэкструзия и многослойные трубки, включая рентгеноконтрастные полосы, соэкструдированные из второго экструдера для обеспечения видимости при рентгеновском облучении.
- Трубки с конической формой и выступами, с переменным диаметром стенки или толщиной стенки по всей длине, используемые для катетерных стержней.
- Профили и специальные формы, трубки для пипеток, трубки для бюреток, оболочки для гипотрубок и трубки для перистальтических насосов.
Что такое многоканальная экструзия?
Многоканальная экструзия формирует единую трубку с двумя или более внутренними каналами, проходящими по всей длине. Каждый канал выполняет свою функцию – подача жидкости, прокладка направляющей проволоки или надувание – поэтому каждый должен иметь собственное поперечное сечение. Форма контролируется с помощью матрицы с поперечной головкой, а также либо проволокой для формирования отверстий, удаляемой после охлаждения, либо индивидуально регулируемым давлением воздуха, подаваемым в каждый канал. Это одна из самых сложных задач экструзии, поэтому и ведется активная патентная деятельность в области многоканальной экструзии. инструменты для тонкостенных сосудистых трубок остается активным.
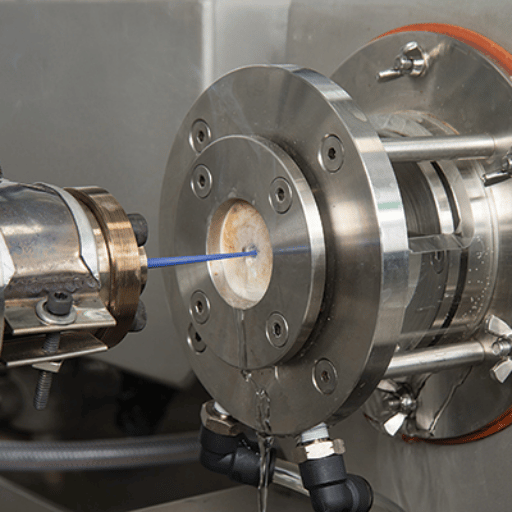
Процесс экструзии медицинских изделий: пошаговое описание.

Экструдер медицинского класса — это одна из машин в скоординированной линии экструзии трубок. Допуск достигается или теряется на пяти этапах — мы отображаем их здесь в виде 5-этапной схемы линии экструзии медицинского класса. Неожиданный момент: элементом, обеспечивающим точность, обычно является не шнек, а шестеренчатый насос, дозирующий полимер к фильере.
- Подача и сушка: смола высушивается (для гигроскопичных полимеров) и подается в контролируемых условиях.
- Экструдер и шестеренчатый насос: шнек плавит и подает расплав; затем прецизионный шестеренчатый насос дозирует полимер к фильере, поддерживая скорость на уровне около 0.01% и колебания массового расхода менее 1%.
- Штампы и оснастка, обтекаемые, изготовлены из нержавеющей стали и придают трубе нужную форму; крестообразные штампы добавляют просветы, проволоку или соэкструдированные слои.
- Вакуумная калибровка и охлаждение: вакуумная калибровочная ванна фиксирует наружный диаметр, в то время как труба охлаждается в водяной ванне.
- Измерительные, тяговые и режущие лазерные и ультразвуковые манометры подают данные в замкнутый контур, который регулирует натяжение тяги и давление воздуха; тяговый механизм с лебедкой (для трубок диаметром менее 2 мм) поддерживает натяжение перед резкой или намоткой.
Насколько плотно это может держаться? Типичный допуск по размерам составляет ±1%, что при внутреннем диаметре 1.6 мм составляет примерно ±10 мкм – примерно одну седьмую часть диаметра человеческого волоса (75 мкм), согласно данным... Медицинские пластмассы и биоматериалыМикроканальные и многоканальные микроразведочные системы обеспечивают точность до ±5 мкм, а микрокатетеры для нейроваскулярного применения могут требовать точности ±0.0005″ (около 13 мкм). Замыкание контура между лазерным микрометром и тянущим механизмом или шестеренчатым насосом обеспечивает воспроизводимость этих значений.
