



نحوه برش لیزری ورق فلزی: ضخامت، دقت و انتخاب فیبر در مقابل CO2
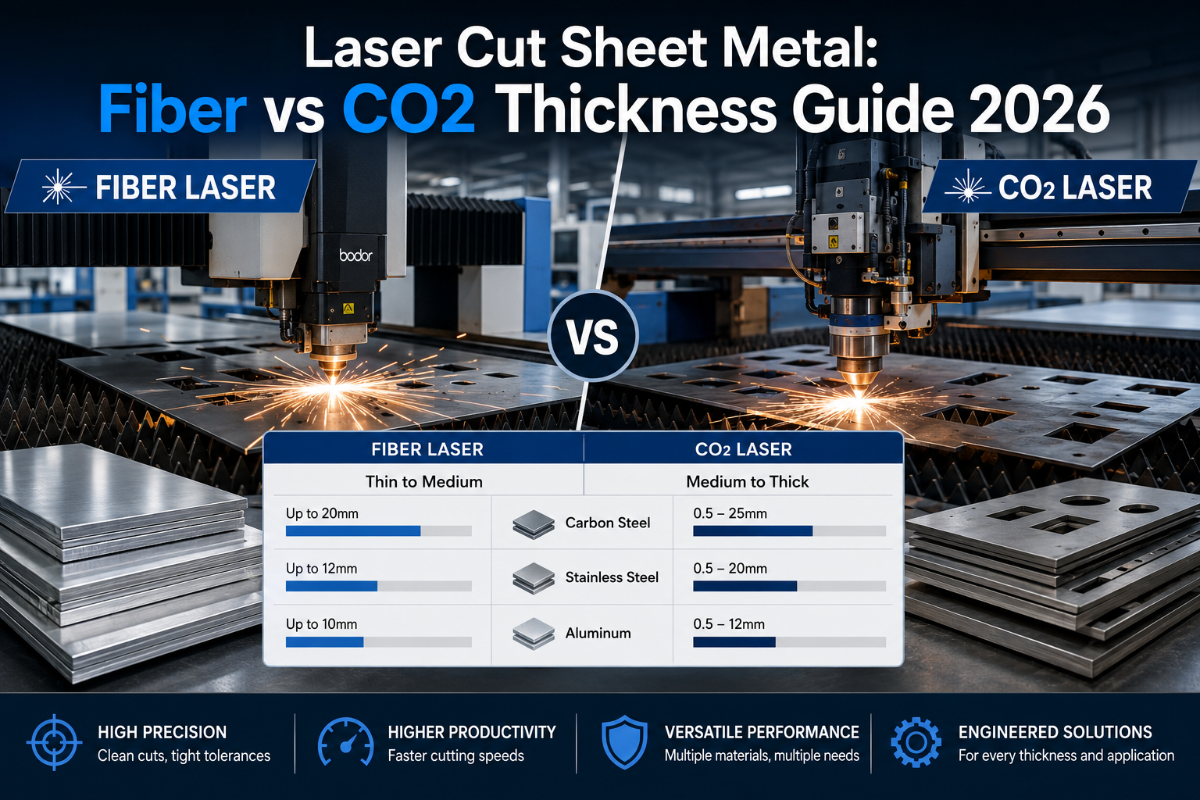
اگر ورق فلزی را در مقیاس صنعتی با لیزر برش دهید، تفاوت فیبر در مقابل CO2 در سه مکان خود را نشان میدهد: چقدر ضخامت میتوانید برش دهید، لبه حاصل چقدر تمیز میشود و چقدر از هزینه برق ماهانه کم میشود. فلز: از همه نظر، فیبر CO2 را شکست میدهد. عمیقتر: شما بین 5 میلیمتر و 25 میلیمتر با توجه به وات انتخاب میکنید. عمیقتر از این: در مقایسه با پلاسما/جت آب، لیزر دارای دقت برش-ضخامت-انقباض محصول 0.05 میلیمتر در مقابل 0.50.1 میلیمتر پلاسما است، با این حال، مزیت صفحه ضخیم در 25+ میلیمتر است.
