



انواع ماشینهای CNC: راهنمای کامل برای هر دسته از ماشینهای CNC
مشخصات سریع
| انواع پوشش داده شده | 10 دسته اصلی ماشینهای CNC |
| رایج ترین | فرز CNC / مرکز ماشینکاری عمودی (VMC) |
| محدوده A×is | از ۲-a×is تا ۵-a×is (و فراتر از آن) |
| تحمل | ±0.001″ – ±0.005″ (وابسته به فرآیند) |
| مواد | فلزات، پلاستیک، چوب، کامپوزیتها، سرامیکها |
| حدود قیمت | ۲۰۰۰ دلار (سرگرمی رومیزی) – ۵۰۰۰۰۰ دلار به بالا (تولید ۵ محوره) |
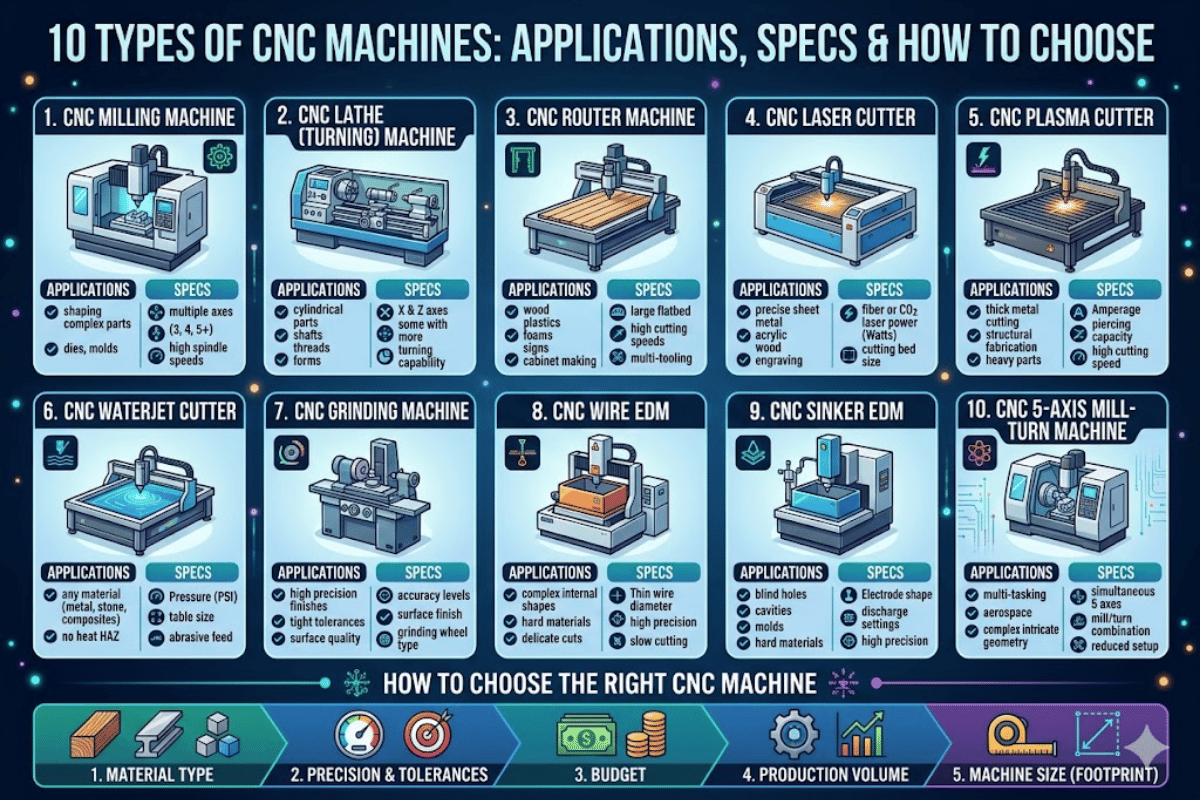
آگاهی از انواع مختلف ماشینهای CNC موجود در بازار امروز، اولین قدم برای انتخاب ماشین مناسب برای هر پروژهای است. راهاندازی یک کارگاه نمونهسازی اولیه یا یک خط تولید قطعات با حجم بالا یا یک کارگاه ساخت سفارشی، همگی یک وجه مشترک دارند - دستگاهی که انتخاب میکنید؛ تلرانسها، زمان چرخه و هزینههای هر قطعه را تعیین میکند. به طور متوسط، بازار جهانی ماشینآلات CNC در سال 2025، 74.82 میلیارد دلار ارزش داشته است و این بازار همچنان رو به رشد است، زیرا بخشهای صنعتی بیشتری به دنبال خودکارسازی فرآیندهای ماشینکاری خود هستند.
این راهنما 10 مورد مختلف را برجسته میکند دستگاه های CNC طبقهبندیها، مشخصات آنها را با دادههای واقعی مقایسه میکند و به شما یک انتخاب «نقطه شروع» در مورد چگونگی تطبیق مشخصات دستگاه با خواستههایتان میدهد.
دستگاه سی ان سی چیست و چگونه کار میکند؟
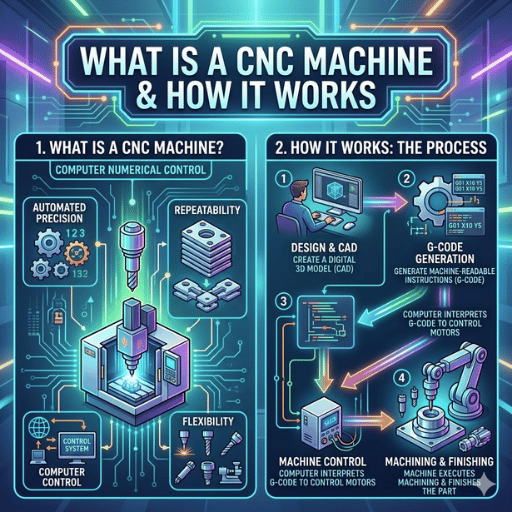
CNC نام خود را از کنترل عددی کامپیوتری گرفته است. این سیستم به سادگی سیستمی است که در آن یک کامپیوتر ارزان قیمت برنامهای را به شکل G-code و M-code میخواند و سپس آن دستورات را به حرکت فیزیکی تمام قطعات لازم مانند ابزار برش انتهایی، اسپیندل و میز کار تبدیل میکند. خود برنامه یک فایل کامپیوتری است که به عنوان مثال به ابزار اجازه میدهد حرکات درونیابی شدهای را در امتداد محور x و یا در امتداد محور y انجام دهد تا یک نتیجه فیزیکی نهایی ایجاد شود.
