




استفاده از لولههای پلاستیکی به دلیل دوام، انعطافپذیری و همچنین مقرون به صرفه بودن آنها در زمینههایی مانند ساختمانسازی و لولهکشی، در بخشهای مختلف امری جداییناپذیر بوده است. در پسزمینه، دستگاههای پیشرفته ساخت لولههای پلاستیکی، PVC، PE و PP تولید میکنند که از کیفیت بسیار خوبی برای افزایش عملکرد چنین لولههایی برخوردارند. هدف از این مقاله، تجزیه و تحلیل دقیق نحوه کار دستگاهها، انواع مختلف لولههای پلاستیکی و تفاوت آنها و عوامل استراتژیک در تولید لولههای پلاستیکی است. این وبلاگ حاوی اطلاعات مفیدی در مورد فناوری اکستروژن لوله برای تولیدکنندگان در مورد چگونگی کارآمد کردن عملیات خود و برای افراد کنجکاو در مورد نحوه ساخت لولهها است. با ما همراه باشید تا ساخت لولههای پلاستیکی را بررسی کنیم تا بفهمیم چرا در دنیای امروز اجتنابناپذیر هستند!
مقدمهای بر تولید لولههای پلاستیکی

هدف از تولید لولههای پلاستیکی، تولید لولههای محکم اما سبک و در عین حال انعطافپذیر است. این فرآیند عموماً با اکستروژن مواد اولیه، که میتواند PVC، HDPE یا PEX باشد، آغاز میشود و PEX پس از گرم شدن و قالبگیری، به لوله تبدیل شده و اجازه داده میشود تا خنک شود تا شکل لوله حفظ شود. این لولهها به دلیل خواص ضد خوردگی، خاصیت ارتجاعی و مقرون به صرفه بودنشان ارزشمند هستند و از این رو کاربرد گستردهای در آبرسانی، فاضلاب یا کابلکشی زیرزمینی دارند. این امر تنها در صورتی امکانپذیر است که دستگاه ساخت لوله پلاستیکی به ابزارهای لازم برای تولید محصولاتی که با هر مقررات مطابقت دارند و ضمانت عملکرد برای مدت طولانی را دارند، مجهز باشد.
بررسی اجمالی دستگاه ساخت لوله پلاستیکی
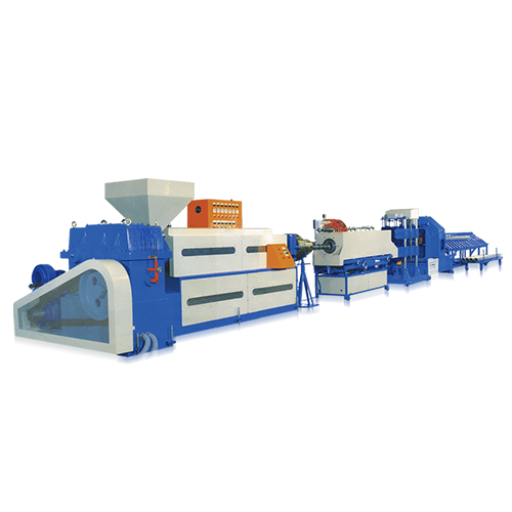
انواع خاصی از تجهیزات، مانند دستگاه ساخت لوله پلاستیکی یا حتی یک دستگاه مخصوص، برای تولید کارآمد لولههای پلاستیکی به صورت عمده استفاده میشوند. چنین فناوری اکستروژنی، ماشینها را به قابلیت گرم کردن مواد پلاستیکی خام و تبدیل آن به لولهای با هر شکل و ابعادی مجهز میکند، مشروط بر اینکه یک سیستم کنترل دقیق بر دما و فشار وجود داشته باشد. با پیشرفتهای اخیر در صرفهجویی در مصرف انرژی ماشینسازی، اتوماسیون و نظارت در داخل تأسیسات تولید و نصب شده است، بنابراین عملکرد مناسب و خرابی کمتر آنها تضمین میشود. چنین ماشینهایی معمولاً توسط صنایعی که لولههای آب، گاز و کابل را نصب میکنند، مورد تقاضا هستند. طبق آمار فعلی، ماشینهای تولید لولههای پلاستیکی امروزی از اینترنت اشیا (IoT) برای افزایش بهرهوری عملیاتی خود از نظر مشاهده و عیبیابی مشکلات از راه دور استفاده میکنند.
