



Давайте взглянем на нашу запись в блоге, знакомящую с процессом экструзии. Мы поговорим о производстве пластиковых изделий и алюминия. В этой записи мы рассмотрим особенности процесса экструзии и рассмотрим некоторые его особенности, применения и преимущества. Эта статья, предназначенная в первую очередь для новичков в этой отрасли, даст справочную информацию, необходимую для понимания экструзии и того, как она выполняется. Итак, давайте теперь перейдем к самой интересной части нашей записи — экструзии пластика и алюминия, которая превращает современные алюминиевые и пластиковые изделия в реальность.
Что означает термин «экструзия» и каков принцип ее действия?
Понимание процесса экструзии
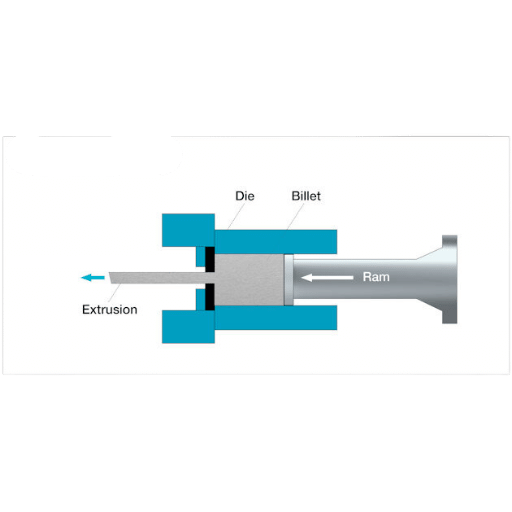
Производственный процесс, в котором фиксируется поперечное сечение желаемой геометрии продукта и операция проталкивания или вытягивания материала, например пластика или металла, через матрицу, называется экструзией. Материал часто расплавлен или полуразмягчен, поэтому он довольно легко течет. На этом этапе материал примет форму и размеры зазора матрицы, через который он выходит из матрицы.
Экструзия предлагает своим пользователям многочисленные преимущества, включая производство сложных форм компонентов с высокой однородностью и точностью. Эта очень адаптируемая процедура может использоваться во многих отраслях, включая автомобилестроение, строительство и упаковку. Изучение того, как работает процесс экструзии, означает изучение искусства и навыков, используемых в этом методе производства, и его важности для создания различных предметов, которые мы используем ежедневно.
Чем экструзия отличается от других производственных процессов?
Производство сложных трехмерных форм с высокой степенью однородности и точности — вот где процессы экструзии уникальны. Напротив, некоторые традиционные методы требуют удаления некоторого материала, например, резки или формования, экструзия проталкивает натуральный или синтетический полимер через матрицу. В результате детали с постоянными площадями поперечного сечения могут непрерывно производиться на протяжении всей работы машины. Одной из отличительных общих характеристик процессов является широкий характер их применения в сочетании с их простотой, поскольку они могут использоваться во многих отраслях промышленности, таких как автомобилестроение, строительство и упаковка, чтобы оставаться с. При надлежащем руководстве оценка работы становится проще при формовании материалов, и демонстрируется чрезвычайная деликатность, чтобы собрать понимание потребности и подтолкнуть его к поставке продуктов, которые мы используем в нашей повседневной жизни.
Важность экструзионной матрицы
Экструзионная головка, пожалуй, один из самых важных инструментов в процесс экструзии пластика. Это специализированное устройство, которое формирует расплавленный пластик, выдавливая его через отверстие в головке. Форма, которую он получает, зависит от экструзионной головки, которая, по сути, определяет назначение головки. Головки вырезаются из кусков металлических пластин или блоков и изготавливаются с высокими допусками, адаптированными к поперечному сечению экструдируемого продукта.
Профиль матрицы должен быть изготовлен с большой детализацией, так как форма выдавленного поперечного сечения должна оставаться постоянной на протяжении всего процесса экструзии. Идеальными фитингами считаются те, которые изготовлены из прочных материалов, таких как инструментальная сталь или карбид, поскольку такие вещества достаточно прочны, чтобы выдерживать высокое давление и повышенные температуры, от которых зависят вовлеченные процессы. Профиль матрицы, который включает длину и ширину, а также другие внутренние характеристики, классифицируется как детали, адаптированные к условиям, требуемым для соответствующего продукта.