کنترل کامپیوتری افزایشیافته، ماشینهای CNC امروزی را تعریف میکند. توانایی اولیه برای ترجمه دادههای فیزیکی از برنامههای کنترل عددی (NC) در MIT در دهه ۱۹۵۰ توسعه یافت. امروزه، واحدهای CNC در یک کارگاه تولیدی مدرن از ریزپردازندههایی استفاده میکنند که منحنیها را درونیابی میکنند، سایش ابزار را جبران میکنند و مسیرهای حرکتی چند محوره را به طور همزمان اجرا میکنند.
برای دانستن نحوه کار یک دستگاه CNC، ابتدا باید قابلیت تکرارپذیری را درک کرد. یک دستگاه دستی باتجربه میتواند در یک روز خوب، دقت 0.005 اینچ را حفظ کند. یک دستگاه فرز CNC که در یک پنجره ابعادی کار میکند، قادر است این تلرانس را بدون خستگی، شات به شات، شیفت به شیفت حفظ کند.
این نوع قابلیت اطمینان است که باعث میشود CNC در صنایع هوافضا، تجهیزات پزشکی، خودرو و الکترونیک مورد استفاده قرار گیرد.
خب، این برای کف فروشگاه شما چه معنایی دارد؟
این بدان معناست که نوع دستگاهی که انتخاب میکنید، تعیین میکند که چقدر میتوانید ابعاد را محکم نگه دارید، چقدر سریع میتوانید قطعات را بچرخانید و چقدر تجربه اپراتور مورد نیاز است - استوانهای، مرکز ماشینکاری عمومی یا سنگزنی با دقت بالا. صنعت CNC با استانداردهای جهانی مطابقت دارد - ISO 2768 قابلیتهای کلی دستگاه را تعیین میکند که مهندسان طراحی میتوانند روی آن حساب کنند و ASME Y14.5 زبان توافق شده GD&T را پوشش میدهد.
📐 نکته مهندسی
تلرانسهای استاندارد CNC بر اساس فرآیند - فرزکاری 0.001″ - 0.005″، تراشکاری 0.0005″ - 0.003″، سنگزنی 0.0001″ - 0.0005″، EDM 0.0002″ - 0.005″. اینها محدودههایی هستند که میتوان به آنها دست یافت. شرایط شامل دستگاه، فیکسچر و دمای هوای محیط است.
حتی کهنهکارهای حرفه ماشینکاری هم ممکن است دستگاهها را از کار بیندازند، ضایعات تولید کنند و دستگاههای برش را منفجر کنند - سیستم کنترل CNC خطاهای ورودی اپراتور در تنظیمات و برنامهریزی را کاهش میدهد، اما هرگز به طور کامل از بین نمیبرد. دستگاه به سادگی هر کاری را که برنامه میگوید انجام میدهد، به این معنی که شما باید همان بار اول کار را درست انجام دهید.
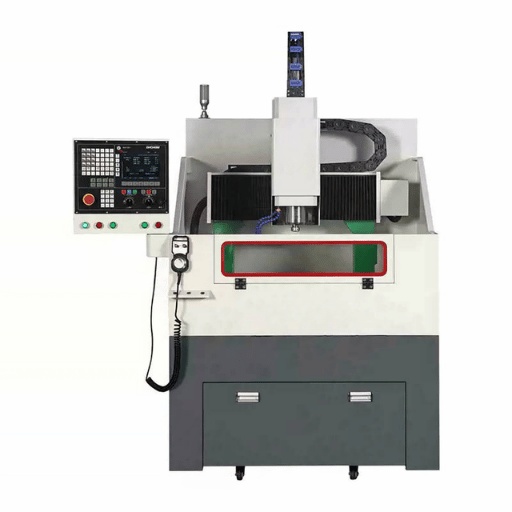
دستگاه فرز CNC

فرز CNC - فرز CNC فرزی است که میتواند با استفاده از برشدهندههای چرخشی که میتوانند در چندین محور کار کنند، برش دهد. فرز CNC ستون فقرات دنیای تولید است. چه یک کارگاه کوچک باشد و چه یک تأمینکننده هوافضای درجه یک، یک فرز CNC احتمالاً هنوز جایی در کارگاه دارد.
فرزهای CNC میتوانند فرزکاری سطحی، فرزکاری شیاردار، فرزکاری جیبی، کانتورینگ و سوراخکاری انجام دهند.
دو پیکربندی: مرکز ماشینکاری عمودی (VMC) و مرکز ماشینکاری افقی (HMC) رایجترین هستند. جهت اسپیندل ابزار، تخلیه براده، دسترسی به خنککننده در برش و نوع فیکسچر مورد استفاده را تعیین میکند. بیایید به اعداد نگاه کنیم:
| ویژگی | VMC (عمودی) | HMC (افقی) |
|---|---|---|
| سرعت اسپیندل | 8,000-12,000 دور در دقیقه | 6,000-15,000 دور در دقیقه |
| اندازه جدول | 500×250 میلی متر – 1,500×700 میلی متر | ۴۰۰×۴۰۰ میلیمتر – ۸۰۰×۸۰۰ میلیمتر (پالت) |
| تحمل معمولی | ±0.001″–±0.003″ | ±0.0005″–±0.002″ |
| حدود قیمت | $ 30,000- $ 150,000 | 80,000 تا 500,000 دلار + |
| بهترین برای | کارهای عمومی، نمونهسازی اولیه | تولید انبوه، لوازم سنگ قبر |
یک تامینکننده درجه یک خودرو که محفظههای گیربکس آلومینیومی را ماشینکاری میکند، HMC را به VMC ترجیح داد. دستگاه سنگ قبر محور چهارم، در هر چرخه ۴ قطعه برش میدهد، هزینه هر قطعه را ۳۸٪ کاهش میدهد و زمان چرخه را از ۲۲ دقیقه به ۱۴ دقیقه میرساند. این تصمیم، هزینه خرید دستگاه را در کمتر از ۲ سال پوشش داد.