بیایید به بررسی فیزیک طول موج که فیبر را به ابزاری مناسب برای فلز تبدیل میکند، ماتریس وات در برابر ضخامت که هر خریدار در مورد آن سوال میکند، درجهبندی کیفیت لبه ISO 9013، تصمیمات واقعی در مورد گاز کمکی، ماتریس تصمیمگیری در مورد لیزر در برابر پلاسما در برابر واترجت و نحوه انتخاب دستگاه برش لیزر فیبر برای یک کارگاه تولیدی به جای یک میز کار سرگرمی بپردازیم.
مشخصات سریع: برش لیزری ورق فلزی
| مناسب برای فولاد/SS نازک (≤6 میلیمتر) | فیبر ۱ تا ۳ کیلووات، کمک N₂ |
| مناسب برای فولاد نرم ضخیم (۱۰ تا ۲۵ میلیمتر) | فیبر ۶ تا ۱۵ کیلووات، کمک O₂ |
| CO2 قابل دوام روی فلز | بله، اما غیراقتصادی در مقابل فیبر پس از ۲۰۲۰ |
| عرض معمول بریدگی | 0.1-0.3 میلی متر |
| تلرانس موقعیتی معمول | 0.05 تا 0.15 ± میلی متر |
| معیار کیفیت لبه | ISO 9013: 2017 کلاس ۰-۱ |
| گازهای کمکی رایج | N₂ (تمیز)، O₂ (سرعت فولادی)، هوای فشرده (نازک) |
برش لیزری ورق فلزی چگونه کار میکند؟
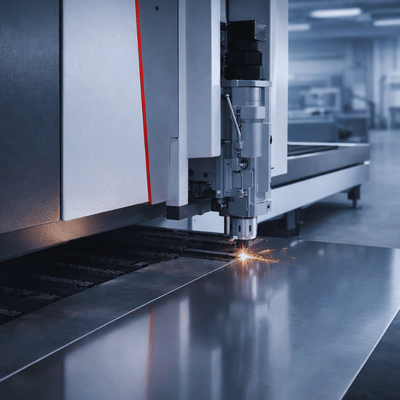
برش لیزری روی ورق فلزی با جذب انرژی فوتونی متمرکز در یک نقطه کوچک کار میکند تا زمانی که فلز سریعتر از آنچه میتواند گرما را دفع کند، ذوب یا تبخیر شود، در حالی که یک جت گاز کمکی هم محور، ماده مذاب را از شکاف بیرون میدمد. آنچه شما به عنوان یک برش تمیز میبینید، در واقع یک ستون کنترل شده از ذوب و دمش است که با سرعت بین ۱ تا ۵۰ متر در دقیقه بسته به قدرت و ضخامت اتفاق میافتد.
چهار خانواده فرآیند، بیشتر کارهای تولیدی را پوشش میدهند. برش فیوژن از نیتروژن بیاثر برای بیرون راندن فلز مذاب بدون اکسید شدن لبه استفاده میکند و سطحی تمیز و بدون نیاز به کار مجدد بر جای میگذارد. برش شعله از اکسیژن به عنوان یک عامل کمکی واکنشی استفاده میکند که فولاد را به صورت گرمازا - سریعتر، اما با یک لایه اکسید در لبه - میسوزاند. برش سابلیمیشن فلز را مستقیماً از حالت جامد به بخار تبدیل میکند، که برای فلزات بازتابنده نازک یا برای جزئیات بسیار ریز استفاده میشود. برش از راه دور از اپتیک اسکن پرسرعت برای برش ورقهای بسیار نازک بدون استفاده از گاز کمکی تماسی استفاده میکند.
برش لیزری در ورق فلزی چیست؟
اکثر کارگاههای صنعتی ورقهای فلزی خود را در مقیاس زیر برش میدهند: یک یا چند دستگاه که در آن یک دستگاه CNC پرتوی از انرژی لیزر در کلاس کیلووات را به کانونی زیر میلیمتر متمرکز میکند، ستونی از فلز را به صورت قطعه قطعه ذوب میکند و ستون مذاب را با فشار از شکاف با جت گاز کمکی هم محور بیرون میدمد، برش به قطعه در امتداد مسیر خروجی از CAD. نتیجه، یک قطعه فلزی برش خورده دقیق است که از ورق با لبههای صاف به اندازه کافی برای استفاده بدون ماشینکاری، تکرارپذیری ابعادی در محدوده ±0.1 میلیمتر و تقریباً بدون هیچ نیروی مکانیکی روی قطعه کار - حتی ورقهای نازک یا ظریف نیز صاف میمانند.
