



雷射切割有機玻璃:設定、邊緣品質和設備選擇的完整指南
無論你稱之為有機玻璃、壓克力或聚甲基丙烯酸甲酯,在加工車間,雷射切割有機玻璃的速度、清潔度和精度都幾乎優於其他任何塑膠。問題在於,幾乎所有鑄造與擠壓製程的差異、煙霧處理方面的疏忽,以及金屬切割中常見的「增加空氣輔助」等做法,都會破壞有機玻璃最根本的特性——光學透明度,而這正是其價值所在。本指南匯集了波長物理學、符合美國職業安全與健康管理局 (OSHA) 標準的安全數據、真實的車間環境,以及一些在商業導向型搜尋引擎結果頁面 (SERP) 上鮮少提及的、反直覺的邊緣品質優化技巧。
快速規格:雷射切割有機玻璃概覽
快速規格
| 最佳雷射類型 | 10.6 μm (10,640 nm) 處的 CO₂ — 密封玻璃管或射頻激勵 |
| 推薦表格 | 澆鑄壓克力(PMMA)適用於透明切割;擠出壓克力適用於預算有限的項目。 |
| 實用厚度 | 在 60–150 W 系統中,單次加工厚度可達 1.5 毫米至 25 毫米。 |
| 啟動設定(60 瓦,6 毫米鑄件) | 12 毫米/秒,80% 功率,聚焦到片材上 3 毫米處,1.5–2.5 毫米氣輔噴嘴 低 |
| 典型切縫寬度 | 0.1–0.3 mm — 過盈配合時 CAD 幾何圖形偏移半切口 |
| 煙霧暴露限值 | OSHA PEL 100 ppm 甲基丙烯酸甲酯(8 小時時間加權平均值)-需主動萃取 |
| 絕不切割 | 聚氯乙烯(釋放氯化氫氣體)、聚碳酸酯(易燃並產生煙塵)、ABS(含微量氰化物) |
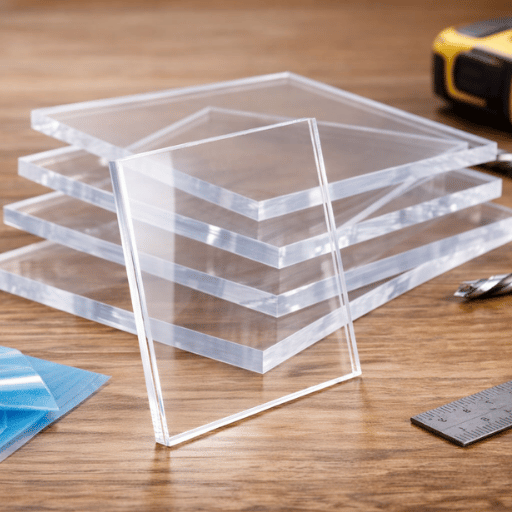
什麼是有機玻璃?為什麼材料種類對雷射切割很重要?

