



برش لیزری پلکسی گلاس: راهنمای کامل تنظیمات، کیفیت لبه و انتخاب تجهیزات
فرقی نمیکند آن را پلکسیگلاس، لوسیت یا پرسپکس بنامید، میتوانید پلکسیگلاس را سریعتر، تمیزتر و دقیقتر از تقریباً هر پلاستیک دیگری در یک کارگاه ساخت، با لیزر برش دهید. مشکل این است که تقریباً هر خطای ریختهگری در مقابل اکسترود، تقلب در مدیریت بخارات و رفلکس "استفاده بیشتر از هوای کمکی" ناشی از برش فلز، همان ویژگی - شفافیت نوری - را که در وهله اول ماده را ارزشمند میکند، از بین میبرد. این راهنما فیزیک طول موج، دادههای ایمنی درجه OSHA، تنظیمات کارگاهی واقعی و ترفندهای غیرمعمول کیفیت لبه را که SERP های تجاری به ندرت پوشش میدهند، در یک جا گرد هم میآورد.
مشخصات سریع: برش لیزری پلکسی گلاس در یک نگاه
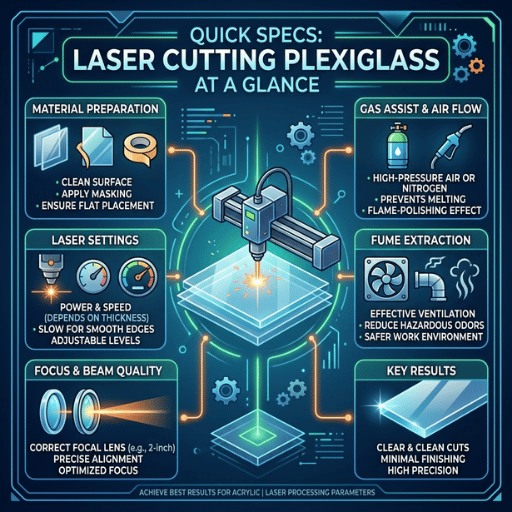
مشخصات سریع
| بهترین نوع لیزر | CO₂ در 10.6 میکرومتر (10,640 نانومتر) - لوله شیشهای آببندی شده یا برانگیخته شده با RF |
| برگه توصیه شده | اکریلیک ریختهگری شده (PMMA) برای برشهای واضح؛ اکسترود شده برای پروژههای ارزان |
| ضخامت عملی | ۱.۵ میلیمتر تا ۲۵ میلیمتر در یک مسیر واحد در سیستمهای ۶۰ تا ۱۵۰ وات |
| تنظیم اولیه (۶۰ وات روی قالب ۶ میلیمتری) | ۱۲ میلیمتر بر ثانیه، قدرت ۸۰٪، تمرکز ۳ میلیمتر روی ورق، نازل کمکی هوا ۱.۵ تا ۲.۵ میلیمتری پایین |
| عرض معمول بریدگی | ۰.۱–۰.۳ میلیمتر - هندسه CAD را با نیم برش برای اتصالات پرسی جابجا میکند |
| حد مجاز قرارگیری در معرض دود | OSHA PEL 100 ppm متیل متاکریلات (TWA 8 ساعته) - استخراج فعال مورد نیاز است |
| هرگز بریده نشود | PVC (گاز HCl آزاد میکند)، پلی کربنات (شعله + دوده)، ABS (اثر سیانید) |
پلکسی گلاس چیست و چرا نوع جنس برای برش لیزری مهم است؟

پلکسیگلاس یک نام تجاری است؛ پلیمری که زیر هر ورق پلکسیگلاس، لوسیت، پرسپکس و آکریلیت قرار دارد، یکسان است: پلی(متیل متاکریلات) — PMMA، فرمول (C₅H₈O₂)ₙ، CAS 9011-14-7. سه برچسب تجاری اما یک ترکیب شیمیایی. همین یک حقیقت به سوالی که در هر نتیجه جستجو ظاهر میشود پاسخ میدهد: «تفاوت بین پلکسیگلاس و اکریلیک چیست؟» در عمل، هیچ تفاوتی وجود ندارد - تفاوت در پاییندست، در فرآیند تولیدی که برای تبدیل گلولههای PMMA به ورق استفاده میشود، وجود دارد.
PMMA به دلیل سه ویژگی قابل اندازهگیری برای برش لیزری اهمیت دارد. اول، دمای انتقال شیشهای آن برای PMMA اتاکتیک تقریباً 105 درجه سانتیگراد است، در حالی که گریدهای تجاری آن طبق دادههای منتشر شده در مورد مواد، دمایی بین 85 تا 165 درجه سانتیگراد دارند. صفحه مرجع PMMA. این Tg پایین به این معنی است که ناحیه برش تقریباً فوراً ذوب شده و دوباره جریان مییابد و لبه براقی ایجاد میکند که اکریلیک را از نظر بصری منحصر به فرد میکند. دوم، چگالی ۱.۱۷ تا ۱.۲۰ گرم بر سانتیمتر مکعب است - تقریباً نصف وزن شیشه معادل، به همین دلیل است که نمایشگرها، تابلوها و محافظهای ماشین دههها پیش به PMMA روی آوردند. سوم، انتقال نور مرئی در ضخامت ۳ میلیمتر به ۹۲٪ میرسد، اما همین ورق در مادون قرمز دور به شدت جذب میشود. این عدم تقارن دلیل اصلی این است که یک لیزر CO₂ 10.6 میکرومتری پلکسی گلاس را به طور تمیز برش میدهد در حالی که یک لیزر دیود ۴۵۰ نانومتری مستقیماً از آن عبور میکند.
