




木材雷射雕刻可在幾分鐘內將您的平板材料加工成標牌、獎品和特色禮品——最終成品是乾淨、深色且可重複,還是焦糊模糊不清,關鍵在於幾個選擇:機器等級、木材種類、功率和速度,以及深度控制。我們在這份 2026 年指南中詳細記錄了整個流程,包括公佈的價格區間、木材選擇以及來自論壇的實用技巧,這些都是商業採購指南所缺乏的。
快速規格-木材雷射雕刻概覽
| 常見雷射類型 | 二氧化碳(10.6 微米)、二極體(450 奈米)、光纖(1064 奈米) |
| 木雕所需的最低功率 | 10瓦二極體(足以用於表面標記) |
| 切割厚度 — 40 瓦封閉式二極體 | 單次加工最大厚度為 6 毫米(1/4 英吋);多次加工最大厚度為 15 毫米。 |
| 切割厚度 — 55 瓦 CO2 | 單次最大厚度 18 毫米 |
| 雕刻速度(典型值) | 300–600 毫米/秒(取決於機器) |
| 需要注意的安全等級 | 1 類封閉式(符合 ANSI Z136.1 / IEC 60825-1 標準) |
| 價格範圍(入門級→工業級) | 200 美元 → 25,000 美元以上(2026 年第一季) |
木材雷射雕刻的實際工作原理
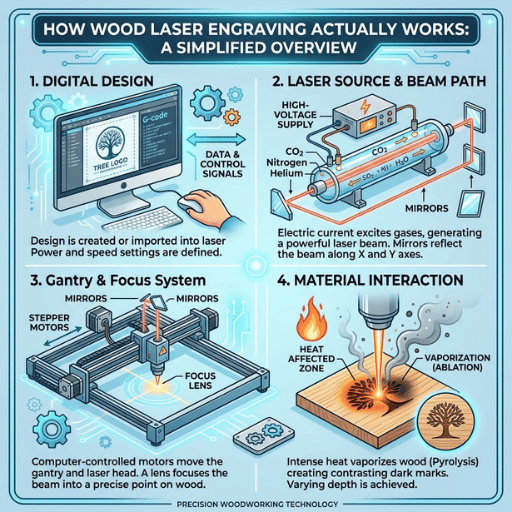
木材雷射雕刻機透過將一束聚焦光束照射到木材表面,去除木材的表層。木材吸收光子能量後,溫度會超過熱解閾值(大多數樹種約為攝氏250-300度),並根據功率、照射時間和木材的樹脂含量,原位炭化或汽化。
根據雷射波長與木材相互作用的方式,市場上主要有三種類型的雷射:
- CO2 雷射(10.6 μm,遠紅外線):木材通常能很好地吸收這種波長,切割乾淨利落,雕刻均勻一致,且耗電量相對較低。
- 二極體雷射(450 奈米,藍色):木材能很好地吸收光譜中的藍色部分;現代封閉式 40W 二極管雷射在大多數木材加工任務中,其性能已與老舊的 55-60W CO2 雷射相媲美。
- 光纖雷射(1064奈米,近紅外線):非常適合金屬加工,但木材對此波長的吸收不均勻,導致燒灼不均勻。不建議用於木材。
會聚光束的大小決定了細節解析度。一般來說,二極體雷射的聚焦光點尺寸在 0.06-0.08 毫米之間;二氧化碳雷射則為 0.10-0.18 毫米。在其他條件相同的情況下,更小的光斑意味著更精細的雕刻。這就是為什麼二極體雷射從最初的新奇小玩意兒逐漸成為精細加工的利器:二氧化碳雷射器產品曾經主導著這個市場——直到相對小型、價格低廉的二極管雷射器出現。有關術語背景,請參閱… 雷射打標和雷射雕刻的區別.