有機玻璃(Plexiglas)是一個品牌名稱;所有有機玻璃、盧西特(Lucite)、珀斯普雷斯克(Perspex)和亞克力(Acrylite)板材的底層聚合物都是相同的:聚甲基丙烯酸甲酯(PMMA),分子式為(C₅H₈O₂)ₙ,CAS號為901114-711。三個不同的品牌名稱,但化學成分相同。這一事實解答了每個搜尋結果中都會出現的問題:「有機玻璃和壓克力有什麼區別?」實際上,兩者沒有區別——區別在於下游,即PMMA顆粒加工成板材的生產過程。
PMMA之所以適用於雷射切割,是因為它具有三個可測量的特性。首先,根據已發表的材料數據,無規PMMA的玻璃化轉變溫度約為105°C,而商用等級的玻璃化轉變溫度範圍為85-165°C。 PMMA參考頁低玻璃化轉變溫度(Tg)意味著切割區域幾乎瞬間熔化並重新流動,從而形成壓克力獨特的亮澤邊緣。其次,其密度為1.17–1.20 g/cm³,約為同等厚度玻璃的一半,這也是顯示器、標誌和機器防護罩幾十年前就改用PMMA的原因。第三,3毫米厚的壓克力板可見光透過率可達92%,但相同厚度的板材在遠紅外線波段具有很強的吸收性。正是這種不對稱性使得10.6微米的二氧化碳雷射器能夠乾淨俐落地切割有機玻璃,而450奈米的二極體雷射器卻能直接穿透它。
知道了 PMMA聚合物化學 品牌名稱背後的意義會影響你對作業的具體要求。後續的決策——澆鑄與擠出、二氧化碳雷射與二極管雷射、設定、邊緣品質、安全性——都取決於聚合物本身,而不是保護膜上的商標。
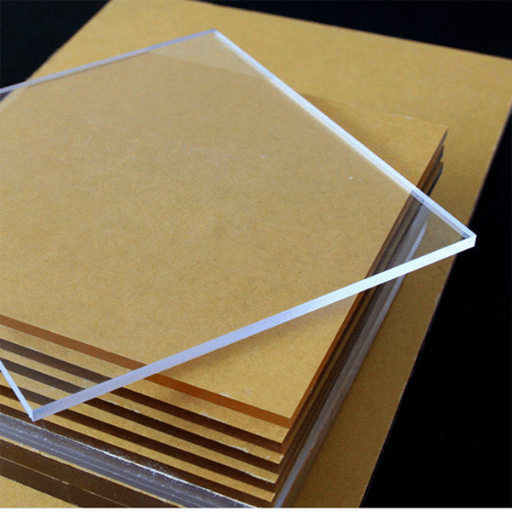
澆鑄壓克力與擠出壓克力:雷射切割的關鍵選擇
兩種材料都是聚甲基丙烯酸甲酯(PMMA),但由於聚合物鏈的形成方式不同,它們在雷射光束下的表現也不同。澆鑄丙烯酸樹脂被澆注在兩個扁平的玻璃模具之間,並在數小時或數天內緩慢聚合。結果是:分子量分佈更高更寬——數百萬克/摩爾——並且這種長鍊網絡在雷射切割時會乾淨利落地熔化並重新形成火焰拋光錶面。擠出丙烯酸樹脂則是透過加熱的模具以連續長度擠出成型。其鏈更短且更均勻(約150,000克/摩爾),因此當擠出片材遇到雷射光束時,它往往會軟化、輕微變形,並留下更粗糙的邊緣。
實際上,大多數加工商最關心的比較是:邊緣品質、雕刻清晰度、成本和一致性。
| Property | 澆鑄丙烯酸(GS) | 擠出壓克力(XT) |
|---|---|---|
| 製造業 | 玻璃板間細胞澆鑄 | 透過模頭連續擠壓 |
| 分子量 | >1,000,000克/摩爾 | ~150,000克/摩爾 |
| 雷射切割邊緣 | 晶瑩剔透,火焰拋光 | 略帶霜狀,偶有波紋 |
| 雕刻飾面 | 明亮的磨砂白色對比 | 對比度較低,會熔化而不是汽化 |
| 頻率設定(CO₂) | 可耐受 5,000–20,000 Hz 的頻率 | ≤5,000 Hz 以避免熔化回流 |
| 厚度均勻性 | 整張紙的誤差為±10%。 | ±5%(更緊密-擠壓優勢) |
| 價格 | 參考價 | 低約 30–50% |
澆鑄優先原則:如果切割邊緣會外露——例如展示面板、零售標誌、發光字、導光管——務必選擇澆鑄工藝。只有在邊緣會被隱藏、預算緊張或您確實想要磨砂雕刻效果時,才考慮擠壓成型。這項選擇比您指定的任何其他工藝都能最大程度地減少壓克力專案的返工。
歐洲的供應商通常將鑄造標記為 GS 並擠壓成 XT因此,無論遮蔽紙上的品牌是什麼,都會擠出標有「Plexiglas XT」的板材。在對光學透明度要求較高的板材進行報價之前,請務必查看工廠證書上的等級代碼。
哪種雷射可以切割有機玻璃?二氧化碳雷射、光纖雷射還是二極體雷射?