دانستن شیمی پلیمر PMMA پشت نامهای تجاری، نحوهی تعیین یک کار را تغییر میدهد. تصمیماتی که در پی آن میآیند - ریختهگری در مقابل اکسترود، CO₂ در مقابل دیود، تنظیمات، کیفیت لبه، ایمنی - همگی از پلیمر سرچشمه میگیرند، نه علامت تجاری روی فیلم محافظ.
اکریلیک ریختهگری شده در مقابل اکریلیک اکسترود شده: انتخاب حیاتی برای برش لیزری
هر دو نوع PMMA هستند، اما به دلیل نحوه تشکیل زنجیرههای پلیمری، رفتار متفاوتی در زیر پرتو لیزر از خود نشان میدهند. اکریلیک ریختهگری شده بین دو قالب شیشهای مسطح ریخته میشود و به آرامی در طول ساعتها یا روزها پلیمریزه میشود. نتیجه: توزیع وزن مولکولی بالاتر و وسیعتر - میلیونها گرم بر مول - و آن شبکه زنجیره بلند، هنگام برش لیزر، به طور تمیز به سطح صیقلی شعلهای ذوب میشود. اکریلیک اکسترود شده با طولهای پیوسته از یک قالب گرم شده عبور داده میشود. زنجیرها کوتاهتر و یکنواختتر هستند (حدود ۱۵۰۰۰۰ گرم بر مول)، بنابراین وقتی ورق اکسترود شده با همان پرتو برخورد میکند، تمایل به نرم شدن، تغییر شکل جزئی و ایجاد لبهای یخزده دارد.
در عمل، مقایسهای که بیشتر سازندگان به آن اهمیت میدهند: کیفیت لبه، وضوح حکاکی، هزینه و ثبات.
| نوع ملک مورد نظر | اکریلیک ریختهگری شده (GS) | اکریلیک اکسترود شده (XT) |
|---|---|---|
| ساخت | ریختهگری سلولی بین صفحات شیشهای | اکستروژن پیوسته از طریق قالب |
| وزن مولکولی | >1,000,000 گرم بر مول | ~ 150,000 گرم در مول |
| لبه برش لیزری | شفاف، صیقل داده شده با شعله | کمی مات، گاهی موجدار |
| پایان حکاکی شده | کنتراست روشن و سفید مات | کنتراست کمتر، میتواند به جای تبخیر، ذوب شود |
| تنظیم فرکانس (CO₂) | ۵۰۰۰ تا ۲۰۰۰۰ هرتز قابل تحمل | ≤5,000 هرتز برای جلوگیری از ذوب شدن مجدد |
| یکنواختی ضخامت | ±10% در سراسر ورق | ±۵٪ (محکمتر - مزیت اکستروژن) |
| هزینه | قیمت پایه | حدود ۱۵ تا ۲۰ درصد کمتر |
قانون اول ریختهگری: اگر لبه برش قابل مشاهده است - پنلهای نمایشی، تابلوهای فروشگاهی، حروف نورانی، لولههای نوری - هر بار ریختهگری را مشخص کنید. فقط زمانی که لبه پنهان میشود، بودجه محدود است یا واقعاً ظاهری مات و حکاکی شده میخواهید، به اکسترود روی آورید. این ۱ انتخاب، از دوبارهکاری بیشتر روی پروژه اکریلیک شما نسبت به هر چیز دیگری که مشخص میکنید، جلوگیری میکند.
تأمینکنندگان در اروپا معمولاً بازیگران را به عنوان ... علامتگذاری میکنند. GS و اکسترود شده به عنوان XTبنابراین، صرف نظر از برند روی کاغذ پوششدهنده، ورقی با برچسب «Plexiglas XT» اکسترود میشود. همیشه قبل از ارائه قیمت برای یک کار با وضوح نوری، کد درجهبندی روی گواهی کارخانه را بررسی کنید.
کدام نوع لیزر میتواند پلکسی گلاس را برش دهد؟ CO₂ در مقابل فیبر در مقابل دیود
آیا اکریلیک با لیزر قابل برش است؟ این یک سوال چالش برانگیز است زیرا کاملاً به طول موج لیزر بستگی دارد. PMMA در برابر بیشتر نور مرئی و نزدیک به مادون قرمز شفاف به نظر میرسد، در حالی که طیف مادون قرمز دور کاملاً مسدود شده است. اینکه پرتو لیزر در داخل ورق به گرما تبدیل شود یا مستقیماً از آن عبور کند، صرفاً به طول موج آن و ضریب جذب مولی در آن طول موج بستگی دارد.