لیزر فیبر در مقابل لیزر CO2: کدام یک ورق فلز را بهتر برش میدهد؟
در تأسیسات جدید برش فولاد، فیبر نوری تقریباً جهانی است. این تغییر تقریباً بین سالهای ۲۰۱۵ تا ۲۰۲۰ رخ داده است و تا سال ۲۰۲۵، اکثر سیستمهای CO2 قدیمی موجود در بازار توسط مغازهها خریداری شدهاند و سیستمهای فیبر نوری به فروشندگان بیشتر و مقیاسهای تولید پایینتر در فولاد یا برش اکریلیک و چوب برای تابلوها واگذار شدهاند.
| عامل | لیزر فیبر | لیزر CO2 |
|---|---|---|
| طول موج | ۱۰۶۴ نانومتر (فروسرخ نزدیک) | ۱۰.۶ میکرومتر (IR دور) |
| راندمان پریز دیواری | حدود ۱۰ تا ۱۵ درصد | حدود ۱۰ تا ۱۵ درصد |
| بهترین عملکرد روی فلز نازک (≤3 میلیمتر) | ۳ برابر سریعتر از دیاکسید کربن | قابل قبول |
| بهترین عملکرد روی فولاد ضخیم (≥15 میلیمتر) | فیبر پرقدرت به جایگاه خود میرسد | برتری جزئی در برخی موارد |
| فلزات بازتابنده (آلومینیوم، مس، برنج) | بله، با اپتیک ضد انعکاس | برش تمیز آن دشوار است |
| بار تعمیر و نگهداری | کم (بدون آینه، بدون مخلوط گاز) | بالا (تنظیم آینه + گاز) |
| هزینه سرمایه | پیشاپیش بالاتر | از جلو پایین بیاورید |
«قانون ۸۰ درصد: برای کاربردهایی که بیش از ۸۰ درصد کار با فولاد یا فلز دیگر انجام میشود، سیستم فیبری بهترین گزینه است. بهعلاوه، هزینههای شیفت کاری بالا: ۳ تا ۴ برابر کارآمدتر از قبض برق است که کل قیمت خرید را در دو تا سه سال کار تک شیفتی تشکیل میدهد.»
— مهندس ساخت صنعتی، یکپارچهسازی کارگاه فیبر-لیزر
آیا لیزر CO2 میتواند ورق فلزی را برش دهد؟
بله، با رعایت نکات احتیاطی. یک لیزر CO2 با توان ۴-۶ کیلووات و با کمک اکسیژن، فولاد نرم را تا حدود ۲۰ میلیمتر برش میدهد و به طور معقولی با فولاد ضد زنگ تا ضخامت ۱۲-۱۵ میلیمتر کار میکند. چیزی که این لیزر به خوبی انجام نمیدهد، فلزات بازتابنده است؛ آلومینیوم، برنج، مس، با ضخامت ۱۰.۶ میکرومتر به خوبی جذب نمیشوند و نیاز به اپتیک ویژه یا پرداخت ثانویه دارند. دستگاههای CO2 با توان ۴۰ تا ۱۵۰ وات، ورق فلز را به معنای تولید برش نمیدهند؛ آنها فلز پوشش داده شده را حکاکی میکنند یا آنودایز شده را علامتگذاری میکنند، اما این متفاوت است.
ظرفیت ضخامت: برش لیزری تا چه ضخامتی را میتواند انجام دهد؟
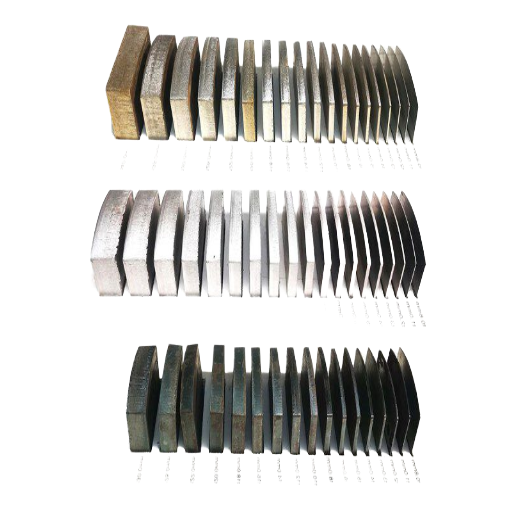
مقیاس ظرفیت ضخامت لیزر فیبر تقریباً با وات است و فلز واقعی تفاوت زیادی ایجاد میکند. جدول زیر حداکثر ضخامت معمول را بر اساس توان و جنس خلاصه میکند - سقف عملی از ماشینهای تولیدی به جای مرزهای پایین نظری.