亞克力可以雷射切割嗎?這是一個陷阱問題,因為它完全取決於雷射的波長。 PMMA 對大多數可見光和近紅外光是透明的,而遠紅外光譜則完全被阻擋。雷射光束是被板材內部的熱量吸收,還是直接穿透板材,完全取決於雷射的波長以及該波長下的摩爾吸收係數。
An PubMed收錄的光吸收研究 在 10.6 μm 的 CO₂ 波長下,測得 PMMA 的體相吸收係數為 α ≈ 502 cm⁻¹-該值非常高,以至於幾乎所有光束能量都被切割區域的前幾微米所吸收。相較之下,同樣的塑膠在 3 mm 厚時會透射約 92% 的可見光光子,這就是為什麼看似透明的薄片在螢光燈下看起來就像一塊玻璃板,並且在藍光二極管雷射照射下根本無法切割的原因。
| 激光類型 | 波長 | PMMA行為 | 判決書 |
|---|---|---|---|
| 二氧化碳(密封或射頻) | 10.6μm | 強吸收(α ≈ 502 cm⁻¹),汽化乾淨 | ✔ 最佳選擇-透明和彩色,最大直徑 25 毫米 |
| 光纖 | 1.06μm | 光束傳輸時吸收極小;熱量最終到達透鏡,而不是工件。 | ✘ 避免-有光學元件損壞的風險 |
| 二極體(藍色) | 450納米 | 透明PMMA透光率約92%;不透明/黑色PMMA表面會吸收光線。 | ⚠ 僅限不透明、慢速、多遍掃描 |
| 二極體(紅外線輔助混合型) | ~1064 nm + 可見光 | 透明PMMA也存在同樣的纖維狀透明度問題。 | ✘ 不適用於清晰的切割 |
為什麼二極體雷射無法切割透明壓克力?
藍色二極體雷射的工作波長接近 450 奈米,位於可見光譜的深處,而壓克力材料正是在這個波長範圍內被製造出來,使其具有理想的透明性。只有當雷射被吸收時,能量才會轉化為熱能。 r/lasercutting 論壇上的用戶經常反映,無論使用何種速度和切割次數,10 瓦和 20 瓦的藍色二極管激光器都無法在透明亞克力板上劃出痕跡,但當他們更換為其他類型的激光器時,卻能立即成功切割。 二氧化碳與二極體的比較 對於業餘愛好者來說,一個權宜之計是用啞光黑漆或犧牲卡片遮蓋板材背面,以便光束有地方釋放能量——但這會增加清理步驟,而且很少能帶來當初選擇PMMA材料時所期望的光學質量優勢。
光纖雷射可以切割有機玻璃嗎?