Практический пример показывает, почему важна точность дозирования. Процессор, работающий с тонкостенным ТПУ со скоростью 10 кг/час, ужесточает допуск с ±0.08 мм до ±0.01 мм для трубки с внутренним диаметром 1.0 мм и толщиной стенки 0.225 мм. Только это позволяет сократить расход материала примерно на 12.5% – при стоимости медицинского компаунда около 10 000 долларов за тонну, экономия получается реальной за смену, и это достигается за счет контроля процесса, а не за счет использования другого полимера.
Экструзия расплава (HME) для фармацевтической промышленности
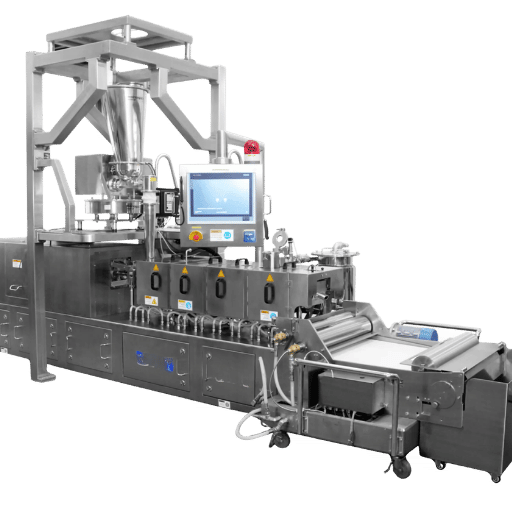
Экструзия расплава – это вид медицинской экструзии, при котором лекарственное средство изготавливается из пластика, а не из самого изделия. Мы используем двухшнековый экструдер для смешивания лекарственного средства и полимера, расплавляя два компонента в одно твердое вещество.
Что такое экструзия расплава в фармацевтике?
Экструзия расплава (HME) — это одностадийный процесс, при котором нерастворимое в лекарственном веществе соединение, диспергированное в полимерной основе, полученной методом экструзии расплава, превращается в аморфную форму по мере затвердевания смеси, в результате чего образуется аморфная твердая дисперсия (ASD), улучшающая растворимость лекарственного вещества. В этой технологии используется двухшнековый экструдер для диспергирования плохо растворимого активного ингредиента в расплавленном полимере и преобразования смеси в монолитную ASD после затвердевания. В рецензируемых фармацевтических статьях демонстрируются лабораторные методы экструзии лекарственных веществ с использованием двухшнекового оборудования (а также ряда экспериментальных размеров экструзионных установок, таких как машина диаметром 16 мм, работающая с соотношением сторон 30:1 и фильерой 0.8 мм) для получения ASD.
Для покупателя ключевое различие заключается в том, что экструзия фармацевтической продукции методом горячего экструдирования (HME) и экструзия медицинских трубок производятся на разных типах оборудования. В первом случае требуется смешивание конфигураций с помощью соосно вращающегося двухшнекового экструдера, жестко контролируемые температуры обработки для предотвращения деградации лекарственного препарата и часто... лабораторный экструдер для разработки рецептур. Главная проблема в процессе горячего расплава (HME) — термическая: если слишком долго или слишком сильно нагревать расплав, активный ингредиент деградирует, поэтому процесс рискует привести к провалу партии, если время пребывания расплава изменяется. На практике разработчики рецептур снижают этот риск, сначала запуская лабораторную линию диаметром 16 мм, а затем масштабируя производство. Для любой разработки лекарственного препарата лучше всего начать со специализированной лаборатории. экструдер для горячего расплаваэто не трубка.
Чистые помещения, стандарты и требования к качеству
Инспекторы действительно проверяют контроль за соблюдением норм чистоты в чистых помещениях и документацию по качеству.
Экструзия медицинских препаратов обычно выполняется в стандартами качества ISO 14644 Чистая комната 7-го или 8-го класса. В медицинских чистых комнатах эти две категории различаются на порядок по допустимому количеству частиц и воздухообмену.
| Класс | Максимальное количество частиц ≥0.5 мкм на м³ | Типичная частота воздухообмена в час |
|---|---|---|
| ISO класс 7 | ≤ 352,000 | 30-60 |
| ISO класс 8 | ≤ 3,520,000 | 10-25 |
Что касается системы контроля качества, то недавно FDA обновило свои правила.