«برای ۸۰٪ از عملیات کارگاهی، یک VMC سه محوره خوب، اولین دستگاه مناسب است. شما فقط زمانی به HMC روی میآورید که حجم کار شما هزینه تعویض پالت را جبران کند و قطعات شما واقعاً به جریان براده افقی نیاز داشته باشند. HMC فقط یک زمان اضافی و پرهزینه برای کارگاه است.»
— مهندس ارشد تولید، تأمینکننده ردیف ۱ خودرو
چه نوع دستگاه CNC بیشتر مورد استفاده قرار میگیرد؟
ماشینهای فرز CNC، به ویژه ماشینهای VMC، رایجترین ماشینهای CNC نصب شده در حال حاضر هستند. آنها بر ... تسلط دارند. فرز CNC در کارگاههای تولیدی، تولید قراردادی و تولید داخلی مستقیم شرکتی کار کنید. این به این دلیل است که یک VMC سه محوره میتواند اکثر فرمهای قطعهای را با حداقل هزینه اولیه پردازش کند.
تفاوت فاحش قیمت را میتوان با سطح کارایی کنترل محورهای مختلف توضیح داد. فرزکاری CNC سه محوره برای مشتریان حدود ۴۰ دلار در ساعت هزینه خواهد داشت. هزینههای فرزکاری همزمان ۵ محوره از ۱۵۰ دلار در ساعت تا بیش از ۳۰۰ دلار در ساعت متغیر است که به مواد و شکل بستگی دارد. برای جلوگیری از اتلاف هزینه عملیات سوراخکاری ۵ محوره، مربی کارگاه به اپراتورهای ماهر فشار میآورد تا عملیات ۵ محوره را به قطعات مورد نیاز واقعی اختصاص دهند.
ماشین آلات حفاری CNC
دستگاههای اختصاصی، دستگاههای سوراخکاری CNC هستند، زیرا فرزکاری ممکن است سوراخکاری کند، اما دستگاههای فرز برای این منظور کارآمد نیستند. اگر نیاز به ایجاد هزاران سوراخ یکسان مانند ساخت PCB، ورقهای لوله مبدل حرارتی یا چارچوب فولادی دارید، دستگاه سوراخکاری CNC اختصاصی میتواند این کار را سریع و همچنین مقرونبهصرفه انجام دهد.
بعضی از دستگاههای سوراخکاری CNC از سر چند اسپیندل برای ایجاد چهار، هشت یا حتی شانزده سوراخ در هر بار استفاده میکنند، اما کارگاه باید انعطافپذیری برشهای کانتور و حفرهای را فدا کند زیرا فقط میتواند یک شکل سوراخ خاص ایجاد کند.
G83 – چرخه سوراخکاری نوکی. اگر عمق سوراخ شما بیشتر از سه برابر قطر مته است، از چرخه سوراخکاری نوکی استفاده کنید. مته را بارها و بارها به طور کامل جمع کنید تا برادهها پاک شوند، از جمع شدن برادهها در اطراف مته و ایجاد فشار بر آن جلوگیری کنید. برای آلومینیوم، میزان جمع شدن را به ۱ میلیمتر افزایش دهید، برخی از برادهها به سادگی رشتهای هستند و به شدت جمع میشوند.
📐 نکته مهندسی
کلاس تلرانس متوسط Nofitih-m برای فرزکاری CNC: 0.1 میلیمتر برای قطعه کار با ابعاد 6-30 میلیمتر و 0.2 میلیمتر برای قطعه کار با ابعاد 30-120 میلیمتر و بدون تلرانس دقیق مشخص شده در نقشه موجود است.
تراشها و مراکز تراشکاری CNC
یک دستگاه تراش CNC، قطعه کار را در مقابل ابزار برش ثابت یا متحرک (زنده) میچرخاند. هر قطعهای با تقارن چرخشی مانند شفت، بوش، پیچ، فلنج را میتوان به طور کامل ماشینکاری کرد. امروزه تمام ماشینهای تراش به دلیل مسیر ابزار برنامهریزیشده بالا که میتواند خطای مهارت و موقعیتیابی ناشی از عملیات تراش دستی را کاهش دهد، با کنترل CNC کنترل میشوند. قطعه کار در امتداد محور مرکزی ثابت است در حالی که ابزار فقط میتواند در امتداد فرم متحرک در X و Z حرکت کند و پس از برنامهریزی، میتواند حتی شکلهای پیچیده را به طور خودکار تولید کند. دستگاه تراش CNC جدید حتی ابزار زنده یا فرزکاری اسپیندل محرک و محور C را در برجک ادغام میکند که مرز بین تراشکاری و فرزکاری را در بر میگیرد.
مهمترین انتخاب شما در تراشکاری CNC، تراشهای معمولی در مقابل تراشهای سوئیسی است. تراشهای معمولی کار را به روش سنتی انجام میدهند. قطعات در یک سه نظام یا کولت بسته میشوند و میتوانند قطرهای بزرگ را در خود جای دهند، اگرچه این امر نسبت طول به قطر شما را محدود میکند. تراشهای سوئیسی، میلههای برش را از طریق یک بوش راهنما تغذیه میکنند و قطعه را درست در نقطه برش نگه میدارند. این طراحی امکان برش قطعات فوقالعاده بلند و سطوح میکرونی هممرکزی را در قطرهای کوچک فراهم میکند.
| ویژگی | تراش CNC معمولی | تراش CNC نوع سوئیس |
|---|---|---|
| قطر قطعه | تا 600 میلی متر + | معمولاً ≤32 میلیمتر |
| نسبت طول به قطر | تا 10: 1 | تا 20:1 یا بالاتر |
| تمرکز | ± 0.005mm | ± 0.002mm |
| بهترین اپلیکیشن | شفتها، فلنجها، سیلندرهای بزرگ | پیچهای پزشکی، قطعات ساعت، پینها |
| حدود قیمت | $ 15,000- $ 60,000 | $ 80,000- $ 250,000 |
اپراتورهای ماشینهای تراش سوئیسی اغلب تنظیم بوش راهنما را به عنوان متغیر اصلی مؤثر بر هممرکزی زیر میکرونی در پیچهای استخوان پزشکی میدانند. اگر به موقعیت بوش راهنما توجه نکنید، برنامهریزی دقیق هیچ تأثیری بر میزان انحراف نخواهد داشت.
