



راهنمای اکسترودر دو ماردونه E×: اصول کار، انواع و نحوه انتخاب
مشخصات سریع
| پیکربندی پیچ | چرخش همزمان یا چرخش متقابل |
| نسبت معمول L/D | ³۲:۱ – ۵۲:۱ (تا ۶۸:۱) |
| محدوده قطر پیچ | ۵۰ میلیمتر – ۲۰۰۰+ میلیمتر |
| محدوده توان عملیاتی | 5 - 8,000 کیلوگرم در ساعت |
| سرعت پیچ (همچرخش) Ma× | تا 1,200 دور در دقیقه |
| مواد رایج | PP، PE، PA، PVC، PET، ABS، TPU |
اکسترودر دو مارپیچه از دو مارپیچ درهم تنیده که درون یک بشکه گرم شده میچرخند، استفاده میکند و وظیفه آن مخلوط کردن، گرم کردن و شکل دادن مواد اولیه به قطعات یا گلولههای نهایی است. این دستگاه اغلب برای خطوط ترکیب پلیمر، سیستمهای تولید مداوم دارویی، خطوط فرآوری غذای حیوانات خانگی و خطوط بازیافت پلاستیک در سراسر جهان استفاده میشود. اندازه بازار جهانی اکسترودر دو مارپیچه در سال 2025 حدود 1.52 میلیارد دلار ارزش داشت و انتظار میرود بر اساس تقاضا برای ترکیب با کیفیت بالا و تکنیکهای بازیافت کارآمد، تا سال 2033 با نرخ رشد مرکب سالانه 5 درصد رشد کند.
این مقاله به شما این امکان را میدهد که نحوه عملکرد آن را در سطح اجزا درک کنید؛ هر چهار نوع اکسترودر دو مارپیچ را در کنار هم مقایسه کنید؛ و چارچوبی برای تعیین اینکه کدام نوع با نیازهای فرآیند شما مطابقت دارد، ارائه دهید. هر مشخصات و رقم هزینه ارائه شده در زیر از منابع صنعتی منتشر شده گرفته شده است، بنابراین میتوانید با اطمینان، قیمتها و مشخصات را به جای بروشورهای بازاریابی، از نظر مالی دقیق مقایسه کنید.
نحوه کار اکسترودر دو مارپیچه
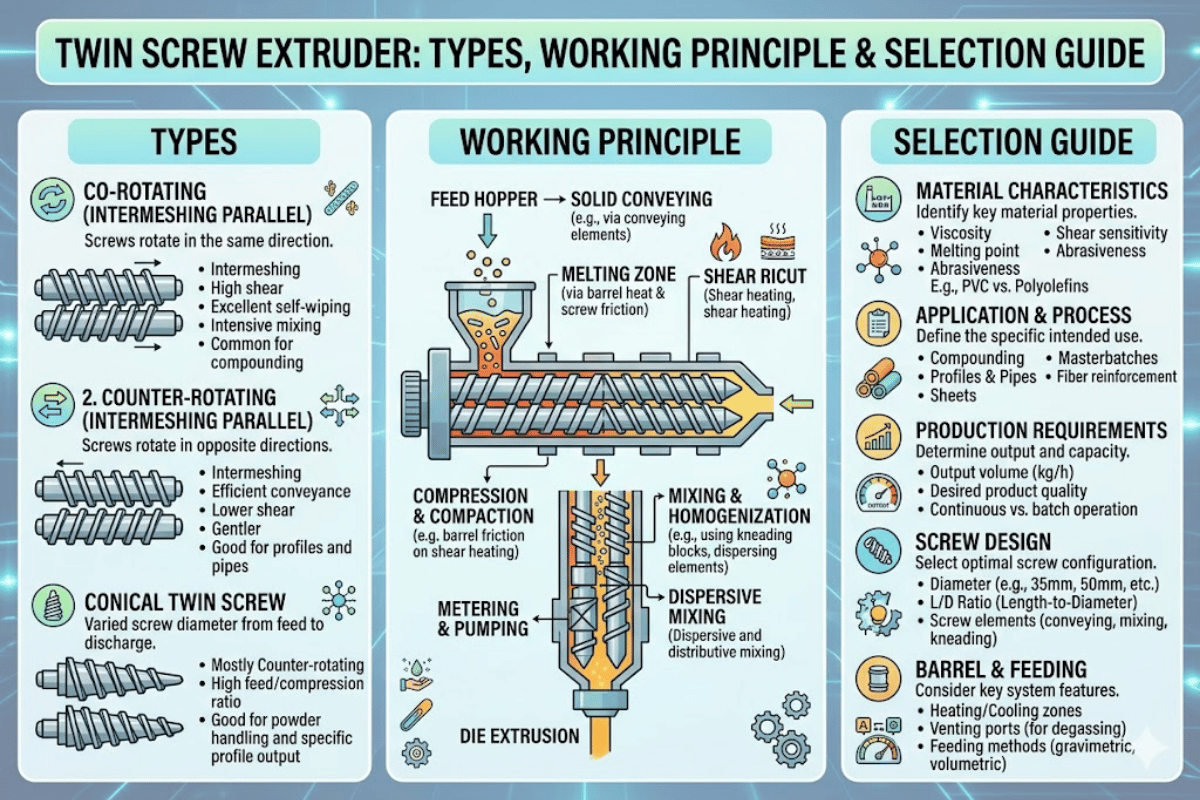
