




فولاد گالوانیزه: چگونه پوششهای روی از فلز محافظت میکنند و این ماده در کجا استفاده میشود؟
مشخصات سریع
| پایه مواد | فولاد کربنی یا آهن با پوشش روی |
| دمای حمام روی | حدود ۴۵۰ درجه سانتیگراد (۸۴۰ درجه فارنهایت) طبق ASTM A123 |
| ضخامت پوشش معمول (به روش غوطهوری داغ) | ۴۵–۸۵ میکرومتر (۱.۸–۳.۴ میل) در هر طرف |
| وزن پوشش G90 (ASTM A653) | وزن کل ۰.۹۰ اونس بر فوت مربع (۰.۴۵ اونس بر فوت مربع در هر طرف) |
| استحکام کششی | ۳۷۰–۵۵۰ مگاپاسکال (۵۴۰۰۰–۸۰۰۰۰ psi)، بسته به درجه فولاد پایه |
| عمر مفید (روستایی/حومه شهری) | ۵۰ تا ۱۰۰ سال (بر اساس دادههای زمان تا اولین تعمیر و نگهداری AGA) |
| استانداردهای حاکم | ASTM A123/A123M، ASTM A653/A653M، ISO 1461 |
فولاد گالوانیزه، فولاد کربنی یا آهنی است که با لایهای از روی پوشانده شده تا از زنگزدگی و خوردگی جلوگیری شود. پوشش روی هم به عنوان یک آند فداشونده عمل میکند - به این معنی که روی ابتدا خورده میشود و هم از فولاد زیرین حتی در صورت خراشیده شدن یا آسیب دیدن سطح محافظت میکند. این «محافظت دوگانه» توضیح میدهد که چرا فلز گالوانیزه در همه چیز از گاردریلهای بزرگراه گرفته تا پنلهای بدنه خودرو یافت میشود.
با این حال، همه پوششهای گالوانیزه یکسان نیستند و بسته به نحوه ساخت فولاد گالوانیزه - جوشکاری، برش لیزری یا شکلدهی - ایمنی آن، همانطور که اکثر راهنماها توصیف میکنند، اساساً متفاوت است. این مقاله انواع مختلف فولاد مورد استفاده در گالوانیزه را پوشش میدهد، انواع پوشش را با مشخصات قابل اندازهگیری مقایسه میکند و به پارامترهای ایمنی ساخت میپردازد که کاربردهای مواد گالوانیزه به آنها نیاز دارند اما اکثر راهنماهای آنلاین آنها را نادیده میگیرند.
نحوه عملکرد فرآیند گالوانیزه
گالوانیزه کردن فرآیند اعمال یک پوشش محافظ روی بر روی فولاد یا آهن برای جلوگیری از خوردگی است. رایجترین فرآیند گالوانیزه - گالوانیزه گرم - شامل غوطهور کردن فولاد آماده شده در حمامی از روی مذاب در دمای تقریبی ۴۵۰ درجه سانتیگراد (۸۴۰ درجه فارنهایت) است. در ورود به حمام، یک واکنش متالورژیکی بین روی مذاب و آهن موجود در فولاد رخ میدهد و مجموعهای از لایههای آلیاژ روی-آهن را تشکیل میدهد که یک لایه محافظ بادوام را به فلز پایه متصل میکند.
گالوانیزه گرم گام به گام
گالوانیزه گرم از یک توالی ثابت پیروی میکند که کیفیت پوشش و چسبندگی را تعیین میکند:
- آمادهسازی سطح - فولاد در محلول سود سوزآور چربیزدایی میشود، در اسید ترشی انداخته میشود تا پوستههای نورد و زنگزدگی از بین بروند، سپس قبل از ورود به حمام روی، در محلول روانساز (معمولاً کلرید آمونیوم روی) غوطهور میشود تا از اکسیداسیون جلوگیری شود.
- غوطهوری - فولاد تمیز به داخل حمام روی مذاب فرو برده میشود. مقاطع سازهای بسته به وزن و ضخامت مقطع، به مدت ۳ تا ۶ دقیقه غوطهور میمانند. در طول غوطهوری، لایههای آلیاژ آهن-روی از طریق نفوذ تشکیل میشوند.