如何選擇合適的木材雷射雕刻機-購買指南

如今,關於木工雷射雕刻機的購買選擇存在更多疑問,因為性價比已經顯現:如今售價 700 美元的封閉式二極管雷射雕刻機,其性能是五年前售價 5,000 美元的二氧化碳雷射雕刻機的兩倍。選擇合適的雕刻機,關鍵在於三個因素:您的使用規模、項目尺寸以及安全方面的限制,而不是單純的功率。
| 一級 | 用例 | 等級和功率 | 價格區間(2026 年第一季度,美元) |
|---|---|---|---|
| 入門/嗜好 | 卡片、皮革製品、小禮物 | 5–10 瓦二極體(開放式或封閉式) | $ 200- $ 500 |
| 專業消費者/中小企業 | 標誌、獎項、批次個人化 | 20–40 瓦二極體 or 40–60 瓦二氧化碳 | $ 800- $ 3,000 |
| 製作 | 大容量、厚紙漿,日常使用 | 80–150 瓦 CO2(全封閉式) | $ 5,000- $ 25,000 |
| 工業/標記 | 圓柱形零件上的批次產品標記 | 40瓦+封閉式二極體+旋轉附件 | $ 3,000- $ 10,000 |
定價基於2026年第一季來自知名零售商和B2B通路的電子版市場價格。工業二氧化碳系統的差異很大,床尺寸和軟體配置也會影響價格。
一台木材雷射雕刻機多少錢?
說實話,這次的情況實屬罕見,市場底線雖然下降了,但上限卻依然保持良好:現在市面上確實有一款不錯的入門級機器,售價在 200 到 500 美元之間——它採用封閉式設計,符合 1 類安全標準,配備 5-10W 的二極管激光器和實用的軟體。而適用於大多數標誌和個性化定制的封閉式 20-40W 二極管激光器的價格則在 800 到 2,000 美元之間:五年前的家用機器和工業級 80-150W CO02 生產機器的價格仍然高達 5,000 到 25,000 美元,這足以保護行業參與者。產業分析師認為,木材雷射雕刻機市場… 2026年為4.14億美元,預計到2033年將達7.00億美元。 — 年複合成長率為 7.8%:此成長主要來自專業消費者類別,因此 500 美元至 3,000 美元的價格區間最具競爭力。
雕刻木頭需要多大功率的燈?
對於大多數軟木和薄(3毫米以下)硬木的標記,10瓦二極管燈即可滿足需求;但前提是你要耐心等待。對於椴木或輕木(厚度小於3毫米)的淺切,10瓦燈也能用,只是速度較慢。而對於6毫米(1/4吋)膠合板(最常用的工程材料)的穩定切割,40瓦封閉式二極體燈一次即可完成,而55瓦二氧化碳燈一次就能切割到18毫米。
再深一些,就需要用到 80-150 瓦的二氧化碳燈了。請在我們的指南中詳細比較不同功率等級。 如何選擇用於打標、雕刻和切割的雷射功率並對其有較好的了解 20W 和 30W 雷射打標機的區別 關於標記與雕刻的難題。
📐 工程筆記 — 1 類安全
根據以下規定,核實是否有「1類雷射產品」標籤: 美標Z136.1 (美國)或 IEC 60825-1 (國際)。根據 威斯康辛大學環境、健康與安全指南1 類雷射切割機是指其外殼能夠防止人員在正常操作期間暴露於雷射光束的切割機。開放式二極體雕刻機(光束路徑內通常為 4 類雷射切割機)需要專用護目鏡和互鎖式工作區域,這顯著增加了操作成本和複雜性。 OSHA雷射危害標準索引 以及 麻省理工學院環境健康安全雷射切割機指南 兩者都將封閉式 1 類視為非研究應用的實際預設選項。
用於木材加工的二氧化碳雷射、二極體雷射和光纖雷射。
