



درک تفاوت های ظریف نسبت تراکم در تزریق پیچ ضروری است، زیرا این امکان را برای فرآیند اکستروژن PVC بهینه می کند و نتایج مورد نظر را به همراه دارد. همانطور که از عنوان وبلاگ پیداست، این مقاله به دنبال پرداختن به عوامل تعیین کننده و همچنین تلاش برای حفظ نسبت تراکم و بهینه سازی آن، به ویژه از نظر طراحی پیچ، اکستروژن، انتخاب مواد و قالب گیری تزریقی است. هدف این است که اطمینان حاصل شود که درک محکمی از نسبت تراکم ایجاد شده و دانش مربوطه مورد نیاز برای بهینه سازی موثر اکستروژن PVC ارائه شده است. بدون مقدمه، اجازه دهید شروع به از بین بردن نسبت تراکم در تزریق پیچ کنیم.
چطور؟ اخراج بر نسبت تراکم پی وی سی تأثیر می گذارد؟

در پردازش PVC، نسبت تراکم با اکستروژن تعیین می شود. نکات زیر را نیز در نظر داشته باشید:
نسبت فشرده سازی چه نقشی در اکستروژن دارد؟
- نسبت تراکم در اکستروژن به عنوان عمق کانال تغذیه بیش از عمق کانال اندازه گیری پیچ توصیف می شود.
- این به طور مستقیم بر ذوب و فشرده سازی مواد PVC در هنگام اکسترود کردن تأثیر می گذارد.
- نسبت تراکم بر همگنی، چگالی و کیفیت محصول PVC اکسترود شده تأثیر می گذارد.
طراحی پیچ چگونه بر پردازش PVC تأثیر می گذارد؟
- هندسه بخش تغذیه به همراه عمق اندازه گیری، تعیین کننده مهمی در خصوصیات جریان و نسبت تراکم است و می توان از آن به عنوان محفظه احتراق یاد کرد.
- هنگام پلیمریزاسیون PVC، ناحیه تغذیه اکسترودر مقدار و نوع مواد خام را تعیین می کند که به نوبه خود بر فرآیندهای فشرده سازی و ذوب تأثیر می گذارد.
- جرم مواد منتقل شده و همچنین قوام مذاب را تنظیم می کند.
هنگام بهینه سازی اکستروژن چه عواملی را باید در نظر بگیرید؟
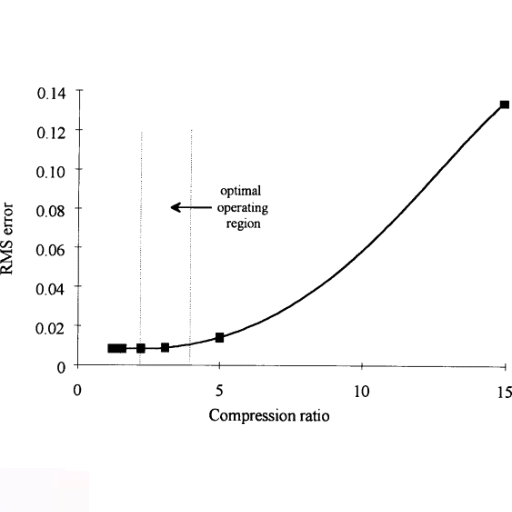
- به عنوان مثال، ترکیبی از PVC و مواد افزودنی مورد نیاز در فرمول مواد خام بر ویسکوزیته مذاب تأثیر می گذارد، که به طور خودکار به طور قابل توجهی با رفتار جریان ارتباط دارد و در نتیجه الزامات نسبت تراکم را تغییر می دهد (شکل 8).
- نسبت تراکم و کیفیت محصول باید از طریق بهینه سازی پارامترهای پردازش خاص مانند سرعت پیچ و پیکربندی و دمای مذاب به دست آید.