光纖雷射的工作波長為 1.06 μm,專為金屬設計,因為金屬的吸收係數較高。而 PMMA 在 1.06 μm 波長下會透射大部分入射能量,即使發生反應,由於表面沒有吸收層,反應深度也難以控制。實際結果是切割件切得不完整,內部出現熔化的空腔,並伴有煙霧痕跡,而且未吸收的光束極有可能聚焦到切割頭的保護透鏡上——這是一種代價高昂的故障模式。對於壓克力加工,建議使用 CO₂ 雷射器,例如那些專為壓克力加工而設計的雷射。 工業二氧化碳雷射系統 而不是重新利用光纖切割機。
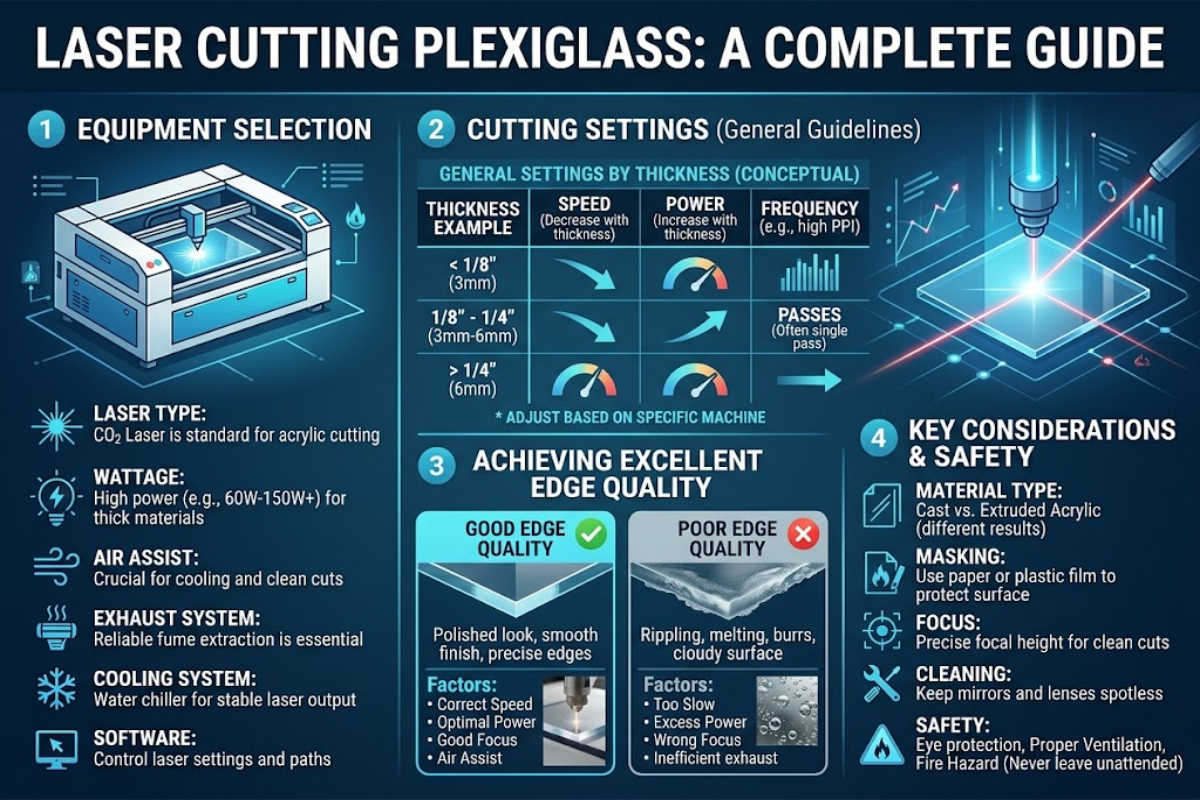
雷射切割設定:功率、速度和聚焦(按厚度調整)
雷射管功率和板材厚度決定了加工範圍;速度和聚焦則用於微調結果。根據製造商指南(例如 Trotec、Epilog、OMTech 和 xTool),單次切割時,10 瓦雷射功率對應 1 毫米厚的壓克力板材是一個不錯的經驗法則。這意味著 60 瓦雷射管可以輕鬆切割 6 毫米厚的板材,而 100 瓦雷射管可以輕鬆切割 10 毫米厚的板材。以下數值僅供參考;每台機器、每個透鏡和每批板材都會略有不同。在正式生產之前,建議先用廢料進行小規模測試。
| 厚度 | 40瓦管 | 60瓦管 | 100瓦管 | 150瓦管 |
|---|---|---|---|---|
| 3毫米鑄件 | 25 毫米/秒,80%,1 次通過 | 35 毫米/秒,65%,1 次通過 | 55 毫米/秒,50%,1 次通過 | 80 毫米/秒,40%,1 次通過 |
| 6毫米鑄件 | 8 毫米/秒,95%,1 次通過 | 12 毫米/秒,80%,1 次通過 | 25 毫米/秒,65%,1 次通過 | 40 毫米/秒,55%,1 次通過 |
| 10毫米鑄件 | 3 毫米/秒,100%(兩次通過) | 6 毫米/秒,95%,1 次通過 | 12 毫米/秒,80%,1 次通過 | 20 毫米/秒,70%,1 次通過 |
| 12毫米鑄件 | 不建議 | 3 毫米/秒,100%(兩次通過) | 8 毫米/秒,90%,1 次通過 | 15 毫米/秒,75%,1 次通過 |
| 19毫米鑄件 | 不建議 | 不建議 | 3 毫米/秒,100%,兩次通過 | 6 毫米/秒,95%,1 次通過 |
| 25毫米鑄件 | 不建議 | 不建議 | 兩次傳球,速度較慢 | 3 毫米/秒,100%,1 次通過 |
有三個參數與上述板材參數同樣重要。首先,將聚焦深度設定為板材厚度的一半左右——即 6 毫米,也就是在頂面下方 3 毫米處,而不是在頂面上——這樣光束腰部就能位於切割面的中心,切縫也能保持平行。其次,根據板材厚度選擇合適的焦距鏡頭;一位 Trotec 的高級應用工程師在 r/lasercutting 論壇上指出,對於 19 毫米及以上的板材,使用 2.5 英寸或 4 英寸焦距的鏡頭比默認的 1.5 英寸焦距鏡頭效果更好,否則光束會在到達切割面底部之前發散。最後,關於頻率參數,OMTech 的技術指南規定,澆鑄 PMMA 的頻率範圍為 5,000-20,000 Hz,而擠壓 PMMA 的頻率應保持在 5,000 Hz 或以下,以防止脈衝重疊導致熔回。
