



پلیپروپیلن (PP): تعریف، خواص، گریدها و راهنمای فرآوری
مشخصات سریع — پلیپروپیلن (PP)
| فرمول شیمیایی | (C₃H₆)ₙ |
| چگالی | 0.895-0.92 g/cm³ |
| نقطه ذوب | 130–171 درجه سانتیگراد (266–340 درجه فارنهایت) |
| گذار شیشهای | -20 درجه سانتی گراد (-4 درجه فارنهایت) |
| استحکام کششی | ۳۱–۴۱ مگاپاسکال (ASTM D638) |
| شاخص جریان مذاب | ۱ تا ۱۰۰ گرم در ۱۰ دقیقه (وابسته به درجه حرارت) |
| کد شناسایی رزین | #5 امتیاز مثبت |
| تماس با مواد غذایی FDA | بله (21 CFR 177.1520) |
پلیپروپیلن (PP) دومین پلاستیک تولید شده در جهان پس از ... پلی اتیلنتقاضای جهانی آن سالانه بیش از ۷۳ میلیون تن است و صنایع متنوعی از بستهبندی مواد غذایی گرفته تا تولید خودرو را تغذیه میکند. با این حال، در دستان بسیاری از مهندسان و تیمهای تدارکات، جزئیات گریدهای محبوب PP به دلیل سردرگمی از بین میرود و منجر به فرآیند اشتباه یا نادیده گرفتن تفاوتهای ظریف در خواص توسط کاربر نهایی میشود. این راهنما همه چیز را پوشش میدهد - آنچه که ... پلی پروپیلن پلاستیک، انواع خواص قابل اندازهگیری آن، گریدهای موجود، مقایسه PP با PE، زمان و مکان استفاده صنعتی از آن، و نحوه پردازش PP با اکستروژن و قالبگیری به قطعات پلاستیکی نهایی.
پلیپروپیلن چیست؟
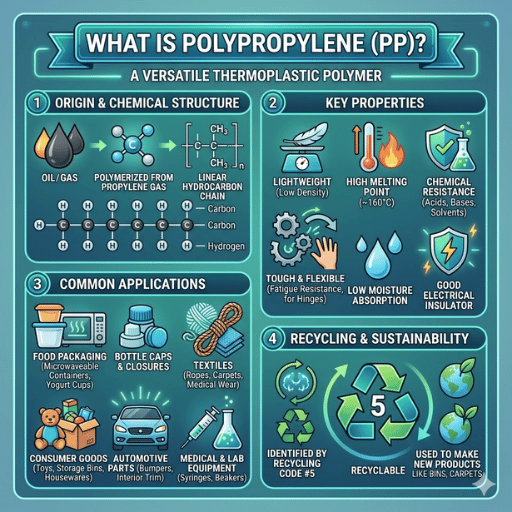
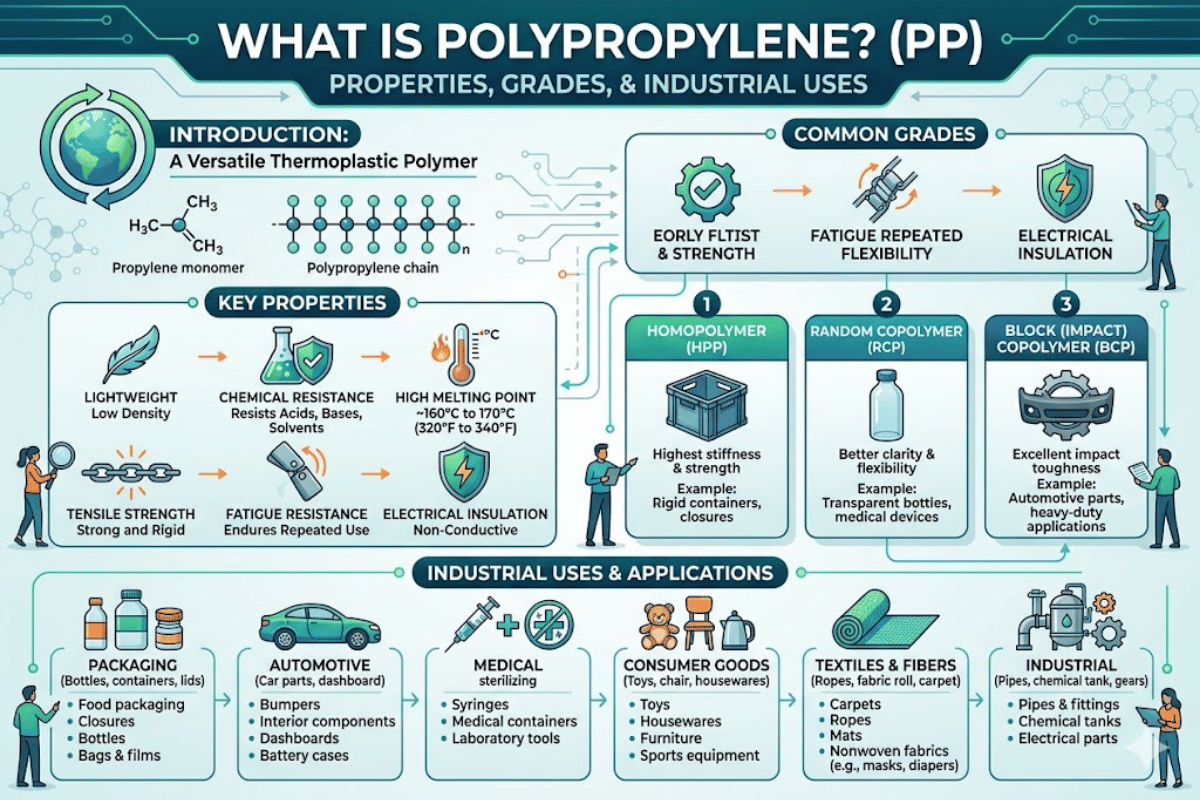
پلیپروپیلن (پلیپروپن) یک پلیمر ترموپلاستیک است که با پلیمریزاسیون زنجیرهای از گاز پروپیلن (C3H6) با استفاده از سیستم کاتالیزور زیگلر ناتا یا متالوسن ساخته میشود. این پلیمر بخشی از گروه پلیاولفینها است و به دلیل مقاومت شیمیایی و خوردگی، وزن کم و مقاومت در برابر خستگی، یکی از رایجترین پلاستیکهای مورد استفاده در بستهبندی مواد غذایی، قطعات خودرو، منسوجات و کاربردهای پزشکی است. پلیپروپیلن دارای کد شناسایی رزین شماره ۵ است و به عنوان ماده در تماس با مواد غذایی، مورد تأیید سازمان غذا و داروی ایالات متحده ۲۱ CFR 177.1520 میباشد.