- برداشت و خنکسازی - فولاد با سرعت کنترلشدهای برداشت میشود. روی اضافی از طریق کانالها خارج میشود و پوشش با خنک شدن قطعه سخت میشود. بیرونیترین لایه آن از روی تقریباً خالص تشکیل شده است، در حالی که لایههای داخلی به تدریج غنیتر از آهن میشوند.
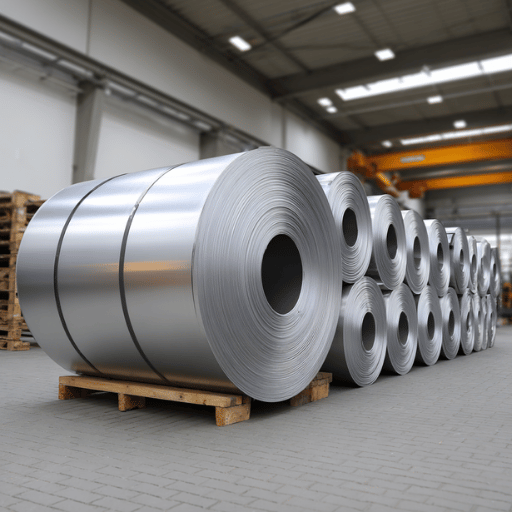
برای تولید ورق فولادی گالوانیزه پیوسته با سرعت بالا، این فرآیند با سرعتی تا ۶۰۰ فوت در دقیقه انجام میشود. برای کنترل ضخامت پوشش با دقت بالا، حمام روی مذاب با چاقوهای هوا - جتهای فشار قوی که در بالای حمام روی قرار دارند - به سرعت حرکت میکند.
📐 نکته مهندسی
استاندارد حاکم بر پوششهای گالوانیزه گرم روی فولاد سازهای عبارت است از: ASTM A123 / A123M، که اخیراً در ژوئیه ۲۰۱۷ بهروزرسانی شده است. در میان تغییرات فراوان، بهروزرسانی ۲۰۱۷ راهنماییهای بیشتری در مورد تفسیر حداقل الزامات ضخامت پوشش (جدول ۱) بر اساس نوع ماده و ضخامت سطح فولاد ارائه داد. ASTM A123 تمام اعداد ضخامت را به عنوان حداقل مشخص میکند و حداکثری را مشخص نمیکند. این استاندارد تضمین میکند که فولاد برای استفاده مورد نظر از فولاد گالوانیزه در ساخت و ساز فولاد، در برابر خوردگی محافظت میشود.
انواع پوششهای فولادی گالوانیزه
پوشش گالوانیزه اصطلاحی کلی است که در واقع چندین روش مختلف را پوشش میدهد که هر یک از آنها پوشش متفاوتی را برای یک محصول فولادی متفاوت ایجاد میکند. انتخاب روش گالوانیزه مناسب به فرم فولاد، ضخامت پوشش و محیط استفاده نهایی بستگی دارد.