📐 工程筆記 — 切口補償在鑄造PMMA上測量的CO₂切割寬度通常在0.10-0.30毫米範圍內,具體數值取決於燈管功率、透鏡焦距和輔助壓力。對於互鎖接頭、槽寬和卡扣配合,刀具路徑中CAD幾何圖形的偏移量應為半個切割寬度;對於只需直接插入的零件,通常直接使用標稱尺寸即可。在大量生產之前,務必切割一個5毫米的測試樣品,並用遊標卡尺進行測量——同樣的刀具路徑,在60瓦玻璃燈管和60瓦射頻激勵燈管上切割,切割寬度可能會相差0.05毫米。
如何用雷射切割壓克力而不熔化它
有機玻璃邊緣熔化是散熱問題,而非電力問題。解決方法:降低輔助氣體壓力(或完全關閉-請參閱下一節),將焦點對準板材內部而非表面,並選擇一次高功率掃描,而不是多次低功率掃描,因為低功率掃描會導致切割邊緣再次加熱。如果板材仍然熔化,通常是由於透鏡髒污或光路不匹配導致能量偏離軸線;使用蘸有異丙醇的無絨棉籤清潔光學元件,並在增加功率之前進行對準檢查。
打造火焰拋光刀刃:反直覺的刀刃品質提升秘訣

用二氧化碳雷射切割有機玻璃最棒的地方在於:切割邊緣會自動拋光。在切縫壁處的聚甲基丙烯酸甲酯(PMMA)熔化後,表面張力使其回流,裸露的表面冷卻後形成類似火焰拋光的光澤——前提是工藝設置不會破壞這種光澤。生產車間裡大多數關於邊緣品質的投訴都源自於一個錯誤:像處理金屬薄板一樣處理壓克力板。
“氣輔量應該盡量少,因為它容易導致邊緣結霜。”
—— Trotec公司的應用工程師Laser Dave在r/lasercutting論壇上提出的建議
正是這一點解釋了為什麼搜尋引擎結果頁面 (SERP) 上經常充斥著「我按照說明操作了,但邊緣卻是白色捲曲的」這類抱怨。高壓空氣輔助冷卻切縫壁的速度如此之快,以至於聚合物(實際上是碳氫化合物分子)的表面張力無法使其流動並平滑表面,就凍結成類似冰的微粗糙網。在可焊接金屬的焊接過程中——也就是用噴燈以 6-15 巴的壓力不斷吹入氧氣或氮氣,將熔池中的熱熔渣吹走——這個流量至關重要。
對於不透明的PMMA材料,這種工藝會造成破壞。目前標準的三階段製程是:0-1.5巴關閉,用於持久的火焰拋光;1.5-2.5巴保持燃燒,排出煙霧,且不會損傷表面;2.5-4巴僅適用於擠壓成型和著色的材料,因為這些材料的邊緣已經受損。
- 指定使用澆鑄壓克力-擠出壓克力無論設定如何,切割面都會出現磨砂效果。
- 將對焦深度設定為紙張厚度的約 1/2,而不是設置在表面上。
- 關閉空氣輔助功能,或設定為仍能清除鏡頭煙霧的最低水準。
- 撕掉底部的紙質保護膜。保留頂部的紙質保護膜以便搬運。
- 一次高功率切割即可完成;切割次數過多會導致切縫過熱,並使拋光效果變差。
- 使用下吸式或後向式工作台;不要將廢氣向下吹到工件上。
- 夾具與工件之間至少保持 2-3 毫米的距離,以防止機械應力導致的白化現象。
這七條規則能讓預設的雷射切割出無需火焰拋光的光滑邊緣。這就是零件在包裝盒裡和在工作台上的差別。
安全須知:煙霧、火災以及為何絕對不能切割PVC或聚碳酸酯