در سال ۱۹۵۴، شیمیدان ایتالیایی، جولیو ناتا، PP را در ایتالیا و در همان سال به طور مستقل توسط کارل رن در آلمان کشف کرد. هر دو شیمیدان فرآیندهایی را برای پلیمریزاسیون پروپیلن گازی به شکل بلوری و استریورگولار (ایزوتاکتیک) به ثبت رساندند. کار ناتا به ترکیب کاتالیزوری کلرید تیتانیوم (TiCl₄) و آلکیل آلومینیوم بستگی داشت تا پروپیلن را با سرعت صحیح به مدت پنج دقیقه غوطهور کند، به طوری که به دلیل سرعت واکنش، مولکول پلیمر حاصل بتواند به زنجیره واکنشدهنده در یک الگوی استریورگولار متصل شود.
پس از این کار، اولین تولید صنعتی پلیپروپیلن ایزوتاکتیک در سال ۱۹۵۷ تحت نظارت شرکت مونتکاتینی مستقر در میلان (که اکنون بخشی از لیوندل بازل است) آغاز شد. پلیپروپیلن به سرعت در بستهبندی مواد غذایی و آشامیدنی، کیسههای بافته شده و سایر محصولات قالبگیری تزریقی مورد استفاده قرار گرفت. سپس تا دهه ۱۹۷۰، پیشرفتهای حاصل در توسعه کاتالیزورها - به ویژه توسعه کاتالیزورهای نسل چهارم با بازده بالا - قیمتها را بیش از پیش کاهش داد و کاربردهای پلیپروپیلن را در خودروسازی، پزشکی و مهندسی عمران تقویت کرد.
امروزه، تولید جهانی پلیپروپیلن حدود ۷۳ میلیون تن در سال با ارزش صنعتی بیش از ... 125 میلیارد دلاراز نظر ساختاری، مشتق PP به عنوان یک پلاستیک کالایی طبقهبندی میشود - ارزان، سبک (0.895-0.92 گرم بر سانتیمتر مکعب، کمترین وزن در بین تمام ترموپلاستیکهای کالایی)، قابل بازیافت (کد #5) و با فرمول ساده (CH) که عنصر کربن و هیدروژن را در اسکلت قرار میدهد. از آنجایی که ساختار اسکلت حاوی هیچ هترواتمی نیست، مقاومت شیمیایی PP عالی است و این به نوبه خود باعث میشود هزینههای تهیه پروپیلن که یک محصول جانبی عمده پتروشیمی از پالایش بنزین و گاز طبیعی است، به صفر برسد.
