



Руководство по двухшнековым экструдерам: принцип работы, типы и рекомендации по выбору.
Быстрые функции
| Конфигурация винта | Вращающиеся в одном направлении или вращающиеся в противоположных направлениях |
| Типичное соотношение L/D | ³2:1 – 52:1 (до 68:1) |
| Диапазон диаметров винтов | 20 мм – 200+ мм |
| Диапазон пропускной способности | 5-8,000 кг / ч |
| Скорость вращения шнека Ma× (совместное вращение) | До 1,200 об / мин |
| Общие материалы | ПП, ПЭ, ПА, ПВХ, ПЭТ, АБС, ТПУ |
Двухшнековый экструдер использует два переплетающихся шнека, вращающихся внутри нагретого цилиндра, для смешивания, нагрева и формования сырья в готовые детали или гранулы. Чаще всего он используется в линиях компаундирования полимеров, системах непрерывного производства фармацевтической продукции, линиях переработки кормов для домашних животных и линиях переработки пластмасс по всему миру. Объем мирового рынка двухшнековых экструдеров в 2025 году оценивался примерно в 1.52 миллиарда долларов США и, как ожидается, будет расти со среднегодовым темпом роста 5% до 2033 года в связи с спросом на высококачественные компаунды и эффективные методы переработки.
В этой статье вы сможете понять принцип работы на уровне компонентов; сравнить все четыре типа двухшнековых экструдеров; и получить основу для определения того, какой тип лучше всего подходит для ваших технологических потребностей. Все приведенные ниже технические характеристики и данные о стоимости получены из опубликованных отраслевых источников, поэтому вы можете с уверенностью сравнивать предложения и характеристики в конкретных финансовых терминах, а не на основе рекламных брошюр.
Как работает двухшнековый экструдер
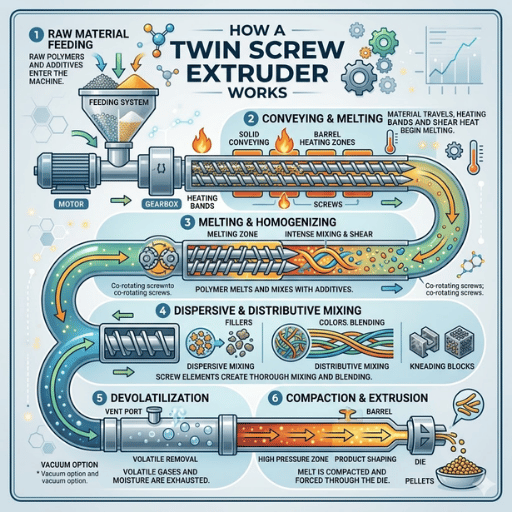
Двухшнековый экструдер имеет два шнека, концентрически расположенных внутри сегментированного цилиндра, как показано на рисунке. Оба шнека спроектированы таким образом, чтобы переплетаться, то есть витки двух шнеков будут плотно прилегать друг к другу, поскольку шнеки вращаются в одном направлении. Переплетение обеспечивает самоочистку, одновременно продвигая материал вперед и улучшая распределение сдвиговых усилий по длине цилиндра, а также улучшая перемешивание.
Внутри сегментированного цилиндра расположены от 6 до 12 независимо регулируемых температурных зон, расположенных вдоль его длины. Независимо регулируемые контуры охлаждения или нагрева контролируют температуру жидкости, поддерживая температуру расплава в пределах ±2 °C от заданного значения. Сырье поступает через загрузочный бункер, транспортируется через различные секционные участки и, наконец, выгружается через матрицу для формования в готовые гранулы или детали различной формы и размера.
📐 Инженерная заметка
Процесс экструзии проходит через пять секционных зон: Зона кормления (транспортировка твердых веществ при температуре 40–80 °C) → Зона плавления (пластификация путем сдвига и нагрева в барабане) → Зона смешивания (Блоки для замешивания обеспечивают распределительное и дисперсионное перемешивание) → зона дегазации (Атмосферный или вакуумный вентиляционный канал удаляет влагу и летучие вещества) → Зона измерения (создает давление для выгрузки из фильеры). Конкретное расположение, форма и глубина этих зонных участков могут быть изменены путем проектирования расположения отдельных элементов шнека вдоль вала экструдера.