اهمیت ماشین آلات ساخت لوله در صنعت
دستگاه ساخت لوله پلاستیکی از جمله ماشینآلات مختلف دیگری است که برای برآوردن تقاضای جهانی رو به افزایش برای خدمات اجتماعی و ساختاری با کیفیت بالا حیاتی است. این ماشینها قابلیت ادامه پروژههای عمرانی را حتی در مواقع بحرانی دارند و کاربرد آن در خطوط لوله آب، لولههای گاز و پوشش بیرونی سیمها برجسته است. اثربخشی و دقت آنها منجر به کاهش قابل توجه هزینه تولید و هدررفت مواد میشود که گسترش مشاغل را تسهیل میکند.
چنین پیشرفتهای قابل توجهی مانند استفاده از اینترنت اشیا و اتوماسیون، این بخش را در چند دهه گذشته متحول کرده است. شرکتها میتوانند فرآیندها را مشاهده کنند و در حین انجام این کار، تنظیماتی را انجام دهند و تعمیر و نگهداری را از قبل انجام دهند تا خرابیها را کاهش دهند. این توانایی سازمانها را قادر میسازد تا در عین ارائه محصولات عالی که کاربردهای گستردهای در بخشهای مختلف مانند ساخت و ساز، کشاورزی و برق دارند، مرتبط باقی بمانند.
انواع لولههای تولید شده با استفاده از مواد مختلف
| نوع لوله | توضیحات و کاربردها |
|---|---|
| لولههای فلزی | لولههای فلزی محکم و بادوام، اغلب در ساخت و ساز ساختمانها مورد استفاده قرار میگیرند، این صنعت تقاضای زیادی برای لولههای فلزی، به ویژه در حمل و نقل نفت، گاز و تاسیسات لولهکشی، دارد. |
| لوله های پلاستیکی | لولههای پلاستیکی جایگزین ارزانی هستند که در مقایسه با لولههای فلزی سبکتر و کمتر در معرض زنگزدگی قرار میگیرند و بنابراین لولههای پلاستیکی در سیستمهای توزیع آب، مدیریت پسماند و آبیاری ترجیح داده میشوند. |
| لوله های مسی | استفاده از مس به عنوان مادهای برای لولهکشی از ویژگی مقاومت در برابر خوردگی و توانایی آن برای ماندگاری بیشتر ناشی میشود، از این رو کاربرد گسترده لولههای مسی در کارهای لولهکشی وجود دارد. |
| لولههای بتن مسلح | این لولهها که عمدتاً برای سیستمهای زهکشی انبوه، فاضلاب و مدیریت آبهای سطحی استفاده میشوند، در مواردی که استحکام و دوام از اهمیت بالایی برخوردار است، جایگاه خود را حفظ میکنند. |
| لوله های HDPE | چگالی بالا مقاوم در برابر مواد شیمیایی پلی اتیلن لولهها به دلیل سبک بودن و قابلیت خم شدن آسان، کاربردهای زیادی در صنعت و کشاورزی دارند. |
| لولههای سرامیکی | این لولهها سالهاست که مورد استفاده قرار میگیرند و به دلیل خواصشان، هنوز هم در برخی مکانها که از فاضلاب و زهکشی استفاده میشود، وجود دارند. |
انواع مختلفی از دستگاه ساخت لوله پلاستیکی برای هر کاربردی در صنایع وجود دارد و این دلیل بهرهوری بالا و حداکثر کارایی است.