| توان فیبر | فولاد خفیف | ضد زنگ | آلومینیوم | برنج / مس |
|---|---|---|---|---|
| 1 کیلو وات | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر |
| 3 کیلو وات | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر |
| 6 کیلو وات | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر |
| 12 کیلو وات | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر |
| 15 کیلو وات | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر | ۶۰ میلیمتر |
لیزر چقدر ضخامت فلز را می توان برش داد؟
لیزرهای فیبری تولیدی در بالاترین سطح با توان ۱۵ تا ۲۰ کیلووات، تقریباً تا ۴۰ تا ۵۰ میلیمتر از فولاد نرم را برش میدهند، اما برای برشهای بالاتر از ۲۵ میلیمتر، از نظر اقتصادی عموماً پلاسما یا واترجت ترجیح داده میشوند. لیزر برای کار سریع روی ورقهای نازک زیر حدود ۶ میلیمتر مخرب است و برای لبهها و سرعت، هر فرآیند دیگری را با غلتک بخار انجام میدهد. فلزات بازتابنده، ضخامت کمتری دارند، به طور نسبی، مس به ندرت حتی در توان بالا، مثلاً تا ۱۵ تا ۲۰ میلیمتر دوام میآورد، زیرا طول موج هنوز بازتابنده است.
آیا لیزر ۴۰ وات میتواند ورق فلزی را برش دهد؟
نه، به هیچ وجه در حوزه تولید. یک لیزر ۴۰ وات یک دستگاه حکاکی CO2 در سطح سرگرمی است. این دستگاه ورق روکشدار را علامتگذاری میکند، آلومینیوم آنودایز شده را حکاکی میکند، اما ورق خام را سوراخ نمیکند. برش ورقهای فلزی با ارزش بالا از حدود ۱ کیلووات (۱۰۰۰ وات) توان فیبر شروع میشود و به همین مقدار بستگی دارد. بین یک دستگاه حکاکی ۴۰ وات HV51 و یک دستگاه برش تولیدی ۱ کیلوواتی، ۲۵ درصد اختلاف وجود دارد، نه یک درصد.
دقت و تلرانس: معنی واقعی ±0.05 میلیمتر چیست؟
تلرانس برش لیزری بهتر از تلرانس برش مکانیکی است. تلرانس استاندارد ساخت در حدود 0.127 میلیمتر (0.005 اینچ) است و ساخت ممتاز در سیستمهای فیبر نوری درجه یک به 0.076 میلیمتر (0.003 اینچ) یا بهتر میرسد. برش - عرض مادهای که توسط لیزر ذوب میشود - بسته به توان و گاز کمکی، بین 0.1 تا 0.3 میلیمتر است که سه برابر باریکتر از واترجت و ده برابر باریکتر از پلاسما است.
کیفیت لبه توسط ... کنترل میشود. ISO 9013: 2017استاندارد بینالمللی برای برشهای حرارتی. ISO 9013 چهار درجه کیفیت را در دو محور اصلی تعریف میکند: تلرانس عمود بودن و ارتفاع متوسط پروفیل سطح. درجه ۱ تمیزترین است و برای جوشکاری مستقیم بدون آمادهسازی مناسب است؛ درجه ۴ زبرترین است و معمولاً روی صفحات برش شعلهای استفاده میشود. لیزرهای فیبری تولیدی به طور مداوم درجههای ۱ تا ۲ را روی فولاد نازک و ضد زنگ و درجه ۲ تا ۳ را روی صفحات ضخیمتر ارائه میدهند.