За секцией шнека расположен редуктор и приводной узел. Типичные уровни крутящего момента для современных соосно вращающихся двухшнековых экструдеров на 30% выше, чем у более старых конструкций, достигая плотности крутящего момента 18 Нм/см³ согласно данным, опубликованным [название компании]. Экструзионное подразделение SPEУчитывайте крутящий момент в зависимости от размеров вашего двигателя, используя формулу Крутящий момент = 9,550 × кВт ÷ об/мин. Таким образом, двигатель мощностью 150 кВт при 600 об/мин обеспечивает примерно 2,388 Н·м на каждом валу.
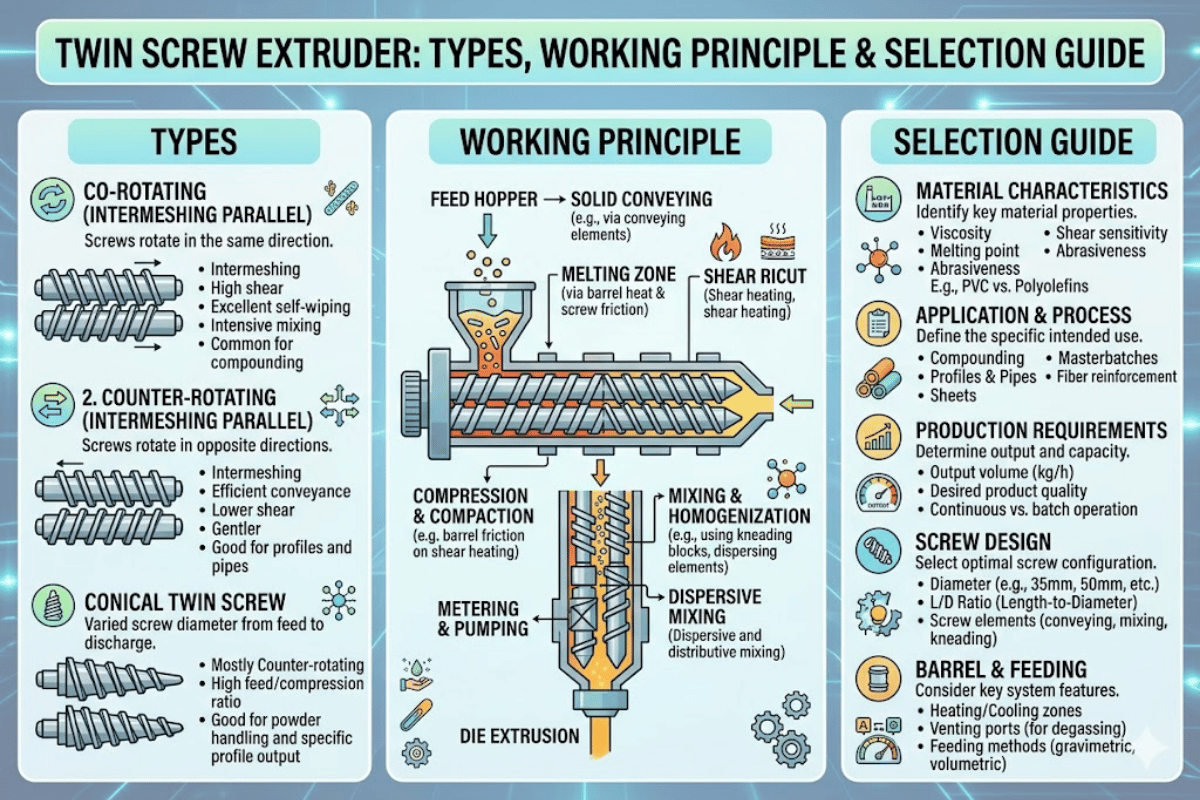
Сравнение 4 типов двухшнековых экструдеров

Существует четыре типа двухшнековых экструдеров в зависимости от направления вращения шнека (совместное или противовращение) и конструкции цилиндра (параллельный или конический): каждый из них предназначен для решения различных задач, связанных с производительностью и технологическим процессом.