انواع ماشین آلات ساخت لوله

01
دستگاه ساخت لوله پی وی سی
پلاستیک مادهای بادوام است که اغلب در مواقعی که نیاز به انتقال آب یا روغن از مکانی به مکان دیگر باشد، مورد استفاده قرار میگیرد. دستگاههای جدید برای ساخت لولههای پلاستیکی شامل دستگاههای داخلی هستند که میتوانند شامل اکستروژن، کالیبراسیون کیفیت منابع، خنککننده، برش یا جداول چیدن تدریجی باشند. توسعه سیستمها اکنون به سمت بهرهوری بیشتر انرژی در دستگاههای ساخت لوله، اتوماسیون بیشتر و دقت بالاتر هدایت میشود. امروزه دستگاههای بیشماری در دسترس هستند که اکثر آنها دارای ویژگیهایی مانند اکسترودرهای پرسرعت، سیستمهای کنترل سروو موتور و نظارت بلادرنگ از طریق وب بر فرآیند برای اطمینان از کیفیت و ثبات محصول هستند. این ابزارها فقط به دلیل افزایش تقاضا در بازار برای لولههای مقرون به صرفه و بادوام نامیده نمیشوند، بلکه برای تقویت مصرف کمتر منابع و انرژی در حین ساخت لولهها نیز به کار میروند.
02
دستگاه تولید لوله پلی اتیلن
تقاضای صنعت برای ماشینآلات ساخت لولههای پلاستیکی، همگی در محصولات نهایی کارآمدتر و قابل اعتمادتر بودهاند. بنابراین جای تعجب نیست که بیشتر تجهیزات تولید چنین اقلامی شامل ماشینآلات عالی به شکل اکسترودرهای پیچیده به همراه کنترلهای گرمایشی پیشرفته، دستگاههای کالیبراسیون و قطعات نهایی ارائه شده به مشتری توسط ماشینآلات است. بهرهوری سوخت و سازگاری با محیط زیست در صدر فهرست ویژگیهای تجهیزات مدرن ساخت لولههای پلیاتیلن قرار دارند و با استفاده بهینه از مواد و به حداقل رساندن فرآیند تولید حاصل میشوند.
دستگاه ساخت لوله پلاستیکی ابتدا مواد پلیاتیلن را در اکسترودر وارد میکند. در این واحد، مواد به حالت مذاب تبدیل شده و به طور یکنواخت پخش میشوند. این ماده خام از یک قالب عبور داده شده و به شکل لوله در میآید، زیرا در سیستم کالیبراسیون کشیده میشود تا ساختار خنک شود. فناوری پیشرفته، به ویژه از نظر سروو موتورها، تکنیکهای نظارت و خنککننده، سرعت و دقت تولید لولههای پلیاتیلن را بهبود بخشیده است. این تغییرات به خوبی به افزایش تقاضا برای خطوط لوله قوی، انعطافپذیر و پایدار توزیع آب، آبیاری و توزیع گاز پاسخ میدهد.
03
ماشین آلات تولید لوله PP
ماشینهای تولیدی وجود دارند که برای تولید PP (پلی ¬ پروپیلن) لولههایی برای همه کاربردها از جمله لولهکشی، کشاورزی و حمل و نقل شیمیایی که بسیار سبکتر و قویتر هستند. شکلگیری لولههای بهدستآمده و اکستروژن همگن تضمین میکند که ضخامت دیواره یکسانی خواهند داشت. دستگاه ساخت لوله پلاستیکی دارای سطوح کنترل پویا برای کمک به فرآیند مانند صفحه نمایش برای نظارت و پیشبینیکننده برای برش است.