خواص کلیدی پلی پروپیلن

خواص ذکر شده پلیپروپیلن، آن را به یکی از متنوعترین پلاستیکهای کالایی در تولید امروزی تبدیل کرده است. در زیر مقادیر اندازهگیری شده از روشهای آزمایش اولیه ASTM آورده شده است - اعدادی که هنگام تعیین پلیپروپیلن برای یک طرح یا انتخاب یک درجه رزین خاص، اهمیت دارند.
| نوع ملک مورد نظر | مقدار | روش آزمون |
|---|---|---|
| چگالی | 0.895-0.92 g/cm³ | ASTM D792 |
| نقطه ذوب | ۱۶۰–۱۶۵ درجه سانتیگراد (هموپلیمر) | ASTM D3418 |
| استحکام کششی | 31-41 مگاپاسکال | ASTM D638 |
| مدول خمشی | 1.5-2.0 گیگا پاسکال | ASTM D790 |
| تغییر شکل در استراحت | 100-600٪ | ASTM D638 |
| HDT در 0.46 مگاپاسکال | 100-110 ° C | ASTM D648 |
| جذب آب | ASTM D570 |
از بین تمام خواص ذکر شده، مقاومت شیمیایی یک ویژگی تعیین کننده PP است. PP به طور گسترده مورد استفاده قرار میگیرد زیرا در برابر تقریباً همه اسیدهای رقیق و غلیظ از جمله اسید هیدروکلریک (HCl) و اسید سولفوریک (HSO)، هیدروکسیدهای رقیق مانند هیدروکسید سدیم (NaOH)، همه الکلها و بیشتر مواد شیمیایی آلی در دمای اتاق مقاوم است.
یکی دیگر از حوزههای قدرت، مقاومت در برابر خستگی است. پلیپروپیلن مادهای مقاوم در برابر خستگی با استحکام کششی بالا است که دلیل استفاده برجسته آن در فناوری لولاهای متحرک - لولاهای بسیار نازک و انعطافپذیر روی درب بطریهای تاشو، جعبه ابزار و ستونهای صحافی - است. یک لولای متحرک پلیپروپیلن با طراحی خوب میتواند بیش از یک میلیون بار بدون ترک خوردن خم شود، سطحی از دوام که با پلیاتیلن و پلیاستایرن غیرممکن است.
این ماده همچنین دارای برخی معایب است. در غیاب پایدارکنندههای UV (که معمولاً پایدارکنندههای نوری آمینهای بازدارنده - HALS) هستند، پلیپروپیلن در برابر نور خورشید بسیار سریع تخریب شده و در عرض چند ماه به گچی و شکننده تبدیل میشود. مقاومت حرارتی در دمای ذوب ۱۶۰ تا ۱۶۵ درجه سانتیگراد معقول است، اما دمای انتقال شیشهای در ۲۰ درجه سانتیگراد، دمایی را تعریف میکند که در زیر آن ماده شکننده میشود و مقاومت ضربه به شدت کاهش مییابد (به ویژه گریدهای هموپلیمر).
نکته مهندسی: برای استفاده از PP ساختاری بین 0 تا 15 درجه سانتیگراد، گریدهای کوپلیمر بلوکی حاوی 5 تا 15 درصد اتیلن را برای حفظ مقاومت ضربه مشخص کنید. طبق استاندارد ISO 179، مقادیر آزمایش ضربه شارپی در دمای 20 درجه سانتیگراد، آزمایش اعتبارسنجی استاندارد است - گریدهای کوپلیمر بلوکی معمولاً در محدوده 5 تا 10 کیلوژول بر متر مربع در هنگام اندازهگیری روی یک نمونه استاندارد هستند، گریدهای هموپلیمر فقط به حدود 1 تا 2 کیلوژول بر متر مربع میرسند.
انواع و گریدهای پلیپروپیلن

PP یک کلاس رزین واحد نیست. آنچه در ترکیب مولکولی گریدها متفاوت است، مستقیماً بر خواص نهایی تأثیر میگذارد. سه نوع اصلی پلیپروپیلن که به صورت تجاری در دسترس هستند عبارتند از هموپلیمر، کوپلیمر تصادفی و کوپلیمر بلوکی.
| نوع ملک مورد نظر | هموپلیمر | کوپلیمر تصادفی | بلوک کوپلیمر |
|---|---|---|---|
| محتوای اتیلن | 0% | 1-7٪ | 5-25٪ |
| نقطه ذوب | 160-165 ° C | 135-155 ° C | 160-165 ° C |
| مقاومت ضربه (۲۳ درجه سانتیگراد) | ۴۵–۵۵ کیلوژول بر متر مربع | ۴۵–۵۵ کیلوژول بر متر مربع | ۴۵–۵۵ کیلوژول بر متر مربع |
| مقاومت ضربه (-20 درجه سانتیگراد) | ۴۵–۵۵ کیلوژول بر متر مربع | ۴۵–۵۵ کیلوژول بر متر مربع | ۴۵–۵۵ کیلوژول بر متر مربع |
| وضوح | نیمه شفاف | حذف همه فیلترها | مات |
| محدوده MFI (معمولی) | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه |
| استفاده اولیه | بسته بندی، الیاف | فیلم، بسته بندی مواد غذایی | خودرو، لوله |
گریدهای هموپلیمر PP (PPH) سادهترین گریدهایی هستند که تنها مونومر پروپیلن را در بر میگیرند. سطوح بالای بلورینگی (بین 60 تا 70 درصد) به معنای سفتی بسیار خوب و بالاترین نقطه ذوب در بین پلاستیکها است، اما خواص ضربهپذیری آن به ویژه در دماهای پایین به خطر میافتد. هموپلیمر عمدتاً در فیلمهای بستهبندی، کیسههای پلیپروپیلن بافته شده و ریسندگی الیاف که در آنها به یک محصول نهایی سفت و سخت نیاز است، استفاده میشود.