「哪種雷射最適合木材加工」這個問題已不再是老生常談。直到2022年左右,二氧化碳雷射一直是任何嚴肅木工專案的最佳選擇。而2023-2024年推出的新型40瓦封閉式二極體雷射則至少在18毫米以下厚度的木材加工方面證明了這一點。
以下是這三種木材目前在木材利用的比較:
| 屬性 | CO2 | 二極管 | 光纖 |
|---|---|---|---|
| 波長 | 10.6 微米 | 450 奈米(藍色) | 1064納米 |
| 最大木材切割量(單次切割) | 18 毫米,功率 55 瓦;25 毫米以上,功率 100 瓦 | 6 毫米,40 瓦;15 毫米多程 | 不建議 |
| 雕刻細節 | 良好——光斑尺寸為 0.10–0.18 毫米 | 極佳——光斑尺寸為 0.06–0.08 毫米。 | 木材方面表現不穩定 |
| 燈管/光源壽命(典型值) | 2,000–10,000 小時(玻璃管) | 10,000+ 小時(固態) | 100,000+ 小時 |
| 上市價格(2026 年第一季,美元) | 1,500-5,000美元(40-60瓦) | 200-1,500美元(5-40瓦) | $ 3,000- $ 8,000 |
| 最適合木材 | 生產,厚庫存 | 嗜好,SMB,精細細節 | 避免用於木材 |
一直以來流傳著這樣一種說法: “二極體雷射其實無法切割木材” 雷射切割技術可以追溯到早期的5-10瓦開放式框架雷射切割機。 Reddit的r/lasercutting論壇顯示,從業者通常使用40瓦二極管雷射單次切割6毫米厚的硬木,多次切割15毫米厚的硬木——由於光斑尺寸較小,切割邊緣比同等低端的二氧化碳雷射切割系統更加乾淨利落。如今,二氧化碳雷射切割的優勢主要體現在切割厚度超過18毫米以及工業級生產規模。
要了解相關技術的更多背景信息,請參閱 雷射的類型及其應用 以及 光纖激光器與CO2激光器.
木刻(烙畫)與雷射雕刻-各有千秋
烙畫使用加熱的金屬筆尖直接壓在木頭上。這種方法速度很慢,需要手工操作,並且能保留手繪的質感,因此消費者願意在精品店裡花高價購買。雷射雕刻的速度比烙畫快50到200倍,可以大量生產,每次都保持一致的圖案,而且能處理比烙畫精細10倍的細節。
巧妙的折衷方案:烙畫在展現真正的藝術淵源和獨特作品方面占主導地位,而雷射雕刻在任何數量、所有標誌設計以及任何具有照片級細節的項目方面都取得了勝利。
最適合雷射雕刻的木材-膠合板、中密度纖維板和硬木(包括楓木)
所有購買指南都會列出「優質」木材——但這只是答案的一半。同一種木材,有的能雕刻出清晰的紋理,有的卻會輕微燒焦,因為有三個因素比包裝盒上的標籤更重要。
💡 木材雷射匹配三角:密度 × 樹脂 × 厚度
大多數購買指南都會列出一些「好」木材——但即使是同一種木材,在一件作品上雕刻出來的效果也可能清晰銳利,而在另一件作品上卻會呈現出煙熏般的糟糕效果。有三個變數比包裝盒上的木材名稱更能可靠地預測最終結果:
- 最小密度(克/立方厘米)。密度較低的雕刻(0.30-0.50)適合在低功率水平(10-30)下進行乾淨利落的雕刻;密度較高的雕刻(0.65-0.90)每次需要更高的功率,並且預燒痕跡相對較深。
- 樹脂含量。低樹脂含量的木材(如榿木、赤楊)無論樹脂含量高低,著色效果都比較均勻;高樹脂含量的木材(如松木、雪松、新鮮橡木)無論樹脂含量高低,著色效果都相對不均勻,並且容易粘住鏡片。