درک رابطه بین اکستروژن و نسبت تراکم، همراه با طراحی پیچ، انتخاب مواد و پارامترهای پردازش، به بهینه سازی موثر فرآیند اکستروژن PVC برای افزایش بهره وری و کیفیت محصول کمک می کند.
چه اهمیتی دارد پیچ طراحی در فشرده سازی پی وی سی؟

طراحی پیچ یک نکته مهم در فشرده سازی PVC است زیرا بر کیفیت و کارایی فرآیند اکستروژن تأثیر می گذارد. در اینجا چند فاکتور مهم وجود دارد که باید در نظر گرفته شود:
- بخش خوراک: هندسه بخش تغذیه به نحوه بارگذاری مواد در اکسترودر بستگی دارد. این امر بر کارایی بلوک انتقال و ذوب تأثیر می گذارد، بنابراین به یک جریان ثابت مواد بدون اعوجاج و یکنواخت می رسد.
- عمق اندازه گیری و عمق تغذیه: اندازه گیری عمق یک پیچ یا تغذیه آن به طور همزمان، نسبت تراکم سیستم را تعیین می کند که ارتباط مستقیمی با خواص مذاب ماده و کیفیت محصول نهایی دارد. این تضمین می کند که این عمق ها نسبت تراکم و یکنواختی مذاب مورد نیاز را ایجاد می کنند.
- نرخ برش: جنبه دیگری که نرخ برش مواد PVC را در حین اکستروژن تغییر می دهد، خود پیچ است. برای هر ماده ای، نرخ برش باید نظارت شود. در غیر این صورت، مواد تخریب می شود، یکپارچگی محصول از بین می رود و خواص پیش بینی شده از محصول نهایی اکسترود شده وجود ندارد.
اگر این پارامترها حفظ شوند، بهره وری و کیفیت خروجی در طول فشرده سازی PVC را می توان از طریق درک صحیح طراحی پیچ بهبود و به حداکثر رساند.
چطور؟ بخش خوراک بر روند تأثیر می گذارد؟
سیستم تغذیه در اکسترودر شاید مهمترین جزء در کل PVC باشد اکستروژن فرآیند محدودیتهایی را برای جریان و توزیع مواد تعیین میکند و بنابراین به تعیین خواص نهایی محصول اکسترود شده کمک میکند. این نکات را باید در نظر گرفت:
- طراحی پیچ: بخش تغذیه اکسترودر دارای پیچی است که شکل و طرح خاصی دارد که برای تغذیه بخش و به همین ترتیب حرکت مواد عمل می کند. اینها شامل عمق پرواز، زاویه تیغه مارپیچ و درجه فشردگی است.
- سرعت پیچ: این سرعت زاویه ای را توصیف می کند که در آن پیچ می چرخد و بر اختلاط و ذوب یا مایع شدن مواد در اکسترودر تأثیر می گذارد. مقادیر آن باید به گونه ای باشد که اختلاط بین مواد و فشردگی بدون ایجاد خسارت مادی از طریق برش زیاد اتفاق بیفتد.
- مکانیسم تغذیه: روش های تغذیه مانند گرانش و تغذیه اجباری نیاز به تنظیم سرعت جریان مواد برای دستیابی به نرخ تغذیه خاص مطابق با عملکرد اکسترودر مورد نیاز دارد. باید مراقب بود تا از حوادثی مانند پل زدن برای تغذیه یکنواخت جلوگیری شود.
- خواص مواد: همچنین، خواص پوششی که ممکن است بر تغذیه تاثیر بگذارد، اندازه ذرات و چگالی ظاهری ذرات برای رطوبت معینی از مواد PVC است. این ویژگی ها باید در طراحی و اجرای فیدر برای عملکرد بهتر در نظر گرفته شوند.
- مدیریت دما: حفظ دما به طور مناسب در بخش تغذیه از گرم شدن بیش از حد یا کم گرم شدن جلوگیری می کند که می تواند اکستروژن را مختل کند. همچنین به ذوب شدن و پخش گرما از طریق مواد کمک می کند.