کوپلیمر تصادفی PP (PPR) (1-7%) واحدهای اتیلن را در زنجیرههای یک هموپلیمر ساده ترکیب میکند. کاهش بلورینگی ناشی از تصادفی بودن واحدهای اتیلن، وضوح نوری بیشتر و عملکرد ضربهای بهتری را به همراه دارد. کوپلیمرهای تصادفی ماده پیشفرض برای ظروف شفاف غذا و بستهبندیهای پزشکی هستند که در آنها ضربهپذیری و وضوح هر دو مهم هستند.
گریدهای کوپلیمر بلوکی (PPB) دارای «بلوکهایی» از گروههای مولکولی اتیلن هستند که در سراسر ماده، در جایی که انرژی در اثر ضربه جذب میشود، در یک سری قرار گرفتهاند. حوزههای فاز لاستیکی در ساختار، انرژی ضربه را به طور مؤثر جذب میکنند؛ گریدهای کوپلیمر بلوکی، مواد ایدهآلی برای لولهکشی و تزئینات داخلی خودرو هستند.
یک گرید کمتر استفاده شده از پلی پروپیلن، پلی پروپیلن سیندیوتاکتیک (sPP) است. با استفاده از توپولوژی ایزوتاکتیک مرسوم، جهت گیری های جایگزین گروه متیل از دست رفته، ماده ای نرم تر و الاستیک تر با نقطه ذوب به طور قابل توجهی پایین تر (حدود 130 درجه سانتیگراد) ایجاد می کند. استفاده از sPP با فیلم ها و لایه های درزگیر غیرمعمول معمولاً یافت نمی شود.
شاخص جریان مذاب بر اساس روش فرآوری
شاخص جریان مذاب (MFI) یا نرخ جریان (MFR) همچنان بزرگترین عامل تأثیرگذار در انتخاب گرید است، زیرا تعیین میکند که بقیه تجهیزات مورد استفاده قادر به انجام چه کاری هستند. برای جلوگیری از نقصهای غیرضروری از ابتدا، MFI باید قبل از خرید با دقت تعیین شود.
| روند | محدوده MFI | یادداشت |
|---|---|---|
| اخراج | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه | MFI پایینتر = استحکام مذاب بالاتر |
| قالب گیری تزریقی | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه | MFI بالاتر = پر شدن بهتر قالب |
| ریسندگی الیاف | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه | MFI متوسط برای قابلیت کشش |
| فیلم/ورق | ۱۰ تا ۳۰ گرم در ۱۰ دقیقه | MFI پایین برای ضخامت یکنواخت |
نکته حرفهای: هزینه اساسی انتخاب نادرست گرید PP یکی از رایجترین شکستهای فرآیندی است. همیشه ابتدا MFI را با فرآیند خود مطابقت دهید. تنها پس از آن بر اساس الزامات ضربه و شفافیت، هموپلیمر در مقابل کوپلیمر را انتخاب کنید. اگر یک هموپلیمر با MFI 50 را به خط اکستروژن خود وارد کنید، دچار آبریزش و افتادگی خواهید شد - هیچ تنظیمی در گرمایش سیلندر، عدم تطابق ویسکوزیته شما را حل نخواهد کرد.
پلیپروپیلن در مقابل پلیاتیلن - تفاوتهای کلیدی
هم PP و هم پلیاتیلن، پلیاولفینهایی هستند که از نفت تولید میشوند و فرآیندپذیری قابل مقایسهای از خود نشان میدهند. با این حال، گمراه نشوید. آنها فرآیندپذیری و عملکرد متفاوتی دارند. جدول کنار هم زیر، PP را با دو نوع رایج PE مقایسه میکند: چگالی بالا (HDPE) و چگالی پایین (LDPE).