An مطالعه جذب نوری که در PubMed نمایه شده است ضریب جذب PMMA تودهای را در طول موج CO₂ برابر با 10.6 میکرومتر در α ≈ 502 cm⁻¹ اندازهگیری کرد - به اندازهای بالا که تقریباً تمام انرژی پرتو در چند میکرون اول ناحیه برش جذب میشود. در مقایسه، همان پلاستیکها تقریباً 92٪ از فوتونهای مرئی را در ضخامت 3 میلیمتر عبور میدهند، به همین دلیل است که یک ورق ظاهراً شفاف در نور لامپ فلورسنت درست مانند یک پنل شیشهای به نظر میرسد و به سادگی از برش زیر لیزر دیود آبی خودداری میکند.
| نوع لیزری | طول موج | رفتار PMMA | حکم |
|---|---|---|---|
| CO₂ (مهر و موم شده یا RF) | 10.6 μm | جذب قوی (α ≈ 502 cm-1)، تبخیر تمیز | ✔ بهترین — شفاف و رنگی تا ضخامت ۲۵ میلیمتر |
| فیبر | 1.06 μm | پرتو با حداقل جذب عبور میکند؛ گرما در نهایت به لنز میرسد، نه قطعه کار | ✘ اجتناب از — خطر آسیب به اپتیک |
| دیود (آبی) | 450 نانومتر | PMMA شفاف حدود ۹۲٪ را عبور میدهد؛ انواع مات/مشکی آن را در سطح جذب میکنند. | ⚠ فقط مات، آهسته، چند پاسه |
| دیود (هیبرید با کمک مادون قرمز) | ~1064 نانومتر + قابل مشاهده | همان مشکل شفافیت فیبر نوری در PMMA شفاف | ✘ برای برشهای واضح مناسب نیست |
چرا لیزر دیود نمیتواند اکریلیک شفاف را برش دهد؟
لیزرهای دیود آبی نزدیک به ۴۵۰ نانومتر، در اعماق طیف مرئی کار میکنند، جایی که اکریلیک به طور ایدهآل شفاف تولید میشود. تنها زمانی که نور لیزر جذب میشود، به انرژی حرارتی تبدیل میشود. متخصصان برش لیزری r/به طور معمول گزارش میدهند که دیودهای آبی ۱۰ و ۲۰ واتی در هر ترکیبی از سرعت و تعداد عبور، اکریلیک شفاف را خراش نمیدهند، و سپس بلافاصله پس از تعویض با دیودهای دیگر، موفق میشوند. مقایسه CO₂ در مقابل دیود دستگاه درجهبندی. راه حل برای تنظیمات سرگرمی این است که پشت ورق را با رنگ مشکی مات یا یک کارت فداشونده بپوشانید تا پرتو جایی برای ذخیره انرژی خود داشته باشد - اما این کار مراحل تمیزکاری را اضافه میکند و به ندرت لبه با کیفیت نوری را که در وهله اول انتخاب PMMA را توجیه میکرد، به دست میدهد.
آیا لیزر فیبری میتواند پلکسی گلاس را برش دهد؟
لیزرهای فیبری در طول موج ۱.۰۶ میکرومتر کار میکنند و برای فلزات طراحی شدهاند، جایی که ضریب جذب مطلوب است. PMMA در طول موج ۱.۰۶ میکرومتر بیشتر انرژی تابشی را منتقل میکند و آنچه که با آن واکنش نشان میدهد، تمایل دارد این کار را در اعماق کنترل نشده انجام دهد زیرا هیچ لایه جذب سطحی وجود ندارد. نتیجه واقعی، یک برش نیمهکاره با حفرههای داخلی ذوب شده، رگههای دود و خطر واقعی تمرکز پرتو جذب نشده روی لنز محافظ سر برش است - یک حالت خرابی پرهزینه. برای کار با اکریلیک، دستگاه CO₂ مانند دستگاههایی که در اطراف ساخته شدهاند را انتخاب کنید. سیستمهای لیزر CO₂ صنعتی به جای اینکه از یک دستگاه برش فیبر، دوباره استفاده کنید.