Последний этап процесса экструзии включает впрыскивание температур от 160 до 180 градусов в расплавленный пластик, который находится в цилиндре, заполненном элементами из металлов, и использование машины для направления элементов через отверстия матрицы с заданной скоростью до тех пор, пока они не остынут. После того, как эти элементы проходят через отверстия матрицы, они принимают форму трубки, листа, профиля или даже сложных форм, которые все формируются в процессе экструзии.
Экструзионная головка, возможно, является самым важным элементом всей экструзионной системы в отношении качества экструдируемого продукта. Это сложное устройство, которое должно быть правильно спроектировано, изготовлено и обслуживаться для эффективной работы. Такие вопросы, как тип пластикового материала, характеристики конечного продукта и потребности производственного процесса, влияют на конструкцию и выбор экструзионной головки.
В заключение следует отметить, что экструзионная головка является неотъемлемой частью процесс экструзии пластика поскольку это устройство, которое формирует окончательную форму расплавленного, текучего пластикового материала. Важно подчеркнуть, что эта матрица специально разработана и изготовлена для получения идеальных экструдированных изделий с однородными размерами и характеристиками.
Как осуществляется процесс экструзии пластмасс в промышленном масштабе?
Различные формы полимеров, идеально подходящие для экструзии пластмасс, включают:
- полиэтилен (ПЭ): ПЭ — очень распространенный полимер с хорошей ударной прочностью и гибкостью. Он довольно экономичен и используется в упаковочных пленках, трубах и покрытиях для проводов.
- Поливинил хлорид (ПВХ): ПВХ — полимер с отличной репутацией благодаря своей способности сохранять свои характеристики и признанный огнестойким. Такие свойства делают этот полимер применимым для строительных материалов, электрических кабелей и оконных профилей.
- полипропилен (PP): Полипропилен (ПП) — полимер низкой плотности с хорошей химической стойкостью и термической стабильностью. Это делает ПП пригодным для широкого спектра применений в обработке материалов. Этот полимер часто используется в автомобильных компонентах, упаковке и бытовых приборах.
- Полистирол (ПС) — это легко преобразуемый полимер, который может быть переработан в легкий, жесткий продукт. Он обычно используется для клиентов в сфере продуктов питания, одноразовых столовых приборов, изоляции и т. д.
- Акрилонитрилбутадиенстирол (АБ): Прочный полимер, который затвердевает от ударов и довольно устойчив к жаре. Основные области применения полимера — автомобильные детали, товары и электронные корпуса.
Поскольку эти полимеры могут иметь различную ориентацию и характеристики, производители имеют возможность выбрать наиболее подходящий материал для идеальных условий экструзии.
Распространенные пластиковые материалы и их применение
Я знаком с различными видами использования пластика благодаря своему опыту в индустрии экструзии пластика. Например:
- Полиэтилен (ПЭ): ПЭ — это конструкционный пластиковый полимер с высокой химической и абразивной стойкостью. Он используется в пищевых упаковках, контейнерах для еды на вынос и в качестве материалов для изоляции.
- Поливинилхлорид (ПВХ): ПВХ является одним из самых распространенных пластиковых материалов из-за его хорошей электроизоляции. Он используется в сантехнике, оконных рамах и виниловой плитке.
- Полипропилен (ПП) прочный, но тонкий и мягкий пластик, который может выдерживать высокие температуры. Используется в автомобилях, упаковках и некотором медицинском оборудовании.
- Акрилонитрилбутадиенстирол (АБС / ABS):: ABS — прочный, тонкий пластик с отличной теплоизоляцией. Используется в автомобильных деталях, некоторых бытовых приборах и даже в некоторой специализированной электронике.
Эти пластиковые материалы имеют ряд областей применения, одной из которых является экструзия, где производители могут выбрать, какой пластик лучше всего соответствует их потребностям.
Какие виды экструзии используются в производстве?
Обзор процесса и преимуществ горячей экструзии
Горячая экструзия — это весьма важная промышленная процедура, которая включает в себя нагревание материала выше температуры рекристаллизации с последующим продавливанием его через фильеру для придания желаемой формы. Этот процесс обычно выполняется с металлами и термопластами.