| روش | ضخامت پوشش | استاندارد ASTM | برنامه های کاربردی معمولی |
|---|---|---|---|
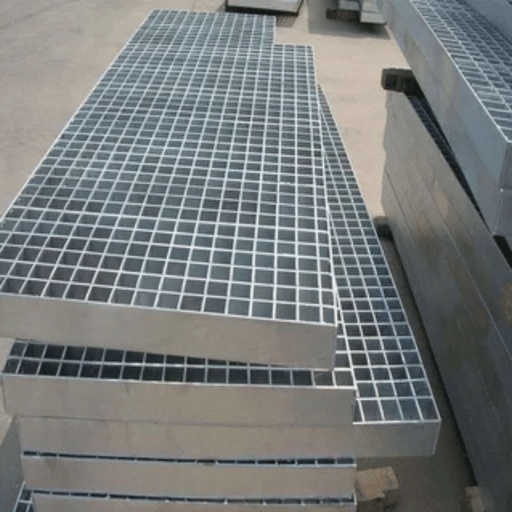
| غوطهوری گرم (بشکه) | ۵ تا ۲۵ میکرومتر در هر طرف | ASTM A123 | فولاد سازهای، گاردریلها، دکلهای انتقال نیرو |
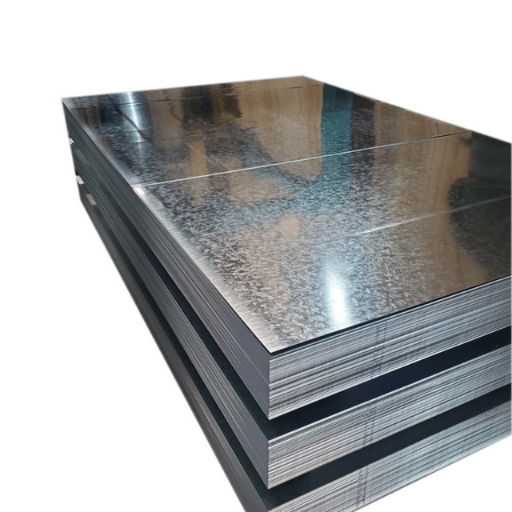
| غوطهوری گرم (مداوم) | ۷–۴۲ میکرومتر در هر طرف (G30–G235) | ASTM A653 | ورق فولادی گالوانیزه، سقف، پنلهای خودرو |
| الکتروگالوانیزه کردن | ۵ تا ۲۵ میکرومتر در هر طرف | ASTM A879 | لوازم خانگی، محفظههای الکترونیکی، سطوح قابل رنگآمیزی |
| گالوانیل | ۴۰–۶۰ میکرومتر (آلیاژ آهن-روی) | ASTM A653 (با شناسه A) | پنلهای بدنه خودرو که نیاز به چسبندگی رنگ دارند |
رایجترین وزن پوشش مشخص شده برای ورق فولادی گالوانیزه پیوسته، G90 است که نشاندهنده وزن کل 0.90 اونس بر فوت مربع (0.45 اونس بر فوت مربع در هر طرف) یا معادل متریک Z275 است. برای استحکام کمتر یا به عنوان یک گزینه صرفهجویی در هزینه، G60 (0.60 اونس بر فوت مربع، Z180 متریک) با مواد کمی کمتر، محافظت کافی را فراهم میکند. پیشبینی میشود G90 به تنهایی بیش از 50 سال در شرایط جوی معمولی دوام بیاورد.
الکتروگالوانیزه کردن، لایه روی نازکتر و یکنواختتری نسبت به تکنیکهای غوطهوری گرم ایجاد میکند، بنابراین این روش را برای جایی که ورق فولادی گالوانیزه متعاقباً رنگآمیزی میشود، ترجیح میدهد. پوششهای غوطهوری گرم، الگویی پولکمانند تشکیل میدهند که میتواند از میان لایههای نازک رنگ عبور کند. وقتی حکاکی لیزری فلز سطوح، پرداختهای الکتروگالوانیزه، کنتراست بهتری را ارائه میدهند.
خواص فولاد گالوانیزه و مقاومت در برابر خوردگی
مقاومت در برابر خوردگی فولاد گالوانیزه از دو مکانیسم که همزمان عمل میکنند، ناشی میشود. پوشش روی یک مانع فیزیکی ایجاد میکند که از رسیدن رطوبت و اکسیژن به فولاد پایه جلوگیری میکند. فراتر از این مانع، حفاظت کاتدی فداشونده، دفاع اصلی در برابر خوردگی است.
روی در مقایسه با فولاد (0.44- ولت) پتانسیل الکترود منفیتری (0.76- ولت در مقیاس استاندارد الکترود هیدروژن) دارد. هنگامی که هر دو فلز با الکترولیتی مانند آب باران تماس پیدا میکنند، روی ترجیحاً دچار خوردگی میشود در حالی که فولاد محافظت شده باقی میماند. حتی اگر پوشش گالوانیزه خراشیده یا آسیب ببیند، روی اطراف آن به محافظت از فولاد در معرض شکافهایی تا قطر 6 میلیمتر ادامه میدهد - خاصیتی که هیچ رنگ یا پوشش پلیمری نمیتواند آن را تکرار کند.