اکسترودر دو مارپیچه دارای دو مارپیچ است که به صورت متحدالمرکز درون یک سیلندر قطعهبندی شده نصب شدهاند، همانطور که نشان داده شده است. هر دو مارپیچ برای درهمآمیختگی طراحی شدهاند، به این معنی که پرههای دو مارپیچ در یکدیگر قرار میگیرند، زیرا مارپیچها برای چرخش در جهت چرخش همزمان طراحی شدهاند. درهمآمیختگی یک عمل خودپاککنی را فراهم میکند که همزمان مواد را به جلو منتقل میکند و در عین حال توزیع نیروهای برشی را در امتداد طول سیلندر بهبود میبخشد و اختلاط را افزایش میدهد.
در داخل، بشکه قطعهبندیشده از ۶ تا ۱۲ ناحیه دمایی کنترلشده مستقل تشکیل شده است که در امتداد طول آن قرار گرفتهاند. حلقههای خنککننده یا گرمایشی که بهطور مستقل کنترل میشوند، دمای مایع را کنترل میکنند تا دمای فرآیند ذوب در محدوده ±۲ درجه سانتیگراد از نقطه تنظیمشده نگه داشته شود. مواد اولیه از طریق یک قیف تغذیه وارد میشوند، از طریق نواحی مختلف مقطعی منتقل میشوند و در نهایت از طریق یک قالب تخلیه میشوند تا به شکلها و اندازههای مختلف گلولهها یا قطعات نهایی تبدیل شوند.
📐 نکته مهندسی
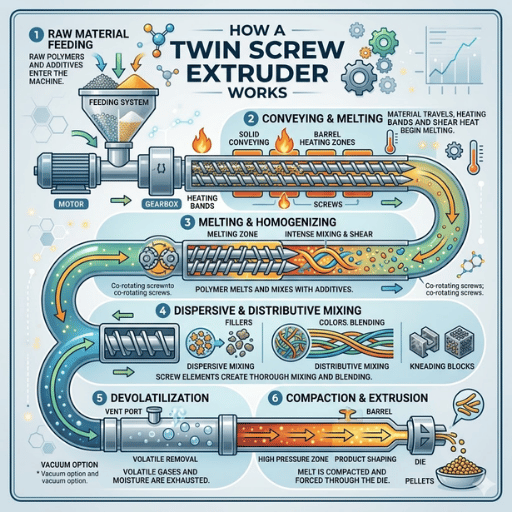
فرآیند اکستروژن از پنج ناحیه مقطعی عبور میکند: منطقه تغذیه (انتقال جامد در دمای ۴۰ تا ۸۰ درجه سانتیگراد) → منطقه ذوب (پلاستیسیته شدن از طریق برش و حرارت سیلندر) → منطقه اختلاط (بلوکهای ورز دادن، اختلاط توزیعی و پراکندگی را اعمال میکنند) → منطقه گاززدایی (تهویه اتمسفری یا خلاء رطوبت و مواد فرار را حذف میکند) → منطقه اندازهگیری (فشار لازم برای تخلیه قالب را ایجاد میکند). مکان، سبک و عمق خاص این بخشهای ناحیهای را میتوان با طراحی چیدمان عناصر مارپیچ منفرد در امتداد شفت مارپیچ اکسترودر تغییر داد.