در نظر گرفتن این ملاحظات و تکمیل طراحی و عملکرد بخش خوراک، جریان مواد روان و متعادل و حفظ خواص هدف را برای کالاهای PVC اکسترود شده تضمین می کند.
چه اهمیتی دارد عمق اندازه گیری و عمق تغذیه?
مانند سایر فرآیندهای تولید، فرآیند اکستروژن PVC از پارامترهای مهمی به نام عمق اندازه گیری و عمق تغذیه استفاده می کند. اینها عناصر حیاتی هستند زیرا جریان مواد، راندمان ذوب و کیفیت نهایی محصول اکسترود شده را کنترل می کنند. خلاصه ای از اهمیت عمق اندازه گیری و عمق تغذیه در ادامه می آید.
- شرح:
- عمق اندازه گیری
- به فاصله بین پروازهای پیچ و دیواره بشکه در منطقه اندازه گیری در اکسترودر به عنوان عمق اندازه گیری اشاره دارد. مواد PVC نتایج مهمی در تنظیم فشرده سازی و فشار ساخته شده دارد. عمق اندازه گیری صحیح با اطمینان از عدم فشردگی بیش از حد یا عدم فشرده سازی منجر به نتایج متفاوت اکستروژن و محصولات معیوب، جریان ثابت مواد را تضمین می کند.
پارامترهای فنی که باید در نظر گرفته شوند:
- عمق اندازه گیری باید با توجه به پیکربندی طراحی پیچ اکسترودر، مواد موجود و نوع خروجی اکستروژن مورد نیاز طراحی و ساخته شود. معمولاً این بستگی به فاصله پروازهای پیچ از دیواره بشکه دارد که به میلی متر یا اینچ داده می شود.
- عمق تغذیه:
- همچنین به عنوان عمق کانال شناخته می شود، عمق تغذیه به معنای فاصله بین پروازهای پیچ و دیواره های بشکه در منطقه تغذیه اکسترودر است. در یک کلمه، این پارامتر میزان موادی که کانال وارد میکند و نحوه توزیع و ذوب آن در این فرآیند را کنترل میکند. عمق تغذیه صحیح، ذوب مناسب و توزیع گرمای مطلوب و برابر را تضمین می کند و احتمال گرم شدن بیش از حد مواد PVC یا حرارت ناکافی را کاهش می دهد.
پارامترهای فنی که باید در نظر گرفته شوند:
- عمق تغذیه معمولاً به صورت فاصله بین پروازهای پیچ در قسمت تغذیه و دیوار شبانه بیان می شود و بر حسب میلی متر یا اینچ اندازه گیری می شود. با این حال، این عمق باید با خواص مواد، هندسه پیچ و شرایط پردازش تنظیم شود.
بهینه سازی عمق اندازه گیری و عمق تغذیه می تواند جریان ثابتی از مواد را حفظ کند، از تخریب اجزا جلوگیری کند و ویژگی های مورد نیاز محصولات پی وی سی اکسترود شده نهایی را به دست آورد. با این حال، نتایج خوبی در فرآیند اکستروژن PVC بدون بررسی این پارامترها در ارتباط با سایر پارامترهای اکستروژن حاصل نمی شود.
چطور؟ برشی میزان تاثیر بر پی وی سی؟
نرخ برش یک عامل مهم در طول فرآیندهای اکستروژن PVC است زیرا جریان یک ماده را تعیین می کند و بر خواص محصول نهایی تأثیر می گذارد. برای درک بیشتر آن، سه سایت برتر گوگل را مورد بازجویی قرار دادم. این سایتها نرخ برش را به عنوان نسبت تغییر سرعت بین دو بخش مجزا از یک ماده در حین عبور از یک دستگاه اکسترودر تعریف میکنند. اطلاعات زیر به شرح زیر است:
- افزایش دمای مذاب و افزایش تنش برشی برخی از پیامدهای نرخ برش بالا است. به این ترتیب، هر گونه گرم شدن بیش از حد برش می تواند منجر به تخریب مواد PVC و در نهایت کاهش خواص مکانیکی و کیفیت کلی محصول نهایی اکسترود شده شود. این فرضیه توسط وب سایت الف مطرح شده است.