Благодаря работам по горячей экструзии можно получить довольно много преимуществ уже сейчас и в обозримом будущем. Среди них — возможность изготавливать сложные формы, которые являются высокоточными и полностью последовательными. Из-за повышенной температуры материал становится более пластичным и его легче формовать. Кроме того, горячая экструзия улучшает общее качество конечной заготовки, удаляя внутренние полости и увеличивая плотность материала. Результатом является более прочный и долговечный компонент.
Горячая экструзия выгодна для материалов, которые трудно растягиваются, так как повышенная температура позволяет им легче растягиваться и не терять своих механических свойств. Кроме того, она позволяет быстро производить детали в больших объемах, поэтому данная технология снижает стоимость производимых изделий.
Использование горячей экструзии расширяет возможности использования металла, экономит отходы и повышает эффективность производства. Тем не менее, этот метод повсеместно применяется в таких областях, как автомобилестроение, аэрокосмическая промышленность, строительство и производство товаров народного потребления, все из которых требуют высокой, точной и экономически эффективной продукции.
Преимущества, связанные с процессом холодной экструзии в производственных процессах
преимущества, связанные с процессом холодного выдавливания в производственных процессах, таких как массовое производство, выдавливание сложных и тонкопрофильных форм, в основном с кругами или многоугольными поперечными сечениями, и контроль размеров конечного продукта, среди многих других, очерчивает силу самого метода. Холодное выдавливание выполняется с заготовкой в условиях температуры субрекристаллизации, так что можно сэкономить затраты энергии и увеличить прочность материала. Благодаря всему этому можно достичь характеристик, которые варьируются от сложных конструкций с узкими допусками до тонкостенных секций и гладкой поверхности. Также стоит отметить, что холодное выдавливание металлов улучшает выход первичного сырья с меньшим количеством отходов сырья, чем другие методы выдавливания. Его применение охватывает автомобильную, электронную и обрабатывающую промышленность, среди ряда других, где точность и качество выдавливаемых профилей являются капитальными. Благодаря экономической эффективности метода и относительно низкой закалке сырья метод холодного выдавливания вместо этого способствует заключению больших объемов материалов таким образом, который не является расточительным.
Понимание разницы между прямой и непрямой экструзией
Существует два основных метода выполнения экструзии или прессования — прямой, имеющий ряд преимуществ, и косвенный, также имеющий свои сферы применения.
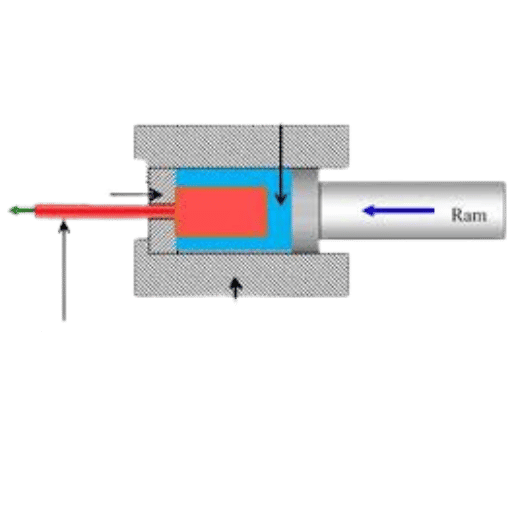
- Прямая экструзия: Прямая (или прямая) экструзия означает, что сырье или заготовка помещаются в контейнер, известный как «контейнерная матрица». Рабочая сторона матрицы имеет отверстие. Конечным результатом является то, что плунжер заставляет начинающего проталкивать материал через матрицу, и это позволяет сформировать желаемый рисунок. Как правило, прямая экструзия используется, когда поперечное сечение является регулярным или несложным или когда экструдированный продукт однороден.