有機玻璃雷射切割產生的煙霧雖然令人不適,但特性已得到充分研究,存在暴露限值,且控制措施也很簡單——前提是錯誤的材料不會進入切割台。更大的安全隱患並非PMMA本身,而是那些容易被誤認為是PMMA的類似板材。
當用雷射切割聚甲基丙烯酸甲酯 (PMMA) 時,聚合物會逆向解聚成單體甲基丙烯酸甲酯 (MMA),以及二氧化碳、水蒸氣、一氧化碳和微量甲醛。 美國職業安全與健康管理局 (OSHA) 關於甲基丙烯酸甲酯的化學品資料表 建議八小時輪班期間的平均容許暴露限值 (PEL) 為 100 ppm,並且 NIOSH化學危害袖珍指南 建議接觸限值 (REL) 均為 100ppm。美國政府工業衛生學家協會 (ACGIH) 的規定更為嚴格,設定了… 閾值限值為 50 ppm 短期接觸濃度上限為 100 ppm。
在正常切割量下,採用封閉式機櫃,以 3-5 公尺/秒的面速進行主動抽吸,進入 HEPA 加活性碳煙囪,這三個數值都遠低於上述數值。
- 聚氯乙烯和乙烯基 — 釋放氯化氫 (HCl) 和氯氣;在第一次切割時就會腐蝕雷射管和排氣管道,然後導致操作人員中毒。
- 聚碳酸酯(PC) ——燃燒劇烈,留下黑色煙塵,由於其在 10.6 微米波長處的吸收率很低,因此很少能乾淨利落地切割。
- ABS — 釋放微量氰化氫和芳香羰基化合物
- 碳纖維複合材料 — 釋放可吸入石墨顆粒,並將碳基質降解為有害副產品
- 經過處理的木材、中密度纖維板黏合劑、乙烯基塗層織物 — 在安全資料表另有說明之前,請假定黏合劑為氯化或甲醛類。
車間常用的一種快速材料檢驗方法是:將一小塊邊角料放在熱烙鐵上,聞聞煙霧。 PMMA聞起來略帶甜味,像模型飛機膠水。 PVC聞起來像氯化游泳池的味道,煙霧刺鼻。聚碳酸酯聞起來像燒焦的頭髮。丙烯酸和PVC混淆仍然是雷射行業中最昂貴的錯誤——請參閱ud-machine.com的參考列表。 永遠不要用雷射切割的材料 以及技術比較 聚碳酸酯特性 更多背景資訊。
在設備領域,所有能夠切割壓克力的二氧化碳雷射切割機都是4級系統。 美標Z136.1-2022對於工業部署而言,這需要互鎖式外殼、光束阻擋器和指定的雷射安全員。一個正確設計的 排煙器選擇 該設備可同時處理顆粒物和甲基丙烯酸甲酯 (MMA)——常見的錯誤是設備容積過小,導致蒸汽在工作區域上方分層,即使安裝了通風管道,也會增加操作人員的暴露風險。請注意,暴露控制措施會不斷更新;在最終簽署合規文件之前,請務必向發布機構核實任何標準的最新版本。
雷射切割機、鋸床、雕刻機和數控銑床:選擇合適的切割方法
因此,雷射切割通常是正確的選擇,但並非總是如此——這取決於幾何細節、精度要求、所需的邊緣處理以及工作量。製造商的公差和表面光潔度通常可以從對比指南中得出,從而形成易於應用的方案。
| 選項 | 邊緣質量 | 典型公差 | 最適合 |
|---|---|---|---|
| 二氧化碳雷射 | 鑄件經火焰拋光 | ±0.10毫米 | 複雜形狀、孔洞、細部豐富、大量生產的零件,厚度≤25毫米 |
| 數控雕刻機(O型槽銑刀) | 乾淨的加工邊緣 | ±0.50毫米 | 較厚板材(25毫米以上),帶螺紋孔,大尺寸面板 |
| 帶有塑膠鋸片的台鋸 | 直邊加工 | ±1.00毫米 | 硬質板材的直線切割 |