میزان تلرانس ورق فلزی برش لیزری چقدر است؟
در صنعت، ضخامت استاندارد برای قطعات مسطح، در کاربردهای عمومی، 0.127 میلیمتر (0.005 اینچ) است. در تولیدات ممتاز، این ضخامت 0.076 میلیمتر (0.003 اینچ) است. سوراخهای تعبیهشده برای قرارگیری صحیح در محل مورد نظر، به طور متوسط 0.076 میلیمتر/-0.000 میلیمتر در طول فرآیند تولید هستند. برای مرجع، پلاسما در 0.5 تا 1 میلیمتر و آب در 0.1 تا 0.2 میلیمتر عمل میکنند. برای قطعاتی که نیاز به تلرانس زیر 0.1 میلیمتر دارند، در صورت عدم دسترسی به لیزر فیبری، تنها گزینه، ماشینکاری پس از ساخت است.
سازگاری با فلزات: فولاد، استیل ضد زنگ، آلومینیوم، برنج، مس

تمام ورقهای فلزی رایج، لیزر فایبر برش میدهند، اما گازهای کمکی و پنجرههای پارامتر بسته به آلیاژ، تفاوت قابل توجهی دارند. در اینجا نقاط شروع معمول برای گریدهای رایج فلز آورده شده است.
- ✔
فولاد نرم (فولاد کربنی) — سادهترین ماده. کمک اکسیژن با واکنش گرمازا، برش را تسریع میکند. لبه یک لایه اکسید نازک خواهد داشت که در صورت جوشکاری یا رنگآمیزی دقیق قطعه، نیاز به تمیز کردن دارد. - ✔
فولاد ضد زنگ — برای لبهای تمیز و عاری از اکسید، استفاده از نیتروژن الزامی است. گریدهای 304 و 316 برش قابل پیشبینی دارند؛ فولاد ضد زنگ دوپلکس کمی کندتر پیشروی میکند. - ✔
آلومینیوم — در توانهای نازک و کمتر از ۱ کیلووات، بازتابنده است. با توان ۳ کیلووات و بالاتر، فیبر آلومینیوم را به طور تمیز برش میدهد. کمک هوای فشرده برای ورقهای نازک و نیتروژن برای لبههای تمیزتر در ورقهای ضخیم مناسب است. - ✔
برنج و مس — بازتابندهترین فلزات رایج. سرهای فیبر مدرن شامل اپتیکهای ضد بازتاب هستند که به طور خاص برای این آلیاژها درجهبندی شدهاند. برش تولیدی حدود ۳ کیلووات با بازخورد ضد بازتاب مشخص شده توسط سازنده شروع میشود. - ✔
فولاد گالوانیزه - به خوبی برش میدهد، اما پوشش روی به صورت بخار در میآید. تهویه موضعی برای هر مورد غیرقابل مذاکره است. راهنمای خطرات لیزر OSHA.
لیزر در مقابل پلاسما در مقابل واترجت: چه زمانی کدام را انتخاب کنیم؟
سه فرآیند اصلی برش حرارتی/سایشی در کارگاه تولید ورق فلزی وجود دارد. هر کدام در یک بازه زمانی خاص بهینه میشوند و انتخاب یک فرآیند نامناسب میتواند منجر به استفاده ناکافی از تجهیزات یا قطعاتی شود که نیاز به دوبارهکاری دارند.
| عامل | لیزر | پلاسما | واترجت |
|---|---|---|---|
| ضخامت عملی | 0.5-25 میلی متر | 3-50 میلی متر | 0.5-200 میلی متر |
| تحمل | 0.05 تا 0.15 ± میلی متر | 0.5 تا 1.0 ± میلی متر | 0.1 تا 0.2 ± میلی متر |
| عرض کرف | 0.1-0.3 میلی متر | 1.0-3.0 میلی متر | 0.5-1.5 میلی متر |
| منطقه متاثر از گرما | کوچک | بزرگتر، تفاله رایج | هیچ |
| سرعت (فولاد نازک ≤6 میلیمتر) | سریعترین | سریع | آرام |
| سرعت (ورق ضخیم ≥25 میلیمتر) | کند/غیرعملی | سریعترین | در حد متوسط |
| بهترین برای غیرفلزات | فقط CO2 | نه | بله (هر مادهای) |
راهنمای تصمیم گیری
- ورق فلزی با ویژگی ظریف یا تلرانس دقیق ۶ میلیمتری با لیزر فیبری.
- کیفیت لبه هنگام برش پلاسمای صفحات ۲۵ تا ۵۰ میلیمتری حیاتی نیست.