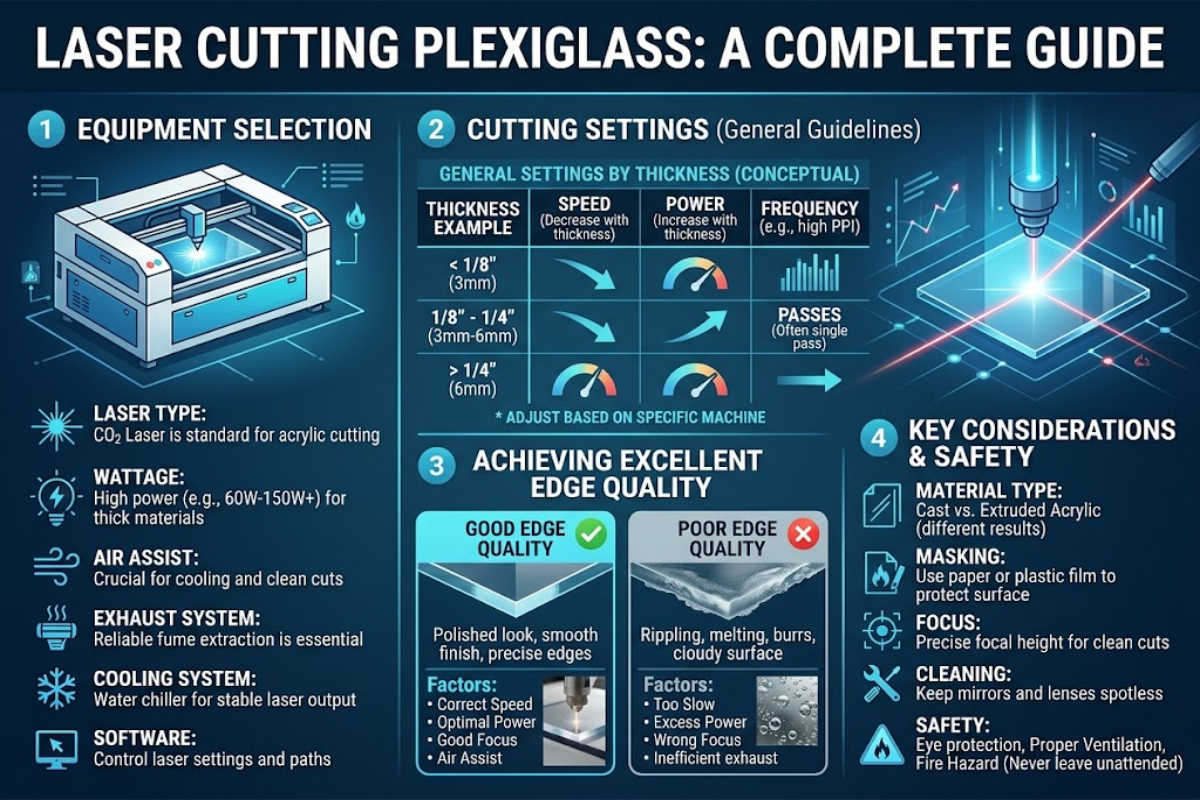
تنظیمات برش لیزر: قدرت، سرعت و فوکوس بر اساس ضخامت
وات تیوب و ضخامت ورق، محدوده کاری را مشخص میکنند؛ سرعت و فوکوس، نتیجه را به طور دقیق تنظیم میکنند. 10 وات توان لیزر برای 1 میلیمتر اکریلیک، یک قانون سرانگشتی خوب است که از راهنماهای سازنده - Trotec، Epilog، OMTech، xTool - برای برش تکمرحلهای گرفته شده است و به این معنی است که یک تیوب 60 وات در ریختهگری 6 میلیمتری و یک تیوب 100 وات در ریختهگری 10 میلیمتری به راحتی قابل استفاده است. مقادیر زیر نقاط شروع هستند؛ هر دستگاه، لنز و دسته ورق، آنها را کمی تغییر میدهد. قبل از شروع تولید، یک شبکه آزمایشی کوتاه روی ضایعات اجرا کنید.
| ضخامت | لوله ۱۵۰ وات | لوله ۱۵۰ وات | لوله ۱۵۰ وات | لوله ۱۵۰ وات |
|---|---|---|---|---|
| ریختهگری ۲۵ میلیمتری | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس |
| ریختهگری ۲۵ میلیمتری | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس |
| ریختهگری ۲۵ میلیمتری | ۳ میلیمتر بر ثانیه، ۱۰۰٪ (دو بار عبور) | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس |
| ریختهگری ۲۵ میلیمتری | توصیه نمیشود | ۳ میلیمتر بر ثانیه، ۱۰۰٪ (دو بار عبور) | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس |
| ریختهگری ۲۵ میلیمتری | توصیه نمیشود | توصیه نمیشود | ۳ میلیمتر بر ثانیه، ۱۰۰٪، دو بار عبور | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس |
| ریختهگری ۲۵ میلیمتری | توصیه نمیشود | توصیه نمیشود | دو پاس، آهسته | ۳ میلیمتر بر ثانیه، ۱۰۰٪، ۱ پاس |
سه پارامتر به اندازه مقادیر ورق بالا اهمیت دارند. عمق فوکوس را تقریباً به اندازه نصف عمق ورق تنظیم کنید - در ۶ میلیمتر، یعنی ۳ میلیمتر پایینتر از سطح بالایی، نه روی سطح - تا کمر پرتو در وسط برش قرار گیرد و شیار موازی بماند. لنز با فاصله کانونی مناسب را برای ضخامت انتخاب کنید؛ یک مهندس ارشد برنامههای کاربردی Trotec در مورد برش لیزری r/lasercutting اشاره کرد که ورقهای ۱۹ میلیمتری و ضخیمتر از لنز کانونی ۲.۵ یا ۴ اینچی به جای لنز پیشفرض ۱.۵ اینچی بهره میبرند، در غیر این صورت پرتو قبل از برخورد به پایین برش واگرا میشود. و در مورد پارامتر فرکانس، راهنمای فنی OMTech برای PMMA ریختهگری شده ۵۰۰۰ تا ۲۰۰۰۰ هرتز را تحمل میکند، در حالی که ورقهای اکسترود شده باید در ۵۰۰۰ هرتز یا کمتر باقی بمانند تا از ذوب شدن مجدد ناشی از همپوشانی پالس جلوگیری شود.