| 數控銑床(立式) | 工具加工表面(可見顫紋) | ±0.05毫米 | 口袋、線頭、結構壓克力部件 |
| 得分並開球 | 粗糙,常有缺口 | ±2.00毫米 | DIY 一次性產品,尺寸≤5 毫米,無需細節 |
一條經驗法則:任何小於 3 毫米、曲面或需要打磨出可見邊緣的特徵都應使用雷射加工。任何厚度為 25 毫米或以上的零件、結構件、需要攻絲的零件或簡單的零件都可以使用銑床或銑削加工——當批量達到 50 個左右的相同鑄件(厚度為 6 毫米)時,雷射加工的單件成本將低於劃線切割或銑削加工——超過這個數量, 雷射切割材料指南 適用,而且二氧化碳系統能很快收回成本。
實際應用:標誌、顯示器、原型製作和客製化零件
應用決定板材規格,而非反之。這為您提供了五種雷射切割方案,以滿足2026年最受歡迎的應用需求。
- 零售和建築標誌:3mm-6mm 鑄造透明/彩色,可見邊緣需保持表面光澤-尺寸精度優先於光澤度。
- 銷售點展示與展示品包裝:5mm-10mm 鑄造,使用卡扣式組件;CAD 需要補償雷射切割縫隙以達到最佳貼合效果。
- 實驗室與醫療環境原型外殼:3mm-6mm 透明,窗戶與儀器的配合公差較小,鑄造造型較適合化學品成本控制。
- 設備屏蔽和檢查窗口:6mm-12mm 抗衝擊改性 PMMA,用於技術人員需要觀察危險設備的情況。
- 個人化產品與裝飾品:1.5 毫米-3.0 毫米的色彩堆疊(多層顯示),是 2026 年趨勢報告中最大的突破。
舉個簡單的例子:亞特蘭大附近的一家區域性招牌製作公司用一台100瓦的二氧化碳雷射取代了先前用於餐廳品牌重塑的200件CNC雕刻機。每件產品的切割時間從14分鐘縮短到大約4分鐘,由於雷射切割邊緣本身就具有拋光效果,因此無需後續的火焰拋光工序,而同一切割路徑上的廢品率也從18%驟降至6%以下。將亞克力切割工作轉移到公司內部,而不是外包,僅用一個客戶的訂單,11個月就收回了購買雷射的成本。
產業展望:2030年亞克力雷射切割的發展方向
未來五年設備規劃的三個相關數據來自產業機構和市場分析師。這些數據均由行業(三級)而非政府部門發布,因此僅供參考,而非精確估算。
有三項具體變化正在影響這些數據。首先:由於射頻激勵二氧化碳雷射管的電能轉換效率提高了40%,使用壽命延長了近兩倍,因此在生產規模的設備中,高功率的直流激勵玻璃雷射管正在被射頻激勵二氧化碳雷射管取代——這對任何每週運行超過20小時的工廠都至關重要。其次:客製化雷射切割進口產品(特殊活動標誌、獎品、藝術裝飾)的成長,使得市場需求從功率更大、更開放的4級工業設備轉向更小巧的盒式或無格柵式1級系統——這使得ANSI Z136.1雷射安全標準更容易被小型企業操作人員所採用。第三:注重環保的消費者正在尋找再生丙烯酸和生物基PMMA混合物;這些材料的切割方式與原生澆鑄材料略有不同,因此2026年的生產計劃應包含適度的材料認證預算。如果您正在為 2026 年及以後規劃設備,請安排對至少一種生物基 PMMA 等級進行測試切割,並使用最新的 ACGIH 指南檢查萃取率——這兩項的使用壽命都將比加工設備本身更長。
常見問題

Q:有機玻璃可以用雷射切割嗎?