- واترجت برای قطعات حساس به تنش، آلیاژهای خاص و هر کاری که در اثر گرما دچار اعوجاج میشود، ایدهآل است.
- لیزر فیبری پرقدرت برای کارهای متنوع از صفحه ۶ تا ۲۵ میلیمتری سریعترین است.
برای فروشگاههایی که محصولات جدید را ارزیابی میکنند تجهیزات برش لیزری برای تولیدسوال به ندرت این است که آیا فیبر نوری وجود دارد یا خیر - بلکه این است که کدام کلاس وات با برنامه مطابقت دارد.
تنظیمات قدرت، سرعت و گاز کمکی
یک لیزر فیبری توسط سه پارامتر اصلی کنترل میشود: توان، نرخ تغذیه و فشار گاز، که متغیرهایی هستند که برای هر آلیاژ و ضخامت تنظیم میشوند. در اینجا یک خط مبنا وجود دارد. اپراتورهای کارگاه، کتابخانههای پارامتری را برای هر لیزر فیبری مطابق با آلیاژ و گیج نگه میدارند؛ مقادیر اینجا پیشفرضهای معمول برای یک فیبر ۶ کیلوواتی روی ورقهای فلزی معمولی هستند.
| ماده | ضخامت | سرعت | گاز کمکی |
|---|---|---|---|
| فولاد خفیف | ۶۰ میلیمتر | 7 متر در دقیقه | O₂ در ۰.۴–۰.۶ بار |
| فولاد خفیف | ۶۰ میلیمتر | 1.6 متر در دقیقه | O₂ در ۰.۴–۰.۶ بار |
| 304 ضد زنگ | ۶۰ میلیمتر | 5 متر در دقیقه | N₂ @ 12–15 بار |
| آلومینیوم ۵۰۵۲ (همچنین به صورت آلومینیوم ۵۰۵۲ نوشته میشود) | ۶۰ میلیمتر | 9 متر در دقیقه | N₂ @ 16–20 بار |
| برنج | ۶۰ میلیمتر | 4 متر در دقیقه | N₂ @ 18 بار |
📐 نکته مهندسی
برای فولاد نرم از اکسیژن کمکی استفاده کنید زیرا از طریق واکنش گرمازا، سرعت برش را 30 تا 50 درصد افزایش میدهد و لبهای غنی از اکسید ایجاد میکند. برای فولاد ضد زنگ و آلومینیوم که تمیزی لبه مهم است و نمیتوانید از پس هزینه لایه آبی یا فیلم اکسید برآیید، از نیتروژن استفاده کنید. هوای فشرده یک جایگزین ارزان برای آلومینیوم نازک در دستگاههای کممصرف است، اما منجر به یک لایه اکسید قابل مشاهده میشود که برای بهبود چسبندگی رنگ باید تمیز شود.
چگونه ورق فلزی را با لیزر برش دهیم؟
گردش کار روی یک سلول فیبر تولیدی عبارت است از: وارد کردن فایل DXF یا STEP به نرمافزار تودرتو؛ اجازه دادن به برنامه برای چیدمان اجزا به منظور به حداکثر رساندن بهرهوری مواد؛ انتخاب مشخصات پارامتر مربوط به آلیاژ و ضخامت؛ سوراخ کردن؛ برش؛ حذف اجزا؛ در صورت لزوم پلیسهگیری. برش یک لوگوی فولادی ۱ میلیمتری با فیبر ۶ کیلوواتی کمتر از ۳۰ ثانیه طول میکشد. برش یک براکت فولادی ملایم ۲۰ میلیمتری تقریباً ۹۰ ثانیه زمان میبرد. تولید با ضخامت کم توسط زمان بارگیری و تخلیه مواد محدود میشود، نه زمان برش، به همین دلیل است که اتوماسیون به سرعت در تولید انبوه نتیجه میدهد.
اقتصاد تولید: هزینه هر قطعه و توان عملیاتی
ساختار هزینه برای برش ورق فلزی با لیزر شامل موارد زیر است: هزینه ماشین آلات در ساعت، میانگین زمان اجرا برای هر قطعه و هزینه مواد. نرخهای معمول صنعتی برای عملیات لیزر فیبر بین 80 تا 180 دلار در ساعت است که به مکان، سطح توان و امکانات بستگی دارد. استفاده از یک سیستم 6 کیلوواتی برای برش 60 براکت فولادی 1 میلیمتری در ساعت با نرخ 120 دلار در ساعت، هزینه برش هر قطعه را قبل از در نظر گرفتن مواد و پردازش ثانویه، 2.00 دلار آمریکا در پی دارد.