تحقیق از انجمن گالوانیزر آمریکا (AGA) نشان میدهد که نرخ کلی خوردگی روی تقریباً 1/10 فولاد لخت در ایدهآلترین محیط و بین 1/40 (بهترین حالت) و 1/10 (بدترین حالت) برای محیط معمولی در فضای باز است. برای فولاد سازهای با 3-5 میلیلیتر پوشش روی، این معادل طول عمر 75+ سال در خاک با خواص خورندگی متوسط و 25-50 سال حتی در محیطهای بسیار خورنده است. در طول 6-12 ماه قرار گرفتن اولیه در معرض فضای باز، سطح روی تازه یک زنگار محافظ از اکسید روی و کربنات روی ایجاد میکند که سرعت خوردگی را بیشتر کاهش میدهد.
📐 نکته مهندسی
طول عمر مفید میتواند متفاوت باشد. طبق دادههای AGA برای یک پوشش معمولی G90: مناطق روستایی: ۷۰-۱۰۰+ سال | حومه شهر: ۵۰-۷۵ سال | مناطق دریایی معتدل: ۳۰-۵۰ سال | مناطق صنعتی سنگین: ۲۰-۲۵ سال. در شرایط pH بالاتر < ۴ یا > ۱۲.۵، غلظت اکسیژن یا SO2 بالاتر یا محیطهای سختتر، از یک سیستم دوپلکس - ZolselitheleB Belazik روی همراه با یک پوشش رویه سازگار - استفاده کنید.
فولاد گالوانیزه در مقابل فولاد ضد زنگ
در مقایسه با فولاد ضد زنگ، فولاد گالوانیزه رویکرد متفاوتی در مقاومت در برابر خوردگی با قیمت متفاوت ارائه میدهد. فولاد گالوانیزه به لایه فلزی روی خود متکی است، در حالی که فولاد ضد زنگ به یک لایه اکسید کروم خود ترمیم شونده که روی سطح آن تشکیل میشود، وابسته است. انتظار میرود یک قطعه فولاد صنعتی در هر دو شکل، دههها دوام بیاورد، اما هزینه و عملکرد این دو به شدت متفاوت است.
| نوع ملک مورد نظر | فولاد گالوانیزه | فولاد ضد زنگ (304) |
|---|---|---|
| استحکام کششی | 370-550 مگاپاسکال | 515-620 مگاپاسکال |
| هزینه تقریبی | ۱.۵۰ تا ۳.۰۰ دلار به ازای هر پوند | ۱.۵۰ تا ۳.۰۰ دلار به ازای هر پوند |
| مکانیسم خوردگی | آند روی فداشونده (به مرور زمان مصرف میشود) | فیلم غیرفعال Cr₂O₃ خود ترمیم شونده |
| مقاومت دریایی/شیمیایی | متوسط - روی در نمک/اسید سریعتر تخلیه میشود | عالی - فیلم غیرفعال بازسازی میشود |
| امر عملی | شکلپذیری بالاتر، شکلدهی/خم کردن/قالبگیری آسانتر | شکلپذیری کمتر، ماشینکاری دشوارتر |
| چسبندگی رنگ | نیاز به پرایمر اچینگ یا سطح گالوانیزه دارد | رنگ را مستقیماً با سایش سبک میپذیرد |
| عمر سرویس معمولی | ۵۰ تا ۱۰۰ سال (وابسته به محیط) | ۵۰ تا ۱۰۰ سال (وابسته به محیط) |
چه زمانی هر ماده را انتخاب کنیم
- وقتی هزینه در اولویت است و محیط جوی است، فولاد گالوانیزه را انتخاب کنید - فولاد استاندارد و آلیاژهای فولاد گالوانیزه زمانی که محصول فولادی برای قاببندی ساختمانی، حصارکشی، کانالکشی و ساخت عمومی شکل داده میشود، خم میشود یا مهر میشود، به خوبی کار میکنند.