| نوع ملک مورد نظر | PP | HDPE | LDPE |
|---|---|---|---|
| چگالی | 0.895-0.92 g/cm³ | 0.941-0.965 g/cm³ | 0.910-0.940 g/cm³ |
| نقطه ذوب | 160-165 ° C | 120-130 ° C | 105-115 ° C |
| استحکام کششی | 31-41 مگاپاسکال | 25-45 مگاپاسکال | 8-25 مگاپاسکال |
| مقاومت در برابر اشعه ماوراء بنفش | ضعیف (نیاز به تثبیت کننده دارد) | خوب (ذاتی) | در حد متوسط |
| شفافیت | شفاف تا شفاف | مات | نیمه شفاف |
| مقاومت شیمیایی | نرخ | نرخ | خوب |
| خستگی/عمر لولا | عالی (بیش از ۱ میلیون سیکل) | فقیر | در حد متوسط |
| کد رزین | #5 | #2 | #4 |
| هزینه (تقریبی) | 1.10-1.30 دلار / کیلوگرم | 1.00-1.20 دلار / کیلوگرم | 1.15-1.35 دلار / کیلوگرم |
اختلاف نقطه ذوب قابل توجهی بین PP و پلیاتیلن وجود دارد. محدوده دمای ذوب PPC بین ۱۶۰ تا ۱۶۵ درجه سانتیگراد، امکان استفاده از آن را در کاربردهایی با آب گرم، اتوکلاو و مایعات در حال جوش فراهم میکند - محیطهایی که در آنها HDPE نرم و تغییر شکل میدهد، ۱۲۰ تا ۱۳۰ درجه سانتیگراد. از سوی دیگر، HDPE در محیطهای بیرونی که پایداری در برابر اشعه ماوراء بنفش مهم است، بسیار بهتر عمل میکند. مبلمان باغ، زمینهای بازی و کاربردهای تفریحی اغلب مبتنی بر پلیاتیلن هستند زیرا برای مقاومت در برابر تخریب نوری نیازی به بسته افزودنی ندارند.
PP همچنین به وضوح از نظر مقاومت در برابر خستگی مزیت دارد. لولاهای متحرک، دربهای چفتشونده و دربهای بستهبندی، همگی به پلیپروپیلن تمایل دارند زیرا خطوط تاشدگی پلیاتیلن پس از تعداد نسبتاً کمی چرخه خمشی، تمایل به ترک خوردن دارند. هر دو پلیاولفین از نظر فرآیندپذیری کلی مشابه پلیاتیلن هستند - آنها به خوبی جریان مییابند، دود بسیار کمی تولید میکنند و میتوانند روی اکسترودرهای ساده تک ماردونه یا دو ماردونه کار کنند.
نکته مهندسی: هنگام انتخاب مادهای برای مخزن ذخیرهسازی مواد شیمیایی که در دمای بالاتر از ۱۲۰ درجه سانتیگراد کار میکند، به جای HDPE از پلیپروپیلن استفاده کنید. برای استفاده در فضای باز که به افزودنیهای بازدارنده UV دسترسی وجود ندارد، HDPE انتخاب بهتری است. هر دو ماده از نظر فرآیندپذیری مشابه پلیاتیلن هستند اما سقف دمای کارکرد بسیار متفاوتی دارند - همیشه قبل از انتخاب رزین، محدودیتهای استفاده مداوم را بررسی کنید.
کاربردهای صنعتی پلیپروپیلن

محصولات پلیپروپیلن - از ظروف پلاستیکی بادوام گرفته تا فیلمهای پلاستیکی انعطافپذیر - اکثر بخشهای اصلی صنعتی را در بر میگیرند. قیمت مناسب، پایداری شیمیایی، سهولت فرمولاسیون و فرآیندپذیری PP، جایگاه پلیپروپیلن را در همه چیز، از درب بطریهای ۲ گرمی گرفته تا مخازن مواد شیمیایی ۵۰۰ کیلوگرمی، تضمین میکند. تولیدکنندگان در شش بخش صنعتی از این ماده استفاده میکنند.
۱. بستهبندی (حدود ۳۰٪ از مصرف PP): ظروف غذا، درب بطری، لیوان ماست، کیسههای پلیپروپیلن بافتهشده و فیلمهای BOPP (بستههای تنقلات، برچسب). وضعیت تماس با مواد غذایی و خواص بازدارندگی رطوبت PP که توسط FDA تأیید شده است، آن را به عنوان یک ماده بستهبندی در زنجیره تأمین ایدهآل میکند.
۲. خودرو (حدود ۲۰): پوشش سپر (حدود ۸۰٪ پلیپروپیلن)، پنلهای داشبورد، تریم درب، محفظه باتری، اجزای زیر کاپوت. اجزای قالبگیری شده با پلیپروپیلن پر شده میتوانند با هزینه کمتر جایگزین پوستههای سنگینتر سایر پلاستیکها مانند ABS یا نایلون شوند و از طرحهای کاهش وزن خودرو پشتیبانی کنند. PP پر شده با تالک با بارگذاری ۲۰٪، مدول خمشی ۲.۵ تا ۳.۵ گیگاپاسکال تولید میکند - نزدیک به ترکیبات تقویتشده با شیشه اما با قیمتی بسیار مقرونبهصرفه.
۳. منسوجات و منسوجات نبافته: پشت فرش، طناب پلیپروپیلن مورد استفاده در قایقهای تفریحی و صنایع صنعتی، پارچه بافته شده برای کیسههای صنعتی و پارچه دمش مذاب برای فیلتراسیون. پارچه پلیپروپیلن نبافته به عنوان ماده فیلتراسیون در ماسکهای جراحی و ماسکهای تنفسی N95 استفاده میشود - بخشی از بازار که به سرعت در حال رشد است و در سال ۲۰۲۰ افزایش قابل توجهی داشته است.