استفاده از سه نظام سه فکی هنگام ماشینکاری قطعات دیواره نازک (دیوارههای نازکتر از ۲ میلیمتر). اعمال نیروی گیره یکسان به سه نظام سه فکی باعث تغییر شکل میشود زیرا قطعه پس از رها شدن به عقب برمیگردد و منجر به واریانس ابعادی میشود. برای جلوگیری از این مشکل، یا از سه نظام کولت استفاده کنید یا فکهای نرم سفارشی را متناسب با قطر بیرونی نهایی قطعه خود ماشینکاری کنید.
ماشین آلات روتر CNC

روترهای CNC بسیار شبیه به فرزهای CNC هستند، با این تفاوت که برای کار با مواد نرمتر و شرایط برش متفاوت طراحی شدهاند. در حالی که یک فرز به اندازه کافی سفت و سخت ساخته شده است تا فولاد را برش دهد، یک روتر CNC برای مناطق کاری بزرگ و سرعتهای بالای حرکت روی مواد نرمتر مانند چوب، MDF، اکریلیک، فوم، پانلهای کامپوزیت و آلومینیوم نرم، سفتی خود را فدا میکند.
هنگام مقایسه فرز CNC و روتر CNC، این عوامل را در نظر بگیرید: با مواد نرمتر از آلومینیوم و عمق Z نه بیشتر از 100 میلیمتر، روتر CNC تقریباً در همه موارد، گزینه ارزانتری است. هر چیز دیگری آسیاب را ترجیح میدهد.
✔ مزایا
- ناحیه برش بزرگ (۴×۸ فوت یا بزرگتر)
- سرعتهای پیمایش بالا: ۵۰۰ تا ۱۵۰۰ IPM
- قیمت پایینتر: ۳۰۰۰ دلار (دسکتاپ) – ۱۰۰۰۰۰ دلار به بالا (صنعتی)
- گزینههای چند سر برای برش ورق تو در تو
- میز وکیوم، کالاهای ورقهای را بدون گیره نگه میدارد
⚠ محدودیتها
- از فرزها سفتی کمتری دارد، برای ماشینکاری فلزات سخت مناسب نیست.
- قاب به سبک گانتری تحت بارهای برشی سنگین تغییر شکل میدهد
- تلرانس معمولاً ±0.005″–±0.010″ (گستردهتر از آسیابها)
- حذف گرد و غبار برای کارهای چوبی و کامپوزیتی الزامی است
- ابزار وقتی فراتر از شرایط مادی که برای آن طراحی شده است کار کند، به سرعت فرسوده میشود.
لرزش، نقطه ضعف اصلی روترهای CNC هنگام تلاش برای برش مواد سختتر است. در بررسیهای اولیه در برش فولاد با روترها، سایش سریع ابزار تنها در عرض چند دقیقه و همچنین کیفیت سطح پایین و بیثباتی ابعادی ذکر شده است. جرم عظیم و گشتاور تهاجمی لازم برای فرزکاری فولادها، فراتر از آن چیزی است که این دستگاهها میتوانند به طور قابل اعتمادی ارائه دهند.
دستگاه های برش پلاسما CNC

برشدهندههای پلاسمای CNC شامل یک قوس پلاسمای الکتریکی هستند که با دمایی تا 40,000 درجه فارنهایت (22,200 درجه سانتیگراد) شروع به کار میکند و یک جت با سرعت بالا را از میان فلزات رسانای الکتریکی ذوب و به حرکت در میآورد. این فرآیند، فرآیند برتر برای برش ورقهای فلزی و صفحات تا ضخامت 50 میلیمتر است و با سرعت برش بیش از 200 اینچ در دقیقه در فولادهای نازک به اوج خود میرسد.
یک دستگاه برش پلاسمای CNC، یک مشعل پلاسمای پرسرعت را با یک گانتری ردیابی حرکت ادغام میکند و در عین حال از نرمافزار CAM برای تولید دستورات تغذیه استفاده میکند. اگرچه این فرآیند نسبتاً ساده است: یک فایل DXF را وارد کنید، پارامترهای فرآیند را انتخاب کنید، برش دهید - این سادگی، پلاسما را به سادهترین فناوری برش حرارتی موجود برای کارگاههای تولیدی کوچک تا متوسط تبدیل میکند.
- نیتروژن — فولاد ضد زنگ. لبه تمیز و بدون اکسید.
- هوای فشرده - فولاد نرم. ارزانترین انتخاب، یک لایه اکسید جزئی تشکیل میدهد.
- ترکیب آرگون-هیدروژن - آلومینیوم. به جلوگیری از تشکیل تفاله روی آلومینیوم کمک میکند.
گازهای مخصوص ماده، عامل غالب حاکم بر کیفیت لبه برش پس از تنظیمات آمپراژ و سرعت هستند.
📐 نکته مهندسی
عرض برش پلاسما: 0.06 اینچ تا 0.15 اینچ، بسته به آمپراژ و ضخامت ماده. عمق ناحیه تحت تأثیر حرارت معمولاً بین 0.5 تا 1.5 میلیمتر خواهد بود که اگر فرآیند ثانویه شما شامل جوشکاری یا سختکاری در نزدیکی سطح برش باشد، قابل توجه میشود. قیمت: 12,000 تا 300,000 دلار.
دستگاه های برش لیزری CNC

برشدهندههای لیزری CNC از لیزری استفاده میکنند که پرتوی متمرکز از نور را ساطع میکند که میتواند برای گرم کردن، تبخیر یا ترک حرارتی مواد در امتداد یک مسیر برش برنامهریزیشده استفاده شود. دو نوع اصلی، لیزرهای گاز دیاکسید کربن و فیبر (حالت جامد) هستند. تصمیم شما در مورد اینکه از کدام نوع استفاده کنید، عمدتاً به چیزی که برش میدهید و سرعتی که میخواهید برش دهید بستگی دارد.