- فولاد ضد زنگ را با توجه به فرآوری مواد غذایی، محیطهای دریایی، قرار گرفتن در معرض مایعات یا مواد شیمیایی و کاربردهایی که (در مورد دوم) پوشش گالوانیزه با دوام بیشتر یا ضدعفونی کردن محصول، نیاز به محافظت با روی را کاهش میدهد، انتخاب کنید.
- این موارد را برای ساخت سازههایی که در آنها بستهای فولادی ضد زنگ، اعضای فولادی گالوانیزه را میگیرند، در نظر بگیرید. در این مورد، فلزات غیرمشابه را با واشرهای نایلونی/واشرهای عایق ایزوله کنید تا از خوردگی گالوانیکی در سطح مشترک جلوگیری شود.
کاربردهای رایج فولاد گالوانیزه در صنایع مختلف
فولاد گالوانیزه تقریباً در هر صنعتی که به محصولات فلزی مقاوم در برابر خوردگی و سخت نیاز دارد، بدون اینکه هزینه گزافی را متحمل شود، استفاده میشود. لایه گالوانیزه آن به عنوان فلزی عمل میکند که از فولاد پایه در برابر عوامل محیطی محافظت میکند. فولاد نرم و فولاد استاندارد هر دو از گالوانیزه شدن بهرهمند میشوند و این امر آنها را برای شرایط فضای باز و رطوبت بالا که فولاد کربنی بدون پوشش در عرض چند سال خراب میشود، مناسب میسازد.
ساخت و ساز و زیرساخت
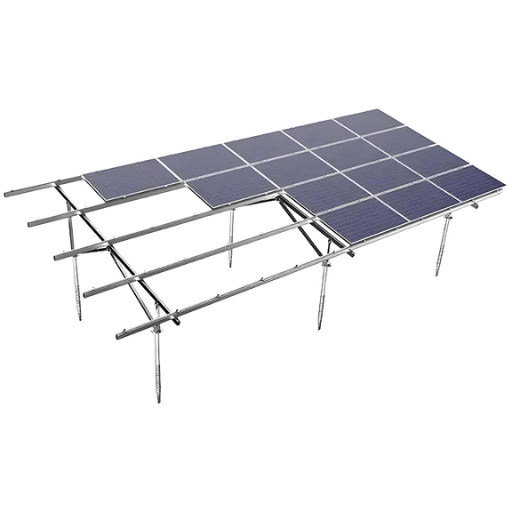
قابهای فولادی سازهای، پنلهای سقف، پوشش دیوارها، ناودانها و سیستمهای آبیاری، همگی به ورق فولادی گالوانیزه و اشکال سازهای آن وابسته هستند. نردههای محافظ بزرگراهها و میلگردهای تقویتی پلها نیز به همین ترتیب گالوانیزه میشوند. ASTM A123 برای تحمل دههها نمک جاده و عناصر دیگر. دکلهای انتقال نیرو و تیرهای برق، قطعات فولادی گالوانیزه گرم هستند - فولاد گالوانیزهای که برای کار طولانی مدت و بدون مشکل در مکانهای دورافتاده استفاده میشود. فولاد اغلب فلز زیرین در این سازهها است زیرا هیچ جایگزین فولادی محبوب دیگری با نسبت هزینه به طول عمر فولاد گالوانیزه مطابقت ندارد.
ساخت خودرو
وسایل نقلیه از ورق فولادی گالوانیزه برای ۸۵ تا ۱۰۰ درصد قطعات سازهای و پنلهای بدنه خود استفاده میکنند. تولیدکنندگان برای دستیابی به مدت زمان گارانتی خوردگی ۱۰ تا ۱۲ ساله، ضمن در نظر گرفتن قیمت مواد زیر انتخابهای فولاد ضد زنگ، به فولاد گالوانیزه یا فولاد گالوانیزه پیوسته نیاز دارند. پس از شکلدهی، ماشین های علامت گذاری لیزری اغلب برای حکاکی دائمی شماره قطعات، کدهای ردیابی روی اجزای فولادی استفاده میشوند.