۴. پزشکی: سرنگها، بطریهای نمونه، توری جراحی، سینیهای یکبار مصرف. PP را میتوان به مدت ۲۰ دقیقه در دمای ۱۲۱ درجه سانتیگراد بدون تغییر شکل اتوکلاو کرد، بنابراین در وسایل جراحی قابل استفاده مجدد، بستهبندی محصولات مراقبت شخصی و ظروف پلاستیکی که میتوانند استریل شوند، استفاده میشود.
۵. ساخت و ساز: سیستمهای توزیع آب گرم و سرد با استفاده از سیستمهای لولهکشی PP-R (پلیپروپیلن رندوم کوپلیمر) که برای عملکرد مداوم در دمای ۷۰ درجه سانتیگراد و ۱۰ بار طراحی شدهاند، جایی که CCS (پارچههای ژئوتکستایل، تختههای عایق، ورقهای محافظ) نیز از PP به عنوان رزین پایه استفاده میکنند.
۶. کالاهای مصرفی: پوسته چمدان، ظروف مبلمان مدولار، سطلهای نگهداری، لوازم التحریر، به عنوان روکش روی ظروف پلاستیکی - برای مبلمان و چمدانهای روی هم چیده شده استفاده میشود. چگالی کم این ماده یک مزیت است، زیرا کالای نهایی سبک است.
✔ مزایا
- چگالی کم - سبکترین پلاستیک رایج (۰.۸۹۵–۰.۹۲ گرم بر سانتیمتر مکعب)
- مقاومت شیمیایی در برابر اسیدها، بازها و اکثر حلالها
- مقاومت در برابر خستگی - لولاهای زنده بیش از 1 میلیون چرخه را تحمل میکنند
- تماس با مواد غذایی مورد تایید FDA (21 CFR 177.1520)
- قابل بازیافت تحت رزین کد #5
- جذب رطوبت کم (<0.03%)
⚠ محدودیتها
- مقاومت ضعیف در برابر اشعه ماوراء بنفش بدون پایدارکنندهها (نیاز به HALS)
- شکننده در دمای زیر 20- درجه سانتیگراد (دمای انتقال شیشهای)
- قابلیت رنگپذیری محدود - نیاز به عملیات شعلهای یا پلاسمایی دارد
- قابل اشتعال - شاخص اکسیژن محدود کننده (LOI) ~ 18٪
- زیستتخریبپذیر نیست - تخمین زده میشود ۲۰ تا ۳۰ سال در محل دفن زباله باقی بماند
نحوه پردازش پلیپروپیلن: اکستروژن، قالبگیری و فراتر از آن

رزین پلیپروپیلن برای تولید به صورت محصولات مصرفی، باید تا زمان مایع شدن حرارت داده شود، توسط فرآیندی شامل نیرو و فشار شکل داده شود و در نهایت به شکل نهایی خود خنک شود. مسیر فرآیند (اکستروژن، قالبگیری تزریقی، قالبگیری دمشی، ترموفرمینگ یا ریسندگی الیاف) بسته به هندسه نهایی و میزان تولید مورد نظر متفاوت است. تمام تولید گریدهای پلیپروپیلن ترکیبی (پر شده با تالک، الیاف شیشه، رنگها یا تثبیتکنندههای UV) صرف نظر از مرحله شکلدهی پاییندستی، شامل یک فرآیند اکستروژن است.
مشخصات دمای اکستروژن پلی پروپیلن
پروفیل دمایی برای اکستروژن پلیپروپیلن بسیار مهم است - این پارامتر کنترل اصلی بر کیفیت مذاب، پرداخت سطح و پایداری ابعادی محصول نهایی است. یک پروفیل معمول از ناحیه سیلندر برای یک گرید PP (هموپلیمر، اکسترودر تک مارپیچ) که معمولاً فرآوری میشود، در زیر نشان داده شده است:
| منطقه بشکه | درجه حرارت | عملکرد |
|---|---|---|
| منطقه تغذیه | 190-210 ° C | انتقال جامد، ذوب اولیه |
| منطقه فشرده سازی | 210-230 ° C | ذوب کامل، حذف هوا |
| منطقه اندازهگیری | 220-240 ° C | همگنسازی مذاب |
| مردن | 220-230 ° C | تشکیل شکل |
طراحی مارپیچ نیز به همان اندازه حیاتی است. نسبت طول به قطر (L/D) استاندارد برای اکستروژن PP تک مارپیچ چیزی بین 25:1 تا 36:1 است. مارپیچهای بلندتر زمان ماندگاری بیشتری برای ذوب و اختلاط ایجاد میکنند که میتواند هنگام اکسترود کردن گریدهای هموپلیمر با بلورینگی بالا که برای جلوگیری از ذوب شدن محصول نهایی به ذوب و اختلاط خوب نیاز دارند، قابل توجه باشد.