طول موجی که لیزر CO2 در آن عمل میکند 10.6 متر است، طول موجی که معمولاً غیرفلزات (چوب، اکریلیک، پارچه، شیشه) آن را جذب میکنند. طول موج لیزرهای ساطع شده توسط لیزر فیبر 1.06 متر است، طول موجی که فلزات در آن بسیار راحتتر جذب میشوند. این تفاوت فیزیکی دلیل کل تقسیم بازار است.
| ویژگی | لیزر CO2 | لیزر فیبر |
|---|---|---|
| طول موج | 10.6 μm | 1.06 μm |
| بهترین مواد | غیرفلزات، اکریلیک ضخیم، چوب | فلزات، ورقهای نازک |
| سرعت برش (فولاد ۱ میلیمتر) | ~3 متر بر دقیقه | ~8 متر بر دقیقه |
| برد قدرت | ۵۰۰ وات تا ۱ کیلووات | 500W–30kW+ |
| راندمان الکتریکی | 10-15٪ | 30-40٪ |
| تعمیر و نگهداری | بالاتر (آینهها، پر کردن مجدد گاز) | پایینتر (حالت جامد، بدون مسیر گاز) |
| حدود قیمت | $ 5,000- $ 80,000 | 15,000 تا 300,000 دلار + |
آمار بازار خود گویای همه چیز است. سهم لیزر فیبری از رکورد زیر ۱۵٪ سیستمهای لیزر صنعتی در سال ۲۰۱۰ به بیش از ۵۰٪ در سال ۲۰۲۰ افزایش یافته است. در سطح جهانی، بازار دستگاههای برش لیزر به ۶.۸۵ میلیارد دلار آمریکا (۲۰۲۵) رسیده است و با نرخ رشد مرکب سالانه ۸.۵٪ در حال رشد است.
فیبر در حال حذف CO2 برای بازار برش فلزات است؛ CO2 به دلیل فیزیک جذب، جایگاه خود را برای کاربردهای غیرفلزی حفظ میکند.
جایگزینی لیزرهای CO2 با لیزرهای فیبری روند اصلی در بازار صنعت در طول دهه ۲۰۱۰ بود. تا سال ۲۰۲۰ بیش از ۵۰٪ از کل درآمد سیستمهای لیزر صنعتی از لیزرهای فیبری حاصل شده بود.
— مشاوره Optech، تحلیل بازار لیزر
فرآیندهای مختلف، هم فیبر و هم CO2 را برای کارگاههایی که میتوانند فلزات و غیرفلزات را حمل کنند، ارائه میدهند. اما لیزرهای فیبری با قدرت بالاتر (12 کیلووات+) اکنون قادر به برش صفحات ضخیمتر از همیشه هستند که نیاز به برش CO2 دارند، که این امر دوباره اقتصاد را تغییر میدهد. در مورد داستان بزرگتر کنجکاو هستید؟
را بررسی کنید اثرات زیستمحیطی برش لیزری یا چگونه انجام دهیم علامت گذاری لیزری چرخشی از یک قسمت. یا بررسی کنید حکاکی لیزری پلاستیک اگر علامت گذاری غیرفلزی مهم است.
ماشین های تخلیه الکتریکی CNC (EDM)

ماشینکاری تخلیه الکتریکی با ایجاد یک سری جرقههای الکتریکی سریع و کنترلشده برای جدا کردن ماده از قطعه کار انجام میشود. در فرآیند EDM هیچ نیروی برشی وجود ندارد؛ هیچ کار مکانیکی روی ماده انجام نمیشود؛ در عوض، پدیده فرسایش حرارتی توسط هر جرقه رخ میدهد. از این رو، EDM تنها فرآیند قادر به ماشینکاری مادهای با سختی بیش از 60 HRC یا بزرگتر از آن یا نسبت ابعاد باورنکردنی از عمق به عرض است که هیچ برش چرخشی نمیتواند آن را تولید کند.
دو نوع EDM وجود دارد، سیمی و سینکر. EDM سیمی از یک سیم نازک برنجی یا مولیبدن (با قطر 0.1 تا 0.3 میلیمتر) استفاده میکند که از قطعه کار عبور داده میشود، گویی کار را با اره نواری برش میدهید، اما با دقت هندسی که با اره نواری غیرممکن است. EDM سینکر از یک الکترود شکلدار (معمولاً گرافیت یا مس) برای فرو بردن در قطعه کار استفاده میکند و حفرهها، حفرههای کور و اشکال سهبعدی پیچیده ایجاد میکند.
| ویژگی | EDM سیم | سینکر EDM |
|---|---|---|
| روند | سیم نازک باعث فرسایش سراسری میشود | الکترود شکل داده شده در قطعه کار فرو میرود |
| پرداخت سطح | Ra 0.1-0.8 میکرومتر | Ra 0.2-1.6 میکرومتر |
| دقت | ± 0.002mm | ± 0.005mm |
| سهم بازار (2024) | ۴۸٪ از بازار EDM | حدود ۳۵٪ از بازار EDM |
| بهترین اپلیکیشن | برشهای سرتاسری، قالبهای اکستروژن، ابزارهای مهرزنی | حفرهها، ویژگیهای کور، هستههای قالب |
| حدود قیمت | $ 50,000- $ 250,000 | $ 30,000- $ 150,000 |
یک یافته مشکوک: حدود ۲۵٪ از سهم بازار برای ساخت قالب فقط مربوط به این بخش است؛ با این حال، اکثر مردم نمیدانند که این بخش در رهبری قرار دارد. EDM بیسیم با ۴۸٪ بیشترین سهم بازار را دارد که از تقاضای بازار ابزار پرسکاری خودرو و هوافضا به دست آمده است. کل بازار EDM در سال ۲۰۲۴ به ۳.۳ میلیارد دلار رسیده است و نرخ رشد مرکب سالانه آن تا سال ۲۰۳۴، ۵.۲٪ خواهد بود.
یک کارگاه قالبسازی مجبور بود یک حفره شیاردار عمیق (عرض 0.5 میلیمتر، عمق 30 میلیمتر) را در H13 سختشده با سختی 58 HRC فرزکاری کند. فرزکاری CNC نسبت عمق به عرض 60:1 را برش نمیداد. از EDM سیمی برای برش آن در یک مرحله (با دقت 0.002 میلیمتر) استفاده شد و در نتیجه در عملیات پرهزینه آمادهسازی ثانویه که 8 ساعت به ازای هر دوک به هر قالب اضافه میکرد، صرفهجویی شد.