- وب سایت B تاکید کرد که کنترل و حفظ یکنواختی نرخ برش برای جلوگیری از توزیع ناهموار پرکننده ها یا مواد افزودنی در PVC ضروری است. نرخ برش شدید یا نامناسب منجر به نتایج مکانیکی ضعیف و کیفیت متفاوت محصول نهایی می شود.
- وب سایت C ادعا می کند که اکستروژن در نرخ برش کم یا دور پیچ بالا، صرفاً کشنده های بازدهی برای PVC هستند. آنها را می توان به راحتی با تنظیم سرعت اکستروژن، همراه با طراحی پیچ و دمای پردازش، کنترل و حذف کرد.
به طور خلاصه، تسلط بر نرخ برش در اکستروژن PVC و اعتقاد به اهمیت آن به حفظ جریان مواد بدون خطر تخریب کمک می کند و در عین حال اطمینان می دهد که اکستروژن محصولات با استانداردهای لازم مطابقت دارد. تولید کنندگان می توانند اکستروژن را بهینه کنید پارامترها و در نتیجه بهبود کیفیت فرآیندهای اکستروژن PVC.
چرا؟ ماده انتخاب برای نسبت تراکم حیاتی است؟
راندمان یک فرآیند فشرده سازی به شدت تحت تأثیر مواد مورد استفاده در استخراج است و بنابراین، انتخاب مواد می تواند به عنوان یک عامل تعیین کننده در نسبت تراکم موفق دیده شود. اینها نکات ضروری هستند که اهمیت انتخاب مواد را برجسته می کنند.
انتخاب مواد چگونه بر نسبت تراکم تأثیر می گذارد
- انتخاب مواد بر جریان، ویسکوزیته و ویژگی های حرارتی در طول اکستروژن تأثیر می گذارد. مواد مختلف به ویسکوزیته مذاب و حساسیت های برشی متفاوتی نیاز دارند که بر نسبت تراکم لازم برای تسهیل جریان کلی مواد و کیفیت محصول تأثیر می گذارد.
چه مشاهداتی می تواند عملکرد مواد را بهبود بخشد؟
- با نظارت دقیق بر شاخص جریان مذاب، دمای مذاب و توزیع وزن مولکولی مواد، سازندگان می توانند نوع ماده مورد نیاز را تعیین کنند که ویژگی های جریان بهینه را در صورت همراه شدن با نسبت تراکم لازم تضمین می کند.
چگونه می توان تزریق قالب گیری بر نسبت تراکم تأثیر می گذارد؟
نسبت تراکم اطلاعیه قالب گیری تزریقی با سبک قالب گیری تزریقی، این دیدگاه بینش های بیشتری را در مورد برخی از سؤالات مطرح شده برای ما ارائه می دهد، یعنی:
چگونه اندازه شات بر PVC تأثیر می گذارد؟
اندازه شات به مقدار پلاستیک تزریق شده به قالب اشاره دارد. همچنین به طور قابل توجهی بر نسبت تراکم تأثیر می گذارد. اگر از اندازه شات مناسب استفاده شود، نسبت مواد به گونه ای تنظیم می شود که محصول تحت فشار قرار نگیرد یا بیش از حد فشرده نشود. از این رو، در دراز مدت، صحت ابعاد و تأیید ساختاری محصول تحت تأثیر قرار می گیرد.