پشت بخش مارپیچ، گیربکس قرار دارد و مجموعه را به حرکت در میآورد. سطح گشتاور معمول برای اکسترودرهای دو مارپیچه همچرخش مدرن، 30٪ بیشتر از طرحهای قدیمیتر است و طبق دادههای منتشر شده توسط ...، به چگالی گشتاور 18 نیوتن متر بر سانتیمتر مکعب میرسد. بخش اکستروژن SPEگشتاور را با استفاده از فرمول گشتاور = ۹۵۵۰ × کیلووات بر دقیقه (Torque = ۹۵۵۰ × kW ÷ RPM) با ابعاد موتور خود ترکیب کنید، بنابراین یک موتور ۱۵۰ کیلوواتی در ۶۰۰ دور در دقیقه تقریباً ۲۳۸۸ نیوتن متر برای هر شفت تولید میکند.
مقایسه ۴ نوع اکسترودر دو مارپیچه

چهار نوع اکسترودر دو مارپیچه بسته به جهت چرخش مارپیچ (همچرخش یا خلافچرخش) و طراحی سیلندر (موازی یا مخروطی) وجود دارد: هر کدام مجموعه متفاوتی از توان عملیاتی و الزامات فرآیند را هدف قرار میدهند.
| نوع | سرعت پیچ | محدوده طول/عمق | بهترین برای |
|---|---|---|---|
| موازی هم چرخان | 300 - 1,200 دور در دقیقه | 32: 1 - 68: 1 | آمیزهسازی پلیمری، مستربچ، اکستروژن مواد غذایی |
| موازی با چرخش معکوس | 30 - 60 دور در دقیقه | 10: 1 - 25: 1 | کلندرینگ PVC، اختلاط با برش کم |
| مخروطی هم چرخان | 200 - 600 دور در دقیقه | مخروطی | تحقیقات در مقیاس آزمایشگاهی، آزمایشهای دستهای کوچک |
| مخروطی با چرخش معکوس | 10 - 50 دور در دقیقه | مخروطی | اکستروژن لوله و پروفیل پی وی سی، ورق سفت و سخت |
در یک اکسترودر دو مارپیچه با چرخش همزمان، مارپیچها در یک جهت میچرخند. یک کانال باز که توسط پرههای مارپیچ درهمتنیده تشکیل شده است، مسیری به شکل عدد هشت ایجاد میکند تا اختلاط خوب و زمان اقامت ثابتی را ارائه دهد. پیکربندی دو مارپیچه با چرخش همزمان برای کار با طیف وسیعی از پلیمرهای ترموپلاستیک مناسب است و تاکنون رایجترین پیکربندی دو مارپیچه است که در سطح جهانی برای اکثر عملیات آمیزهسازی ترموپلاستیک استفاده میشود.
طرحهای چرخش معکوس، پیچها را در جهتهای مخالف میچرخانند. وقتی پرهها درگیر میشوند، به یکدیگر فشار میآورند و یک اثر کلندرینگ در دور کم ایجاد میکنند که برای PVC و سایر مواد حساس به حرارت به خوبی کار میکند. اکسترودرهای دو مارپیچه ماشینهای بسیار انعطافپذیری هستند که آنها را برای کاربردهای مختلفی که نیاز به کنترل دقیق فرآیند دارند، مناسب میسازد. ماشینهای اکسترودر دو مارپیچه با بشکههای مخروطی که از قطر ورودی بزرگتر به قطر خروجی کوچکتر باریک میشوند، فشار به طور طبیعی و بدون پمپهای ذوب جداگانه ایجاد میشود.
یک نمونه رایج از انتخاب اشتباه، انتخاب یک دستگاه موازی با چرخش همزمان برای پروفیلهای PVC صلب است. PVC دارای پنجره پردازش نسبتاً کوچکی (165-185 درجه سانتیگراد) است و به سرعت تحت برش بالا تخریب میشود. اکسترودرهای دو مارپیچ مخروطی با چرخش مخالف، نرخ برش مناسبی را حفظ میکنند، در حالی که فشار کافی برای قالبهای پروفیل تولید میکنند.