- 厚度。對於藝術作品,單次切割厚度應保持在製造商規定的範圍內;對於多次切割,厚度應保持在製造商規定的範圍內;但對於表面雕刻,切勿超過製造商規定的範圍(系統深度水平將不一致)。
優質硬木(楓木、櫻桃木、胡桃木、橡木、榿木)
紋理均勻的硬木(如楓木、櫻桃木、胡桃木、榿木)雕刻出的圖案最為清晰。楓木(密度約0.65克/立方厘米)和榿木(密度約0.49克/立方厘米)因其紋理均勻且對比度高,通常是雕刻精細細節的首選;胡桃木雕刻效果極佳,但其較高的密度和單寧含量會導致較深的燒痕;櫻桃木則介於兩者之間。橡木的紋理分佈不均勻,雕刻出的線條不夠流暢,因此不適合初學者使用。
合板——樺木、松木、竹子
膠合板用途廣泛,是製作標誌的首選材料,因為其交叉層壓結構可減少翹曲並實現乾淨利落的切割。波羅的海樺木合板深受從業人員的喜愛-厚度均勻、層間空隙少、雷射響應精準。松木膠合板價格較低,但其較大的樹脂孔隙會導致灼熱痕跡難以預測。竹膠合板雕刻出的痕跡顏色更深,由於其密度較高,常用於製作高檔廚具;然而,其較高的密度也意味著需要更高的功率進行雕刻,並導致燒灼痕跡顏色更深。我們致力於… 雷射切割膠合板 本指南深入講解了膠合板的加工使用方法。
中密度纖維板-雕刻痕跡明顯,氣味黏稠
中密度纖維板 (MDF) 是最可預測的雷射加工材料,因為它表面無紋理,雕刻效果均勻一致。然而,MDF 使用的脲醛膠會產生黏稠的樹脂煙霧,這些煙霧會凝結在排煙器的過濾器上,導致過濾器過早堵塞。即使是大量加工 MDF 的從業人員,也會額外添加預過濾器。關於 MDF 的深入探討,請參閱相關子文章。 雷射切割中密度纖維板.
應避開(或謹慎接近)的樹林
- 經化學處理的木材。燃燒時會釋放含砷煙霧。請勿使用雷射切割此材料。
- 松木和雪松(尤其是新鮮的):這些物質上的樹脂堆積會導致燒灼不均勻和鏡片污染。
- 乙烯基層壓「木材」和PVC層壓板:會釋放氯化氫氣體(對機器的金屬部件具有腐蝕性,並且是致癌物)。
- 含油量高的異域硬木(柚木、紅木):燃燒不均勻;可能會刺激某些物種的呼吸道。
為了獲得除木銼以外的更廣泛的材料相容性,請參閱 所有適用於雷射切割的材料.
哪些木材適合雷射雕刻?
以下四種木材是業餘愛好者和專業人士最常使用的雷射雕刻材料:椴木、波羅的海樺木膠合板、赤楊木和楓木。它們都具有以下三個特點:密度適中(0.40-0.65克/立方公分)、樹脂含量低、紋理均勻。 2024年一項關於硬木雷射雕刻因素的系統性文獻綜述表明,紋理均勻性和密度比單純的樹種更能預測雕刻精度。對於雕刻新手,建議從工藝品零售商處購買雷射雕刻等級的椴木或波羅的海樺木膠合板——尺寸標準化帶來的設置時間節省遠比30-50%的價格差異要多。
真正有效的設定——電源、速度、軟體

木刻沒有「正確」的設置,因為功率、速度和對焦都會因機器、鏡頭和木材批次的差異而有所差異。以下表格是根據製造商提供的資料和從業者的回饋整理而成,供您參考——在正式開始製作之前,您需要根據自己的機器進行校準。
| 機器類 | 表面雕刻(椴木) | 表面雕刻(楓木) | 切割 3 毫米合板 |
|---|---|---|---|
| 10瓦二極體 | 100% / 200 毫米/秒 / 1 次通過 | 100% / 100 毫米/秒 / 1 次通過 | 100% / 80 毫米/秒 / 3 次 |
| 20瓦二極體 | 60% / 300 毫米/秒 / 1 次通過 | 75% / 200 毫米/秒 / 1 次通過 | 100% / 200 毫米/秒 / 2 次 |