شایان ذکر است که افزایش تقاضا برای خطوط اکستروژن لوله PP میتواند به دلایل مختلفی نسبت داده شود. یکی از این دلایل این است که در سالهای اخیر نیاز فزایندهای به محصولات سازگار با محیط زیست وجود داشته است. از آمار مدرن مشخص است که لولههای PP سالها در برابر بسیاری از مواد شیمیایی مقاوم هستند و میتوان از آنها دوباره استفاده کرد. این امر آنها را از دیدگاه سازگار با محیط زیست به جایگزین بهتری تبدیل میکند. این امر به دلیل معرفی تعدادی از مفاهیم مانند محفظههای با حرارت شدید، موتورهایی که با قدرتهای مختلف کار میکنند و در صورت امکان تغییرات معماری دستگاه که هزینهها را از نظر مصرف برق و هزینههای عملیاتی نیز کاهش میدهد، امکانپذیر شده است. در نتیجه، لولهکشی PP گزینه مناسبی برای چنین شرکتهایی است که هدف آنها ارائه لولهکشی برای عملکرد برتر با راندمان هزینه و لولههای ساخته شده از پلاستیک است.
درک فرآیند اکستروژن لوله

تهیه و تغذیه مواد خام
به طور کلی، فرآیند اکستروژن لوله را میتوان به چند مرحله تقسیم کرد. اولین مرحله در هر لولهای فرآیند اکستروژن، درک کردن است نوع ماده اولیهای که استفاده خواهد شد. این ماده در بیشتر موارد پلیپروپیلن (PP) خواهد بود که به شکل گلوله یا گرانول است. سپس مواد اولیه کاملاً مخلوط میشوند تا از کیفیت یکنواخت آنها اطمینان حاصل شود. ممکن است نرمکنندهها، پرکنندهها، رنگها و سایر مواد به منظور اصلاح خواص لوله پلاستیکی برای اهداف خاص اضافه شوند. پس از این، ماده اولیه از طریق یک قیف در دستگاه اکستروژن قرار میگیرد که آن را به صورت کنترلشده به محفظه اکستروژن تغذیه میکند. این ماده به عنوان اکستروژن دستگاه ساخت لوله پلاستیکی شناخته میشود. این تغذیه کنترلشده با قیف به ویژه در تولید لولههای پلاستیکی با کیفیت بالا مهم تلقی میشود.
فرآیند اکستروژن: تجزیه گام به گام
تغذیه مواد اولیه
این فرآیند با تغذیه مواد اولیه به داخل قیف آغاز میشود، که تأمین بیوقفه پلاستیک از پیش مخلوط شده به دستگاه اکستروژن را تضمین میکند.
ذوب و پلاستیک
مواد اولیه ضمن عبور از مناطق گرم شده مختلف درون اکسترودر، به تدریج گرم و ذوب میشوند. علاوه بر این، مارپیچ که درون اکسترودر میچرخد، نقش حیاتی در مخلوط کردن و نرم کردن مواد ایفا میکند.
شکل دادن به پلاستیک مذاب
پلاستیک مذاب از قالب خارج میشود تا شکل مطلوب لوله حاصل شود. طراحی صحیح قالب پیشنیاز دستیابی به محصول مطلوب است که باید تمام مشخصات محصول نهایی را با دقت و یکنواختی بالا برآورده کند.
خنک سازی و انجماد
لوله پلاستیکی مذاب، پس از خروج از قالب، از طریق یک واحد خنککننده منتقل میشود. در این مرحله، سیستم خنککننده حمام آب یا محفظههای اسپری برای تسهیل و تسریع خنکسازی و انجماد لوله به حالت جامد بدون آسیب رساندن به ساختار سفارشی آن به کار گرفته میشوند.
کشیدن و اندازه کردن
یک زنجیر خنککننده، لولههای کشیده شده را برای حرکت رو به جلو و قابل اعتماد، حمل میکند. از ابزارهای اندازهگیری برای اطمینان از ابعاد و صافی سطح استفاده میشود.
قطع کردن
پس از رسیدن به اندازه مورد نیاز، لولهها توسط برشدهندههای کامپیوتری بریده میشوند تا یکنواختی حفظ شود.
بازرسی و آزمایشهای کیفیت
پس از اتمام مراحل آزمایش، لولهها از نظر قطر، استحکام و غیره به صورت میکرومتری بررسی میشوند تا از کیفیت مورد نیاز لوله برای ورود به بازار اطمینان حاصل شود.