اکسترودر دو مارپیچه در مقابل اکسترودر تک پیچ
برای اکسترودرهای دو مارپیچه یا تک مارپیچه، واقعاً بستگی به این دارد که میخواهید با مواد خود چه کاری انجام دهید. تجهیزات تک مارپیچه، انتقال و ذوب را تنها در یک مسیر بسیار کارآمد انجام میدهند، در حالی که اکسترودرهای دو مارپیچه راندمان اختلاط فوقالعادهای را ارائه میدهند.9،10
| پارامتر | پیچ دوقلو | تک پیچ |
|---|---|---|
| قابلیت اختلاط | توزیعکننده + پراکندهکننده؛ پرکننده تا ۸۰٪ را کنترل میکند | عمدتاً توزیعی؛ پرکننده محدود به حدود ۴۰٪ |
| ظرفیت تولید | ۳۰ تا ۴۰۰۰ کیلوگرم بر ساعت (چرخش موازی و همسو) | ۵۰ تا ۱۵۰۰ کیلوگرم در ساعت، معمولاً |
| هزینه سرمایه | ۱.۵× – ۳× بالاتر | نقطه ورود پایینتر |
| پیکربندی پیچ | مدولار؛ عناصر پیچ طبق دستور غذا دوباره چیده میشوند | ثابت؛ طراحی پیچی یک تکه |
| خود پاک شونده | بله (طرحهای درهمآمیخته) | خیر؛ نیاز به تمیز کردن دستی دارد |
| بهترین اپلیکیشن | آمیزهسازی، اکستروژن واکنشی، بازیافت | ذوب ساده، اکستروژن لوله، دمش فیلم |
اگر فرآیند شما محدود به ذوب و تشکیل یک پلیمر است و هیچ ماده پرکنندهای اضافه نمیکند، اکسترودر تک پیچ ممکن است روشی مقرون به صرفهتر برای دستیابی به همان نتیجه نهایی باشد. هنگام ترکیب چندین رزین یا برای افزودن پرکنندهها یا 30٪ یا بیشتر، یا اگر از فرمولاسیونهای واکنشی استفاده میکنید که نیاز به کنترل دقیق زمان اقامت دارند، یک ماردون دوقلو را در نظر بگیرید.
کاربردهای کلیدی اکستروژن دو مارپیچه

اکسترودرهای دو مارپیچه در صنایعی استفاده میشوند که کیفیت خروجی میتواند بر سود تأثیر بگذارد؛ عملکرد مداوم، کنترل دقیق دما و تضمین دقیق کیفیت محصول. بازارهای اصلی کاربرد عبارتند از:
| کاربرد | محدوده توان عملیاتی | نیاز اصلی |
|---|---|---|
| ترکیب پلیمری | 200 - 4,000 کیلوگرم در ساعت | گشتاور بالا برای سیستمهای پر شده |
| مستربچ / کنسانتره رنگ | 150 - 2,000 کیلوگرم در ساعت | یکنواختی پراکندگی رنگدانه |
| اکستروژن غذای حیوانات خانگی و میان وعده | 100 - 1,200 کیلوگرم در ساعت | ژلاتینه شدن نشاسته، کنترل رطوبت |
| داروسازی (HME) | 1 - 50 کیلوگرم در ساعت | GMP، کنترل زمان اقامت |
| بازیافت پلاستیک | 300 - 3,000 کیلوگرم در ساعت | گاززدایی، تحمل آلودگی |
| سیم و کابل کامپاند | 200 - 1,500 کیلوگرم در ساعت | پراکندگی بازدارنده شعله |
| اکستروژن لوله و پروفیل | 50 - 500 کیلوگرم در ساعت | پایداری ابعادی، برش کم (PVC) |
در حوزههای دستگاه ترکیب پلاستیکماشینهای موازی با چرخش همزمان رایج هستند زیرا قادر به پردازش بارگذاریهای پرکننده بسیار بالا، ۶۰ تا ۸۰ درصد برای کربنات کلسیم و ۳۰ تا ۵۰ درصد برای الیاف شیشه هستند که طرحهای تک مارپیچه قادر به انجام آن نیستند؛ در حالی که در صنایع غذایی، اکستروژن دو مارپیچه به دلیل پردازش مداوم، جایگزین پخت دستهای برای پلتهای میان وعده و غذای حیوانات خانگی شده است و کیفیت ثابتی را همراه با کاهش ۲۰ تا ۳۵ درصدی مصرف انرژی نسبت به سیستمهای دستهای ارائه میدهد.