برای نمونههای اولیه و تولید با حجم کم، خدماتی مانند OSH Cut و SendCutSend استراتژیهای قیمتگذاری تهاجمی را نشان میدهند، زیرا الگوریتمهای تودرتوی آنها تمایل دارند بسیاری از قطعات مشتری را در یک ورق واحد تجمیع کنند. نقطه سربه سری که در آن تولید داخلی ارزانتر از برونسپاری میشود، معمولاً حدود ۵۰ تا ۵۰۰ نسخه برای هر طرح، بسته به شکل آن، است. پس از این آستانه، تولید داخلی برای هر قطعه مقرونبهصرفهتر، در زمانهای تحویل کوتاهتر و با اصلاحات طراحی انعطافپذیرتر است.
چگونه یک دستگاه برش لیزر فیبری ورق فلزی انتخاب کنیم؟
پنج معیار در تصمیمگیری برای برش دخیل هستند. توان مصرفی، پوشش کاری، اتوماسیون، خنککنندگی و پشتیبانی فروشنده، همگی مهم هستند، اما تنها یکی از آنها پیشنیاز اجباری برای توان عملیاتی پایدار است.
چک لیست انتخاب تولید پنج معیاره
- توان مصرفی. ۱ تا ۳ کیلووات برای کارگاههای نمونهسازی عمومی که از بهینهسازیها اجتناب میکنند؛ ۶ تا ۸ کیلووات برای کارگاههای بهرهوری حساس به قیمت و فرآیند، ۱۲ تا ۱۵ کیلووات یا بیشتر برای تولیدکنندگان اصلی (OEM) صفحات ضخیم.
- اندازه کار و عرض آن. کوچک/قالببندی ۱۵۰۳۰۰۰ میلیمتر (۵۱۰ فوت)، متوسط ۲۰۰۰۶۰۰۰ میلیمتر (۶۲۰ فوت)، بزرگ/تولید فایل معماری ۲۵۰۹۰۰۰ میلیمتر (۸۱۰ فوت).
- سطح اتوماسیون. تخلیهکننده/مرتبکننده خودکار و برج ورق، نیروی کار را در تیراژهای بالا به طور قابل توجهی کاهش میدهد. تولید اقتصادی تک اپراتوره در سه شیفت کاری برای توانهای بالای ۸ کیلووات با اتوماسیون قابل دستیابی است.
- خنککننده و گاز. لیزرهای فیبری ۳k+ به چیلر نیاز دارند. ملاحظات مربوط به تأمینکننده گاز (O یا N) در قرارداد، نرخها میتوانند سودآوری کار را تعیین کنند.
- پشتیبانی قطعات و زنجیره تأمین. ارزانترین دستگاه جدید امروز، در طول عمر سه ساله خود، پرهزینهترین است اگر لنزها، نازلها یا ماژولهای فیبر نوری به جای یک هفته، سه ماه به تعویق بیفتند.
| ردیف حجم | دستگاه پیشنهادی | چرا |
|---|---|---|
| کارگاه نمونهسازی (کمتر از ۵۰۰ قطعه در ماه) | فیبر ۱ تا ۳ کیلووات، بار دستی | سرمایه کم، آموزش آسان |
| کارگاه (۵۰۰ تا ۵۰۰۰ در ماه) | فیبر نوری + تعویضکننده پالت ۶ تا ۸ کیلووات | توان عملیاتی به علاوه انعطافپذیری ترکیبی از فلزات |
| تولید OEM (5,000+ در ماه) | اتوماسیون برج + فیبر ۱۲ تا ۱۵ کیلووات | قابلیت خاموش شدن خودکار، هزینه کم برای هر قطعه |
کلید رسیدن به سطح تولید دستگاههای برش لیزر فیبر صنعتی خرید، خط تولید قطعات است که بیشترین میزان وات مصرفی را در اختیار دارد. آیا اختلاف هزینه دلاری ۱۲ کیلووات در مقابل ۱۰ کیلووات، برای مشتریانی که خط تولید قطعاتشان روی قفسه منتظر قطعه است، به اختلاف درآمد بیش از ۱۰۰ دلار در ماه تبدیل خواهد شد؟
برش لیزری ورق فلزی در سال 2026
دو روندی که بازار لیزر فیبری را در سال ۲۰۲۶ ارتقا میدهند عبارتند از: رشد ساختاری سالانه تقاضا برای ورقهای فلزی برش لیزری؛ و افزایش توان، از رده ۸ تا ۱۲ کیلووات که در سال ۲۰۲۲ فقط در ردههای ممتاز بود به رده اصلی ۱۲ تا ۱۵ کیلووات با ظرفیت نوظهور ۲۰ تا ۳۰ کیلووات.