| Тип | Скорость вращения шнека | Диапазон L/D | Best For |
|---|---|---|---|
| Вращающиеся параллельно | 300 - 1,200 RPM | с 32:1 до 68:1 | Компаундирование полимеров, мастербатчи, экструзия пищевых продуктов. |
| Противовращающиеся параллельные | 30 - 60 RPM | с 10:1 до 25:1 | Каландрирование ПВХ, низкоскоростное смешивание |
| Сонаправленно вращающийся конический | 200 - 600 RPM | Конические | Исследования в лабораторных условиях, мелкосерийные испытания. |
| Вращающаяся в противоположных направлениях коническая | 10 - 50 RPM | Конические | ПВХ трубы и профили, экструзионные, жесткие листы |
В соосно вращающемся двухшнековом экструдере шнеки вращаются в одном направлении. Открытый канал, образованный переплетающимися лопастями шнеков, создает траекторию в виде восьмерки, обеспечивая хорошее перемешивание и постоянное время пребывания материала в экструдере. Соосно вращающаяся конфигурация подходит для работы с самым широким спектром термопластичных полимеров и является наиболее распространенной двухшнековой конфигурацией, используемой во всем мире для большинства операций компаундирования термопластов.
В конструкциях с противовращающимися шнеками вращение происходит в противоположных направлениях. Когда лопасти шнека входят в зацепление, они прижимаются друг к другу, создавая эффект каландрирования на низких оборотах, что хорошо подходит для ПВХ и других термочувствительных материалов. Двухшнековые экструдеры — это универсальные машины, подходящие для различных применений, требующих точного контроля процесса. Двухшнековые экструдеры В конических цилиндрах диаметр выходного отверстия сужается от большего диаметра подачи к меньшему, что позволяет естественным образом создавать давление без отдельных насосов для расплава.
Часто встречающимся примером неправильного выбора является установка параллельного экструдера с соосным вращением шнеков для жестких ПВХ-профилей. ПВХ имеет относительно небольшой диапазон рабочих температур (165–185 °C) и быстро разрушается при высоком сдвиговом напряжении. Конические двухшнековые экструдеры с противовращающимися шнеками поддерживают достаточно низкие скорости сдвига, создавая при этом достаточное давление для формовки профилей.
Двухшнековый экструдер против Одношнековый экструдер
Выбор между двухшнековым и одношнековым экструдером действительно зависит от того, что вы хотите делать с материалом. Одношнековые экструдеры обеспечивают очень эффективную транспортировку и плавление в одном проходе, тогда как двухшнековые экструдеры обеспечивают исключительную эффективность смешивания.9,10
| Параметр | Двухвинтовой | Одиночный винт |
|---|---|---|
| Возможность смешивания | Распределительная + дисперсная; подходит для наполнителей с содержанием активного вещества до 80%. | В основном распределяет вещество; доля наполнителя ограничена примерно 40%. |
| Увеличить пропускную способность | 30–4,000 кг/ч (параллельное соосное вращение) | Типичная производительность: 50–1,500 кг/ч. |
| Капитальные затраты | в 1.5–3 раза выше | Нижний вход |
| Конфигурация винта | Модульная конструкция; винтовые элементы переставляются в зависимости от рецепта. | Фиксированная; цельная винтовая конструкция |
| Самоочищающийся | Да (схемы переплетения) | Нет; требуется ручная чистка. |
| Лучшее приложение | Компаундирование, реактивная экструзия, переработка | Простое плавление, экструзия труб, выдувание пленки. |
Если ваш процесс ограничивается плавлением и формированием одного полимера без добавления каких-либо наполнителей, одношнековый экструдер Возможно, это более экономичный способ достижения того же конечного результата. Двухшнековый экструдер следует рассмотреть при смешивании нескольких смол, добавлении наполнителей в количестве 30% и более, а также при использовании реактивных составов, требующих точного контроля времени пребывания.
Основные области применения двухшнековой экструзии

Двухшнековые экструдеры используются в отраслях промышленности, где качество продукции может влиять на прибыль; они обеспечивают непрерывную работу, точный контроль температуры и гарантированное качество продукции. Основные рынки сбыта:
| Область применения | Диапазон пропускной способности | Ключевое требование |
|---|---|---|
| Полимерные компаунды | 200-4,000 кг / ч | Высокий крутящий момент для заполненных систем |
| Мастербатч / Цветовой концентрат | 150-2,000 кг / ч | Равномерность распределения пигмента |
| Экструзия кормов и лакомств для домашних животных | 100-1,200 кг / ч | Желатинизация крахмала, контроль влажности |
| Фармацевтическая промышленность (HME) | 1-50 кг / ч | GMP, контроль времени пребывания |
| Переработка пластмасс | 300-3,000 кг / ч | Дегазация, устойчивость к загрязнениям |
| Компаундирование проводов и кабелей | 200-1,500 кг / ч | Огнезащитная дисперсия |
| Экструзия труб и профилей | 50-500 кг / ч | Стабильность размеров, низкое сдвиговое напряжение (ПВХ) |
В областях машина для компаундирования пластикаПараллельные машины с соосным вращением шнеков широко распространены, поскольку они способны обрабатывать чрезвычайно высокие концентрации наполнителя — 60-80% для карбоната кальция и 30-50% для стекловолокна, — что не под силу одношнековым системам; в то время как в пищевой промышленности двухшнековая экструзия используется для замены периодической варки гранулированных закусок и кормов для домашних животных, поскольку непрерывный процесс обеспечивает стабильное качество, а также снижение энергопотребления на 20-35% по сравнению с периодическими системами.