اکستروژن مواد مذاب داغ دارویی یکی از سریعترین حوزههای در حال رشد است. مقالهای که اخیراً بررسی شده است از AAPS PharmSciTech این یک مرجع خوب برای نشان دادن استفاده از اکسترودر دو مارپیچه به عنوان یک میکسر پیوسته برای تولید پراکندگیهای جامد آمورف است، و در نتیجه فراهمی زیستی داروهای کم محلول را به سطوح مطلوب بهبود میبخشد. اکسترودر در مقیاس آزمایشگاهی مدلهایی با توان عملیاتی تا ۰.۴ کیلوگرم به تیمهای تحقیق و توسعه اجازه میدهند تا فرمولاسیون را قبل از تولید، به صورت آزمایشی آزمایش کنند.
برای بازیافت، از اکستروژن دو مارپیچه برای پردازش پلاستیکهای پس از مصرف با پلیمرهای مخلوط، رطوبت بالا و آلودگی استفاده میشود. بخشهای تهویه و گاززدایی برای تخلیه برخی از اجزای فرار استفاده میشوند، در حالی که بخش تغذیه مارپیچ و سیلندر، مذابی با کیفیت ثابت تولید میکنند. تجهیزات پاییندستی مانند سیستم گندله سازی زیر آب در نهایت میتواند گلولههای با شکل یکنواخت را اکسترود و برش دهد و برای پردازش مجدد یا فروش مستقیم آماده کند.
مشخصات عملکردی که بر کیفیت خروجی تأثیر میگذارند

پنج مشخصه، یک اکسترودر دو مارپیچ موفق را از یک اکسترودر ناموفق متمایز میکند. برابری، کلید مقایسه این پنج پارامتر با یکدیگر، قبل از جستجوی قیمت است.
۵ مشخصات برای مقایسه
- گشتاور ویژه (نیوتن متر بر سانتی متر): دستگاههای فعلی با سرعت ۱۸ نیوتن متر بر سانتی متر کار میکنند. برای عملکرد عادی، ۲۰٪ کمتر از ظرفیت نامی در نظر بگیرید. هرچه گشتاور بیشتر باشد، ویسکوزیته مخلوطهای پلیمری یا مقدار زیادی از ترکیبات پر شده بیشتر میشود که میتوان بدون سوختن موتور آنها را پردازش کرد.
- نسبت L/D: استاندارد از 32:1 تا 48:1 متغیر است. برای ترکیباتی که نیاز به اختلاط معکوس دارند یا دارای مواد فرار زیاد هستند، به 52:1 با مناطقی برای اختلاط و گاززدایی در اکستروژن واکنشی یا حذف مواد فرار اضافه کنید. افزایش طول بشکه، زمان اقامت را افزایش میدهد و در عین حال امکان قرار گرفتن بیشتر در معرض گرما را فراهم میکند.
- سرعت پیچ (RPM): واحدهای هم-چرخش از ۳۰۰ تا ۱۲۰۰ دور در دقیقه کار میکنند؛ مدلهای هم-چرخش در خلاف جهت تقریباً به ۶۰ دور در دقیقه محدود میشوند. افزایش سرعت از ۲۰۰ به ۳۰۰ دور در دقیقه، ضمن فراهم کردن انرژی برشی بیشتر، راندمان یا خروجی را به میزان زیادی افزایش میدهد. بر اساس نیازهای حرارتی رزین انتخاب کنید.