بستهبندی و توزیع
لولهها برای عرضه به بازار بستهبندی میشوند. بستهبندی تضمینی است که لولهها در حین حمل و نقل یا انبارداری آسیب نمیبینند.
خنکسازی و برش لولههای تکمیلشده
خنکسازی اعمالشده برای تنظیم خواص مواد لوله در خود فریمها از اهمیت بالایی برخوردار است. پس از خارج شدن لولهها و دور شدن از تولید، باید برای کمک به تنظیم ویژگیهای مورد نظر از طریق فرآیند خنکسازی سریع، که میتواند مبتنی بر آب یا هوا باشد، خنک شوند. در طول تولید، گرمای زیادی در لوله باقی میماند و باعث تاب برداشتن لوله میشود. خنکسازی همچنین به بازیابی ابعاد مورد نظر محصول کمک میکند و در نتیجه استحکام محصول نهایی را بهبود میبخشد.
پس از برش لوله به منظور تثبیت وضعیت توسعه آنها، نوع خاصی از مرحله اندازهگیری مورد نیاز است که در آن اندازهگیریها طبق مشخصات صنعت یا ابعاد مورد نظر آنها انجام میشود. استفاده از دستگاههای برش خودکار، یک تصمیم واحد بین انطباق با مشخصات صنعت و تضمین یکنواختی در طول تمام لولهها است. مهمتر از همه، این فرصتی را برای به حداقل رساندن و حذف ضایعات همراه لولههایی که از طریق فرآیندهای برش دستی مرسوم انجام میشوند، فراهم میکند و در نتیجه منجر به تولید لولههایی میشود که از نظر کیفیت و مشخصات، استانداردهای لازم را دارند. علاوه بر این، برش این لولهها برنامهریزی جدیدی را ارائه میدهد و آنها را قابل حمل، قابل حمل و آماده استفاده میکند.
علاوه بر این، نظارت دقیقی بر کیفیت در هر مرحله، چه در خنکسازی و چه در برش، وجود دارد. آزمایشهای حین فرآیند انجام میشود تا اطمینان حاصل شود که هیچ نقص یا ناهنجاری در لوله وجود ندارد. این نگهداری، محصول نهایی را بدون هیچ تردیدی به عملکرد بهینه در هر دو زمینه ایمنی و عملکرد ابعادی هدایت میکند. این مراحل بخش مهمی از دستیابی به لولههای با کیفیت بالا در انتهای خط تولید هستند.
ویژگیهای کلیدی ماشینآلات تولید لوله
ملاحظات ظرفیت تولید
ظرفیت تولید دستگاه تولید لوله را با توجه به عوامل مرتبط با فرآیند مقایسه کنید. دستگاههای پیشرفته امروزی به گونهای مهندسی شدهاند که خروجی جبرانشده را با حفظ دقت و کیفیت کلی بالا دریافت کنند. تولید لوله در مقیاس بزرگ همواره نیازمند سیستمهای خودکار، مهندسی پیشرفته و قابلیتهای جابجایی مواد است که در دستگاه ادغام شدهاند.
برای مثال، مدلهای پیشرفته از کنترلهای خودکار و سیستمهای نظارت بر فرآیند در لحظه برای بهینهسازی گردش کار و کاهش زمان از کارافتادگی استفاده میکنند. فراتر از آن، تنظیمات قابل تنظیم به تولیدکنندگان این امکان را میدهد که بین اندازهها و انواع مختلف لوله جابهجا شوند و تطبیقپذیری بیشتری را بدون انحراف زیاد از اهداف تولید پذیرفته شده، فراهم کنند. آمارهای اخیر نشان میدهد که نیاز به ماشینآلات تولید لوله انعطافپذیر که خروجی بالایی مصرف میکنند، در صنایعی مانند ساخت و ساز، نفت و گاز و تصفیه آب، رو به افزایش است. این جبهه فناوری معرفی شد تا اطمینان حاصل شود که تولیدکنندگان از تقاضای بازار عقب نمیمانند و میتوانند به طور کامل از آنها پشتیبانی کنند و استانداردهای سختگیرانه کیفیت را رعایت کنند.