کشاورزی و دامداری
سیلوهای ذخیره غلات، زیستگاههای حیوانات مزرعه، حصارکشیها و لولههای آبیاری اغلب از فولاد گالوانیزه ساخته میشوند. گالوانیزه همچنین گاهی اوقات برای آبشخورها، سیستمهای تغذیه و قابهای گلخانهای در کشاورزی تجاری استفاده میشود. بدون پوشش روی، فولاد لخت در عرض چند ماه در اثر رطوبت، فضولات حیوانی و مواد شیمیایی کود زنگ میزند.
برق و مخابرات
سینیهای کابل، لولههای برق، محفظههای برق و سازههای برج مخابراتی از فولاد گالوانیزه برای افزایش طول عمر در فضای باز استفاده میکنند. علامت گذاری لیزر CO2 گاهی اوقات برای شناسایی محفظههای الکتریکی گالوانیزه با علائم انطباق با مقررات بدون تأثیر بر پوشش محافظ استفاده میشود.
آیا میتوان فولاد گالوانیزه را جوش داد و با لیزر برش داد؟

بله، فولاد گالوانیزه را میتوان جوشکاری و برش لیزری داد - اما هر دو عملیات نیاز به اقدامات احتیاطی فراتر از آنچه فولاد کربنی ساده نیاز دارد، دارند. فولادی که به شکل گالوانیزه گرم استفاده میشود، نیاز به جابجایی دقیق دارد زیرا سطح فولاد در معرض دید در زیر لایه گالوانیزه، تحت حرارت واکنش متفاوتی نشان میدهد. روی خطرات ایمنی و متغیرهای فرآیندی را ایجاد میکند که نحوه راهاندازی تجهیزات و محافظت از کارگران را تغییر میدهد.
جوشکاری فولاد گالوانیزه: ایمنی حرف اول را میزند
وقتی فولاد گالوانیزه در حین جوشکاری تا دمای بالاتر از ۴۲۰ درجه سانتیگراد گرم میشود، پوشش روی به بخار اکسید روی تبدیل میشود. تنفس این بخارات منجر به وضعیتی به نام تب بخار فلز میشود که با احساس فلزی و علائم بعدی - لرز، تب، حالت تهوع و ناراحتی عضلانی - ۳ تا ۱۰ ساعت پس از مواجهه ظاهر میشود. OSHA حداکثر سطح مجاز (PEL) برای بخار اکسید روی را 5 میلیگرم بر متر مکعب در یک شیفت کاری 8 ساعته معمولی تأیید میکند. NIOSH مواجهه کوتاه مدت (STEL) 10 میلیگرم بر متر مکعب را در هر 15 دقیقه توصیه میکند.
مطابق با OSHA 29 CFR 1926.353جوشکاری فولاد گالوانیزه نیاز به تهویه موضعی دارد که بتواند تا حد امکان نزدیک به قوس الکتریکی قرار گیرد. ماسکهای تنفسی که هوای تازه را تأمین میکنند، در فضاهای بسته و محصور ضروری هستند. بسیاری از سازندگان، محل جوش را با سنگزنی و ... آمادهسازی میکنند. تمیز کردن لیزر یا اسیدشویی و پس از جوشکاری، محل اتصال را دوباره پوشش دهید.
تمیز کردن با لیزر فیبربهترین روش برای حذف پوشش روی قبل از جوشکاری، آوردن منبع لیزر به محل کار در محل است. این کار از تولید گرد و غبار و مواد مصرفی سنگ زنی جلوگیری میکند. تمیز کردن با لیزر، پوشش را از بین میبرد و در عین حال ناحیه با ضخامت مناسب را در کل ناحیه آمادهسازی جوش باقی میگذارد. تجهیزات فوتونیک به راحتی قابل حمل هستند، بنابراین منبع لیزر فیبر به محل کار منتقل میشود.