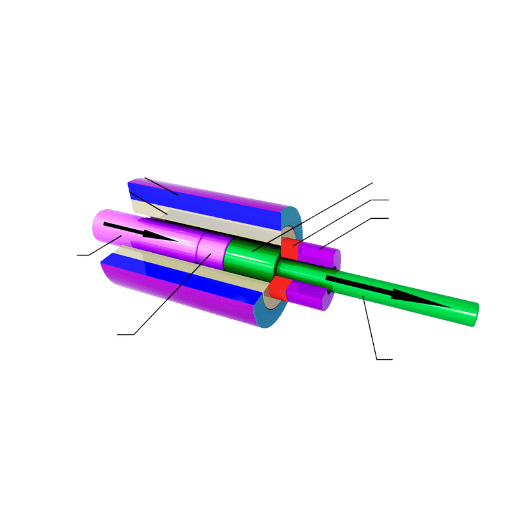
- Непрямая экструзия: Выдавливание методом Bakhsh считается обратным процессу прямого выдавливания, поскольку действие отличается. Здесь заготовка становится неподвижной, в то время как полый плунжер с отрицательной формой перемещается к ней. Это приводит к перемещению плунжером материала через матрицу и созданию желаемого рисунка по мере поворота плунжера. Косвенное выдавливание обычно используется для менее сложных или замысловатых рисунков.
- Однако оба метода имеют свои плюсы., и Прямые и Косвенные методы могут служить разным целям. Следует отметить, что свойства экструдированных материалов, их форма и сложность, и даже эффективность производства определяют наилучший метод.
Следует подчеркнуть, что решение о прямой или непрямой экструзии определяется такими факторами, как ожидаемые характеристики конечного продукта, свойства исходных материалов и особые требования к производству. Также желательно поговорить со специалистами по экструзии и обдумать требования вашего приложения. Это может существенно помочь в выборе оптимального подхода для достижения оптимальных результатов.
Чем экструзия алюминия отличается от других процессов?

Процесс экструзии алюминия
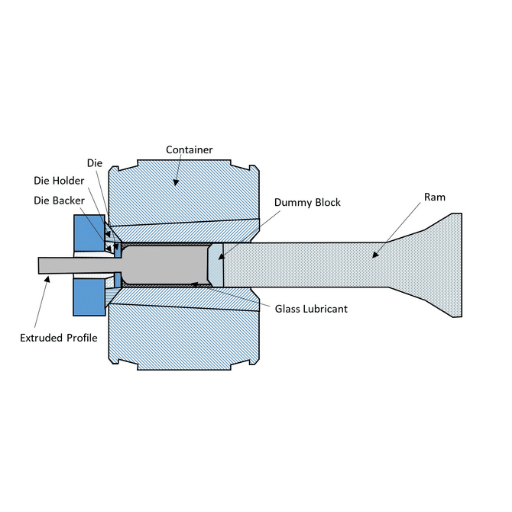
Метод экструзии металла, который является специфическим для алюминиевой металлургии, включает механическую или гидравлическую силу для сжатия алюминиевых болтов против матрицы, чтобы придать им желаемую форму. Этот процесс использует преимущества характеристик алюминия, которые являются его низкой температурой плавления и легкой деформацией, чтобы сделать сложные профили с точными размерами. Первый шаг включает нагревание алюминиевого болта для подготовки к матрице в экструзионном прессе, где куется фасонный болт. Объединенные алюминиевые профили могут быть кондиционированы или покрыты для удовлетворения требуемых потребностей. Такой метод выгоден, поскольку он точный, гибкий и недорогой, поэтому он широко применяется в областях строительства, автомобилестроения, аэрокосмической промышленности и потребительских товаров.
Преимущества процесса экструзии алюминия в промышленности
Применение экструзионный алюминий процесс в промышленных процессах бесчисленное множество. Можно сказать, что этот метод производства применяется в строительной промышленности, автомобилестроении и аэрокосмической промышленности, среди прочих. Строительство: алюминиевые профили используются в широком спектре отраслей, таких как оконные рамы, навесные стены, двери и другие подобные структурные элементы. Тот факт, что алюминий относительно легкий, но прочный и долговечный, позволяет создавать красивые, гладкие и энергоэффективные системы для зданий.
- Автомобили: В автомобильной промышленности алюминиевые профили играют ключевую роль в производстве легких деталей, которые снижают расход топлива и выбросы углерода. Области применения включают в себя конструкции шасси, теплообменники, каркасы сидений и системы управления столкновениями.
- Aerospace: Алюминиевые профили имеют потенциальное применение в аэрокосмическом секторе, где они используются для деталей конструкции самолета, таких как конструкции крыла и фюзеляжи, а также для внутренней отделки салона. Высокое отношение прочности к весу и коррозионная стойкость алюминия делают его очень полезным материалом в экономичном аэрокосмическом производстве.