📐 تبصره مهندسی — غرامت کرفمیزان بریدگی CO₂ اندازهگیری شده روی PMMA ریختهگری شده، بسته به وات لوله، فاصله کانونی لنز و فشار کمکی، در محدوده 0.10 تا 0.30 میلیمتر قرار دارد. برای اتصالات در هم قفل شونده، عرض شیارها و اتصالات چفتی، هندسه CAD را به اندازه نصف بریدگی در مسیر ابزار جبران کنید. برای قطعاتی که فقط باید داخل ریخته شوند، ابعاد اسمی ساده معمولاً مناسب است. همیشه قبل از اجرای یک سری تولید، یک نمونه آزمایشی 5 میلیمتری برش دهید و با کولیس اندازهگیری کنید - مسیر ابزار یکسان روی یک لوله شیشهای 60 وات در مقابل یک لوله 60 وات تحریک شده با RF میتواند بریدگی را 0.05 میلیمتر تغییر دهد.
چگونه اکریلیک را بدون ذوب کردن با لیزر برش دهیم؟
لبههای ذوبشده روی پلکسیگلاس یک مشکل مدیریت گرما هستند، نه یک مشکل برق. مراحل رفع مشکل: فشار گاز کمکی را کاهش دهید (یا آن را کاملاً خاموش کنید - به بخش بعدی مراجعه کنید)، فوکوس را به جای بالای صفحه، روی آن تنظیم کنید و به جای چندین عبور آهسته که دیواره شکاف را دوباره گرم میکنند، یک عبور پرقدرت را انتخاب کنید. اگر صفحه هنوز در حال ذوب شدن است، علت معمولاً لنز کثیف یا مسیر پرتو ناهماهنگ است که انرژی را خارج از محور آزاد میکند. اپتیکها را با الکل ایزوپروپیل روی یک سواب بدون پرز تمیز کنید و قبل از افزایش وات، ترازبندی را بررسی کنید.
دستیابی به لبههای صیقل داده شده با شعله: راهنمای غیرمنطقی برای کیفیت لبه

بهترین بخش برش پلکسی گلاس با لیزر CO₂: لبه برش خورده خودش را به صورت رایگان صیقل میدهد. PMMA در دیواره شیار ذوب میشود، کشش سطحی آن را دوباره جریان میدهد و سطح نمایان شده به یک سطح براق خنک میشود که شبیه پرداخت شعلهای است - البته تا زمانی که فرآیند طوری تنظیم شده باشد که آن سطح را خراب نکند. بیشتر شکایات مربوط به کیفیت لبه در کفهای تولیدی از یک اشتباه ناشی میشود: برخورد با اکریلیک مانند ورق فلزی.
«کمک هوایی باید حداقل باشد زیرا باعث یخ زدگی لبهها میشود.»
— لیزر دیو، مهندس نرمافزار در تروتک، در توصیهای که در مورد برش لیزری ارائه داد
همین یک حقیقت توضیح میدهد که چرا صفحات نتایج جستجو (SERP) اغلب پر از شکایاتی از نوع «من دستورالعملها را دنبال کردم و لبههایم سفید و فرفری هستند» است. کمک هوای پرفشار، دیواره شیار را آنقدر سریع خنک میکند که کشش سطحی پلیمر (به معنای واقعی کلمه مولکولهای هیدروکربن) نمیتواند در امتداد آن جریان یابد و سطح را قبل از اینکه به یک شبکه یخمانند از زبریهای ریز تبدیل شود، صاف کند. در فلزات قابل جوشکاری - که یک مشعل جوشکاری است که اکسیژن یا نیتروژن بیشتری را با فشار ۶ تا ۱۵ بار میدمد تا سرباره داغ را از گودال بیرون بکشد - این سرعت جریان بسیار مهم است.
در PMMA نامرئی، این مخرب است. یک رژیم سه حالته استاندارد فعلی شامل 0 تا 1.5 بار افت فشار برای جلا دادن شعلهای بدون اتلاف زمان، 1.5 تا 2.5 بار برای تخلیه دود در حالت نگهداشتن بدون آسیب به سطح، و 2.5 تا 4 بار فقط برای مواد اکسترود شده و رنگدانهدار است که لبهها از قبل آسیب دیدهاند.
- اکریلیک ریختهگری شده را مشخص کنید - اکسترود شده همیشه در دیواره برش خورده یخ میزند، مهم نیست تنظیمات چه باشند.
- عمق فوکوس را حدود ۱/۲ ضخامت ورق و نه روی سطح آن تنظیم کنید.
- سیستم کمکفنر بادی را خاموش کنید یا حداقل در حالتی که هنوز دود را از لنز پاک میکند، روشن کنید.
- روکشهای کاغذی سطح زیرین را بردارید. روکشهای کاغذی را برای جابجایی در بالا نگه دارید.
- برش در یک مرحله با قدرت بالا؛ بیش از یک مرحله برش، شیار را دوباره گرم میکند و جلا را کدر میکند.
- یک میز رو به پایین یا رو به عقب روشن کنید؛ دودکش را روی کار نیندازید.
- برای جلوگیری از سفید شدن ناشی از فشار مکانیکی، قطعات را حداقل ۲ تا ۳ میلیمتر از گیره فاصله دهید.
این هفت قانون، یک برش لیزری با تنظیمات پیشفرض را به لبهای تمامشده تبدیل میکند که نیازی به پرداخت با شعله ندارد. تفاوت بین یک قطعه در جعبه و یک قطعه روی میز.