بهرهوری انرژی در اکسترودرهای لوله
مصرف انرژی در ماشینهای اکستروژن از طریق ادغام مهندسی و طراحی نوآورانه همراه با بهینهسازی رویههای عملیاتی کاهش مییابد. اکسترودرهای مدرن از فناوریهای جدید موتور مانند موتورهای جریان مستقیم بدون جاروبک با راندمان توان بالا استفاده میکنند تا اتلاف توان خود را که اغلب ناشی از اصطکاک ناشی از کار است، به حداقل برسانند. این درایوهای بدون جاروبک با عملکرد بالا و مصرف توان کمتر، در کاهش کلی انرژی مصرفی حیاتی هستند.
یکی دیگر از عوامل مؤثر در بهرهوری انرژی، پیشرفت تجهیزات گرمایش و سرمایش است. کنترل دما در طول مرحله اکستروژن بسیار مهم است و روشهای عایقبندی بهروز، مانند بخاریهای منطقهای یا منطقهای، منجر به بهینهسازی فرآیند گرمایش با کمترین اتلاف انرژی میشوند. علاوه بر این، پیشرفتهای لجامگسیخته در تکنیکهای سرمایش، کنترل بهتر دما را در صورت وجود سیستم خنککننده آب حلقه بسته امکانپذیر میکند، تکنیکی که ضمن صرفهجویی در مصرف آب و انرژی، آن را سریع میکند.
سیستمهای اتوماسیون هوشمند نیز در صرفهجویی در مصرف انرژی ضروری هستند. ابزارهای نظارت و نگهداری پیشبینیکننده در زمان واقعی، با شناسایی ناکارآمدیها و جلوگیری از خرابیهای احتمالی، از بهینهسازی انرژی پشتیبانی میکنند. این سیستمهای عملیاتی، از طریق اجرای روان و مؤثر فرآیندها در یک مرکز اکستروژن لوله، امکان صرفهجویی در مصرف انرژی را فراهم میکنند.
سطوح اتوماسیون در ماشینآلات مدرن تولید لوله
اتوماسیون در ماشینهای مدرن تولید لوله در طول سالها به طور قابل توجهی توسعه یافته است و فناوریهای پیچیدهتری را در خود جای داده است تا بتواند تقاضای فزاینده برای دقت، کارایی و پایداری را برآورده کند. این ماشینها معمولاً سه سطح از اتوماسیون را نشان میدهند:
-
سطح پایین
اتوماسیون سطح پایین: نقطه عطفی که در آن ماشینها و نه انسانها، وظایف ساده و تکراری را به شیوهای برنامهریزیشده انجام میدهند و در عین حال توسط دستگاههای اکسترودر، تغذیهکنندههای مواد و برشدهندهها به فرآیندهای صنعتی معرفی میشوند. اصلاحات اجرا شده توسط یک تنظیمکننده از پیش تعیینشده که به درستی برای یک دستگاه تزریق قالب تنظیم شده است، انجام میشود و زمان بسیار کمی توسط کنترل دستی صرف میشود.
-
سطح متوسط
اتوماسیون سطح متوسط: اتوماسیون ناقص آنها شامل برخی از اجزای بسیار قدیمی، یعنی کنترلکنندههای منطقی قابل برنامهریزی (PLC) و حسگرها برای دقت و کنترل واقعی و بهبود سیستم نظارت است. چنین تجهیزاتی میتوانند به طور بسیار مناسبی با نیازهای ویژه تولید در مورد لولههای اکسترود شده تازه با اندازههای مختلف در سرعت فعال و با تعامل ناچیز از سوی نیروی کار سازگار شوند.