| 40瓦二極體 | 35% / 400 毫米/秒 / 1 次通過 | 50% / 350 毫米/秒 / 1 次通過 | 100% / 350 毫米/秒 / 1 次通過 |
| 55–60 瓦二氧化碳 | 20% / 500 毫米/秒 / 1 次通過 | 30% / 400 毫米/秒 / 1 次通過 | 80% / 30 毫米/秒 / 1 次通過 |
設定只是起點——每台機器、每片鏡頭的年齡、每批木材都會影響最佳設定。在正式生產前,務必先進行小規模測試。
目前木刻軟體主要有兩種選擇:付費軟體 LightBurn(授權費用約 60 至 120 美元,幾乎支援所有機器)和 LaserGRBL(免費開源,僅適用於 GRBL 控制器機器)。 LightBurn 是中小型企業/專業用戶使用的理想實用標準;其影像抖動演算法在木材雕刻方面表現顯著優於其他軟體。 LaserGRBL 則適用於入門二極體雕刻機的向量雕刻和簡單的光柵掃描任務。
大多數封閉式專業級消費機器都配備自己的設計軟體;選擇繼續使用原廠應用程式和產品還是轉而使用 LightBurn,通常取決於您是否需要更高級的影像雕刻功能。
📐 工程說明 — 空氣輔助非選配配置
空氣輔助。指向切割區域施加一股壓縮空氣流,將煙霧和飛濺物吹離鏡頭和工件。如果沒有空氣輔助,煙霧會在木材表面凝結(形成黃色污漬),導致鏡頭起霧(失焦),雜質也會積聚形成燒痕。
在淺色木材上進行表面雕刻時,只需在噴嘴末端增加 3-5psi 的壓力,就能顯著提高對比。切割時,通常的壓力範圍是 20-30psi。如果您的機器沒有配備氣動輔助裝置,那麼只需花費 30 美元,就可以購買一個便宜的魚缸泵和一根小直徑的氣動管。
深度控制和暗化技術

在支援論壇中,有兩個問題一直困擾著木工愛好者群體。如何使雕刻顏色變深?
如何防止頁面上出現黑色的「焦痕」?
降低轉速並增加功率的策略雖然有效,但也存在一些問題。如果操作過火,Reddit 和其他木工愛好者社群的實踐者會發現一些主流商業手冊中未提及的技巧。以下是實踐者普遍認同的一些方法。
五種使木刻版畫顏色變深的方法
- 硼砂或小蘇打溶液。 將硼砂與水以大約 1:10 的比例混合,噴灑或擦拭在木材上,待其完全乾燥後再進行雕刻。鹼性殘留物會與加熱後的木材反應,產生明顯較深的碳化痕跡。 r/lasercutting 社群的從業人員普遍反映,這種方法能顯著提高淺色硬木的對比度。
- 散焦雷射。將工件懸空(或將雷射頭下墜)1.5-3毫米,相當於一個2英吋的透鏡。說「損壞」並不準確;散焦的光束會燒穿材料而不是將其燃燒,因此會留下顏色較深、銳度略低的痕跡。這有時反而是一種理想的效果。
- G. 表面貼有保護膠帶。如果顏色仍然不夠深,請用轉移膠帶(就是那種用於在乙烯基貼紙上切割形狀的膠帶)覆蓋整個表面,然後再進行雕刻。膠帶上的黏合劑與雷射結合,可以形成更深的對比痕跡,而轉移膠帶則可以防止煙霧擴散到木材的其他部分。雕刻完成後撕下膠帶。
- 燒掉表層(尤其適用於合板)。波羅的海樺木合板,先用極低的功率進行一次燒灼,燒掉表層飾面-第二次燒灼至裸露的膠層,膠層碳化後會呈現純黑色。論壇上有人說這是合板燒灼對比最高的技巧,但必須精確控制燒灼深度。
- 油漆填充(高對比技術)。先在木材上塗上一層清漆,然後遮蓋,進行深度雕刻(必要時可多次雕刻),再將油漆輕輕噴塗到凹槽中,最後撕掉遮蓋物。油漆會填補雕刻的空隙,形成近乎完美的對比度,適用於製作高密度獎品和標誌。
如何避免雷射雕刻木材時出現燒痕?