ایمنی: دود، آتش، و اینکه چرا هرگز نباید PVC یا پلی کربنات را برش دهید
بخارات حاصل از برش لیزری پلکسی گلاس ناخوشایند هستند اما به خوبی توصیف شدهاند، محدودیتهای مواجهه وجود دارد و کنترلها ساده هستند - مشروط بر اینکه ماده اشتباه هرگز به بستر نرسد. مسئله ایمنی بزرگتر خود PMMA نیست، بلکه ورقهای شبیه به آن هستند که با آن اشتباه گرفته میشوند.
وقتی یک PMMA با لیزر برش داده میشود، پلیمر در جهت معکوس به مونومر متیل متاکریلات (MMA) و همچنین دیاکسید کربن، بخار آب، مونوکسید کربن و مقدار کمی فرمالدئید تجزیه میشود. برگه اطلاعات شیمیایی متیل متاکریلات OSHA پیشنهاد میکند که حد مجاز مواجهه (PEL) به طور متوسط ۱۰۰ ppm در یک شیفت هشت ساعته باشد، و راهنمای جیبی NIOSH برای خطرات شیمیایی همان حد مجاز مواجهه توصیهشده (REL) 100ppm را دارد. کنفرانس متخصصان بهداشت صنعتی دولتی آمریکا (ACGIH) محدودتر است و ... را تعیین میکند. مقدار حد آستانه ۵۰ ppm با سقف مواجهه کوتاه مدت ۱۰۰ ppm.
یک کابینت بسته با سرعت مکش فعال ۳ تا ۵ متر بر ثانیه به داخل یک دودکش کربن فعال HEPA+، در حجمهای برش معمولی، بسیار پایینتر از هر سه رقم است.
- پی وی سی و وینیل - گاز کلرید هیدروژن (HCl) و کلر آزاد میکند؛ در همان برش اول باعث خوردگی لوله لیزر و مجرای اگزوز میشود و سپس اپراتور را مسموم میکند.
- پلی کربنات (PC) - به شدت شعلهور میشود، دوده سیاه از خود به جا میگذارد و به ندرت به طور تمیز برش میدهد زیرا در طول موج 10.6 میکرومتر جذب ضعیفی دارد.
- سیستم ترمز ضد قفل (ABS) - مقادیر ناچیزی از سیانید هیدروژن و کربونیلهای آروماتیک آزاد میکند
- کامپوزیتهای فیبر کربن - ذرات گرافیت قابل استنشاق را آزاد میکند و ماتریس کربن را به محصولات جانبی مضر تجزیه میکند
- چوبهای فرآوریشده، چسبهای امدیاف، پارچههای روکششده با وینیل - تا زمانی که برگه اطلاعات ایمنی خلاف آن را ذکر نکرده است، فرض را بر این بگذارید که از چسب کلردار یا فرمالدئید استفاده شده باشد.
یک بررسی سریع مواد ورودی که کارگاهها از آن استفاده میکنند: یک تکه کوچک از برش را روی هویه داغ نگه دارید و دود آن را بو کنید. PMMA بوی کمی شیرین، مانند چسب هواپیمای مدل، میدهد. PVC بوی استخر کلردار میدهد و دود آن تند است. پلی کربنات بوی موی سوخته میدهد. اشتباه در استفاده از اکریلیک در مقابل PVC همچنان پرهزینهترین اشتباه در صنعت لیزر است - به فهرست مرجع ud-machine.com مراجعه کنید. موادی که هرگز نباید با لیزر برش داده شوند و مقایسه فنی خواص پلی کربنات برای زمینه بیشتر.
در دنیای تجهیزات، هر دستگاه برش لیزری CO₂ که قادر به برش اکریلیک باشد، یک سیستم کلاس ۴ محسوب میشود. ANSI Z136.1-2022که به یک محفظه قفل شده، توقف پرتوها و یک مسئول ایمنی لیزر تعیین شده برای استقرارهای صنعتی نیاز دارد. یک مورد به درستی مشخص شده انتخاب دستگاه استخراج دود هم ذرات و هم MMA را در یک محفظه مدیریت میکند - اشتباه رایج، کوچکتر از اندازهی استاندارد برای حجم کابینت است که باعث میشود بخار در بالای قطعه کار لایه لایه شود و حتی زمانی که کانالکشی در محل خود قرار دارد، میزان مواجههی اپراتور را افزایش دهد. توجه داشته باشید که کنترلهای مواجهه در حال تغییر هستند؛ قبل از امضای نهایی انطباق، نسخهی فعلی هر استاندارد را با نهاد صادرکننده بررسی کنید.
لیزر در مقابل اره، روتر و فرز CNC: انتخاب روش برش مناسب
بنابراین برش لیزری اغلب پاسخ صحیح است و نه همیشه - این به جزئیات هندسی، سفتی، لبههای پرداخت شده مورد نیاز و حجم کار بستگی دارد. تلرانسهای جانبی سازنده و پرداختها اغلب از راهنماهای مقایسهای استخراج میشوند که میتوانند یک طرح کاربردی آسان را ارائه دهند.