برش لیزری فولاد گالوانیزه
برش لیزری فولاد گالوانیزه با فرض استفاده از گاز کمکی صحیح، امکانپذیر است. اکسیژن حتی برای برش گالوانیزه نیز کارساز نیست. روی با اکسیژن واکنش میدهد و اکسید روی تشکیل میدهد که جبهه اکسیداسیون کنترلشده در لبه برش را مختل میکند. علاوه بر این، اکسیژن کیفیت لبه نامطلوبی ایجاد میکند و گازهای سمی را در حجمهای بیشتری نسبت به آنچه در یک کارخانه با کاهش نیتروژن انتظار میرود، تولید میکند.
📐 نکته مهندسی
پارامترهای برش لیزر فیبری برای فولاد گالوانیزه: گاز کمکی = N2، 10-20 بار. سرعت برش حتی برای آبکاری فولاد کربنی بدون روکش با ضخامت یکسان باید 25 تا 30 درصد کاهش یابد تا بتوان از پوشش روی انعطافپذیر عبور کرد. یک لیزر فیبری 2 کیلوواتی میتواند تا ضخامت ~10 گیج (3.4 میلیمتر) برش دهد؛ دستگاههای 6 کیلوواتی میتوانند ضخامت 1/4 اینچ (6.35 میلیمتر) را برش دهند. همیشه دستگاه خود را بررسی کنید دستگاه لیزر CNC رتبهبندی سیستم استخراج بخار برای فیلتراسیون گرد و غبار اکسید روی.
مزایا و محدودیتهای فولاد گالوانیزه
✔ مزایا
- هزینه طول عمر کمتر - برنامهریزی برای گالوانیزه اولیه کمتر از ۸۰٪ در مقایسه با فولاد ضد زنگ، با خدمات بدون تعمیر و نگهداری به مدت بیش از ۲۰ سال
- تعمیر خودکار تراشهها - حفاظت کاتدی خراشهای تا طول ¼ اینچ را بدون دخالت خارجی تعمیر میکند
- پوشش کامل - عملیات گالوانیزه گرم به تمام فرورفتگیهای بیرونی و داخلی میرسد
- بازرسی چشمی - تمرکز بر یکپارچگی پوشش نیازی به تجهیزات ندارد
- بازیافت مجدد - روی و فولاد بدون هیچ گونه جابجایی خاصی در فعالیتهای استاندارد بازیافت فولاد جمعآوری میشوند
- عملکرد اثباتشده - فرمهای ورق فولادی با پوشش روی روی سطوح گالوانیزه، دادههای میدانی تأیید شده بیش از ۷۵ سال را دارند
⚠ محدودیتها
- منبع خطر بخار روی - جوشکاری و برش حرارتی نیاز به تهویه صنعتی مطابق با استانداردهای OSHA دارد.
- حداکثر محدودیت دما - قرار گرفتن مداوم در معرض دمای بیش از 200 درجه سانتیگراد (390 درجه فارنهایت) باعث تسریع در تخریب پوشش روی میشود
- تغییر ظاهری - روی براق پس از گالوانیزه شدن، در اثر هوازدگی طی ۶ تا ۱۲ ماه به پتینه خاکستری مات تبدیل میشود (ظاهری، نه ساختاری)
- برای محیطهای خورنده نامناسب است - اسیدهای قوی (pH یا ۴) و قلیاهای قوی (pH یا ۱۲.۵) میتوانند لایه روی را حل کنند.
- پتانسیل خوردگی گالوانیک - اثر مستقیم مس، برنج یا فلزات مختلف بر روی، میزان خوردگی را افزایش میدهد.
- پس از ساخت نیاز به رنگآمیزی مجدد دارد - فراتر از جوشها و برشهای صفحه، به رنگ غنی از روی یا گالوانیزه مجدد نیاز است
- ✔
چک لیست انتخاب مواد: قبل از تعیین مشخصات فولاد گالوانیزه، موارد زیر را بررسی کنید: (1) دمای عملیاتی زیر 200 درجه سانتیگراد باقی بماند، (2) محدوده pH بین 4 تا 12.5 باشد، (3) تماس مستقیم با مس یا برنج نداشته باشد، (4) طرح ساخت، حذف روی را قبل از جوشکاری در نظر گرفته باشد، و (5) عمر مفید مورد نظر با وزن پوشش انتخاب شده مطابقت داشته باشد.