- Потребительские товары: Алюминиевые профили также используются для производства различных приборов, мебели, спортивных товаров и электронных товаров. Возможно производить алюминиевые профили с очень сложными формами и контролем размеров, что привлекает клиентов и производителей в этой области.
Эти отрасли промышленности получат значительную выгоду в плане гибкости дизайна, экономической эффективности, коррозионной стойкости, возможности вторичной переработки и создания сложных форм с жесткими допусками за счет использования алюминиевой экструзии. Эти преимущества и адаптивность алюминия делают экструзию лучшим средством для удовлетворения различных требований различных отраслей промышленности.
Какие переменные определяют степень экструзии и качество продукции?
Коэффициент экструзии и его влияние на свойства продукта
Как специалист по экструзии алюминия, я могу с уверенностью сказать, что коэффициент обжатия поперечного сечения является одним из важнейших факторов, поскольку он также определяет свойства конечного продукта. Коэффициент экструзии, который рассчитывается путем определения площади поперечного сечения заготовки и деления ее на площадь отверстия в матрице, влияет на поток материала, внутренние силы и пустоты, присутствующие в заготовке открытой формы.
Увеличение коэффициента экструзии повышает механические свойства элемента, такие как его прочность и структурная целостность – такие результаты обусловлены тем, что при более высоком коэффициенте экструзии материал достигает большей плотности при продавливании через форму, поскольку его микроструктура становится однородной. Увеличение коэффициента экструзии делает обработку более точной с более жесткими допусками, что, в свою очередь, обеспечивает однородное качество конечного продукта.
Однако при оценке того, какое соотношение экструзии определить, следует отметить, что следует поддерживать оптимальный диапазон. Было отмечено, что чрезвычайно высокое соотношение приводит к прогибу матрицы, силам экструзии и более высоким требованиям к энергии. С другой стороны, соотношение экструзии ниже требуемого значения приведет к отсутствию достаточного количества пластической деформации, что неблагоприятно, поскольку приводит к грубой сортировке поверхности заготовки и ее механической слабости.
Наконец, соотношение экструзии должно быть скорректировано в соответствии с экструзионными свойствами, которых производитель стремится достичь. Таким образом, производитель добьется точной размерной точности, соответствующей механической прочности и, что самое главное, качества продукции.
Очевидно, что скорость влияет на результаты, получаемые при выдавливании объектов.
Установлено, что скорость является одним из важнейших факторов при изготовлении экструдированного объекта. Ввиду своей актуальности, вот некоторые ключевые вопросы, которые вызывают беспокойство при обсуждении этих тем.
- Поток материала и давление экструзии: Также важно контролировать поведение потока материала в матрице и давление, возникающее из-за закрытия матрицы во время экструзии. В большинстве случаев материал вытекает с большей скоростью и требует большего давления для его продавливания через матрицу при высоких скоростях экструзии.
- Теплопередача и охлаждение: Чем выше скорость экструзии, тем выше скорость, с которой материал охлаждается после выхода из матрицы. Такая тенденция может быть неидеальной, поскольку материал, охлажденный при более низкой температуре, содержит более тонкую структуру внутри металлического кристалла, что означает, что объединение нескольких свойств в микромасштабе будет намного сильнее.
- Качество поверхности: Таким образом, можно сделать вывод, что требования к поверхности экструдируемого продукта должны также определять скорость, с которой происходит экструзия. Например, более низкие требования к поверхности потребуют более низкой скорости, несмотря на плавную экструзию.
- Размеры и допуски продукта: Из вышесказанного ясно, что скорость экструзии может влиять на точность измерений и допуски экструзионных продуктов. Более высокие скорости экструзии приводят к лучшей точности размеров, более высоким допускам и повышению качества продукта. Однако необходимо учитывать требования конкретного продукта и устанавливать оптимальную скорость, чтобы гарантировать, что размерные данные достаточны.
Другое соображение касается скорости экструзии, и ее необходимо рассматривать в контексте других параметров и свойств материала. Поэтому процессы экструзии должны быть оценены в полной мере и оптимизированы несколько параметров, в частности, для получения ожидаемых результатов.