Экструзия расплава в фармацевтической промышленности представляет собой одну из наиболее быстрорастущих областей. В недавно опубликованной обзорной статье из AAPS PharmSciTech Это хороший справочный материал, демонстрирующий использование двухшнекового экструдера в качестве непрерывного смесителя для получения аморфных твердых дисперсий, что позволяет повысить биодоступность плохо растворимых лекарственных препаратов до желаемого уровня. Экструдер лабораторного масштаба Модели с производительностью до 0.4 кг позволяют группам разработчиков проводить пилотные испытания рецептуры перед началом серийного производства.
Для переработки используется двухшнековая экструзия, предназначенная для обработки вторичного пластика, содержащего смешанные полимеры, высокую влажность и загрязнения. Секции вентиляции и дегазации используются для удаления некоторых летучих компонентов, в то время как подающий шнек и цилиндрическая секция обеспечивают стабильное качество расплава. Последующее оборудование, такое как подводная система гранулирования Наконец, можно экструдировать и нарезать гранулы одинаковой формы, готовые к переработке или прямой продаже.
Технические характеристики, влияющие на качество выходного сигнала

Пять параметров отличают успешный двухшнековый экструдер от неудачного. Ключевым моментом при сравнении этих пяти параметров перед запросом коммерческого предложения является их соответствие друг другу.
5 характеристик для сравнения
- Удельный крутящий момент (Нм/см): В настоящее время он составляет 18 Нм/см. Для нормальной работы следует поддерживать его на 20% ниже номинальной мощности. Чем выше крутящий момент, тем выше вязкость полимерных смесей или тем большее количество наполнителей можно перерабатывать без перегрева двигателя.
- Соотношение длины к диаметру цилиндра: стандартное значение от 32:1 до 48:1. Для компаундов, требующих обратного перемешивания или имеющих высокое содержание летучих веществ, следует увеличить соотношение до 52:1, добавив зоны для перемешивания и дегазации при реактивной экструзии или удаления летучих веществ. Увеличение длины цилиндра увеличивает время пребывания материала в нем, обеспечивая при этом большую площадь контакта с источником тепла.
- Скорость вращения шнека (об/мин): Соосно вращающиеся установки работают со скоростью от 300 до 1,200 об/мин; модели с противовращающимися шнеками ограничены примерно 60 об/мин. Увеличение скорости вращения с 200 до 300 об/мин значительно повышает эффективность или производительность, обеспечивая при этом большую энергию сдвига. Выбор производится в зависимости от тепловых требований смолы.
- Система контроля температуры: Всегда проверяйте наличие независимого/индивидуального нагрева и охлаждения каждой секции цилиндра в 8-12 зонах. Жесткий, независимый контроль температуры необходим для предотвращения значительных колебаний температуры расплава, которые могут быть ниже ±2 °C и, в конечном итоге, привести к деградации.
- Оборудование, используемое после экструдера: грануляторы для струйной грануляции, подводные грануляторы, листовые фильеры — все они могут создавать противодавление в экструдере. Убедитесь, что для вашего оборудования, используемого после экструдера, требуется максимальное давление в фильере (от 100 до 350 бар).
📐 Инженерная заметка
Подбор приводного двигателя: Крутящий момент (Нм) = 9,550 × Мощность (кВт) ÷ Скорость вращения винта (об/мин)Например, приводной двигатель мощностью 200 кВт при 500 об/мин будет развивать крутящий момент 3,820 Н·м на вал. Технология пластмасс Как нам сообщают, наиболее распространенной причиной преждевременного выхода из строя редуктора является двигатель недостаточной мощности. Всегда выбирайте двигатель, который обеспечит на 20% больший крутящий момент, чем используется в процессе.