| روش | کیفیت لبه | تحمل معمولی | بهترین برای |
|---|---|---|---|
| لیزر CO2 | پرداخت شعلهای روی قالب | ± 0.10 میلیمتر | اشکال پیچیده، سوراخها، جزئیات، قطعات دستهای با ضخامت ≤25 میلیمتر |
| روتر CNC (بیت O-flute) | لبه ماشینکاری شده تمیز | ± 0.50 میلیمتر | قنداق ضخیمتر (۲۵ میلیمتر به بالا)، سوراخهای شیاردار، پنلهای بزرگ |
| اره رومیزی با تیغه پلاستیکی | لبه ماشینکاری شده مستقیم | ± 1.00 میلیمتر | برشهای مستقیم روی ورق سفت و سخت |
| فرز CNC (عمودی) | پرداخت ابزارکاری شده (صدای پچ پچ قابل مشاهده) | ± 0.05 میلیمتر | جیبها، نخها، قطعات اکریلیک ساختاری |
| امتیاز و ضربه محکم و ناگهانی | خشن، اغلب ترک خورده | ± 2.00 میلیمتر | موارد یکبار مصرف DIY ≤5 میلیمتر، بدون نیاز به جزئیات |
یک قاعده کلی: هر ویژگی کمتر از ۳ میلیمتر، منحنی یا منتظر لبه مرئی بدون پرداخت، به لیزر میرود. هر قطعهای با ضخامت ۲۵ میلیمتر یا بیشتر، ساختاری، نیاز به سوراخهای ضربهای، یا یک قطعه ساده میتواند به روتر یا فرز برود - وقتی تعداد قطعات به حدود ۵۰ قطعه یکسان روی ریختهگری ۶ میلیمتری برسد، لیزر برای هر قطعه ارزانتر از روشهای شیارزنی و ضربه زدن یا روتاری میشود - بالاتر از آن، راهنمای مواد قابل برش لیزری اعمال میشود و یک سیستم CO₂ به سرعت جبران میکند.
کاربردهای دنیای واقعی: تابلوها، نمایشگرها، نمونهسازی اولیه و قطعات سفارشی
کاربرد، مشخصات ورق را تعیین میکند، نه برعکس. این به شما پنج گروه میدهد تا محبوبترین کاربردها را در سال ۲۰۲۶ با لیزر برش دهید.
- تابلوهای فروشگاهی و معماری: شفاف/رنگی ریختهگری شده ۳ تا ۶ میلیمتری، که در آن لبههای قابل مشاهده باید براقیت سطح باقی بمانند - دقت ابعادی دقیقتر تابع پرداخت براق است.
- بستهبندی ویترینی و کالای نمایشی در محل فروش: در صورت استفاده از قطعات چفتشونده، قالبگیری ۵ تا ۱۰ میلیمتری؛ CAD برای بهترین تطابق، باید برش فاصله لیزر را جبران کند.
- محفظههای نمونه اولیه آزمایشگاهی و پزشکی محیطی: شفاف با ضخامت ۳ تا ۶ میلیمتر، با تلرانسهای دقیقتر برای نصب پنجره روی ابزارها، که در آنها نوع ریختهگری شده به دلیل مقرونبهصرفه بودن مواد شیمیایی مطلوبتر است.
- محافظ تجهیزات و پنجرههای بازرسی: PMMA اصلاحشده با ضربه ۶ تا ۱۲ میلیمتر، جایی که تکنسین به دید مستقیم به تجهیزات خطرناک نیاز دارد.
- محصول شخصیسازیشده و تزئینی: ۱.۵ میلیمتر تا ۳.۰ میلیمتر در رنگهای انباشته (لایههای نمایشی چندگانه)، بزرگترین جهش در گزارش روند ۲۰۲۶.
یک مثال ساده: یک تابلوسازی منطقهای در نزدیکی آتلانتا، روتر CNC 200 قطعهای رستوران را با یک لیزر CO₂ 100 وات جایگزین کرد. زمان برش هر قطعه از 14 دقیقه به حدود 4 دقیقه کاهش یافت، لبههای صیقل داده شده با شعله به لطف لبههای لیزر ریختهگری شده با جلای ذاتی، جایگزین مرحله صیقل پس از فرآیند شدند و میزان ضایعات در همان مسیرهای برش از 18٪ به زیر 6٪ کاهش یافت. آوردن برش اکریلیک به داخل شرکت به جای برونسپاری، هزینه لیزر را در 11 ماه در یک نمونه کار مشتری جبران کرد.
چشمانداز صنعت: برش لیزری اکریلیک تا سال ۲۰۳۰ به کجا میرود؟
سه عدد مرتبط برای برنامهریزی تجهیزات در پنج سال آینده از منابع تجاری و تحلیلگران بازار گرفته شده است. هر کدام از این اعداد توسط صنعت (رده ۳) به جای ادارات دولتی منتشر شدهاند، بنابراین از آنها به عنوان یک تخمین جهتدار و نه دقیق استفاده کنید.