После обновления, проведенного FDA 2 февраля 2026 года, новый регламент QMSR интегрирует стандарт ISO 13485:2016 в раздел 820 части 21 Свода федеральных правил США, что позволяет обеспечить единообразное использование систем управления качеством для всех операций по производству медицинских изделий, включая производство лекарственных препаратов и трубок. Даже такие изделия, как трубки для переливания крови, рассматриваются FDA как готовые изделия, поэтому на них распространяется действие регламента QMSR в отношении производства, отслеживания и ведения документации.
На материалы распространяются собственные гарантии.
Ранее в отрасли считалось, что любой «медицинский» пластик соответствует критериям биосовместимости класса VI по Фармакопее США. В последние годы стандарты изменились; теперь медицинские пластики требуют более тщательной оценки, и отрасли начали применять более широкий подход к оценке материалов, который включает тестирование на генотоксичность наряду с существующими оценками в соответствии со стандартом ISO 10993. Этот более тщательный метод оценки и сертификации медицинских полимеров помогает обеспечить безопасность имплантатов и имплантатов, выходя за рамки только класса VI.
- Система управления качеством: ISO 13485:2016 в соответствии с правилами FDA QMSR (21 CFR 820), соответствует требованиям GMP.
- Условия эксплуатации: чистая комната класса 7 или 8 по стандарту ISO 14644.
- Материалы: биосовместимость класса VI по фармакопейным стандартам и/или по стандарту ISO 10993.
- Процесс: валидация IQ/OQ/PQ + ведение записей статистического контроля процесса.
Как выбрать и купить экструдер медицинского класса
Прежде чем запрашивать у производителя оборудования коммерческое предложение, составьте список информации, необходимой для проектирования линии контроля качества. Слишком общие формулировки бесполезны. Следующий контрольный список поможет вам сформулировать запрос:
- Тип изделия: трубка (одноканальная/многоканальная), профильная или для компаундирования/термоэкструдера?
- Полимер(ы) и необходимость использования одной машины для работы с несколькими полимерами.
- Диапазон диаметров и диапазон толщины стенок плюс жесткий допуск (например, 5 мкм? 10 мкм?).
- Целевая производительность (кг/час) и количество люменов
- Тип шнека и соотношение длины к диаметру (L/D); коррозионностойкая металлургия при работе с фторполимерами.
- Последующий этап: вакуумная калибровка, лазерный/ультразвуковой контроль, шестеренчатый насос, тяга, резка/намотка.
- Совместимость с чистыми помещениями (контроль статического электричества/пыли, легкоочищаемые поверхности)
- Поддержка валидации: документация IQ/OQ/PQ, регистрация данных/экспорт данных для обеспечения прослеживаемости.
Что касается цены: реалистичный бюджет зависит от вышеуказанных переменных гораздо больше, чем от прейскурантной цены. Лабораторная линия для лабораторных работ, одношнековая линия с трубками и последующим потоком, а также полнофункциональная многоканальная система для чистых помещений — это совершенно разные вещи, и цена меняется в зависимости от металлургии, контроля и объема валидации. Вместо того чтобы полагаться на рекламные заявления, запросите у поставщиков коммерческое предложение на основе заполненного контрольного списка — это лучший способ сравнить сопоставимые варианты. Подтвердите металлургию контактирующих с жидкостью деталей, пакет измерений с замкнутым контуром и то, включена ли документация по валидации в стоимость или оплачивается дополнительно — эти факторы больше всего влияют как на цену, так и на готовность к аудиту.
Отправьте заполненный контрольный список двум-трем производителям и сравните их позиции в цепочке поставок и валидации, а не только цену экструдера. Сравните конфигурации экструдеров. будет первый поговорите с инженером по экструзии о ваших конкретных требованиях к допустимым отклонениям и чистоте помещения.
Перспективы развития отрасли: факторы, определяющие спрос на экструзионную продукцию для медицинской промышленности.