Распространенные проблемы и способы их предотвращения
Даже у хорошего двухшнекового экструдера иногда случаются проблемы. Существует пять основных причин любых наблюдаемых сбоев, которые полностью предотвратимы при правильной настройке и мониторинге состояния.
Со временем лопасти шнека и футеровка цилиндра изнашиваются при обработке агрессивных минералов, таких как карбонат кальция и стекловолокно. По мере увеличения зазора между шнеком и цилиндром материал выходит обратно, что негативно сказывается на производительности, смешивании и однородности. Решение: при работе с агрессивными составами следует учитывать стоимость специальных биметаллических или азотированных цилиндров и регистрировать внешний диаметр выходящего шнека при каждой плановой замене элемента.
Избыточное количество смолы в одной или двух конкретных зонах цилиндра приводит к чрезмерной интенсификации процесса, вызывая изменение цвета, деградацию и потенциальное выделение газов. К распространенным причинам отказов относятся: отсутствие подачи охлаждающей воды во все зоны, неисправность термопар, смещение шнека, приводящее к его заеданию. Эти проблемы следует выявлять и устранять при запуске установки. За проверку системы охлаждения, калибровку термопар и проверку соосности шнека должен отвечать специально назначенный инженер.
Слишком большое количество захваченного воздуха и растворителя приведет к дефектам поверхности пигментированных гранул, пустотам и пузырькам. Если площадь вентиляционного отверстия недостаточно длинная или уровень вакуума недостаточен, газ задерживается в расплаве. Профилактика: Разместите открытый патрубок в верхней части зоны низкого давления. Для сырья, чувствительного к влаге, поддерживайте уровень вакуума от 50 до 100 мбар.
Недостаточное или избыточное поступление материала в экструдер приводит к нарушению баланса скорости вращения шнека и потока материала. Это также влияет на производительность, крутящий момент и в конечном итоге приводит к комкованию материала в бункере. Предотвращение: использование гравиметрических питателей с точностью измерения ±0.5%. Регулировка скорости подачи осуществляется путем корректировки силы тока двигателя в режиме реального времени.
Работа на уровне 100% или около 100% номинального крутящего момента со временем разрушает редуктор и приводит к преждевременному выходу из строя шнека. Это часто наблюдается при запуске экструдера с холодными материалами или с избытком наполнителя, превышающим расчетные пределы. Профилактика: Не требуйте скорости более 60% от номинальной на начальном этапе запуска. Ее можно постепенно увеличивать после того, как цилиндр достигнет заданной температуры. Поддерживайте непрерывную работу при крутящем моменте ниже 80% от номинального.
Как выбрать подходящий двухшнековый экструдер
Выбор неподходящего двухшнекового экструдера — это дорогостоящая трата капитала. Машина, не предназначенная для ваших задач, будет препятствовать росту и ограничивать поток расплава. Используйте следующий контрольный список, чтобы принять семь ключевых решений, определяющих, подходит ли двухшнековый экструдер для ваших задач.
- ✔
Тип материала: Термопластичный, термореактивный, пищевой или фармацевтический материал? Параллельное вращение в одном направлении охватывает самый широкий диапазон. Для жесткого ПВХ требуется коническое вращение в противоположных направлениях. - ✔
Целевая пропускная способность: Подберите диаметр шнека в соответствии с объемом производства. Шнек диаметром 35 мм обрабатывает 30–80 кг/ч; шнек диаметром 90 мм — 500–2,000 кг/ч. - ✔
Соотношение L/D: Стандартное компаундирование осуществляется в соотношении 36:1–44:1. Для реактивной экструзии или интенсивной дегазации требуется соотношение 48:1–60:1. Более длинные цилиндры увеличивают стоимость и площадь производственных помещений. - ✔
Класс крутящего момента: Стандартный (≤11 Нм/см³), высокомоментный (13–15 Нм/см³) или премиум-класса (≥18 Нм/см³). Для систем с загрузкой более 50% требуется высокомоментный или премиум-класс. - ✔
Модульность: Можно ли переставлять секции ствола и элементы шнека без механической обработки? Модульные конструкции позволяют адаптировать одну и ту же машину для разных рецептов. - ✔
Система управления технологическим процессом: Минимальный набор функций: управление температурой на базе ПЛК, интерфейс гравиметрического питателя и отображение крутящего момента/давления в реальном времени. В более продвинутых системах добавлены функции хранения рецептов и регистрации данных. - ✔
Общая стоимость владения: Первоначальная стоимость составляет всего 30–50% от стоимости за 5 лет. Необходимо учитывать энергопотребление, интервалы замены шнека и цилиндра, доступность запасных частей и обучение оператора.