Обеспечение максимальной точности шероховатости поверхности экструдированных изделий
В случае экструзии необходимо учитывать множество факторов для достижения желаемого оптимального улучшения поверхности, и одним из этих факторов является скорость экструзии; этот параметр может определять качество поверхности конечного продукта. Поэтому достижение надлежащей скорости экструзии является обязательным условием для гарантии по крайней мере приемлемого качества поверхности.
Установлено, что скорость экструзии влияет на степень гладкости поверхности; более высокие скорости повышают гладкость в ходе процесса. Однако важно избегать очень высоких значений, которые могут привести к дефектам поверхности. Использование правильной скорости экструзии позволяет достичь уровня текстуры поверхности, который ожидают получить клиенты.
Скорость экструзии зависит от других условий процесса и свойств материала. Следовательно, для того, чтобы процесс экструзии достиг поставленных целей, требуется глубокое понимание процесса и манипулирование различными параметрами, задействованными в обработке.
Связывая скорость экструзии с характеристиками конкретного продукта, который должен быть произведен, он обеспечивает выполнение требуемой шероховатости поверхности экструдированных продуктов. Это повышает общее качество продукта, чтобы соответствовать стандартам качества клиентов и данной отрасли, особенно для экструдатов, изготовленных этим методом.
Часто задаваемые вопросы (FAQ):
В: Что вы знаете о процессе экструзии и каково его значение для производства?
A: Согласно ExtruTech International, экструзия — это формирование оттиска на материале путем его продавливания через матрицу. Этот процесс применяется, в частности, в производстве многих пластиковых и алюминиевых изделий, где он помогает формовать непрерывные структуры, такие как трубы, листы и т. д., которые формируются в матрице.
В: Чем экструзия пластика отличается от экструзии алюминия?
A: В отличие от экструзии алюминия, алюминиевые материалы предварительно нагреваются, а затем последовательно продавливаются через матрицу для получения более прочных профилей. В первой категории, экструзии пластика, сырье, такое как гранулы, расплавляется и продавливается через матрицу с помощью экструдера.
В: Какую роль, по вашему мнению, играет экструдер в процессе экструзии?
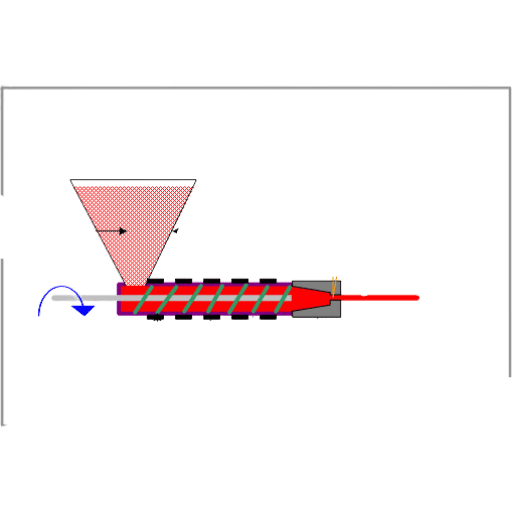
A: Экструдер является самой важной частью экструзионного оборудования, поскольку он позволяет проталкивать или протягивать материал через матрицу. Обычно он имеет систему шнеков, которая поддерживает перемещение и форму материалов, что является основными требованиями в процессах экструзии алюминия и пластика.
В: Можете ли вы описать работу и применение двухшнековой экструзии?
A: При двухшнековой экструзии два взаимозацепляющихся шнека внутри экструдера используются для эффективного смешивания и жевания материала. Этот метод часто используется в сложных формулах и в областях, где есть смесь пищевых продуктов и фармацевтических препаратов и требуется больше смешивания и сдвига.
В: Что такое гидростатическая экструзия и чем она отличается от обычной экструзии?
A: Гидростатическая экструзия, если говорить простыми словами, это метод формовки металла, при котором металлы подвергаются сжимающему воздействию жидкости под высоким давлением, прежде чем их продавливают через матрицу. Эта процедура имеет меньшее трение и напряжение сдвига, чем обычный метод.
В: Каковы преимущества экструзии профилей в производственном секторе?