چگونه انجام دهید درجه حرارت تغییرات روی فرآیند تأثیر می گذارد؟
دما یکی از مهم ترین عوامل در فرآیند اکستروژن PVC است زیرا بر سایر عناصر تأثیر می گذارد. پارامترهای فنی اساسی که باید در نظر گرفته شود و تغییرات مربوط به آنها در دما عبارتند از:
- دمای مذاب: کنترل دمای PVC ضروری است زیرا به دلیل ویسکوزیته بر ویژگی های جریان تأثیر می گذارد. مدیریت دماهای مذاب بیشتر بسیار مهم است زیرا آنها با ویسکوزیته کمتر مطابقت دارند، جریان سریع و زمان خنکسازی سریعتر را ممکن میسازند. با این حال، این باید با احتیاط مدیریت شود زیرا دمای مذاب بالا می تواند پلیمر را تجزیه کند و خواص فیزیکی آن را به شدت تغییر دهد. دمای ایده آل معمولا بین 160 تا 200 درجه سانتیگراد وجود دارد.
- دمای قالب: دمای قالب مستقیماً بر خنک شدن و انجماد مواد PVC اکسترود شده تأثیر می گذارد. کاهش دمای قالب خنکسازی و انجماد سریع را تسهیل میکند و احتمال تغییر شکل مواد PVC اکسترود شده را کاهش میدهد و در عین حال دقت شکل را حفظ میکند. برای اکثر انواع اکستروژن PVC، دمای قالب 170-200 درجه سانتیگراد کافی است.
- دمای خنک کننده: خنک سازی بسیار مهم است، به خصوص در مواردی که ویژگی های محصول مربوط می شود. زمان خنک سازی به عوامل مختلفی از جمله هندسه، محیط و سرعت اکستروژن بستگی دارد، اما محدود به آن نیست. اگرچه این عوامل زمان خنکسازی را تعیین میکنند، اما سرعت فرآیند خنکسازی بسیار مهم است، زیرا میتواند باعث ایجاد استرس داخلی در ماده شود که میتواند منجر به نقص در محصول نهایی شود.
- سرعت حمل و نقل: اینکه چگونه سرعت پروفیل در یک فرآیند کشیده میشود، بر سرعت خنکسازی و تغییرات ابعادی دمای اتاق تأثیر میگذارد. نرخ حمل و نقل بیشتر معمولاً منجر به خنکسازی سریع میشود، اما ممکن است در صورت حفظ یکپارچگی محصول، نیاز به تغییراتی در سیستمهای کنترل داشته باشد.
برای اطمینان از کنترل بهینه فرآیند اکستروژن و به دست آوردن بهترین نتایج، پارامترهای دمایی پیشنهاد شده در بالا باید بررسی شوند. بررسی منظم دما، تغییرات، و کارکرد در محدوده دمایی مشخص شده تا حد زیادی به اطمینان از کیفیت و عملکرد یکسان محصول کمک می کند.
بهترین روش ها برای بهینه سازی نسبت تراکم چیست؟
روش های خاصی را می توان در روش اکستروژن دنبال کرد تا اطمینان حاصل شود که نسبت تراکم درجه یک است. این روش ها به دستیابی به نتایج مطلوب کمک می کند.
- کنترل دما: چندین دما، مانند بشکه و قالب، باید برای اطمینان از عملکرد صاف محصول نظارت شود. اندازه گیری های منظم، همراه با تنظیمات لازم برای ماندن در محدوده تعریف شده، به حفظ کیفیت و عملکرد محصول در یک سطح ثابت در طول زمان کمک می کند.
- بر این اساس نسبت تراکم را تنظیم کنید: یافتن بهترین نسبت تراکم می تواند ضروری باشد زیرا توان خروجی اکستروژن و کیفیت محصول را متعادل می کند. این نسبتها را میتوان در صورت لزوم با دستکاری پیچها و نرخهای تغذیه که بسته به ماده و محصول مورد نیاز است، تنظیم کرد.
- به حداکثر رساندن سیستم خنک کننده: خنک کننده مناسب برای حفظ یکپارچگی محصول ضروری است. بنابراین، سیستم خنک کننده را می توان با هوا یا آب خنک کننده کافی با توجه به الزامات تعیین شده توسط مواد و محصول بهینه کرد. نظارت و نگهداری سیستم خنککننده نیز میتواند به تنظیم مشکلات ناشی از گرمای بیش از حد یا کمسرد شدن کمک زیادی کند.