Бюджетные двухшнековые экструдеры стоимостью менее 50 000 долларов США, предназначенные для типичных промышленных применений, будут иметь на 40% более высокую стоимость владения в течение 5 лет из-за ускоренного износа шнеков (требующего замены шнеков каждые 12-18 месяцев), большего энергопотребления и незапланированных простоев, которые могут составлять 10-15% от вашего производственного времени. Всегда сравнивайте документально подтвержденные данные о длине шнека и цилиндра перед размещением заказа на покупку.
✔ Преимущества
- Двухшнековые экструдеры обеспечивают превосходное смешивание для многокомпонентных составов.
- Модульная конструкция винтового механизма обеспечивает быструю смену оборудования.
- Самоочищающаяся геометрия зацепления сокращает время очистки.
- Высокоэффективная передача энергии посредством сонаправленного вращения при сдвиге.
- Способен осуществлять подачу жидкостей, боковую подачу и вакуумную стравливание за один проход.
⚠ Ограничения
- Капитальные затраты в 1.5–3 раза выше, чем у одновинтовых станков.
- Винтовые элементы и секции ствола являются изнашивающимися деталями, требующими тщательной замены.
- Благодаря модульной конструкции, оператору легче освоить работу с системой.
- Конструкции с противоположным вращением ограничены низкоскоростными, узкоспециализированными областями применения.
- Ремонт коробки передач — дорогостоящее мероприятие, требующее привлечения специалистов.
Часто задаваемые вопросы

В: Для чего используется двухшнековый экструдер?
Посмотреть ответ
В: Какой экструдер лучше: одношнековый или двухшнековый?
Посмотреть ответ
В: Какие проблемы связаны с двухшнековыми экструдерами?
Посмотреть ответ
В: Сколько стоит двухшнековый экструдер?
Посмотреть ответ
В: Какова окупаемость инвестиций в двухшнековый экструдер?
Посмотреть ответ
В: Могут ли двухшнековые экструдеры перерабатывать переработанный пластик?
Посмотреть ответ
Вы пытаетесь определить, какая двухшнековая экструзионная система лучше всего подходит для вашего производственного процесса?
Об этом анализе
Компания UDTECH, Inc. проектирует и производит соосно и противовращающиеся двухшнековые экструдеры, параллельно ориентированные, а также конические модели для диаметров шнеков от 35 мм до 145 мм. Техническая информация, данные по устранению неполадок и справочные сведения о стоимости, представленные в этой статье, получены из ряда опубликованных источников в пластмассовой промышленности, таких как SPE Extrusion Division, AAPS PharmSciTech и Plastics Technology. Разделы, посвященные управлению технологическим процессом, написаны на основе опыта нашей инженерной команды, полученного в ходе испытаний экструдеров для компаундирования полимеров, производства мастербатчей и переработки.
Ссылки и источники
- Двухшнековые экструдеры как непрерывные смесители для термической обработки: технический и исторический взгляд. — AAPS PharmSciTech (Национальная медицинская библиотека)
- Диапазон рабочих параметров двухшнекового экструдера — Экструзионное подразделение SPE
- Крутящий момент и скорость: сколько достаточно? — Технология пластмасс
- Отчет о рынке двухшнековых экструдеров — Когнитивные исследования рынка
- Отчет о размере и доле рынка экструзионных машин для пластмасс, 2030 год. — Grand View Research
Статьи по теме
- Одношнековый экструдер — Технические характеристики, типы и области применения одновинтовых систем
- Понимание принципов работы грануляторов: типы, технологические процессы и руководство по выбору. — Как происходит гранулирование после экструзии
- Оборудование для производства пластиковых труб: руководство по изготовлению труб из ПВХ, ПЭ и ПП. — Линии экструзии труб, работающие в паре с двухшнековыми компаундерами.
- Экструдер для смешивания наполнителей и мастербатчей — Высокопроизводительная обработка наполнителей в промышленных масштабах
- Подводная система гранулирования — Гранулирование на последующих этапах производства компаундов.