سوالات متداول در مورد فولاد گالوانیزه

س: آیا فولاد گالوانیزه زنگ میزند؟
مشاهده پاسخ
س: معایب فولاد گالوانیزه چیست؟
مشاهده پاسخ
س: آیا گالوانیزه بهتر از فولاد ضد زنگ است؟
مشاهده پاسخ
س: فولاد گالوانیزه چقدر دوام میآورد؟
مشاهده پاسخ
س: آیا فولاد گالوانیزه مغناطیسی است؟
مشاهده پاسخ
س: آیا میتوان فولاد گالوانیزه را رنگآمیزی کرد؟
مشاهده پاسخ
س: آیا جوشکاری فولاد گالوانیزه خطرناک است؟
مشاهده پاسخ
آیا به برش، علامتگذاری یا تمیزکاری دقیق فولاد گالوانیزه نیاز دارید؟ شرکت UD Machine فناوریهای لیزر فیبری را ارائه میدهد که برای آمادهسازی سطح، علامتگذاری قطعات یا حذف پوشش روی طیف کاملی از محصولات فولادی گالوانیزه طراحی شدهاند.
درباره این تحلیل
این اطلاعات بر اساس استانداردهای ASTM و ISO موجود، تحقیقات صنعتی انجمن گالوانیزهکاران آمریکا و دستورالعملهای OSHA تهیه شده است. پارامترهای برش و جوشکاری لیزر فیبر از دادههای برش منتشر شده برای ورق و صفحه فولادی روکش شده با روی گرفته شده است. شرکت UD Machine سیستمهای علامتگذاری لیزری و تمیزکاری لیزری مورد استفاده در فرآیندهای فولاد گالوانیزه را تولید میکند - ما این سند را برای کمک به مهندسان و خریداران در درک خواص موادی که روزانه با آنها کار میکنند، تألیف کردهایم.
منابع و مراجع
- ASTM A123/A123M – استانداردهای گالوانیزه گرم – انجمن گالوانیزهکاران آمریکا
- استاندارد پوششهای روی (گالوانیزه گرم) ASTM A123-17 – وبلاگ ANSI
- محافظت در برابر خوردگی - چرا گالوانیزه را انتخاب کنیم - انجمن گالوانیزه کاران آمریکا
- گالوانیزه پیوسته ورق: ASTM A653 (G60، G90) – انجمن گالوانیزهکاران آمریکا
- کنترل دود و گازهای تند؛ جوشکاری – وزارت کار ایالات متحده، OSHA
- 29 CFR 1926.353 – تهویه و حفاظت در جوشکاری—وزارت کار ایالات متحده، OSHA
- گالوانیزه کردن فرآیندی است که طی آن سطح یک ماده، اغلب یک فلز، با یک لایه محافظ از فلز دیگری، که معمولاً روی است، پوشانده میشود؛ این اصطلاح همچنین برای توصیف تشکیل یک لایه اکسید محافظ روی فلز استفاده میشود.
مقالات مرتبط
- دستگاه تمیز کردن لیزر فایبر - حذف پوشش، فولاد و زنگ زدگی - شرکت کمکو کره
- Ledva et Laser Advertise Apparatus – permanente Loci Notatio.
- Bærbar laser rengjøring – فجرنینگ نقره ای متحرک برای نمد زنی، سینک قابل حمل Laserfjerning
- دستگاه حکاکی لیزری سه بعدی برای انجام حکاکی، قطعات (به خصوص قطعات منحنی مانند تجهیزات فولادی که روی آنها حکاکی انجام میشود) توسط دستگاه لیزر سه محوره تولید میشوند.
- حاوی اطلاعاتی در مورد شرکت UD، Machine Solution Technology است



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