سه تغییر خاص در این دادهها در حال رخ دادن است. اول: لولههای CO₂ تحریکشده با RF، جایگزین لولههای شیشهای تحریکشده با DC با توان بالا در تجهیزات در مقیاس تولید میشوند، به دلیل راندمان +۴۰٪ در پریز برق و تقریباً +دو برابر طول عمر لوله - که برای هر کارگاهی که بیش از ۲۰ ساعت در هفته فعالیت میکند، مهم است. دوم: رشد واردات برش لیزری سفارشی (تابلوهای رویدادهای ویژه، جوایز، دکوراسیون هنری) تقاضا را به سیستمهای کوچکتر Box- یا Greebless نشان داده شده در کلاس ۱ از تجهیزات صنعتی قدرتمندتر و بازتر کلاس ۴ تغییر میدهد - که استاندارد ایمنی لیزر ANSI Z136.1 را برای ساخت و ساز بسیار آسانتر میکند و به اپراتورهای مشاغل کوچک کاهش میدهد. سوم: خریداران سازگار با محیط زیست به دنبال مخلوطهای اکریلیک و بیو PMMA با محتوای بازیافتی هستند. قراردادهای برش روی این مواد تا حدودی با ریختهگری بکر متفاوت است، بنابراین برنامهریزی تولید برای سال ۲۰۲۶ باید شامل بودجه کمی برای صلاحیت مواد باشد. اگر در حال طراحی تجهیزات برای سال ۲۰۲۶ و آینده هستید، برشهای آزمایشی را روی حداقل یک گرید بیو PMMA برنامهریزی کنید و بازده استخراجکننده را با استفاده از آخرین دستورالعملهای ACGIH بررسی کنید - هر دو بیشتر از خود تجهیزات پردازش دوام خواهند آورد.
پرسش و پاسخهای متداول

س: آیا میتوان پلکسی گلاس را با لیزر برش داد؟
مشاهده پاسخ
س: آیا اکریلیک برش لیزری برای مواد غذایی بیخطر است؟
مشاهده پاسخ
س: آیا باید قبل از برش لیزری، پوشش محافظ را بردارم؟
مشاهده پاسخ
س: برای چه میزان شیار باید طراحی کنم؟
مشاهده پاسخ
س: آیا لیزر دیود 10 وات میتواند پلکسی گلاس را برش دهد؟
مشاهده پاسخ
س: برش یک ورق اکریلیک معمولی چقدر طول میکشد؟
مشاهده پاسخ
برش اکریلیک را به خانه بیاورید
اگر هزینههای برونسپاری مکرر در حال افزایش یا زمان تحویل کاهش یابد، یک لیزر CO₂ محصور شده خیلی سریع در برندسازی، نمایشها و کارهای نمونه اولیه، بازگشت سرمایه میکند. UDTECH سیستمهای لیزر CNC را برای خطوط تولید صنعتی تا کارگاههای حرفهای کوچک که چند صد قطعه در ماه برش میدهند، تولید میکند.
درباره این تحلیل
این راهنما، جداول تنظیمات، محدوده برش و راهنماییهای بازخورد کمک هوا را از مقالات فنی سازنده (Trotec، OMTech، xTool)، دادههای جذب PMMA بررسیشده توسط همتایان منتشر شده در PubMed و سیستمهای پاسخ کاربر که از r/lasercutting بین سالهای 2023 تا 2026 استخراج شدهاند، تلفیق میکند. دادههای مواجهه OSHA، NIOSH و ACGIH کلمه به کلمه از منابع دولتی موجود ذکر شده است. تنظیمات در هر دستگاه متفاوت خواهد بود - همیشه قبل از شروع تولید، یک کوپن کالیبراسیون را روی مواد ورق واقعی اجرا کنید. بررسی مشابهی توسط تیم مهندسی UDTECH انجام شده است.
منابع و مراجع
- برگه اطلاعات شیمیایی OSHA - متیل متاکریلات (PEL 100 ppm) — اداره ایمنی و بهداشت شغلی ایالات متحده
- راهنمای جیبی NIOSH برای خطرات شیمیایی - متیل متاکریلات — مراکز کنترل و پیشگیری از بیماریها
- خلاصه خطر متیل متاکریلات - ACGIH TLV 50 ppm — وزارت بهداشت نیوجرسی، برنامه حق دانستن
- ضریب جذب نوری PMMA در طول موج لیزر CO₂ با طول موج 10.6 میکرومتر - نمایهسازی داوریشده توسط همتا در PubMed
- پلی (متیل متاکریلات) — مرجع مواد - ویکیپدیا
- ANSI Z136.1-2022 - استفاده ایمن از لیزر — موسسه ملی استاندارد آمریکا
- راهنمای فنی OSHA - بخش سوم، فصل 6: خطرات لیزر — وزارت کار ایالات متحده
- بازار ماشینهای برش لیزری ۲۰۲۶-۲۰۳۵ (نرخ رشد مرکب سالانه ۷.۶٪) — پیشبینی صنعت از Global Market Insights
مقالات مرتبط
- ۱۵ تولیدکننده برتر دستگاه برش لیزر CO2 در سال ۲۰۲۵ — فهرست کوتاه تجهیزات برای کار اکریلیک در محل
- لیزر فیبر در مقابل CO2 - طول موج، مواد، هزینه — چرا CO₂ همچنان پاسخ پلاستیکها است؟
- راهنمای کامل مواد قابل برش با لیزر - مرجع متقابل برای پروژههای ترکیبی
- خواص متیل متاکریلات (PMMA) — شیمی پشت نامهای تجاری
- انتخاب دستگاه استخراج دود برای کابینتهای لیزر - اندازه گیری برای عملیات مطابق با OSHA
- نحوه انتخاب وات لیزر برای علامت گذاری، حکاکی و برش - قوانین مربوط به ضخامت توان در بین مواد



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