-
کامل
اتوماسیون نهایی یا کامل: این اتوماسیون کاملاً خودکار، بهترین گزینه برای فناوریهای هوشمند مانند اینترنت اشیا، هوش مصنوعی یا یادگیری ماشینی است. چنین سیستمی با ظرفیت پردازش دادههای بلادرنگ، نگهداری پیشگیرانه و پیشبینی و تصمیمگیری، قادر به تجزیه و تحلیل معیارهای تولید است که عملکرد را تسهیل میکند، ضایعات را کاهش میدهد و پیشرفتهای مداوم در کیفیت و عملکرد را بدون نیاز به دخالت انسان تضمین میکند.
با بهرهگیری از این درجه از اتوماسیون، تولیدکنندگان امروزی لوله میتوانند با سرعت گرفتن بازار، بهرهوری بیشتری کسب کنند، هزینهها را کاهش دهند و تأثیر زیستمحیطی خود را کم کنند.
روندهای نوظهور در تولید لوله

منابع مرجع
-
بهینهسازی تولید در صنعت تولید لولههای PVC
این مطالعه به بررسی بهینهسازی تولید لوله PVC در یک محیط تولیدی کاملاً خودکار میپردازد و بینشهایی را در مورد فرآیندهای تولید و ماشینآلات ارائه میدهد.
منبع -
طراحی و ساخت دستگاه اکستروژن آزمایشگاهی لوله پلی وینیل کلراید
این مقاله به بررسی طراحی و عملکرد دستگاه اکستروژن لوله PVC میپردازد و جزئیات فنی مربوط به تولید لوله را ارائه میدهد.
منبع -
خط تولید اکستروژن لوله موجدار تک جداره PP/PE/PVC SWC با سرعت بالا
این منبع اطلاعاتی در مورد خطوط تولید اکستروژن پیشرفته برای تولید لولههای PP، PE و PVC با تمرکز بر تولید پرسرعت ارائه میدهد.
منبع -
صنعت لوله کشی پلاستیکی در آمریکای شمالی
این مقاله به بررسی استفاده از PVC، PE و PP در صنعت لولههای پلاستیکی، از جمله خواص و کاربردهای آنها در تولید لوله میپردازد.
منبع - ارائه دهنده ماشین آلات و اکسترودرهای مواد غذایی در چین
پرسش های متداول (پرسش و پاسخ)
Q
خط اکستروژن برای تولید لوله پلاستیکی چیست؟
A
خط اکستروژن برای تولید لولههای پلاستیکی به یک خط مونتاژ اشاره دارد که در آن یک مجموعه شامل یک اکسترودر پلاستیک (تک یا دو ماردونه)، سر قالب، مخزن کالیبراسیون خلاء، دستگاه حمل و نقل و ایستگاههای برش/برش برای اکسترود کردن PVC، HDPE، PPR و سایر انواع لولهها است. این تجهیزات خط اکستروژن، ذوب، اندازهبندی، خنکسازی و انتقال را مدیریت میکند تا عملکرد یکنواختی در تولید لوله PVC، سیستم آبرسانی لوله upvc یا اکستروژن لوله hdpe برای کاربردهای آبرسانی، زهکشی یا لولههای مجرا ارائه دهد.
Q
خط تولید لوله HDPE اساساً چه تفاوتی با اکستروژن لولههای PVC دارد؟
A
برای اکستروژن لولههای HDPE، از رزین پلیاتیلن با چگالی بالا با پروفیل پیچ متفاوت استفاده میشود. این رزین برای کار در دمای ذوب بالا طراحی شده است تا درجه مناسبی از بلورینگی در لوله حاصل شود. در عمل، دمای ذوب بالاتر، فشار لوله را کاهش میدهد. در مورد کالیبراسیون و خنکسازی لوله، لازم است از گزینههای خاصی استفاده شود؛ PVC و HDPE متفاوت هستند، بنابراین فرآیندها و تجهیزات تولید آنها نیز متفاوت است. به عنوان مثال، خطوط HDPE بر بهبود ظرفیت جوشکاری لوله hdpe با خطوط اکستروژن لوله hdpe تأکید دارند. خطوط PVC بر کالیبراسیون خلاء برای لوله pvc سفت و اکستروژن لوله آب pvc تأکید دارند.