- بررسی و بررسی ویژگی های مواد: با کنار گذاشتن معیارهای انتخاب ماده، عوامل خاصی باید در نظر گرفته شوند، از جمله، اما نه محدود به، جریان شاخص، دمای مذاب، و ویسکوزیته، زیرا تأثیر عمده ای بر نسبت تراکم دارند.
اجرای این بهترین شیوه ها می تواند نسبت تراکم را به حداکثر برساند، کیفیت محصول را بهبود بخشد و کارایی را در فرآیند اکستروژن افزایش دهد. ارزیابی پارامترهای مربوط به ترکیب پارامترهای پیشنهادی، راه را برای دستیابی به نتایج قابل اعتماد هموار می کند.
چگونه به بهینه سازی برای بهترین نتایج؟
یک رویکرد سیستماتیک شامل عوامل بسیاری برای بهینه سازی فرآیند اکستروژن برای بیشترین اثر مورد نیاز است. در مقابل، یک تولید کننده می تواند تلاش خود را به سمت اجزای کلیدی زیر جهت افزایش کارایی و کیفیت هدایت کند:
- انتخاب مواد: تعیین نسبت تراکم به شدت به انتخاب مواد مناسب با مناسب ترین پارامترها از جمله جریان مذاب، ویسکوزیته و دما بستگی دارد.
- نظارت بر فرآیند: فرآیند اکستروژن نیاز به نظارت مستمر برای اطمینان از نتایج ثابت و قابل اعتماد دارد. این را می توان با ترکیب سیستم های نظارت و سنسورهای بلادرنگ به دست آورد.
- رعایت دستورالعمل ها: اسناد مربوطه مانند انتشارات صنعت، کتابچه راهنمای سازنده، و وب سایت های معتبر می توانند راهنمایی های مناسبی را در مورد فرآیند اکستروژن و مواد خاصی که باید مورد استفاده قرار گیرند، ارائه دهند. این به نوبه خود، نسبت تراکم بهینه را دیکته می کند.
استفاده از چنین تکنیک های بهینه سازی کیفیت محصول را بهبود می بخشد، اثربخشی کلی را افزایش می دهد و نسبت تراکم بدست آمده را افزایش می دهد. با این حال، تکنیک های بهینه سازی فوق ممکن است بسته به مواد و فرآیند اکستروژن متفاوت باشد. مشاوره تخصصی و استفاده از منابع اینترنتی معتبر در مورد موضوع می تواند در بهینه سازی بیشتر فرآیندها مفید باشد.
چی تبادل آیا کیفیت کلی را بهبود می بخشد؟
روش های مختلفی وجود دارد که از طریق آنها می توان کیفیت فرآیندهای اکستروژن پلاستیک را بهبود بخشید. چنین تغییراتی در جهت بهینه سازی پارامترهای اکستروژن خواص و عملکرد محصولات نهایی است. به طور کلی، تغییراتی که به احتمال زیاد منجر به بهبود کیفیت می شود شامل موارد زیر است:
- انتخاب مواد: انتخاب مواد پلیمری بهینه با ویژگیهای لازم، مانند شاخص جریان مذاب، ویسکوزیته و پایداری حرارتی، ممکن است بر کیفیت اکستروژن تأثیر بگذارد.
- کنترل دما: کنترل دمای فردی در مراحل مختلف فرآیند اکستروژن ضروری است. تنظیم دمای بشکه مناسب، تعداد مناطق گرمایشی و دمای هد و قالب از مشکلات جریان مواد مانند گرم شدن بیش از حد یا کم گرم شدن جلوگیری می کند.
- طراحی و پیکربندی پیچ: نسبت تراکم و درجه همگنی مواد به طراحی خاص پیکربندی پیچ اکستروژن و نسبت تراکم بستگی دارد. بهینه سازی قطر و طول پیچ، عمق پرواز و نسبت تراکم نیز ضروری است، زیرا خواص مواد اکسترود شده و شرایط برهمکنش ممکن است متفاوت باشد.