EDM «فقط برای مواد عجیب و غریب» نیست. بیشتر کارهای EDM روی فولادهای ابزار روزمره، H13 D2 S7 A2 و غیره انجام میشود که اتفاقاً آنقدر سخت عملیات حرارتی شدهاند که فرز انگشتی کاربیدی به راحتی نمیتواند از آنها عبور کند. هر ماده رسانا را میتوان صرف نظر از سختی آن، EDM سیمی کرد.
ماشین آلات سنگ زنی CNC
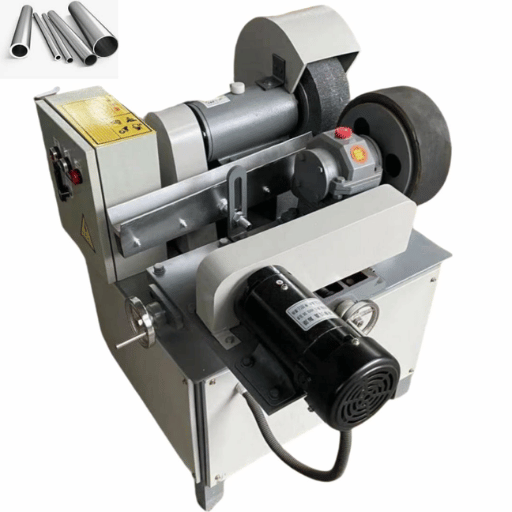
وقتی تلرانس مورد نیاز کمتر از 0.001 اینچ باشد و مشخصات پرداخت سطح، مقادیر Ra کمتر از 0.2 متر را ایجاب کند، وارد مرحله سنگزنی میشوید. مراکز سنگزنی CNC از یک چرخ ساینده چرخان - نه یک ابزار برش - برای سنگزنی مقادیر بسیار کم فلز با دقت باورنکردنی استفاده میکنند.
سه نوع اصلی، هندسههای مختلفی را ارائه میدهند:
- سنگ فرزهای سطحی - سطوح صاف با صافی کمتر از 0.005 میلیمتر در عرض 300 میلیمتر ایجاد میکنند
- سنگهای استوانهای - سطوح قطر خارجی و قطر داخلی را با گردی 0.002 میلیمتر سنگزنی میکنند (که خود به سنگزنی قطر خارجی و قطر داخلی تقسیم میشود)
- سنگزنهای بدون مرکز - فرآیند استوانهای با حجم بالا - پینها، شفتها و غلتکها را به صورت دستهای و بدون اینکه هر قطعه را به صورت جداگانه در مرکز قرار دهند، به کار میاندازند.
📐 نکته مهندسی
سنگزنی CNC از تلرانس 0.0001 اینچ (0.0025 میلیمتر) و پرداخت سطح Ra 0.05-0.2 متر جلوگیری میکند. انتخابهای معمول ساینده: اکسید آلومینیوم برای سنگزنی فولاد معمولی، CBN (نیترید بور مکعبی برای فولاد سختشده بالای 50 HRC)، چرخهای الماسه برای مواد کاربیدی و سرامیکی. محدوده قیمت: 5,000 تا 50,000 دلار به بالا، بسته به اندازه و سطح اتوماسیون.
سنگزنی تقریباً همیشه یک عملیات ثانویه است. قطعات ابتدا روی فرز یا تراش خشنکاری میشوند، سپس تا رسیدن به سختی از پیش تعیینشده عملیات حرارتی میشوند، و در نهایت در دستگاه سنگزنی به شکل و ابعاد نهایی میرسند. اما میزان حذف مواد اولیه در طول این فرآیند معمولاً فقط 0.1 تا 0.5 میلیمتر است که برای رفع اعوجاج عملیات حرارتی و ایجاد کیفیت سطح نهایی فوقالعاده صاف در نظر گرفته شده است.
دستگاه های برش واترجت CNC

برشدهندههای واترجت CNC از یک جت آب با فشار 60,000 تا 90,000 PSI (4,100 تا 6,200 بار) استفاده میکنند که از طریق یک روزنه کوچک که گاهی اوقات (یا اغلب) به آن ذرات ساینده گارنت اضافه میشود، فوران میکند. تقریباً هر مادهای را میتوان با این فرآیند برش داد - فلز، سنگ، شیشه، سرامیک، کامپوزیت، لاستیک - بدون ایجاد گرما در ناحیه برش. HAZ صفر وجود دارد. بدون اعوجاج حرارتی، بدون تغییر سختی در لبه برش.
واترجت میتواند فولاد را به ضخامت ۱۲ اینچ (۳۰۰ میلیمتر) یا بیشتر برش دهد، با این حال سرعت برش با افزایش ضخامت به طور چشمگیری کاهش مییابد. برای فولاد نرم ۱ اینچی، سرعت برش با واترجت ساینده حدود ۵ تا ۱۰ IPM را انتظار داشته باشید. این فرآیند با وجود اینکه کمی کندتر از برش پلاسما یا لیزر روی ورق فلزی ۱۸GA است، برای برش قطعات ضخیم مناسبتر است. مزایای آن شامل تطبیقپذیری مواد و توانایی تولید لبههای تیز و مشخص است.
✔ مزایا
- بدون ناحیه تحت تأثیر حرارت - اعوجاج حرارتی صفر
- برش هر مادهای (فلزات، سنگ، شیشه، کامپوزیت)
- بدون دود سمی یا خطرات خاص مواد
- کیفیت لبه Ra 3.2-6.3 m را میتوان با ساینده بسیار ریز با سرعت متقاطع کم به دست آورد.