雕刻區域周圍的燒痕和炭圈是由三個原因造成的:煙霧凝結在周圍的木材上、激光輻射的熱量烤焦了表面,以及激光在同一點停留時間過長。以下五種方法可以有效緩解這些問題:(1)使用足夠壓力的空氣輔助裝置,立即吹走煙霧;(2)在切割台下方鋪設蜂窩狀墊層,以吸收下方輻射的熱量;(3)在待雕刻區域覆蓋遮蔽膠帶,以吸收煙霧並帶走殘留物;(4)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受,則使用更高的冷卻轉速和更低的功率;擦拭5)如果木材能夠承受木材這些方法單獨使用並不能解決高密度木材的問題——大多數人會結合三到四種方法來處理櫻桃木、胡桃木和富含樹脂的木材。
📐 工程筆記 — 深度控制
為了在精細雕刻中獲得穩定可控的深度,應以相同的功率和速度進行多次雕刻,而不是改變功率。每次雕刻增加的深度大致相同(平均而言,使用 40W 二極體在硬木上雕刻,深度約為 0.05-0.15 毫米),從而確保結果的一致性和安全性。改變功率會同時改變深度和雕刻特徵,並且難以精確控制。
木材預處理和後處理-打磨、染色、密封

雷射切割前後的工序往往比雕刻本身更重要。其中三個問題至關重要:木材是否需要先打磨?染色工序應該安排在哪一環節?以及如何對成品進行密封處理,使其適用於戶外或高強度使用環境?
雷射雕刻前需要打磨木材嗎?
如果木材表面不平整或粗糙,或木材表面是軋製表面,導致雕刻深度不均勻,則應在雕刻前進行打磨。最後打磨時使用 220 目砂紙——更粗的砂紙會在精細雕刻中留下細微的凹槽,形成條紋狀痕跡。在將雕刻機放置到切割台上之前,用除塵布或濕棉布擦拭木材——鬆散的灰塵可能會被雷射的熱量吸引到雕刻區域,導致出現小的焦斑,這些焦斑會成為成品上的瑕疵。雕刻後打磨通常意義不大——雕刻區域是凹陷的,任何打磨都會使其變平或去除細節。
雕刻前還是雕刻後染色?
先染色,後雕刻。染色後的深色表面與雷射切割後露出的淺色原木形成鮮明對比。此步驟有兩點需要注意:染色劑必須完全固化(至少24-48小時!)後才能進行雕刻——不能出現潮濕的染色劑殘留或焦痕——並且為了防止激光切割時產生有毒氣體,請使用水性或油性染色劑,而不是清漆或聚氨酯。美術用品商店裡有很多預先染色且可直接用於雷射切割的膠合板可供選擇。
封印雕刻木材
室內應用時,透明水性聚氨酯塗料(霧面或緞光)可保持雕刻圖案的對比度,且不會泛黃。清漆可獲得更明亮的表面,但可能會在較深的雕刻處積聚。戶外標誌則需塗刷兩層船用級聚氨酯塗料或船舶用聚氨酯塗料,以防止紫外線和水損害-預計2-3年後,塗層下的木材才會因變黑而影響雕刻圖案的對比。
對於會接觸食物的物品(砧板、餐具),塗抹食品安全的礦物油或蜂蠟-雖然密封性不如其他材料,但不會滲入食物中。
✔ 雕刻前檢查清單
- 木材尺寸穩定(雕刻區域無翹曲、開裂或節疤)
- 表面打磨至220目,去除灰塵
- 污漬(如有)完全固化需24-48小時。
- 空氣輔助流量已驗證
- 蜂巢床就位
- 測試網格運行在同一批次的廢料上
木材雷射雕刻應用-從裝飾到生產
木材雷射雕刻是少數幾種無論在業餘愛好、零售還是工業用途都能盈利的投資之一——無需對機器進行任何改造。選擇雷射的等級和功率應與目標物件相符——用100瓦的二氧化碳雷射器製作婚禮回禮是得不償失的,用10瓦的開放式二極體雷射器製作生產標誌則是浪費時間。
| 應用類型 | 典型尺度 | 推薦機器 |
|---|---|---|
| 個人化禮品(鑰匙圈、杯墊、牌匾) | 每月10-500台 | 10–20 W 封閉式二極體 |
| 客製化標誌和獎品 | 每月50-2,000台 | 40瓦封閉式二極體或40-60瓦二氧化碳 |
| 廚房用具(砧板、餐具) | 每月100-5,000台 | 40–60 W 二氧化碳,附旋轉附件 |
| 建築模型、原型 | 基於項目的較大尺寸圖紙 | 60–100 瓦二氧化碳,大床 |
| 生產零件標記(ID/序號) | 每天超過1,000台 | 40W+封閉式二極體+自動化 |
| 婚禮裝飾,活動個性化客製 | 基於專案的多元化股票 | 20–40 W 封閉式二極體 |
到 2026 年,木材雷射雕刻還能成為可行的業務嗎?