مطابق با گزارش بازار ماشینهای برش لیزری ۲۰۲۶ از Mordor Intelligenceپیشبینی میشود بازار جهانی از ۷.۱۴ میلیارد دلار در سال ۲۰۲۵ به ۷.۸۲ میلیارد دلار در سال ۲۰۲۶ افزایش یابد و تا سال ۲۰۳۱ با نرخ رشد مرکب سالانه تقریباً ۹.۵ درصد به ۱۲.۳۴ میلیارد دلار برسد. در میان این رشد، سهم لیزر فیبری از CO2 پیشی میگیرد.
اگر ظرفیت تولید ۲۰۲۶ بخشی از برنامه باشد، سفارشات سرمایهای که در سهماهه دوم انجام میشوند، واقعبینانه هستند و میتوانند به موقع برای راهاندازی در سهماهه چهارم برسند. سفارشات در سهماهه سوم برای شلوغی کریسمس آماده نخواهند بود. زمان تحویل لیزرهای فیبری ۱۲ کیلووات+ برای ساختوساز جدید، شش تا نه ماه است.
پرسش و پاسخهای متداول

س: آیا لیزر CO2 میتواند ورق فلز را در حین تولید برش دهد؟
مشاهده پاسخ
س: لیزر تا چه ضخامتی از فلز را میتواند برش دهد؟
مشاهده پاسخ
س: تحمل ورق فلز برش لیزری چقدر است؟
مشاهده پاسخ
س: برش لیزری ورق فلز در مقابل پلاسما CNC - کدام بهتر است؟
مشاهده پاسخ
س: آیا باید از یک فایل CAD برش لیزری انجام دهید؟
مشاهده پاسخ
س: هزینه هر قطعه برای تیراژ تولید چقدر است؟
مشاهده پاسخ
مقالات مرتبط
- دستگاههای برش لیزر فیبر صنعتی برای حجم تولید
- نحوه تعیین مشخصات دستگاه برش لیزر فیبر برای کارگاههای برش با ترکیب بالا
- توضیح درجهبندی کیفیت لبه ISO 9013 برای خریداران
- لیزر در مقابل پلاسما در مقابل واترجت: ماتریس تصمیمگیری سازنده
منابع و مراجع
- ISO 9013:2017 برش حرارتی - طبقهبندی برشهای حرارتی — سازمان بینالمللی استانداردسازی
- برش لیزری – ویکیپدیا (مرجع فرآیند و تاریخچه)
- خطرات لیزر — اداره ایمنی و بهداشت شغلی ایالات متحده
- گزارش بازار دستگاه برش لیزر 2026-2031 – Mordor Intelligence
- برش پلاسما در مقابل برش لیزر – مرجع فنی هایپرترم
تیم پشت این گزارش
این راهنما تلرانسهای برش حرارتی ISO 9013:2017، برگههای پارامتر تولیدکننده لیزر فیبر در محدوده ۱ کیلو وات تا ۱۵ کیلو وات، دادههای حجم جستجو از آوریل تا سپتامبر ۲۰۲۵ برای خوشه کلمات کلیدی پیرامون برش لیزری ورق فلزی و پیشبینیهای بازار Mordor Intelligence برای سالهای ۲۰۲۶-۲۰۳۱ را ترکیب میکند. ماتریس ضخامت و مقادیر تلرانس، نشاندهنده شیوههای کار در کف تولید با سیستمهای فیبر و CO2 هستند. به کاربران توصیه میشود نتایج را با مشخصات ماشینآلات خود مقایسه کرده و قبل از شروع تولید، یک برش آزمایشی انجام دهند.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