Q
کدام قطعات یک دستگاه اکستروژن لوله را میسازند؟
A
اکستروژن لوله دستگاه عمدتاً شامل یک اکسترودر پلاستیک است (تک پیچ یا دو پیچ)، قالب لوله، سر قالب، مخزن کالیبراسیون خلاء، دستگاه حمل و نقل، برش دهنده، ایستگاه زنگوله زنی یا سوکت زنی، و کنترل های الکتریکی و اتوماسیون مانند درایوهای مبدل ab b. کنترل های کیفیت، ضخامت دیواره، بیضی بودن و پرداخت نهایی را برای دستگاه تولید لوله pvc یا خطوط hdpe pp بررسی می کنند.
Q
آیا خط تولید لوله پی وی سی میتواند لولههای برق و لولههای آب پی وی سی را تولید کند؟
A
در واقع، بسیاری از خطوط تولید لوله پی وی سی، تولید انواع غیر الکتریکی برای ماشینهای ساخت لولههای مجرا پی وی سی و برای لولههای آب پی وی سی را به سادگی با تعویض پیکربندی قالب، انجام تنظیمات لازم برای خنکسازی و کالیبراسیون قبل از استفاده از مواد اولیه مناسب پی وی سی (پودر یا ترکیب پی وی سی) تسهیل میکنند. برخی از گزینههای تخصصی ماشینهای ساخت لولههای مجرا الکتریکی شامل قالبهای با سوراخ صاف برای لوله مجرا و کالیبراسیون خلاء اضافی برای افزایش دقت ابعادی هستند.
Q
هنگام انتخاب یک تولیدکننده یا تأمینکنندهی قابل اعتماد برای ماشین لولهسازی چه باید کرد؟
A
تولیدکننده خط تولید لوله انتخابی در جایی قرار میگیرد که خط تولید مذکور از قبل نصب شده باشد، بازخورد توصیههای خوب پس از خدمات آینده، و جایی که به شما اطمینان داده میشود که تولیدکنندگان در تولید خطوط اکستروژن لوله، خطوط اکستروژن لوله HDPE و تجهیزات لولههای مجرا تخصص دارند. مراجع را با آزمایش پذیرش کارخانه، اجرای ماشینآلات برای تولید آزمایشی، در دسترس بودن قطعات یدکی ضروری (اجزای اکسترودر پیچ، مخازن خلاء، حمل و نقل) مورد نیاز برای انواع مختلف لولههای پیویسی، و سیستمهای تولید لوله پیویسی تمام اتوماتیک یا گزینهای از خط اکستروژن پروفیل و ارتقاء دستگاه ساخت لولههای مجرا الکتریکی ارائه دهید.
Q
برخی از اقدامات کلیدی کنترل کیفیت لازم برای اکستروژن و تولید لولههای پلاستیکی کدامند؟ پروفیل پی وی سی اکستروژن؟
A
اقدامات کلیدی کنترل کیفیت شامل بررسی مواد اولیه (پودر PVC، پلیمرهای PE/PP)، نظارت بر سرعت ذوب به همراه دما، اندازهگیری ضخامت دیواره و بیضیشکل بودن، بررسی سطح در خط تولید و بررسیهای همترازی در کنترل فشار خلاء و حداکثر سرعت حمل و نقل است. کنترل فرآیند و آزمایش در خط تولید، تماماً با جلوگیری از نقص در طول تولید و فراهم کردن امکان مطابقت لولهها با استانداردهای لولههای آبرسانی آشامیدنی، لولههای زهکشی یا لولههای شبیه به مجرا در اکستروژن لولههای PVC یا خطوط HDPE PP مرتبط است.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