اکستروژن دو مارپیچه برای آمیزهسازی PP
برای آلیاژسازی PP با پرکنندههای معدنی، تقویتکننده الیاف شیشه، مستربچ رنگی یا بسته افزودنی، اکسترودرهای دو مارپیچ برای ترکیب PP این روش، کنترل دمای بسیار دقیقتری را در طول فرآیند و همچنین سطوح اختلاطی که توسط اکسترودرهای تک ماردونه قابل دستیابی نیست، در اختیار تولیدکننده قرار میدهد. اکسترودرهای دو ماردونه با چرخش همزمان و درهمآمیختگی برای آمیزهسازی PP، علاوه بر افزایش فوقالعاده اختلاط توزیعی (پخش شدن پرکنندهها در سراسر مذاب) (نسبتهای L/D 32:1-48:1)، سهولت اختلاط پراکنشی (شکستن خوشههای پرکننده) را تا حد زیادی افزایش میدهند.
فرآیند اکسترودر دو مارپیچه، اگرچه چندان رایج نیست، اما برای فرمولاسیونهای خاص PP، مانند گریدهای پر شده با تالک (تا 40٪ بارگذاری برای قطعات خودرو) یا گریدهای تقویت شده با الیاف شیشه (تا 30٪ بارگذاری برای قطعات سازهای) استفاده میشود. اکستروژن واکنشی مانند پیوند PP با انیدرید مالئیک برای بهبود چسبندگی به قطعات قطبی نیز با این فرآیند حاصل میشود. مارپیچهای دو مارپیچه درگیر، خودپاککن هستند که منجر به تمیز شدن سیلندر در حین تغییر ماده، کاهش ضایعات و حفظ دمای مذاب یکنواخت از جلو تا عقب سیلندر میشود.
نکته سریع: عیوب معمول اکستروژن PP شامل شکست مذاب (نرخ برشی بالا بیش از ۵۰۰ ثانیه)، زبری پوست کوسه، آبریزش قالب به دلیل کسرهای با وزن مولکولی کم است. کاهش طول سطح قالب و نرخ برش در دیواره قالب، راه حلهای معمول هستند. خط آمیزهسازی - پرکنندههایی که به طور یکنواخت پراکنده نمیشوند، میتوانند منجر به ایجاد حفره در سطح شوند، بنابراین برای غلبه بر این مشکل، عناصر اختلاط را افزایش داده یا توان عملیاتی را کاهش دهید.
فرآیندهای پردازش اضافی: قالبگیری تزریقی (MFI 20-70 گرم در 10 دقیقه) مسیر پردازش پلاستیک غالب برای ترموپلاستیکهای قالبگیری تزریقی، از جمله درب بطری، خودرو و سایر قطعات ظروف نگهداری است. قالبگیری دمشی اشکال توخالی مانند بطری و مخازن را ایجاد میکند. ترموفرمینگ بستهبندیهای دیواره نازک مانند بستهبندی مواد غذایی را از ورق PP اکسترود شده تشکیل میدهد. ریسندگی الیاف، رشتههای پیوستهای را از PP برای استفاده به عنوان الیاف نساجی و کاربردهای نبافته تشکیل میدهد - محدوده MFI 15-40 گرم در 10 دقیقه قابلیت کشش کافی را فراهم میکند.
به دنبال یک اکسترودر دو مارپیچه برای آمیزه کاری PP هستید؟
سری اکسترودرهای دو مارپیچه ما برای آمیزهسازی PP با تالک، الیاف شیشه و رنگ مستربچ از ظرفیت ۵۰ تا ۲۰۰۰ کیلوگرم در ساعت مناسب هستند.
آیا پلیپروپیلن ایمن و قابل بازیافت است؟
دلایل نگرانی در مورد ایمنی و اثرات زیستمحیطی برای هر پلاستیکی که در تماس با مواد غذایی، پزشکی و کاربردهای مصرفی استفاده میشود، مناسب است. پلیپروپیلن در بسیاری از معیارهای ایمنی عملکرد خوبی دارد، اما همان مشکلات پایان عمر را که برای همه پلیمرهای پایه نفتی وجود دارد، نشان میدهد.
تاییدیه FDA (سازمان غذا و داروی آمریکا): پلیپروپیلن تحت تاییدیه 21 CFR 177.1520 برای تماس مستقیم با غذا، آییننامهای که آن را به عنوان یک پلیمر اولفینی قابل قبول برای تولید اقلام در تماس مستقیم با غذا قرار میدهد. این تأییدیه برای گریدهای هموپلیمر و کوپلیمر تصادفی PP که برای ظروف غذا، بستهبندی و سطوح تجهیزات فرآوری در تماس مستقیم با غذا طراحی شدهاند، اعمال میشود.