Наиболее сильной движущей силой, определяющей развитие производства медицинских изделий до 2026 года, является миниатюризация, обусловленная растущим внедрением малоинвазивных и нейроваскулярных хирургических методов. В условиях постоянно уменьшающихся размеров точек доступа, хирургический доступ требует использования устройств с меньшим внешним диаметром, более тонкими стенками и большим количеством просветов на трубке, что повышает требуемые допуски и точность измерений в процессе экструзии, а также увеличивает производственные мощности для обслуживания более крупных рынков. Вывод для покупателей очевиден: сейчас следует отдавать предпочтение более тонкой калибровке (ультразвуковое и лазерное измерение), системе управления с обратной связью, поскольку в 2026 году и далее продукция будет иметь более тонкие стенки, чем та, что продается сегодня.
Вторым, параллельным фактором является регулирование. Правила FDA QMSR Вступив в силу 2 февраля 2026 года, новые производственные линии должны с самого начала строиться с учетом требований ISO 13485 к отслеживаемости и документации, а не модернизироваться позже. В отрасли активно обсуждается тенденция роста производства медицинских трубок, а также многоканальных устройств и микроэкструзии. Хотя многие рыночные отчеты фокусируются на оценочной рыночной стоимости (например, рынок с однозначным числом долларов, переходящий в миллиарды долларов, с однозначным ростом), решения покупателей больше принимаются на основе технических характеристик оборудования, чем на основе основных рыночных показателей. Риск для покупателей, откладывающих решение, очевиден: линия, рассчитанная на сегодняшнюю толщину стенки, может с трудом обеспечивать точность ±5 мкм на многоканальных трубках меньшего диаметра, которые все чаще требуются для нейроваскулярных и сердечно-сосудистых устройств, а также в условиях растущего интереса к биоразлагаемым полимерам, что приведет к необходимости переоснащения в течение года.
Часто задаваемые вопросы
Какие существуют 4 типа экструзии?
Посмотреть ответ
Существует ли ПВХ медицинского класса?
Посмотреть ответ
Сколько стоит экструдер медицинского назначения?
Посмотреть ответ
Можно ли использовать стандартный экструдер для пластика для производства медицинских трубок?
Посмотреть ответ
Какие материалы может обрабатывать экструдер медицинского назначения?
Посмотреть ответ
Вам необходима чистая комната для экструзии медицинских изделий?
Посмотреть ответ
Компания UDTECH производит одношнековые, двухшнековые и лабораторные экструдеры для медицинского и фармацевтического применения. Сообщите нам ваши требования к полимерам, допускам и условиям работы в чистых помещениях, и мы разработаем для вас оптимальную линию.
Об этом руководстве
Компания UDTECH производит полный спектр одношнековых, двухшнековых и лабораторных экструзионных машин, специально разработанных для медицинского и фармацевтического применения. «Когда клиент предоставляет нам спецификацию — от сырья и параметров экструзии до требований к упаковке или чистым помещениям — мы предлагаем решение, а при необходимости можем также провести валидацию процесса», — говорит Кен Финке, специалист UDTECH по медицинским технологиям. «Просто сообщите нам о ваших потребностях, от мельчайших деталей до самых сложных спецификаций материалов, и мы разработаем соответствующую спецификацию, основанную на этих потребностях. Это лучший и единственный способ получить объективное сравнение при выборе следующей экструзионной линии».
Ссылки и источники
- Регламент системы менеджмента качества (QMSR)Управление по контролю за продуктами и лекарствами США
- 21 CFR Часть 820, Положение о системе управления качествомЭлектронный свод федеральных правил США
- Достижение высокой точности экструзии труб для медицинских примененийМедицинские пластмассы и биоматериалы (MD+DI)
- Экструзия расплава: разработка аморфной твердой дисперсии.Национальная медицинская библиотека США (PMC)
- Двухшнековые экструдеры как смесители непрерывного действия для термической обработкиНациональная медицинская библиотека США (PMC)
- Экструзионные характеристики тонкостенных трубок для катетеровНациональная медицинская библиотека США (PMC)
- Фармакопея США, классы биосовместимости пластмассФармакопеи США
- ISO 14644-1 Чистые помещения и связанные с ними контролируемые средыМеждународная организация по стандартизации