- بدون سایش ابزار به معنای سنتی
⚠ محدودیتها
- در مقایسه با پلاسما، روی فلزات ضخیم کند عمل میکند
- مصرف بالای گارنت ساینده (0.20 تا 0.40 دلار در هر پوند)
- جابجایی آب و مواد سایندهی مصرفشده الزامی است
- مخروطی شدن در برشهای ضخیم (معمولاً ۰.۱، مطابق با هد درایو ۵ محوره)
- قیمت: 50,000 دلار - 200,000 دلار
هرگونه ساینده گارنت پس از فرآیند، در بیشتر مناطق به زباله صنعتی تبدیل میشود. فرسودگی و پارگی مخازن واترجت مستلزم آن است که تأمینکنندگان هنگام بازرسی فضای داخلی مخزن، از تجهیزات تنفسی (P100 یا مشابه) استفاده کنند. استنشاق گرد و غبار ریز گارنت ممکن است باعث سیلیکوزیس شود. در مورد دفع صحیح با مقامات محلی مشورت کنید. برخی مناطق آن را به عنوان زبالههای دارای مجوز میپذیرند.
یک باور غلط دیگر: «جت آب لبه ناهمواری از خود به جا میگذارد». تنظیم کیفیت (بسیار) با کیفیت Q-5 (کندترین پارامتر، کمترین عرض ۰ مقدار) باعث ایجاد سطحی با Ra 3.2 متر یا بهتر میشود - به خوبی یک پرداخت سطح متوسط. رویه لبه ناهموار، تصور غلطی است که از کارگاههای تولید انبوه که با تنظیمات Q1 (سریعترین) کار میکنند، گرفته شده است. سرعت و پرداخت پارامترهای قابل تنظیمی هستند.
ماشینهای CNC چند محوره: توضیح ۳ محوره، ۴ محوره و ۵ محوره
اینکه دستگاه CNC چند محوره باشد نیز مهم است. یک دستگاه ۵ محوره نسبت به یک دستگاه ۳ محوره، آزادی عمل بیشتری برای ابزار و قطعه کار ارائه میدهد. فیکسچر کمتر و تغییرات خطای کمتری در طول فرآیند دارد.
اما این همچنین به معنای دستگاه CNC گرانتر و برنامهنویسی دشوار و نرخ ساعتی بالاتر است.
| ویژگی | 3-محور | 4-محور | 5-محور |
|---|---|---|---|
| محورها | X ، Y ، Z | X، Y، Z + A (چرخش) | X، Y، Z + A + B/C |
| تنظیمات مورد نیاز | چندگانه (قسمت معکوس) | کمتر (نمایهسازی چرخشی) | راهاندازی تکی |
| پیچیدگی قطعه | ویژگیهای منشوری، ۲.۵ بعدی | چرخشی + منشوری | فرم آزاد، برشهای زیرین |
| نرخ ساعتی | ۳۰ تا ۴۵ دلار در ساعت | ۳۰ تا ۴۵ دلار در ساعت | ۳۰ تا ۴۵ دلار در ساعت |
| هزینه ماشین | $ 50,000- $ 150,000 | $ 80,000- $ 250,000 | 150,000 تا 500,000 دلار + |
| صنایع معمولی | تولید عمومی، نمونهسازی اولیه | خودرو، حکاکی | هوافضا، پزشکی، کپک |
نکته تیم: ۸۰٪ قطعات منشوری با بهترین و ارزانترین روش با دستگاه ۳ محوره ماشینکاری میشوند. دستگاه ۵ محوره را در منحنیهای واقعی با فرم آزاد، برشهای عمیق زیرین یا جاهایی که تنظیمات کمتر باعث میشود ۳ تا ۵ برابر هزینه ساعتی بیشتر شود، نگه دارید. اگر دستگاه ۵ محوره را فقط به خاطر هزینه بیشتر بخرید، به سرعت با از دست دادن کاری که میتوانست با دستگاه ۳VMC با هزینه ساعتی ۱/۴ انجام شود، صرفهجویی خواهید کرد.
یک شرکت ایمپلنت ارتوپدی، ماشینکاری ۳ محوره (۶ مرحله راهاندازی برای هر قطعه زانو) را به ماشینکاری همزمان ۵ محوره (۱ مرحله راهاندازی) با همان تجهیزات تغییر داد. زمان نصب حذف شد، زمان هر دسته برای راهاندازی از ۴.۵ ساعت به ۰.۷۵ ساعت کاهش یافت. ضایعات بیش از ۸٪ به کمتر از ۱٪ کاهش یافت. بازگشت سرمایه ۱۸ ماهه برای دستگاه ۳۵۰،۰۰۰ دلاری در ۱۱ ماه حاصل شد.
چند نوع ماشین CNC وجود دارد؟
به راحتی قابل شمارش است. بر اساس کاربرد اصلی آنها - فرزکاری، تراشکاری، فرزکاری، پلاسما، لیزر، EDM، سنگ زنی، واترجت و شاید حتی زیرشاخههای آنها - میتوان حداقل 10 دسته اصلی (آنهایی که در این راهنما ذکر میکنم) را پیدا کرد. بر اساس تعداد محورهای حرکت، طیف از تراشهای سبک 2 محوره تا ماشینهای سوئیسی 12 محوره کاملاً بارگذاری شده با دو اسپیندل و تعویض ستون دوگانه گسترش مییابد.
بر اساس سیستم کنترل، به تعداد تولیدکنندگان اصلی، نمونههای تکاملی وجود دارد - فانوک، زیمنس، هایدنهاین، میتسوبیشی، مازاک. این یک لیست بیپایان از تلاشهای شکستخورده است. آیا میخواهید نگاهی به خانواده همسایه تجهیزات CNC بیندازید، نگاهی به ... بیندازید. ماشینهای اکستروژن.
چگونه دستگاه CNC مناسب برای کاربرد خود را انتخاب کنیم
هنگام انتخاب دستگاه CNC چه عواملی را باید در نظر گرفت؟
پنج کار که باید انجام دهید. اگر این کارها را خوب انجام دهید، انتخاب دستگاه اشتباه تقریباً غیرممکن خواهد بود:
- نوع و سختی مواد - آلومینیوم نرمتر در دستگاه بهتر از فولاد ابزار D2 سختکاری شده عمل میکند. مواد شما قبل از شروع کار، تعدادی از احتمالات را از بین میبرد.
- پیچیدگی هندسه قطعه - اشکال منشوری ساده در مقابل اشکال کانتور آزاد در مقابل اشکال ورق/صفحه (تعداد محور و نوع دستگاه).