- سیستم کنترل دما: همیشه به دنبال گرمایش و سرمایش مستقل/منحصر به فرد برای هر بخش از بشکه، در ۸ تا ۱۲ منطقه باشید. کنترل دقیق و مستقل دما برای جلوگیری از تغییرات قابل توجه در دمای مذاب، که میتواند کمتر از ±۲ درجه سانتیگراد باشد و در نهایت باعث تخریب شود، ضروری است.
- تجهیزات پاییندستی: گلولهسازهای رشتهای، گلولهسازهای زیرآبی، قالبهای ورق، همگی ممکن است فشار معکوس را به اکسترودر وارد کنند. تأیید کنید که حداکثر فشار قالب (بین ۱۰۰ تا ۳۵۰ بار) برای تجهیزات پاییندستی شما مورد نیاز است.
📐 نکته مهندسی
اندازه گیری موتور محرک: گشتاور (نیوتن متر) = ۹۵۵۰ × توان (کیلووات) ÷ سرعت چرخش پیچ (RPM)برای مثال، یک موتور محرک ۲۰۰ کیلوواتی با سرعت ۵۰۰ دور در دقیقه، ۳۸۲۰ نیوتن متر در هر شفت تولید خواهد کرد. فناوری پلاستیک به ما اطلاع میدهد که شایعترین علت خرابی زودهنگام گیربکس، موتور کماندازه است. همیشه موتوری را انتخاب کنید که 20٪ گشتاور بیشتری نسبت به آنچه در فرآیند استفاده میشود، ارائه دهد.
مشکلات رایج و نحوه پیشگیری از آنها
حتی یک اکسترودر دو مارپیچه خوب هم گاهی اوقات دچار مشکل میشود. پنج علت ریشهای برای هر خرابی مشاهده شده وجود دارد که با راهاندازی مناسب و پایش وضعیت کاملاً قابل پیشگیری هستند.
پرههای مارپیچ و آسترهای بشکه هنگام پردازش مواد معدنی خورنده مانند کربنات کلسیم و الیاف شیشه به مرور زمان فرسایش مییابند. با افزایش فاصله بین مارپیچ و بشکه، مواد به سمت عقب فرار میکنند و بر خروجی، اختلاط و همگنی تأثیر منفی میگذارند. راه حل: هنگام کار با فرمولاسیونهای خورنده، بشکههای مخصوص دوفلزی یا نیتریده شده را قیمتگذاری کنید و قطر خارجی مارپیچ خروجی را در هر تغییر برنامهریزی شده عنصر ثبت کنید.
بیش از حد در یک یا دو ناحیه خاص از بشکه، رزین را بیش از حد فعال میکند و منجر به تغییر رنگ، تخریب و احتمالاً خروج گاز میشود. خرابیهای رایج شامل عدم تأمین آب خنککننده به همه نواحی، خرابی ترموکوپلها، عدم تنظیم پیچ که منجر به سوراخ شدن سطح میشود، میشود. باید در هنگام راهاندازی به این موارد توجه شود. یک مهندس متخصص باید مسئول بررسی خنککننده، کالیبراسیون ترموکوپلها و تأیید تنظیم پیچ باشد.
هوای محبوس شده و حلال زیاد باعث ایجاد نقصهای سطحی رنگدانهای در پلت، حفرهها و حبابها میشود. اگر ناحیهی تهویه به اندازهی کافی طویل نشده باشد یا سطح خلاء ناکافی باشد، گاز در مذاب محبوس میشود. پیشگیری: دریچهی باز را در بالای ناحیهی کم فشار قرار دهید. سطح خلاء را برای خوراکهای حساس به رطوبت، بین ۵۰ تا ۱۰۰ میلیبار در نظر بگیرید.
گرسنگی یا پر کردن اکسترودر باعث میشود که تعادل سرعت پیچ/جریان مواد از هم بپاشد. همچنین بر توان عملیاتی، گشتاور و در نهایت بر توده شدن خوراک در قیف تأثیر میگذارد. پیشگیری: استفاده از تغذیهکنندههای وزنی با دقت ±0.5٪. میزان خوراک را با آمپر موتور در زمان واقعی مطابقت دهید.