A: Экструзия профилей используется, когда требуется массовое производство сложных форм с однородностью по длине, что требует очень жестких допусков. Этот режим обработки идеально подходит для отраслей, где требуется массовое производство оконных рам, автомобильных деталей и т.п.
В: Каково сравнение теплой экструзии с другими формами экструзии, такими как холодная и горячая экструзия?
A: Материал, обработанный методом теплой экструзии, находится посередине между комнатной температурой и температурой плавления, что обеспечивает повышенную пластичность и более легкую формовку, чем при использовании методов холодного или горячего прессования, особенно для металлов.
В: Каким образом принципы экструзии реализованы в 3D-принтерах?
A: 3D-принтеры сначала нагревают термопластичную нить, пропускают ее через сопло, а затем используют ее для добавления слоев, чтобы сформировать 3D-форму. Аддитивное производство продвинулось вперед и стало критически важным для быстрого и индивидуального производства деталей.
В: В каких случаях литье под давлением решительно заменяет экструзию?
A: Этот метод обычно применяется, когда компоненты с деталями и точными геометрическими формами должны быть изготовлены в небольших количествах. В то время как производство ряда экструдированных изделий, таких как трубы или профили, является экономически эффективным, литье под давлением используется для изготовления ряда различных компонентов и деталей.
Справочные источники
- Аддитивное производство на основе экструзии:
- Обзорная статья Тернера и др. (2014) [(TУрнер и др., 2014, стр. 192–204)] систематически проанализировал литературу по проектированию процесса и математическому моделированию моделирования методом послойного наплавления (FDM) и аналогичных процессов аддитивного производства на основе экструзии, которые являются фундаментальными производственными технологиями. Были описаны ключевые элементы процесса экструзии, включая механизм подачи материала, ожижитель и сопло для печати. Были рассмотрены модели для оценки крутящего момента двигателя, мощности, теплового потока, сдвига и падения давления.
- Го и др. (2020) [(Го и др., 2020, стр. 113–133)] рассмотрели механические свойства полимерных материалов, изготовленных методом аддитивного производства с использованием экструзии материалов. Они объединили данные о свойствах растяжения, сжатия, изгиба, межслойных, усталостных и ползучих свойств и обсудили влияние параметров печати на анизотропию.
- Алтыпармак и Эрбиль (2021 г.) [(Тюмер и Эрбиль, 2021)] рассмотрели химию, свойства и методы приготовления композитов PLA, используемых в качестве сырья в экструзионной 3D-печати. Они также обсудили применение композитов PLA в различных областях, включая биомедицину, тканевую инженерию и интеллектуальный текстиль.
- Экструзия термопластичных материалов:
- Левандовски и Вильчинский (2022) [(Левандовски и Вильчинский, 2022 г.)] рассмотрел моделирование двухшнековой экструзии полимерных материалов, включая глобальный подход к моделированию процесса, моделирование вычислительной гидродинамики, оптимизацию и масштабирование.
- Барлетта и др. (2024) [(Барлетта и др., 2024)] представил критический обзор процесса переработки расплава биоразлагаемого поли(бутиленсукцината) (PBS), охватывающий влияние параметров обработки на свойства материала.
- Чэнь и Манонукюль (2023) [(Чен и др., 2023, стр. 511–536)] рассмотрели последние разработки в области биочернил и биоматериальных решений для экструзионной биопечати, уделив особое внимание синтезу биочернил, их характеристике и влиянию свойств биочернил на процесс печати.
- Биопечать на основе экструзии:
- Кук и Розенцвейг (2021) [(Кук и Розенцвейг, 2021)] представлен обзор важных реологических параметров биочернил и методов оценки пригодности для печати, а также влияние реологии биочернил на жизнеспособность клеток.
- Джиллиспи и др. (2020) [(Джиллиспи и др., 2020)] рассмотрели меры, используемые для оценки пригодности к печати биочернил, полученных методом экструзии, подчеркнув необходимость совершенствования методов оценки и стандартизации.
- Малекпур и Чен (2022) [(Малекпур и Чен, 2022)] проанализировали литературу по пригодности к печати и жизнеспособности клеток при экструзионной биопечати, подчеркнув использование экспериментальных, вычислительных и машинно-обучающих подходов.
- Экструзия
- Металл