看答案
Q:雷射切割的壓克力材料是否符合食品安全標準?
看答案
Q:雷射切割前需要移除遮蔽膜嗎?
看答案
Q:設計時應預留多少切縫餘量?
看答案
Q:10瓦二極體雷射可以切割有機玻璃嗎?
看答案
Q:切割一塊普通的壓克力板需要多長時間?
看答案
將壓克力切割業務納入公司內部
如果重複外包成本不斷上升或交貨週期不斷延長,那麼封閉式二氧化碳雷射在品牌推廣、展示和原型製作方面能迅速收回成本。 UDTECH 生產的數控雷射系統尺寸齊全,從適用於工業生產線的大型生產線到每月加工數百個零件的小型專業車間,都能滿足需求。
關於此分析
本指南整合了製造商技術文件(Trotec、OMTech、xTool)中的設定表、切縫寬度範圍和氣輔回饋指導,以及發表在 PubMed 上的同行評審 PMMA 吸收數據,還有 2023 年至 2026 年間從 r/lasercutting 論壇收集的用戶回饋系統數據。 OSHA、NIOSH 和 ACGIH 的暴露數據均直接引用自政府官方資源。每台機器的設定都會有所不同—在開始生產運作之前,請務必在實際板材上進行校準測試。 UDTECH 的工程團隊也進行了類似的審查。
參考文獻和來源
- 美國職業安全與健康管理局 (OSHA) 化學品資料表-甲基丙烯酸甲酯 (PEL 100 ppm) — 美國職業安全與健康管理局
- 美國國家職業安全與健康研究所(NIOSH)化學品危害袖珍指南-甲基丙烯酸甲酯 ——美國疾病管制與預防中心
- 甲基丙烯酸甲酯危害概述 — ACGIH 閾限值 50 ppm — 新澤西州衛生部知情權計劃
- PMMA在10.6 μm CO₂雷射波長下的光吸收係數 — PubMed 同儕審查索引
- 聚甲基丙烯酸甲酯-材料參考 — 維基百科
- ANSI Z136.1-2022 — 雷射安全使用 — 美國國家標準協會
- 美國職業安全與健康管理局技術手冊-第三部分,第六章:雷射危害 — 美國勞工部
- 雷射切割機市場 2026–2035 年(複合年增長率 7.6%) — 全球市場洞察產業預測
相關文章
- 2025年排名前15的CO2雷射切割機製造商 — 內部壓克力加工設備清單
- 光纖雷射與二氧化碳雷射-波長、材料、成本 — 為什麼二氧化碳仍然是塑膠問題的答案
- 完整的雷射切割材料指南 — 混合材質項目的交叉參考
- 甲基丙烯酸甲酯(PMMA)的特性 — 品牌名稱背後的化學原理
- 雷射機櫃的排煙裝置選擇 — 符合 OSHA 操作規範的尺寸
- 如何選擇用於打標、雕刻和切割的雷射功率 — 材料各方面的功率-厚度規律