- تساهل و الزامات برای پایان پذیری. 0,010 اینچ اهمیت ویژه ای ندارد، به اندازه 0,0005 اینچ نیاز دارد.
- حجم - نمونه اولیه واحد، یا 10،000 واحد در ماه. حجم بر سطح اتوماسیون لازم و توجیه سرمایهگذاری در ماشینهای گرانقیمت تأثیر میگذارد.
- بودجه - شامل هزینههای سرمایهای و هزینههای عملیاتی (مثلاً ابزارآلات، مواد مصرفی، مهارت اپراتورها و فضای کف).
برای نشان دادن چگونگی ارتباط این عوامل با توصیه دستگاه، یک ماتریس انتخاب در زیر فهرست کردهایم:
| کلاس مواد | هندسه ساده | پیچیدگی متوسط | پیچیده / آزاد |
|---|---|---|---|
| نرم (<200 HB) | روتر CNC (۳۰۰۰ تا ۱۰۰۰۰۰ دلار) | فرز CNC سه محوره (۵۰ تا ۱۵۰ هزار دلار) | فرز CNC پنج محوره (۱۵۰ هزار تا ۵۰۰ هزار دلار +) |
| متوسط (۲۰۰-۴۰۰ هبلکس) | تراش CNC (۱۵ تا ۶۰ هزار دلار) | آسیاب سه محوره یا آسیاب چرخشی | آسیاب ۵ محوره (۱۵۰ هزار تا ۵۰۰ هزار دلار +) |
| سخت (>400 HB) | سنگزنی CNC (۵ تا ۵۰ هزار دلار) | موسیقی الکترونیک (EDM) (از ۳۰ هزار تا ۲۵۰ هزار دلار) | آسیاب ۵ محوره + ترکیب EDM |
| ورق / صفحه | پلاسما (۱۲ هزار تا ۳۰۰ هزار دلار) | لیزر (۵ تا ۳۰۰ هزار دلار) | جت آب (۵۰ تا ۲۰۰ هزار دلار) |
مدیران کارگاه باتجربه و ماشینکارهای حرفهای ما اغلب میگویند: «در واقع این نمایندگی است که تفاوت را ایجاد میکند» - پشتیبانی خدمات و در دسترس بودن قطعات یدکی به اندازه مشخصات دستگاه اهمیت دارد. یک دستگاه عالی از نمایندگی که در منطقه شما خدمات پشتیبانی ندارد، هزینه خرابی بیشتری نسبت به صرفهجویی در قیمت برای شما خواهد داشت.
آیا با انتخاب یک دستگاه، آماده سرویسدهی به درخواست خود هستید؟ از طریق ما جستجو کنید پایگاه داده ماشینهای CNC با مشخصات دقیق هر دسته. برای سایر ابزارها و منابع فلزکاری، به مقاله ما در مورد حکاکی لیزری روی سطوح فلزی مسطح.
شرکت UD Machine تجهیزات CNC را طراحی و به بازار عرضه میکند. برای مشخصات ماشینآلات CNC، قیمتگذاری و سایر اطلاعات بازار، منابع ما نشریات تجاری مستقل هستند (در بخش منابع به آنها اشاره شده است). ماتریس بازاریابی ما بر اساس توصیههای کلی انجمن لوازم جانبی ابزار ماشین است - کاربرد خاص شما ممکن است به چیز دیگری نیاز داشته باشد. ما به هر خریدار توصیه میکنیم قبل از تصمیمگیری نهایی در مورد خرید، درخواست آزمایش برش نمونه روی مادهای که میخواهد ماشینکاری کند را داشته باشد.
پرسش و پاسخهای متداول

س: 5 نوع رایج ماشینهای CNC کدامند؟
مشاهده پاسخ
س: 7 نوع اساسی ماشین ابزار کدامند؟
مشاهده پاسخ
س: آیا نوع مواد بر انتخاب دستگاه CNC تأثیر میگذارد؟
مشاهده پاسخ
س: قیمت دستگاه سی ان سی چقدر است؟
مشاهده پاسخ
س: آیا ماشینهای CNC میتوانند هم فلز و هم پلاستیک را پردازش کنند؟
مشاهده پاسخ
س: دقیقترین دستگاه CNC کدام است؟
مشاهده پاسخ
س: چرا ماشینهای CNC در تولید مدرن مهم هستند؟
مشاهده پاسخ
دستگاه CNC مناسب برای کار خود را پیدا کنید
مشخصات، قیمتهای درخواستی را مرور کنید و در هر 10 دسته مورد بحث در این راهنما مقایسه کنید.
درباره این راهنمای ماشینهای CNC
این راهنما 10 نوع سیستم CNC را نشان میدهد که دادههای تلرانس آنها از ISO 2768، ASME Y14.5 و برگههای اطلاعات سازنده گرفته شده است. دادههای بازار توسط Mordor Intelligence (بازار CNC)، Fortune Business Insights (برش لیزری)، GM Insights (EDM) و Optech Consulting (پذیرش لیزر فیبر) آمار بازار. محدوده قیمتها بر اساس قیمت تجهیزات جدید 2025-2026 به بازارهای آمریکای شمالی و بینالمللی است، مقادیر ممکن است بسته به پیکربندی، فروشنده و منطقه متفاوت باشد. هر مثال سناریو از استفاده رایج مستند در صنعت گردآوری شده است.
منابع و مراجع
- اندازه و سهم بازار صنعت ماشینآلات CNC — اطلاعات موردور
- راهنمای تلرانسهای ماشینکاری CNC — پروتولبز
- ISO 2768 - تلرانسهای عمومی برای ابعاد خطی و زاویهای — ایزو
- ابعادگذاری و تلرانسگذاری (GD&T) — ASME Y14.5
- سیستمهای لیزر صنعتی درآمدزا - دادههای بازار — مشاوره اپتک
- پیشبینی اندازه صنعت و بازار ماشینهای برش لیزری — بینشهای تجاری فورچون
- گزارش بازار ماشینهای تخلیه الکتریکی (EDM) — بینشهای جنرال موتورز
- بازار EDM - بخشهای صنعتی و کاربردها — تحقیقات صنعتی
مقالات مرتبط
نظرات تیم مهندسی ماشین آلات UD - متخصصان ماشین آلات و اتوماسیون صنعتی CNC.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