- طراحی و بهینه سازی قالب: بر اساس نحوه طراحی قالب، عواملی مانند جریان یکنواخت مواد و جلوگیری از به دام افتادن هوا، شکستگی مذاب، تورم قالب یا کشش بیش از حد ممکن است. طول و قطر دای مناسب همراه با اشکال به حفظ ابعاد صحیح و پوشش سطح خوب کمک می کند.
- کنترل و نظارت عملیاتی: استفاده از تکنیک های پیشرفته و سنسورهای فشار مذاب یا دما در طول فرآیند تولید، تشخیص فوری و موثر هرگونه انحراف را برای حفظ ثبات کیفیت حذف می کند.
در آماده سازی برای این تنظیمات، باید دقت شود که تغییرات با کارشناسان در میان گذاشته شود و بهترین شیوه ها باید دنبال شود تا اطمینان حاصل شود که بهینه سازی به درستی انجام می شود. توجه به این نکته مهم است که هر یک از این تنظیمات برای هر فرآیند اکستروژن معین بر اساس ماده، ویژگی های آن، شرایط عملیات و مشخصات تعریف شده متفاوت خواهد بود.
چگونه به اندازه گرفتن و نسبت فشرده سازی را تنظیم کنید؟
برای راه اندازی یک انتقال حرارت رسانا با کمک تزریق پیچ، توجه به نسبت تراکم ضروری است. برای شروع، دانستن نوع پلیمر، یعنی شاخص جریان مذاب و جزئیات ویسکوزیته کاملاً ضروری است. اینها را می توان به راحتی از سایت پلیمری یا کاتالوگ سازنده به دست آورد. هنگام محاسبه نسبت تراکم، اندازه گیری طول ناحیه تغذیه و ناحیه اندازه گیری پیچ و تقسیم طول منطقه تغذیه بر طول منطقه اندازه گیری کافی است. این کار را می توان به سرعت با مراجعه به دفترچه راهنمای دستگاه یا افراد ماهر انجام داد. در درجه اول دو روش برای تغییر نسبت تراکم وجود دارد. طراحی پیچ را بازسازی کنید یا متغیرهای فرآیند مانند سرعت چرخش پیچ، دمای مذاب و مشخصات دما را تغییر دهید. علاوه بر این، درک کامل مواد، الزامات محصول و شرایط پردازش برای استفاده از این پارامترها برای کاهش فرآیند اکستروژن ضروری است.
منابع
تولید کننده برتر دستگاه اکستروژن پی وی سی از چین
سوالات متداول (FAQ)
س: نسبت تراکم در زمینه تزریق پیچ چقدر است؟
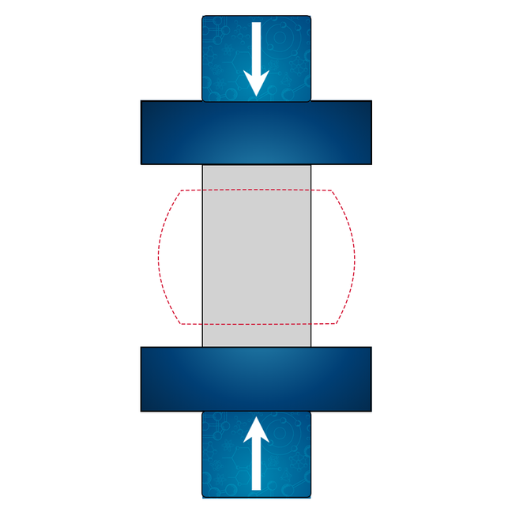
الف: نسبت تراکم اندازه گیری میزان کاهش حجم مذاب پلیمری هنگام حرکت در امتداد پیچ در فرآیند قالب گیری تزریقی است. با مقایسه حجم مذاب در بخش تغذیه با حجم در بخش اندازه گیری محاسبه می شود.