کار کردن با گشتاور نامی یا نزدیک به آن در طول زمان، گیربکس را خراب میکند و باعث خرابی زودرس مارپیچ میشود. این مشکل معمولاً هنگام شروع به کار اکسترودر با مواد سرد یا با پرکننده بیش از حد مجاز طراحی شده مشاهده میشود. پیشگیری: در شروع اولیه، به بیش از ۶۰٪ سرعت نامی نیاز نداشته باشید. این سرعت میتواند پس از رسیدن سیلندر به دمای تنظیم شده، به تدریج افزایش یابد. عملکرد مداوم را زیر ۸۰٪ گشتاور نامی حفظ کنید.
چگونه اکسترودر دو مارپیچ مناسب را انتخاب کنیم
انتخاب یک اکسترودر دو مارپیچه که برای شما مناسب نیست، اتلاف هزینه و تجهیزات اولیه است. دستگاهی که برای کاربردهای شما طراحی نشده باشد، رشد را متوقف کرده و جریان قالب را محدود میکند. از چک لیست زیر برای راهنمایی شما در هفت تصمیم کلیدی که تعیین میکند آیا یک اکسترودر دو مارپیچه برای کاربردهای شما مناسب است یا خیر، استفاده کنید.
- ✔
نوع مواد: ترموپلاستیک، ترموست، خوراکی یا دارویی؟ مخروط موازی همسو بیشترین طیف را پوشش میدهد. برای PVC سفت و سخت، مخروط خلاف جهت همسو مورد نیاز است. - ✔
هدف توان عملیاتی: قطر مارپیچ را با حجم تولید خود مطابقت دهید. یک دستگاه ۳۵ میلیمتری ۳۰ تا ۸۰ کیلوگرم در ساعت و یک دستگاه ۹۰ میلیمتری ۵۰۰ تا ۲۰۰۰ کیلوگرم در ساعت را جابجا میکند. - ✔
نسبت طول به قطر (L/D): آمیزهسازی استاندارد از نسبت ۳۶:۱ تا ۴۴:۱ استفاده میکند. اکستروژن واکنشی یا گاززدایی سنگین به نسبت ۴۸:۱ تا ۶۰:۱ نیاز دارد. بشکههای بلندتر هزینه و فضای بیشتری را اشغال میکنند. - ✔
کلاس گشتاور: استاندارد (≤11 نیوتن متر بر سانتی متر مکعب)، گشتاور بالا (13-15 نیوتن متر بر سانتی متر مکعب) یا ممتاز (≥18 نیوتن متر بر سانتی متر مکعب). سیستمهای پر شده با بار بیش از 50٪ به گشتاور بالا یا کلاس ممتاز نیاز دارند. - ✔
مدولار: آیا میتوانید بخشهای بشکه و عناصر پیچ را بدون ماشینکاری دوباره بچینید؟ طرحهای ماژولار به شما امکان میدهند همان دستگاه را برای دستور العملهای مختلف سفارشی کنید. - ✔
سیستم کنترل فرآیند: حداقل: کنترل دما مبتنی بر PLC، رابط تغذیه گرانشی و نمایش گشتاور/فشار در لحظه. سیستمهای پیشرفته، امکان ذخیرهسازی دستور پخت و ثبت دادهها را نیز فراهم میکنند. - ✔
تمام هزینه ی مالکیت: قیمت اولیه فقط 30 تا 50 درصد هزینه 5 ساله است. مصرف انرژی، فواصل تعویض پیچ و بدنه، در دسترس بودن قطعات یدکی و آموزش اپراتور را در نظر بگیرید.
اکسترودرهای دو مارپیچه ارزانقیمت که برای کاربردهای صنعتی معمول کمتر از ۵۰۰۰۰ دلار قیمت دارند، به دلیل فرسودگی سریع مارپیچ (که نیاز به تعویض مارپیچ هر ۱۲ تا ۱۸ ماه دارد)، مصرف برق بیشتر و زمان از کارافتادگی برنامهریزی نشده که میتواند در مجموع ۱۰ تا ۱۵ درصد از زمان تولید شما را تشکیل دهد، در طول ۵ سال ۴۰ درصد هزینه مالکیت بیشتری خواهند داشت. همیشه قبل از ثبت سفارش خرید، دادههای مستند طول مارپیچ و سیلندر را مقایسه کنید.
✔ مزایا
- اکسترودرهای دو مارپیچه، اختلاط بهتری را برای فرمولاسیونهای چند جزئی ارائه میدهند.