فاقد BPA و فتالات: PP حاوی بیسفنول A نیست، زیرا زنجیره پلیزومر فقط حاوی مونومرهای پروپیلن است - هیچ گروه فنلی وجود ندارد. در فرمولاسیون PP نیازی به نرمکنندههای فتالات نیست زیرا پلیمر ذاتاً انعطافپذیری خوبی دارد؛ در عوض، این انعطافپذیری از طریق کوپلیمریزاسیون حاصل میشود. برخلاف برخی از فرمولاسیونهای PVC که به نرمکنندههای فتالات نیاز دارند، هیچ نگرانی شناختهشدهای در مورد اختلال غدد درونریز مرتبط با پلیپروپیلن وجود ندارد.
قابلیت بازیافت: پلیپروپیلن دارای کد شناسایی رزین شماره ۵ است و در اکثر انبارهای بازیافت کنار خیابان ایالات متحده دریافت میشود. پلیپروپیلن بازیافتی (rPP) اغلب راه خود را به کاربردهای غیرمرتبط با مواد غذایی مانند خودرو، مبلمان باغ و ظروف صنعتی پیدا میکند. خواص پلیپروپیلن بازیافتی تقریباً ۱۰ تا ۱۵ درصد در هر فرآیند بازیافت از نظر تخریب زنجیرهای کاهش مییابد، اما مخلوطهای پلیپروپیلن دستنخورده و بازیافتی و غیره را میتوان به راحتی برای تولید محصولات مختلف استفاده کرد.
محدودیتهای زیستمحیطی: پلیپروپیلن زیستتخریبپذیر نیست. نرخ تخریب در محل دفن زباله در شرایط استاندارد تقریباً 20 تا 30 سال است و این ماده برای مدت زمان بسیار طولانیتری در محیط دریایی پایدار خواهد ماند. الیاف PP - بهویژه به صورت میکروفیبرهای ناشی از شستشوی منسوجات و مواد پارچهای نبافته تخریبشده - به عنوان یکی از اجزای رو به افزایش انتشار میکروپلاستیکها به آبراهها/اقیانوسها شناسایی شدهاند. تحقیقات در مورد پلیپروپیلن زیستپایه - که از بیوپروپیلن به جای مواد اولیه نفتی ساخته شده است - در حال انجام است، اما حجم آنها نسبتاً کم است.
پرسش و پاسخهای متداول

س: پلی پروپیلن برای چه مواردی استفاده می شود؟
مشاهده پاسخ
س: معایب پلی پروپیلن چیست؟
مشاهده پاسخ
س: آیا پلیپروپیلن همان پلاستیک است؟
مشاهده پاسخ
س: پلی پروپیلن از چه چیزی ساخته شده است؟
مشاهده پاسخ
س: آیا پلی پروپیلن زیست تخریب پذیر است؟
مشاهده پاسخ
س: آیا پلی پروپیلن میتواند در برابر گرما مقاومت کند؟
مشاهده پاسخ
به یک محلول آمیزه سازی PP نیاز دارید؟
ما قادر به پردازش طیف گستردهای از فرمولاسیونها با استفاده از اکسترودرهای دو مارپیچه PT-413 هستیم. از کنسانترههای پر شده با اکسید آهن تا توان عملیاتی 1500 کیلوگرم در ساعت گرفته تا مستربچ رنگدانه با توان عملیاتی 50 کیلوگرم در ساعت. اکسترودرهای دو مارپیچه PT-413 ما همگی قادر به تولید فرمولاسیونهای تهاجمی مانند PP با تالک و الیاف شیشه و اصلاح واکنشی هستند.
درباره این تحلیل
این اطلاعات از منابع عمومی موجود، از جمله برگههای اطلاعات رزین از فروشندگان، مراجع روشهای آزمایش ASTM و ISO و از منابع مختلف صنعتی مانند FDA به دست آمده است. نویسندگان، به عنوان تولیدکننده تجهیزات اکسترودر، تجربه عملی دست اول در پردازش تشکیل پلیپروپیلن در خطوط اکستروژن با توان عملیاتی مختلف با گریدهای مختلف هموپلیمر و کوپلیمر داشتهاند. اطلاعات موجود در اینجا منعکس کننده تجربه مستقیم نویسندگان در محدوده ۱۰۰ تا ۱۵۰۰ کیلوگرم در ساعت است.
منابع و مراجع
- FDA 21 CFR 177.1520 — پلیمرهای الفین — سازمان غذا و داروی آمریکا
- ASTM D638: روش تست استاندارد برای خواص کششی پلاستیک — ASTM بینالمللی
- پلی ¬ پروپیلن - ویکیپدیا
- دادههای حجم بازار پلیپروپیلن — به سوی شیمی و مواد
- مدیریت دمای مذاب در اکسترودر آمیزهسازی دو مارپیچه — فناوری پلاستیک
- کنترل دقیق در اکستروژن پیچی پلیپروپیلن — PMC/NIH



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