是的,但也有一些需要注意的地方。產業分析師預測,到2033年,木材雷射雕刻市場將以7.8%的複合年增長率增長,而美國雷射雕刻服務市場預計將以12.1%的複合年增長率增長——服務需求增長超過了設備銷售增速。問題在於,從業者論壇上有人指出:Etsy和eBay等平台上的入門級個人化禮品市場已經飽和,缺乏差異化的賣家利潤空間被壓縮。
2026 年可行的商業模式主要圍繞著三種原型:本地 B2B(標誌、獎項、房地產、酒店服務)、特色產品線(高端廚具、建築模型、能夠經受住演算法篩選的小眾個人化產品)以及為設計師和小品牌提供生產外包服務。那些想僅靠 Etsy 平台「賺回機器成本」的業餘愛好者,面臨的挑戰比 2022 年大得多。如需深入了解該決策中的設備投資方面,請參閱… 購買雷射雕刻機是否值得.
2026年產業展望-木材雷射雕刻的未來發展方向
隨著我們邁入 2026 年,有三大力量正在改變木材雷射雕刻:二極體雷射的性能飛躍,使得 40W 封閉式 1 類系統進入主流木工行業;個性化經濟持續推動中小企業的需求;以及隨著大學和共享創客空間將 1 類系統作為標準,人們對安全外殼的要求也越來越高。
2026年購屋者需要注意的兩點:
- 40W封閉式二極體噴燈現已成為中小企業的新標配。如果您購買的用途是製作標誌、獎品或個人化客製化產品,且產量低於日產量,那麼二極體噴燈在大多數方面都能與以往的二氧化碳系統媲美,甚至超越它們,而價格卻只有一半。您可以將二氧化碳噴燈的預算用於更厚的材料(>18mm)和更大批量的訂單。
- 無論價格等級如何,都應購買封閉式一級防護用品。大學環境、健康與安全 (EHS) 指南 麻省理工學院, 佛羅里達大學 以及 卡內基梅隆 所有標準配置均適用於共享空間的封閉式一級防護罩——這項要求也開始納入商業保險和租賃合約。一級防護罩的保費已從2020年的「兩倍」降至2026年的20-30%左右,並且完全免除了防護罩和互鎖裝置的額外費用。
常見問題

Q:可以用雷射在木頭上雕刻嗎?
看答案
Q:雷射可以雕刻染色木材嗎?
看答案
Q:雷射雕刻前還是雷射雕刻後給木材染色比較好?
看答案
Q:雷射切割機可以切割多厚的木材?
看答案
Q:哪裡可以買到雷射雕刻的木材?
看答案
Q:木刻和雷射雕刻-哪個更好?
看答案
參考文獻和來源
- 雷射切割機安全 — 威斯康辛大學環境、健康與安全
- 雷射危害-標準 — 職業安全與健康管理局
- 雷射:安全操作規範(PDF) — 俄勒岡州職業安全與健康管理局
- 環境、健康與安全指南-雷射切割機安全(PDF) 卡內基美隆大學
- 雷射切割/雕刻機使用指南(PDF) —佛羅裡達大學環境健康與安全部
- 雷射切割機安全指南(PDF) — 麻省理工學院環境、健康與安全
- 雷射雕刻機市場趨勢及預測(2026-2033年) — Coherent Market Insights
關於本木材雷射雕刻指南
本指南綜合了2026年木材雷射雕刻機的價格等級、機器性能數據以及來自論壇的實踐經驗(包括硼砂法、散焦法和燒蝕表層變暗法),並已根據美國大學EHS(環境、健康與安全)項目的1級安全指南進行了驗證。如果某些技術依賴實務經驗而非已發布的標準,則會在文中註明出處。 UDTECH工程團隊已對二極體和CO2系統的技術準確性進行了審查。