- طراحی ماژولار پیچ، امکان تغییر سریع را فراهم میکند
- هندسه درهم تنیده خودپاک شونده، زمان تمیز کردن را کاهش میدهد
- انتقال انرژی با راندمان بالا از طریق برش هم-چرخش
- قابلیت تغذیه مایعات، تغذیه جانبی، تهویه خلاء در یک مرحله
⚠ محدودیتها
- هزینه سرمایه اولیه ۱.۵ تا ۳ برابر بیشتر از ماشینهای تک پیچه
- اجزای پیچ و بخشهای سیلندر، قطعاتی هستند که در اثر سایش دچار فرسایش میشوند و نیاز به برنامهریزی دقیق برای تعویض دارند.
- به دلیل طراحی ماژولار، آشنایی اپراتور با دستگاه بیشتر است
- طرحهای چرخش معکوس محدود به کاربردهای کمسرعت و خاص
- تعمیر گیربکس گران است و نیاز به خدمات تخصصی دارد
پرسش و پاسخهای متداول

س: اکسترودر دو مارپیچه برای چه مواردی استفاده میشود؟
مشاهده پاسخ
س: کدام بهتر است: اکسترودر تک ماردونه یا دو ماردونه؟
مشاهده پاسخ
س: مشکلات مربوط به اکسترودرهای دو مارپیچه چیست؟
مشاهده پاسخ
س: هزینه اکسترودر دو مارپیچ چقدر است؟
مشاهده پاسخ
س: بازگشت سرمایه (ROI) سرمایهگذاری در یک اکسترودر دو مارپیچه چقدر است؟
مشاهده پاسخ
س: آیا اکسترودرهای دو مارپیچ میتوانند پلاستیک بازیافتی را پردازش کنند؟
مشاهده پاسخ
آیا میخواهید سیستم اکسترودر دو مارپیچه مناسب برای فرآیند تولید خود را تعیین کنید؟
درباره این تحلیل
شرکت UDTECH، اکسترودرهای دو مارپیچه با چرخش همسو و ناهمسو، مدلهای موازی و همچنین مخروطی را برای قطر مارپیچ از 35 میلیمتر تا 145 میلیمتر طراحی و تولید میکند. اطلاعات فنی، دادههای عیبیابی و مراجع هزینه ارائه شده در این مقاله از طیف وسیعی از منابع منتشر شده در صنعت پلاستیک مانند بخش اکستروژن SPE، AAPS PharmSciTech و Plastics Technology به دست آمده است. بخشهای کنترل فرآیند بر اساس تجربه تیم مهندسی ما از طریق آزمایش اکسترودرها برای ترکیب پلیمر، مستربچ و بازیافت نوشته شده است.
منابع و مراجع
- اکسترودرهای دو مارپیچه به عنوان میکسرهای پیوسته برای پردازش حرارتی: یک دیدگاه فنی و تاریخی — AAPS PharmSciTech (کتابخانه ملی پزشکی)
- محدوده عملیاتی اکسترودر دو مارپیچه — بخش اکستروژن SPE
- گشتاور و سرعت: چقدر کافی است؟ — فناوری پلاستیک
- گزارش بازار اکسترودرهای دو مارپیچه — تحقیقات بازار شناختی
- گزارش اندازه و سهم بازار ماشین اکستروژن پلاستیک، 2030 — گرند ویو ریسرچ
مقالات مرتبط
- اکسترودر تک پیچ - مشخصات، انواع و کاربردهای سیستمهای تک پیچ
- آشنایی با ماشین آلات تولید پلت: انواع، فرآیندها و راهنمای خرید - نحوه عملکرد گندلهسازی در پاییندست اکستروژن
- دستگاه ساخت لوله پلاستیکی: راهنمای تولید لولههای PVC، PE و PP - خطوط اکستروژن لوله که با آمیزهسازهای دو مارپیچه جفت میشوند
- اکسترودر مرکب مستربچ فیلر — فرآوری با پرکننده بالا در مقیاس بزرگ
- سیستم گندله سازی زیر آب - گندلهسازی پاییندستی برای خطوط ترکیبی



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