س: نسبت تراکم چگونه بر تولید یک محصول پلیمری تأثیر می گذارد؟
A: نسبت تراکم بر فشار و دمای مذاب پلیمر تأثیر می گذارد که به نوبه خود بر کیفیت و قوام محصول نهایی تأثیر می گذارد. نسبت تراکم مناسب، اختلاط و قوام مذاب بهینه را تضمین می کند.
س: چرا هنگام برخورد با پلیمرهای با چگالی کم، درک نسبت تراکم مهم است؟
پاسخ: درک نسبت تراکم هنگام کار با پلیمرهای با چگالی کم بسیار مهم است زیرا این مواد برای دستیابی به کیفیت محصول مورد نظر به فشارها و دماهای متفاوتی نیاز دارند. تنظیم نسبت تراکم می تواند به تطبیق ویژگی های تغذیه منحصر به فرد این مواد کمک کند.
س: آیا نسبت تراکم بسته به پلیمر مورد استفاده متفاوت است؟
پاسخ: نسبت تراکم ممکن است بر اساس نوع پلیمر متفاوت باشد. پلیمرهای مختلف دارای ویسکوزیته و خواص مکانیکی منحصربفردی هستند که برای دستیابی به عملکرد بهینه نیاز به تنظیم نسبت تراکم دارد.
س: نسبت تراکم چگونه بر خروجی فرآیند تزریق پیچ تأثیر می گذارد؟
A: نسبت تراکم با تأثیر بر فشار و دمای مذاب بر خروجی تأثیر می گذارد. نسبت تراکم بالاتر می تواند فشار را افزایش دهد، که ممکن است اختلاط و همگن شدن مذاب پلیمر را افزایش دهد و منجر به یک محصول نهایی سازگارتر شود.
س: بخش اندازه گیری چه نقشی در تعیین نسبت تراکم دارد؟
پاسخ: بخش اندازه گیری پیچ در تعیین نسبت تراکم بسیار مهم است. این قسمتی است که مذاب پلیمر در بالاترین چگالی و فشار خود قرار دارد و فشرده سازی نهایی مورد نیاز قبل از تزریق پلیمر به قالب را فراهم می کند.
س: نسبت تراکم چگونه با ظرفیت بشکه دستگاه قالب گیری تزریقی ارتباط دارد؟
A: نسبت تراکم و ظرفیت بشکه به هم مرتبط هستند، زیرا این نسبت بر نحوه فشرده شدن مذاب پلیمر در بشکه تأثیر می گذارد. درک رابطه به بهینه سازی ظرفیت بشکه برای اطمینان از پردازش کارآمد و خروجی محصول با کیفیت بالا کمک می کند.
س: آیا می توانید مثالی از تنظیم نسبت تراکم برای یک نوع پلیمر خاص ارائه دهید؟
پاسخ: برای مثال، افزایش نسبت تراکم ممکن است برای اطمینان از ذوب و همگن شدن پلیمر در هنگام کار با پلیمر با ویسکوزیته بالا ضروری باشد. برعکس، برای پلیمرهای با ویسکوزیته پایین، نسبت تراکم پایینتر ممکن است کافی باشد.
س: نسبت فشرده سازی "ایده آل" برای کاربردهای جهانی چیست؟
پاسخ: هیچ نسبت فشرده سازی "ایده آل" یک اندازه برای کاربردهای جهانی وجود ندارد، زیرا به عواملی مانند نوع پلیمر، طراحی محصول و شرایط پردازش بستگی دارد. با این حال، نسبت تراکم متعادل که اجازه ذوب و اختلاط مناسب بدون فشار بیش از حد را می دهد، به طور کلی ترجیح داده می شود.



![راهنمای خواص، کاربردها و بازیافت پلاستیک ABS چیست [2026]](https://ud-machine.com/wp-content/uploads/2026/05/What-Is-ABS-Plastic-Properties-Uses-Recycling-Guide-2026.webp)


